Studies of a Rotary–Centrifugal Grain Grinder Using a Multifactorial Experimental Design Method

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
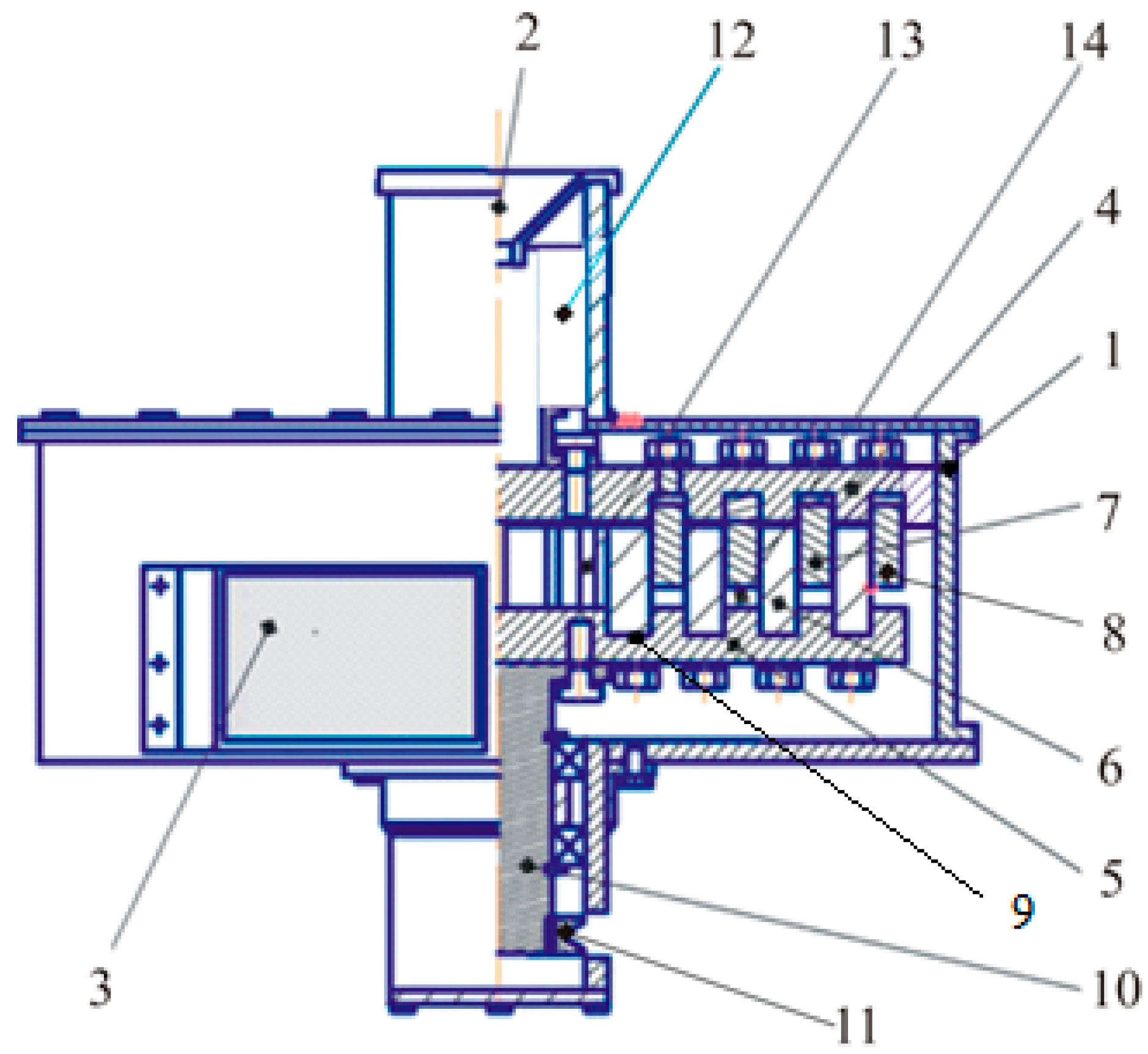
2.1. Design of a Rotary–Centrifugal Device for Grinding Grain
2.2. Description of a Multifactorial Experimental Design
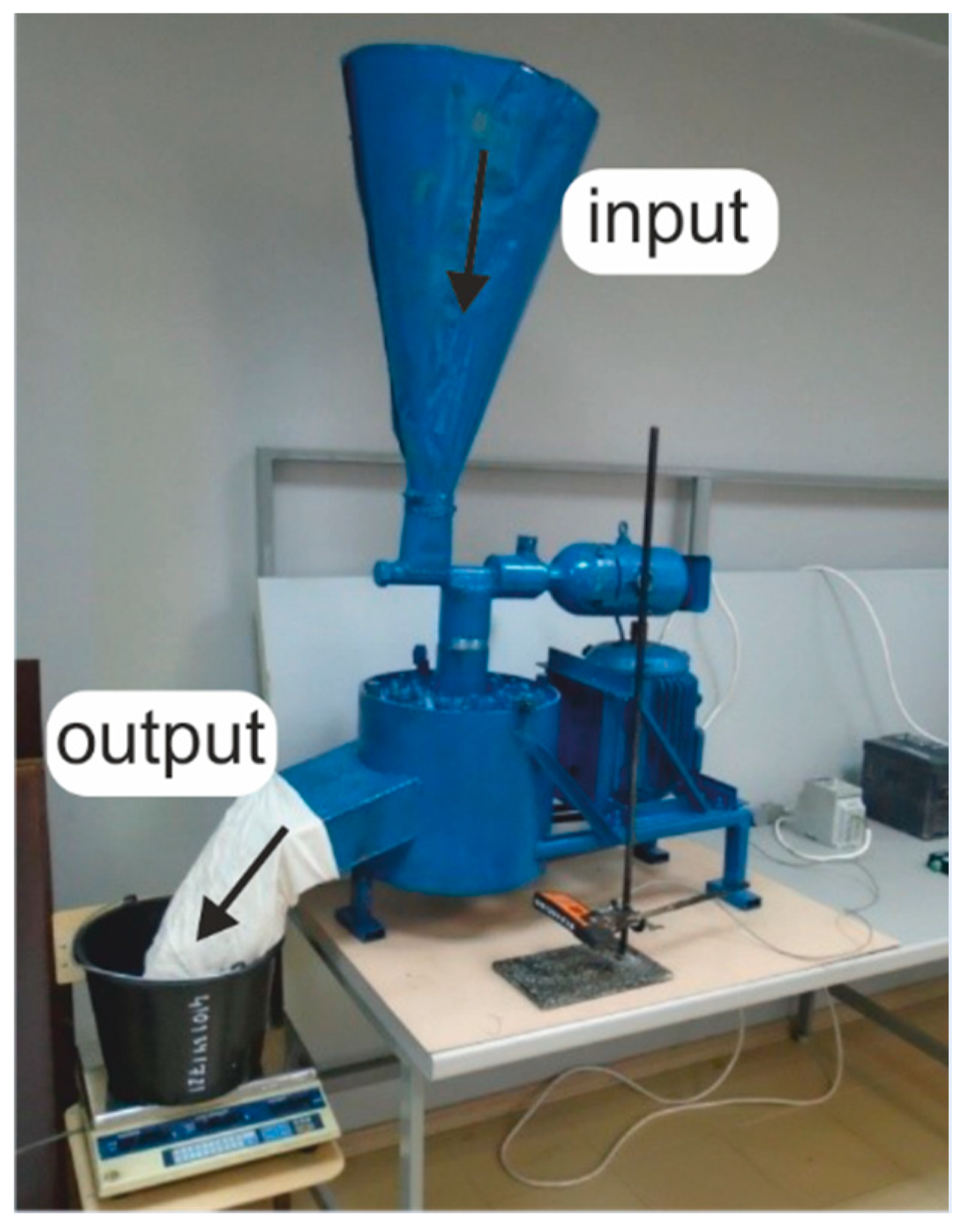
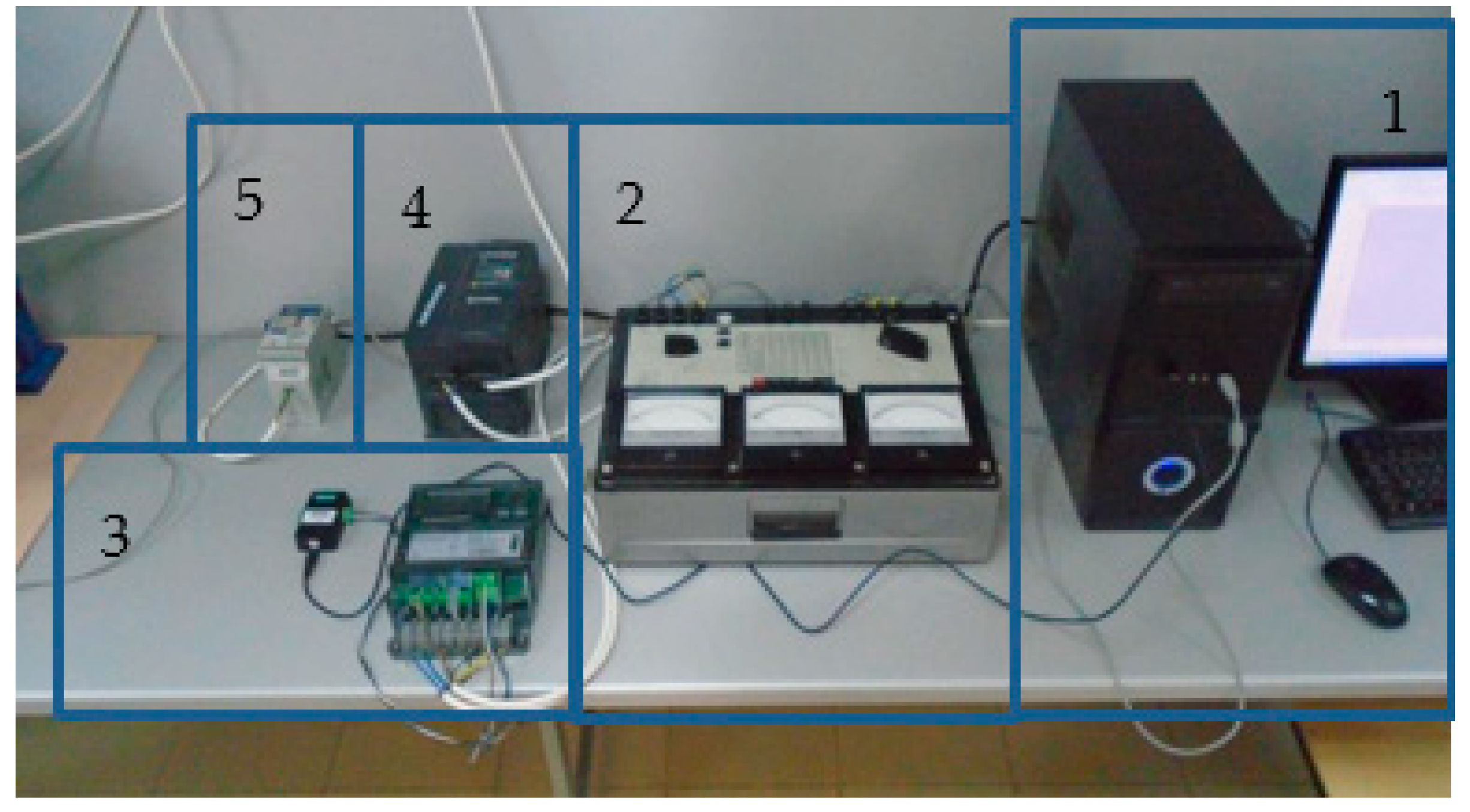
- Grain was fed to the cumulative bunker of the experimental rotary–centrifugal installation with an auger conveyor and a frequency-controlled drive x1, with a power inverter-controlled electric motor, Hyundai N700-220HF (Seul, South Korea);
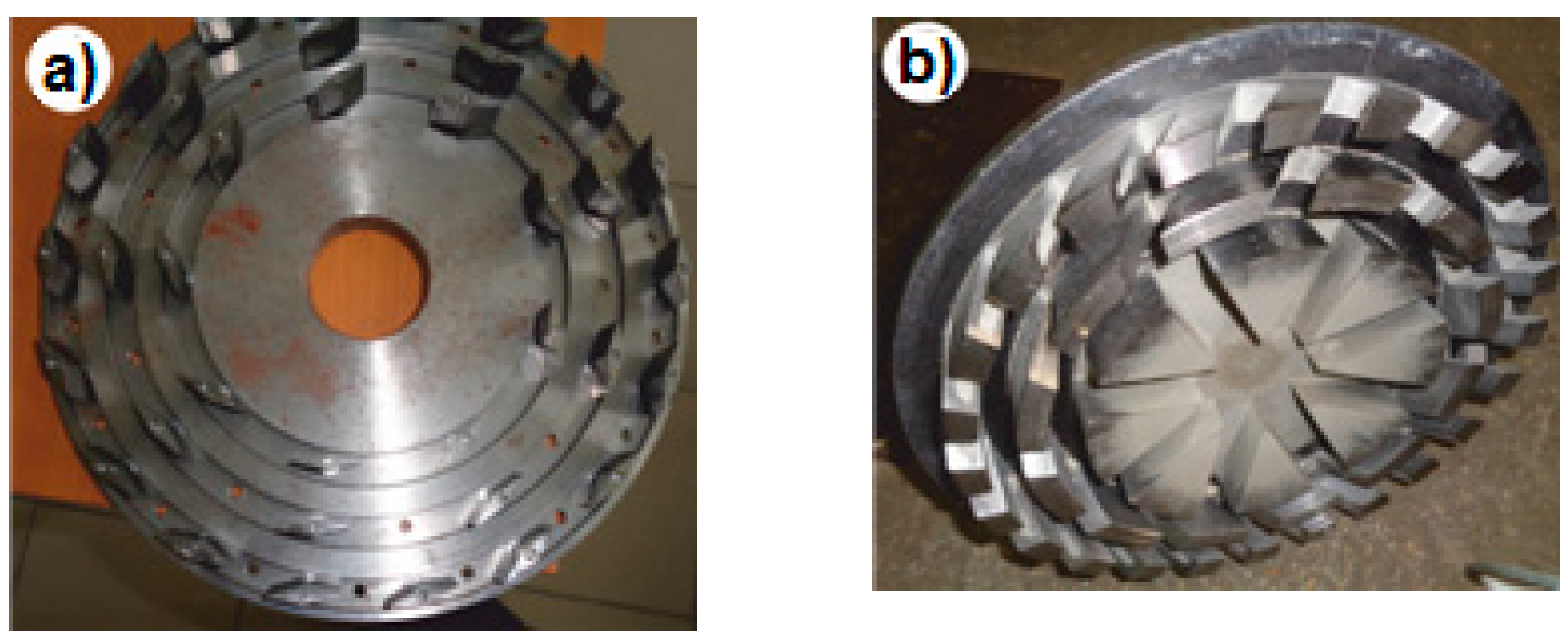
- The rotation frequency of the lower disk (Figure 2b) x2 was varied using a frequency-controlled drive with an electric motor controlled by an another Hyundai N700-220HF power inverter;
- The knives at the first x4 and second x5 stages of the upper disk (Figure 2a) were installed evenly, depending on the required quantity;
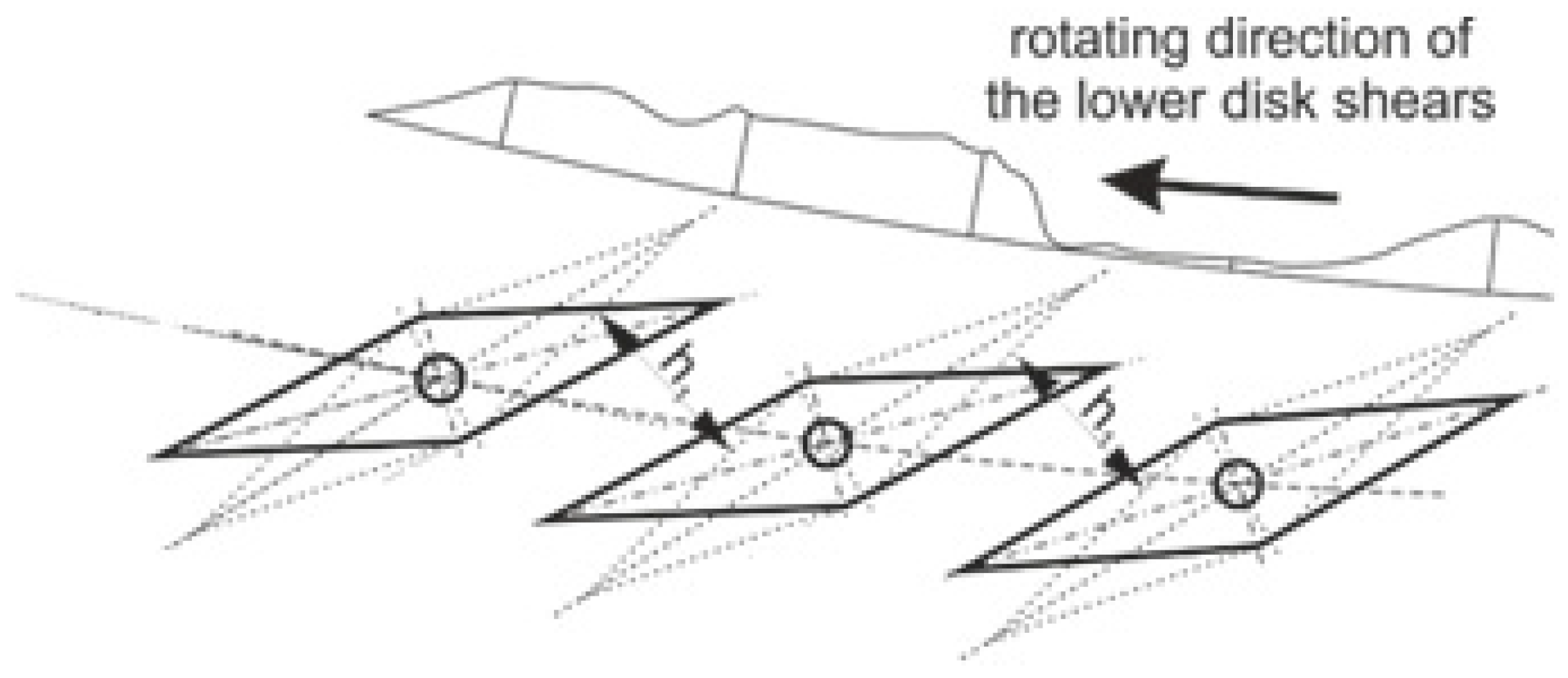
- To assess the impact of knife sharpening loss during operation, a factor of the technical condition of the knives x6 was introduced as an experimental variable; i.e., “new” knives with a given angle of sharpening χ = 24° and “old” knives that have a much larger angle of sharpening (unsharpened knives); i.e., imitating their bluntness;
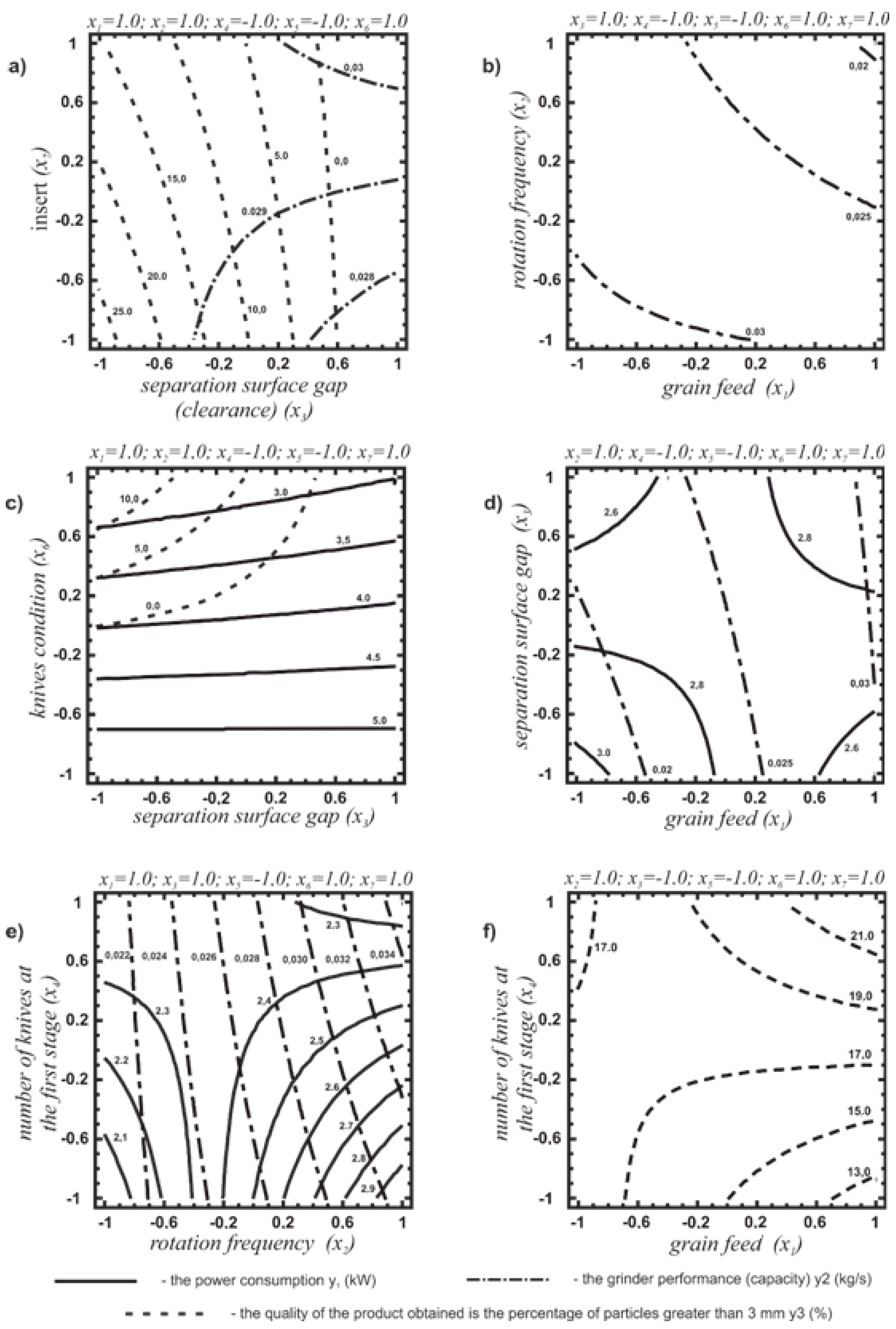
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
References
- Linke, B.S.; Dornfeld, D.A. Application of axiomatic design principles to identify more sustainable strategies for grinding. J. Manuf. Syst. 2012, 31, 412–419. [Google Scholar] [CrossRef] [Green Version]
- Druzhynin, R.A. Improving the Working Process of an Impact Centrifugal Grinding Machine. Ph.D. Thesis in Engineering Science, Voronezh State University, Voronezh, Russia, 2014; p. 169. [Google Scholar]
- Fomin, V.V. Reducing the Energy Consumption and Improving the Uniformity of Grain Grinding in A Small-Size Centrifugal-Rotary Grinder. Abstract of a Ph.D. Dissertation, National Agricultural University FSEI HPE, Novosibirsk, Russia, 2010; p. 23. [Google Scholar]
- Ivanov, V.V. Improving the Operating Modes of a Disk Grinder of Feed Grains. Abstract of a Ph.D. Dissertation, FSBEI HPE “Don State University”, Rostov-on-Don, Russia, 2014; p. 132. [Google Scholar]
- Ghorbani, Z.; Masoumi, A.; Hemmat, A. Specific energy consumption for reducing the size of alfalfa chops using a hammer mill. Biosyst. Eng. 2010, 105, 34–40. [Google Scholar] [CrossRef]
- Moiceanu, G.; Paraschiv, G.; Voicu, G.; Dinca, M.; Negoita, O.; Chitoiu, M.; Tudor, P. Energy Consumption at Size Reduction of Lignocellulose Biomass for Bioenergy. Sustainability 2019, 11, 2477. [Google Scholar] [CrossRef]
- Svihus, B.; Kløvstad, K.H.; Perez, V.; Zimonja, O.; Sahlström, S.; Schüller, R.B.; Prestløkken, E. Physical and nutritional effects of pelleting of broiler chicken diets made from wheat ground to different coarsenesses by the use of roller mill and hammer mill. Anim. Feed Sci. Technol. 2004, 117, 281–293. [Google Scholar] [CrossRef]
- Ahmad, F.; Weimin, D.; Qishou, D.; Rehim, A.; Jabran, K. Comparative Performance of Various Disc-Type Furrow Openers in No-Till Paddy Field Conditions. Sustainability 2017, 9, 1143. [Google Scholar] [CrossRef]
- Bulatov, S.Y.; Nechayev, V.N.; Savinykh, P.A. The development of a grain crusher for farm households, and the results of research on the optimization of its structural and technological pa-rameters. In Theory, Development, Methods, Experiment, Analysis, Monograph; Nizhniy Novgorod State Engineering and Economic Institute: Knyaginino, Russia, 2014; p. 156. [Google Scholar]
- Marczuk, A.; Misztal, W.; Savinykh, P.; Turbanov, N.; Isupov, A.; Zyryanov, D. Improving efficiency of horizontal ribbon mixer by optimizing its constructional and operational parameters. Ekspolatacja I Niezawodn. Maint. Reliab. 2019, 21, 220–225. [Google Scholar] [CrossRef]
- Sukhlyayev, V.A.; Molin, A.A.; Mezlyakov, I.N. Device for Grinding Bulk Materials; No 146644 RF 20-10-2014. IPC B02C 13/00; Bulletin No 29; Russian Federation: Moscow, Russia, 2014. [Google Scholar]
- Sysuev, W.A.; Aleškin, A.V.; Savinyh, P.A.; Marczuk, A.; Wrotkowski, K.; Misztal, W. Badania Rozwojowo-optymalizacyjne Urządzeń Do Obróbki Ziarna Zbóż I Pasz Objętościowych O Podwyższonej Wilgotności; Towarzystwo Wydawnictw Naukowych Libropolis: Lublin, Poland, 2017; p. 156. [Google Scholar]
- Sysuev, V.A.; Aleškin, A.V.; Savinyh, P.A.; Marczuk, A.; Wrotkowski, K.; Misztal, W. Badanie Mobilnych Rozdrabniaczy Oraz Rozdrabniaczy-Mieszarek Pasz; Towarzystwo Wydawnictw Naukowych Libropolis: Lublin, Poland, 2016; p. 103. [Google Scholar]
- Sysuyev, V.A.; Aleshkin, A.V.; Savinykh, P.A. Feed-processing machines. In Theory, Development, Experiment; North-Eastern Zonal Agricultural Research & Development Institute: Kirov, Russia, 2008; Volume I, p. 640. [Google Scholar]
- Yancey, N.; Wright, C.T.; Westover, T.L. Optimizing hammer mill performance through screen selection and hammer design. Biofuels 2013, 4, 85–94. [Google Scholar] [CrossRef]
- Pushkarev, A.S. Using Work Units with Curvilinear-Shaped Cutting Elements. Abstract of a Ph.D. Dissertation, FSBEI HE Altai State Technical University named after I.I. Polzunova, Barnaul, Altai Krai, Russia, 2018; p. 22. [Google Scholar]
- Mironov, K.Y. Improving the Efficiency of Grain Grinding Process with the Justification of the Parameters of Work Units of an Impeller Impact Crusher. Abstract of a Ph.D. Dissertation, GBOU VO “Nizhny Novgorod State Engineering and Economic University”, Nizhny Novgorod, Russia, 2018; p. 142. [Google Scholar]
- Savinykh, P.A. Device for grinding bulk materials. No 2656619 Russia, 06-06-2018. Solntsev, R.V. Centrifugal grain grinder. Bull. Altai Agrar. Uni-Versity 2010, 4, 76–80. [Google Scholar]
- Murphy, A.; Collins, C.; Phillpotts, A.; Bunyan, A.; Henman, D. Influence of hammermill screen size and grain source (wheat or sorghum) on the growth performance of male grower pigs. In Report Prepared for the Co-Operative Research Centre for An Internationally Competitive Pork Industry; Project IB-107; Pork CRC: Willaston, SA, Australia, 2009. [Google Scholar]
- Vidal, B.C.; Dien, B.S.; Ting, K.C.; Singh, V. Influence of Feedstock Particle Size on Lignocellulose Conversion—A Review. Appl. Biochem. Biotechnol. 2011, 164, 1405–1421. [Google Scholar] [CrossRef] [PubMed]
- Bitra, V.S.; Womac, A.R.; Chevanan, N.; Miu, P.I.; Igathinathane, C.; Sokhansanj, S.; Smith, D.R.; Cannayen, I. Direct mechanical energy measures of hammer mill comminution of switchgrass, wheat straw, and corn stover and analysis of their particle size distributions. Powder Technol. 2009, 193, 32–45. [Google Scholar] [CrossRef]
- Kovač, J.; Krilek, J.; Mikleš, M. Energy consumption of chipper coupled to a universal wheel skidder in the process of chipping wood. J. For. Sci. 2011, 57, 34–40. [Google Scholar] [CrossRef] [Green Version]
- Branco, F.P.; Naka, M.H.; Cereda, M.P. Granulometry and Energy consumption as indicators of disintegration efficiency in a hammer mill adapted to extracting arrowroot starch (Maranta arundinacea) in comparison to starch extraction from cassava. Eng. Agrícola 2019, 39, 341–349. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | x1 (kg·s−1) | x2 (min−1) | x3 (mm) | x4 (pcs) | x5 (pcs) | x6 | x7 |
|---|---|---|---|---|---|---|---|
| −1 | 0.023 | 800 | 2.5 | 9 | 18 | “Old” ones | Present |
| +1 | 0.038 | 1200 | 3.2 | 3 | 9 | “New” ones | Absent |
| y1 | y2 | y3 | |
|---|---|---|---|
| p-value | <0.0001 | <0.0001 | <0.0001 |
| Error d.f. | 20 | 18 | 20 |
| Standard Error | 0.464976 | 0.001784 | 4.21375 |
| R-squared | 0.9426 | 0.9564 | 0.9589 |
| Optimization Factor | Goal | Sensitivity | Lower Level | Upper Level | Average Predicted Value | Lower 95.0% Limit | Upper 95.0% Limit | Goal Achieved |
|---|---|---|---|---|---|---|---|---|
| y1 (kW) | Minimize | Medium | - | - | 2.59 | 2.00 | 3.18 | 0.76 |
| y2 (kg·s−1) | Maximize | Medium | - | - | 0.032 | 0.0303 | 0.034 | 0.86 |
| y3 (%) | Minimize | Medium | 0.0 | 10.0 | −0.000022 | −4.91 | 4.91 | 1.0 |
| Factor | x1 | x2 | x3 | x4 | x5 | x6 | x7 |
|---|---|---|---|---|---|---|---|
| Specified value | 1 | 1 | 1 | 0.057 | −1 | 1 | 1 |
| Actual value | 0.038 kg·s−1 | 1200 min−1 | 3.2 mm | 6 pcs | 9 pcs | “new” knives | no insert |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marczuk, A.; Blicharz-Kania, A.; Savinykh, P.A.; Isupov, A.Y.; Palichyn, A.V.; Ivanov, I.I. Studies of a Rotary–Centrifugal Grain Grinder Using a Multifactorial Experimental Design Method. Sustainability 2019, 11, 5362. https://0-doi-org.brum.beds.ac.uk/10.3390/su11195362
Marczuk A, Blicharz-Kania A, Savinykh PA, Isupov AY, Palichyn AV, Ivanov II. Studies of a Rotary–Centrifugal Grain Grinder Using a Multifactorial Experimental Design Method. Sustainability. 2019; 11(19):5362. https://0-doi-org.brum.beds.ac.uk/10.3390/su11195362
Chicago/Turabian StyleMarczuk, Andrzej, Agata Blicharz-Kania, Petr A. Savinykh, Alexey Y. Isupov, Andrey V. Palichyn, and Ilya I. Ivanov. 2019. "Studies of a Rotary–Centrifugal Grain Grinder Using a Multifactorial Experimental Design Method" Sustainability 11, no. 19: 5362. https://0-doi-org.brum.beds.ac.uk/10.3390/su11195362