
Performance Investigation of the Effects of Nano-Additive-Lubricants with Cutting Parameters on Material Removal Rate of AL8112 Alloy for Advanced Manufacturing Application



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
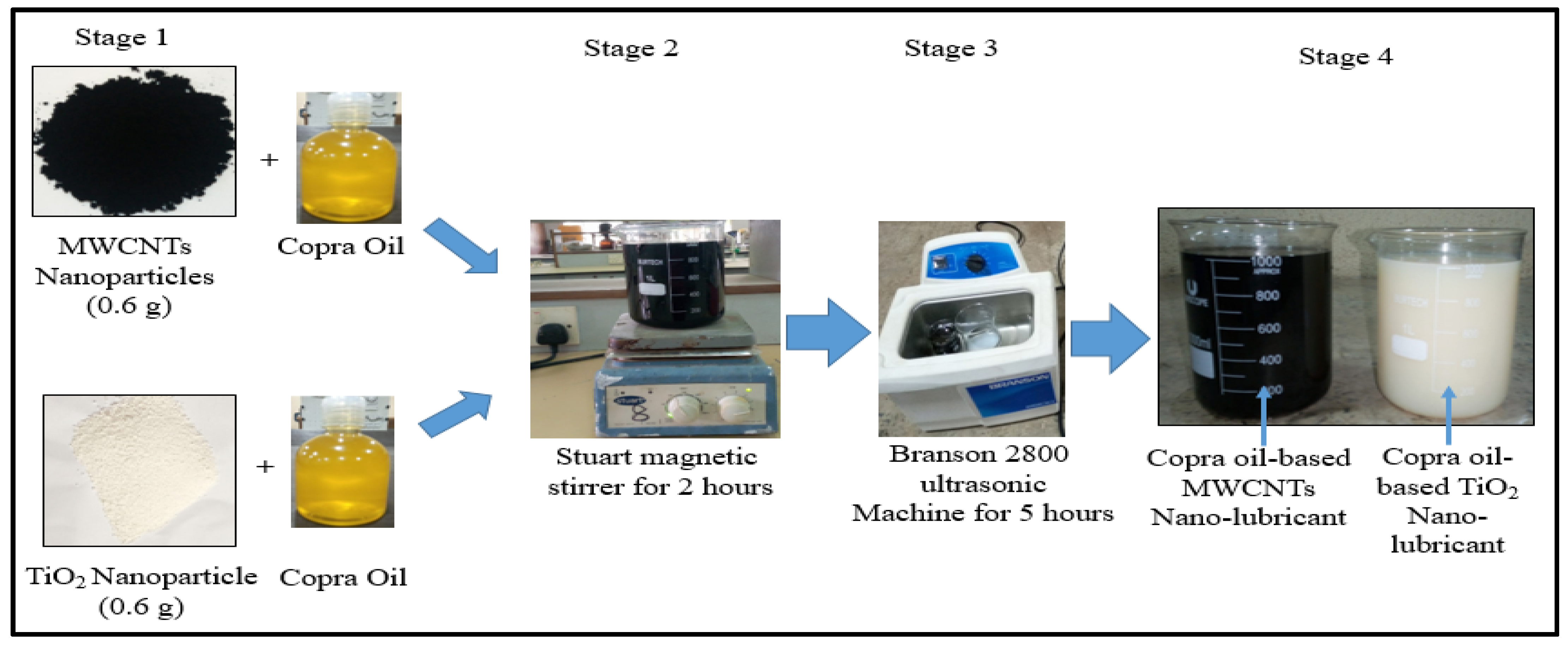
2.2. The Material and Method Use for Developing the Nano-Lubricants
- Stage 1: The TiO2 and MWCNTs nanoparticles are weighed with a micro-mini scale of 0.6 g and added to a liter of copra oil.
- Stage 2: The homogeneity was achieved using a magnetic stirrer for 2 h for both lubricants’ development.
- Stages 3: A Branson 2800 Ultrasonic machine was employed for 5 h for proper homogeneity of the nano-lubricants.
- Stage 4: After stage 2 and stage 3, the fina nano-additive-lubricants is formed for copra oil-based TiO2 and MWCNTs nano-lubricant.
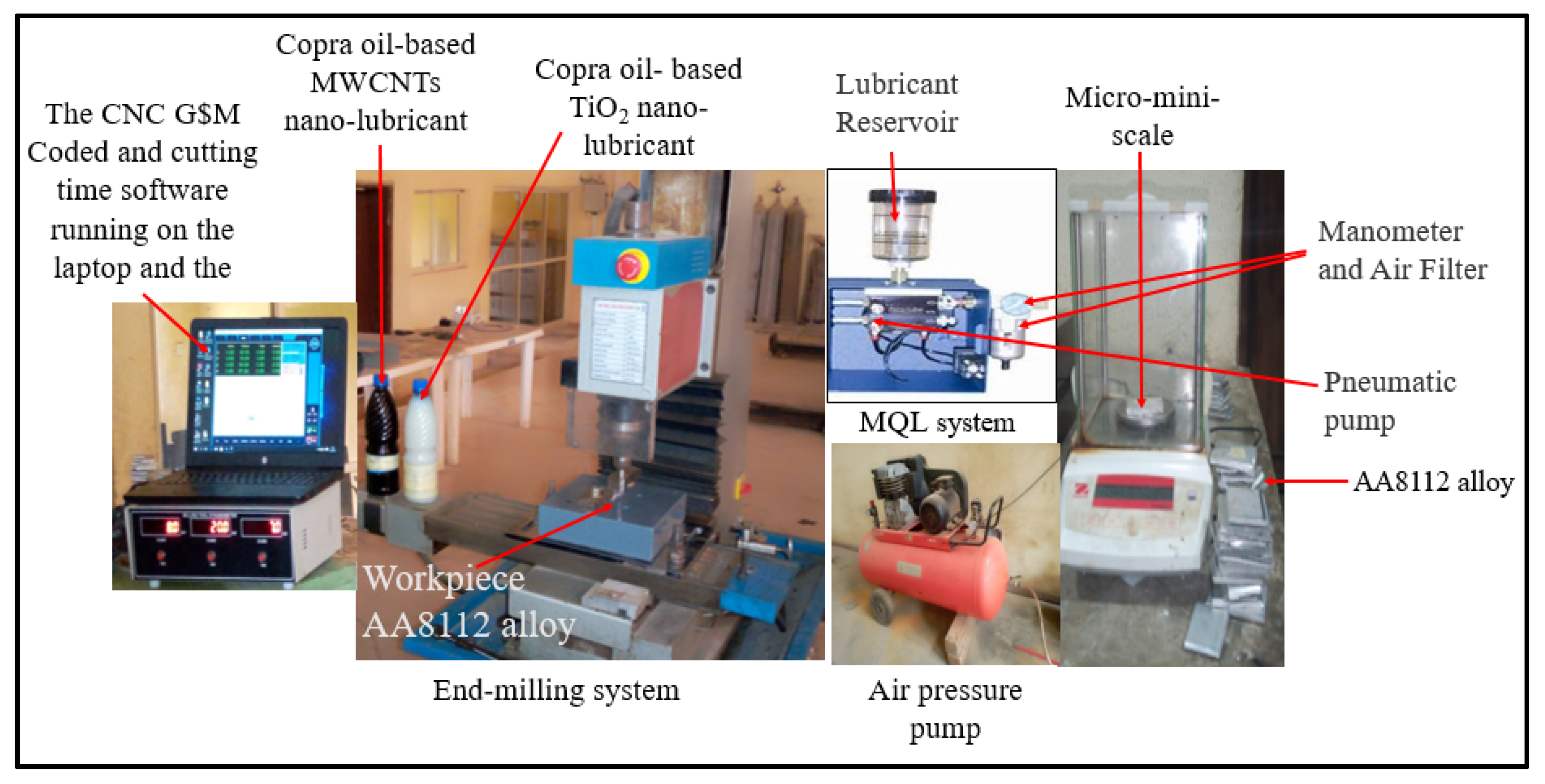
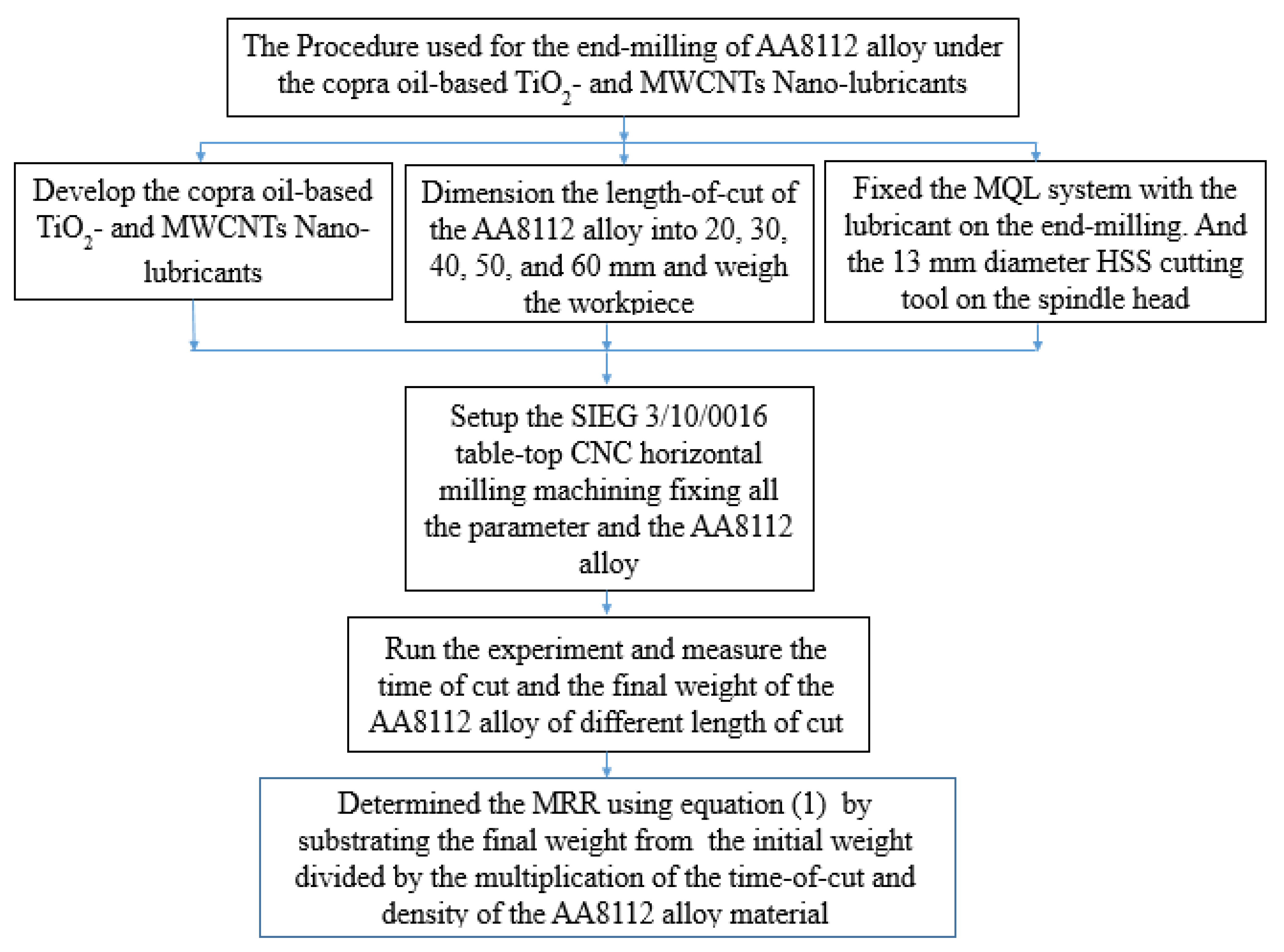
2.3. The Method Used for the Machining Study of the MRR
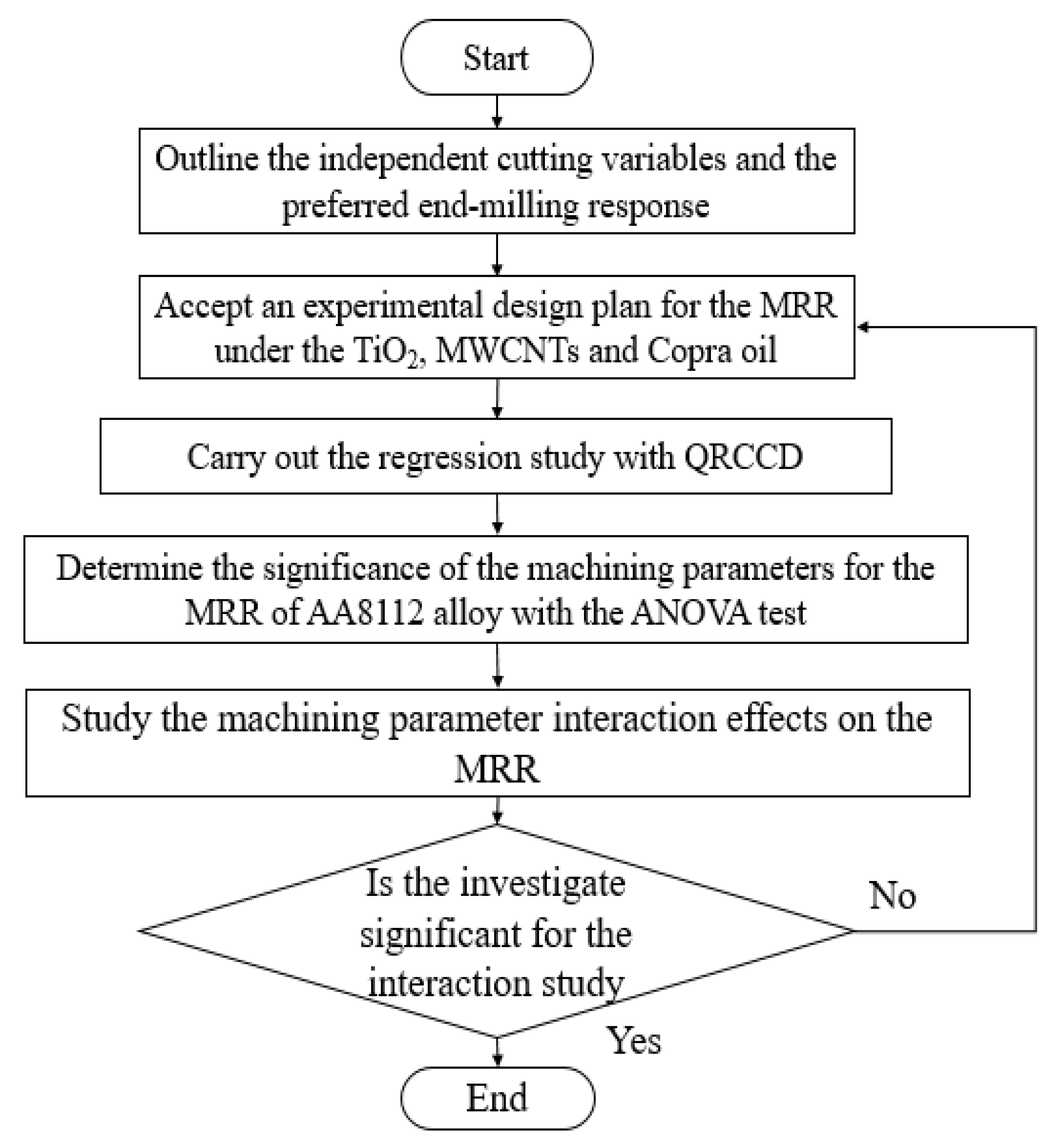
2.4. The Method Employed to Study the Effects of the Lubricants and the Machining Parameters on the MRR
3. Results and Discussions
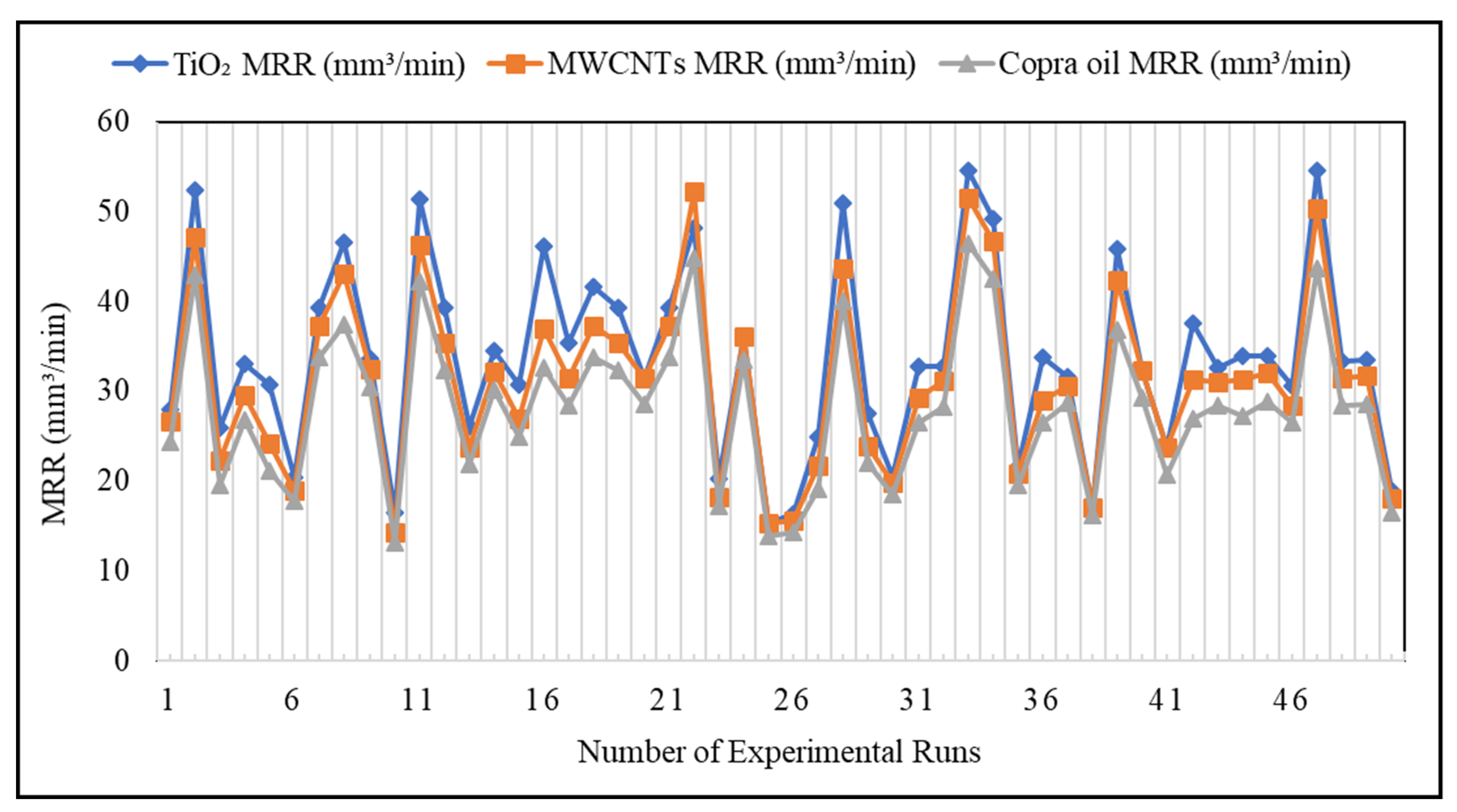
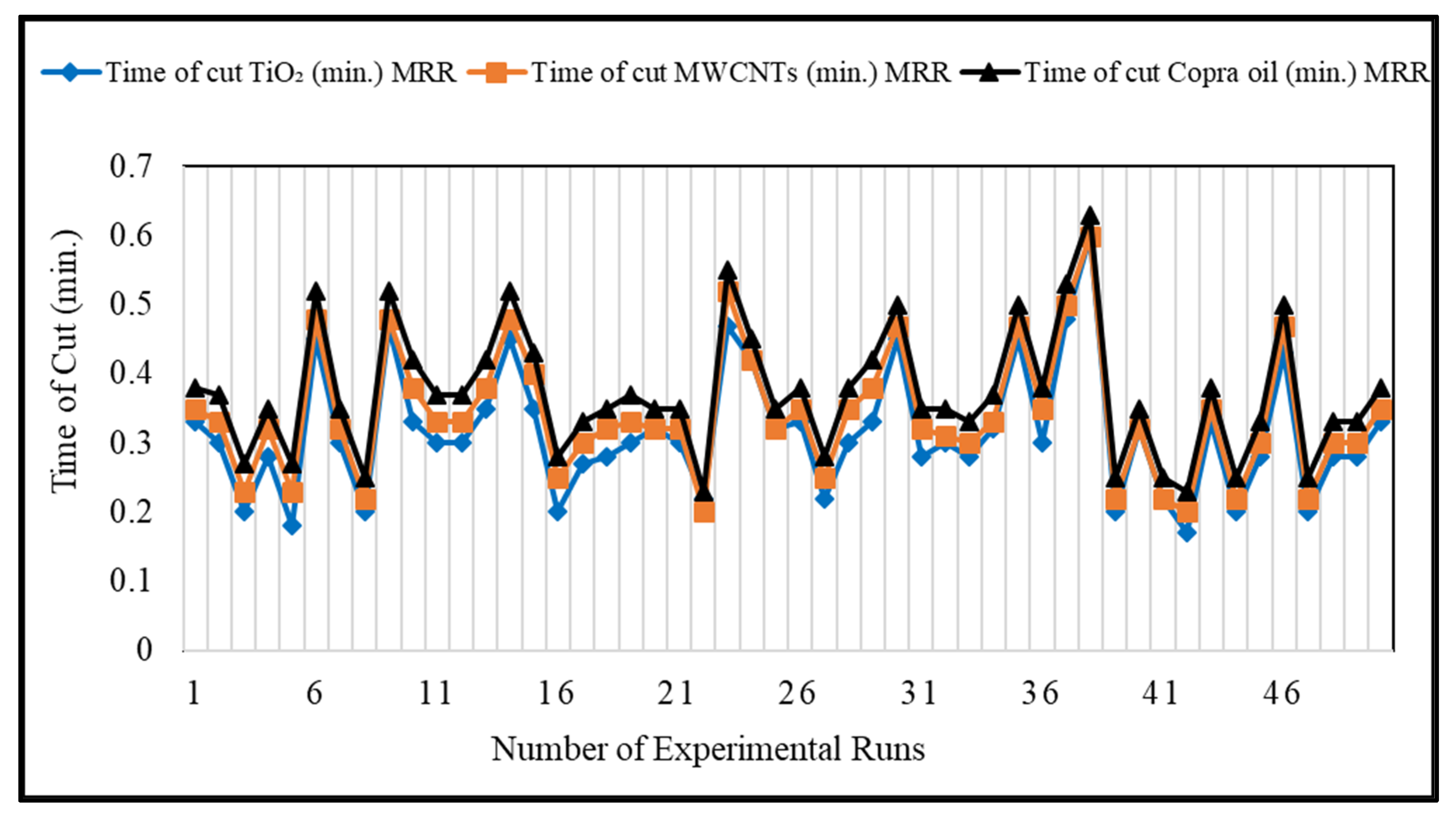
3.1. The MRR Result Obtained under TiO2-, MWCNTS Nano-Lubricants, and Copra-Oil-Lubricant
3.2. The Comparative Study of MRR with Copra Oil, TiO2-, and MWCNTs Nano-Lubricants, during End-Milling Machining of AA8112 Alloy
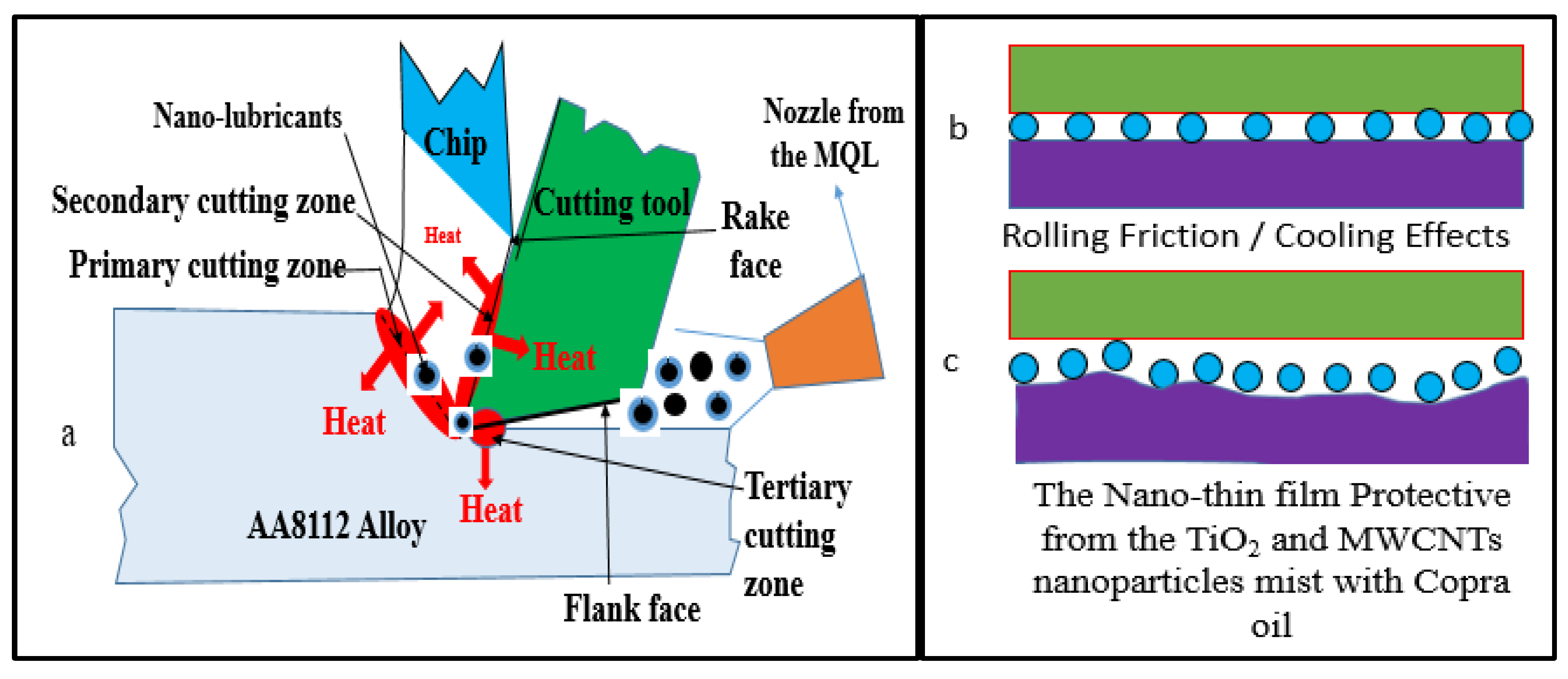
3.3. Study of the Nano-Additive-Lubricant Mechanism during the Machining Operation
3.4. The Study of the Machining Parameters Effect on MRR under the Nano-Lubrications and Copra-Oil-Lubricant
3.4.1. The Interaction Study of Feed Rate and Spindle Speed on the MRR
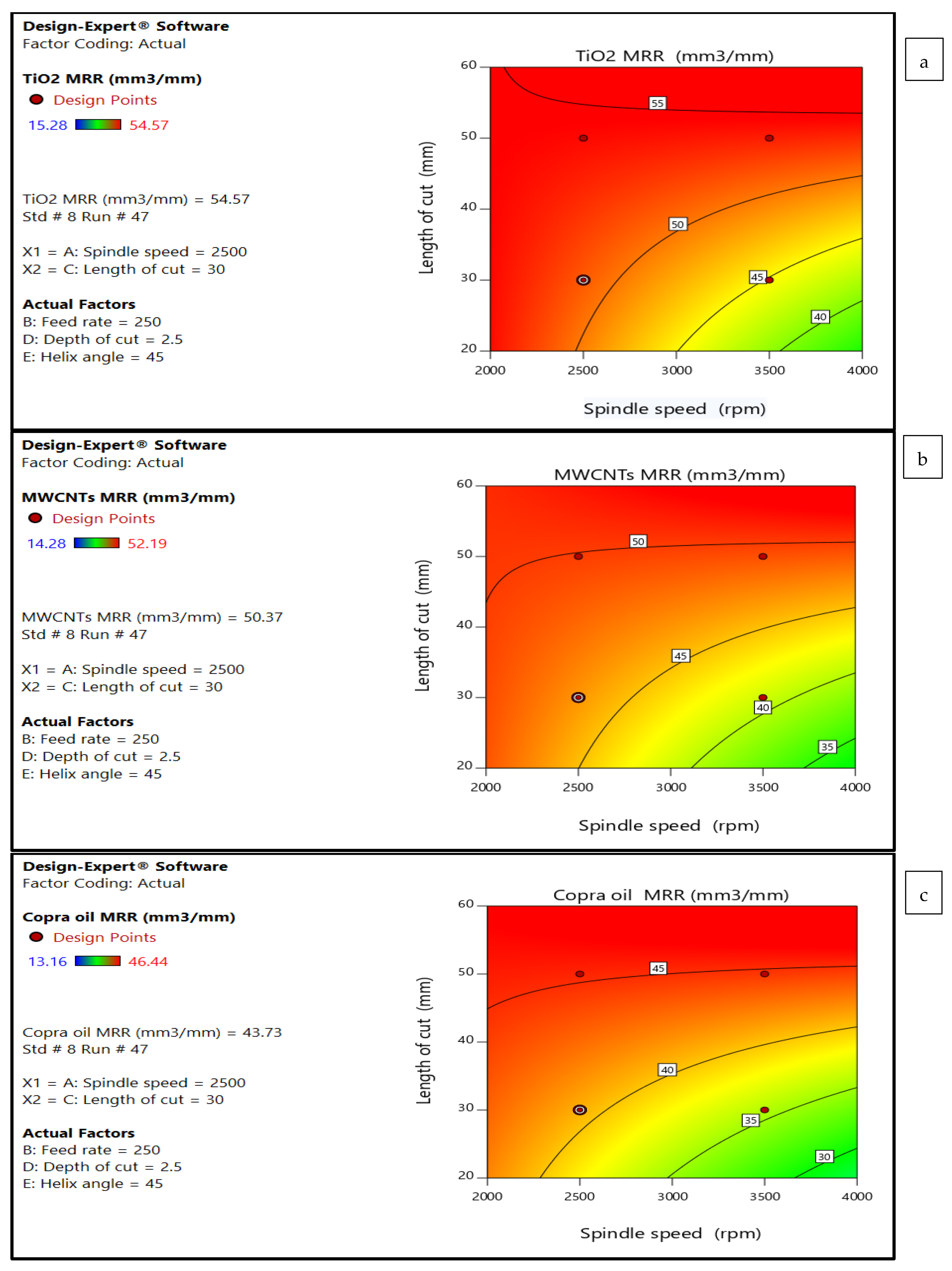
3.4.2. Influence of the Interaction Study of Spindle Speed and Length-of-Cut on MRR
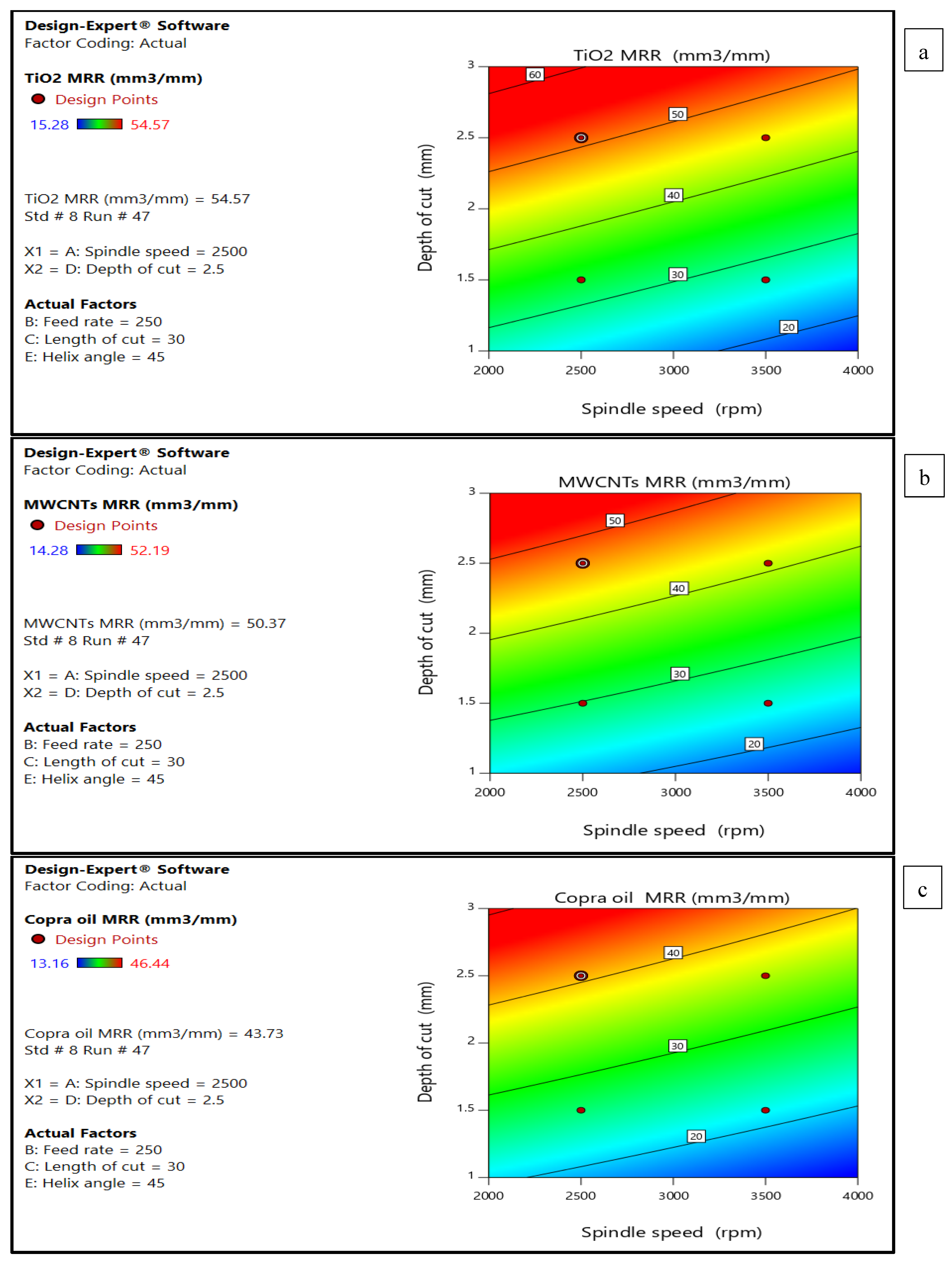
3.4.3. Influence of the Interaction Study of Spindle Speed and Depth-of-Cut on MRR
3.4.4. Influence of the Interaction Study of Spindle Speed and Helix Angle on MRR
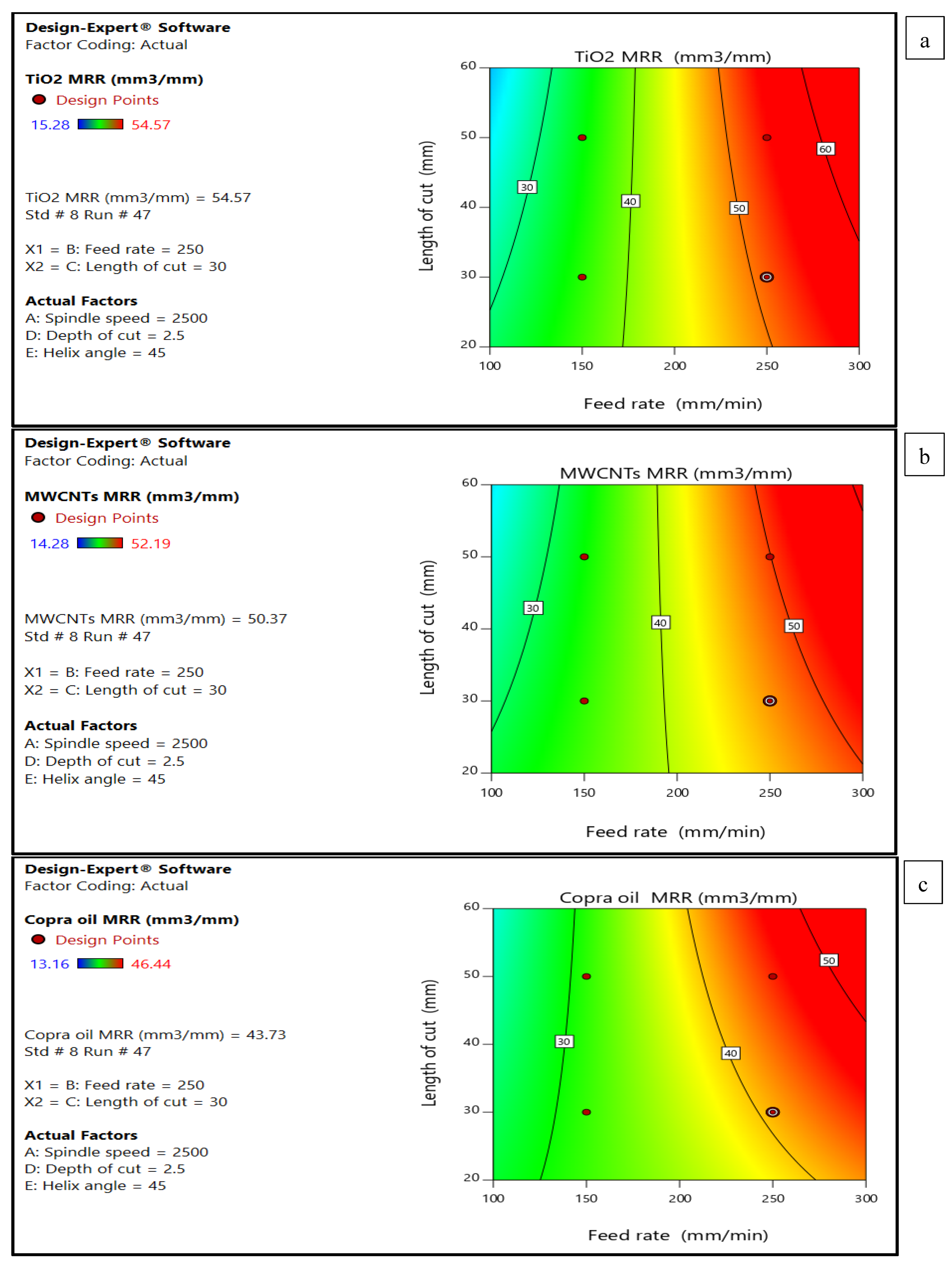
3.4.5. The Study of the Effects of the Interaction between Feed Rate and Length-of-Cut on MRR
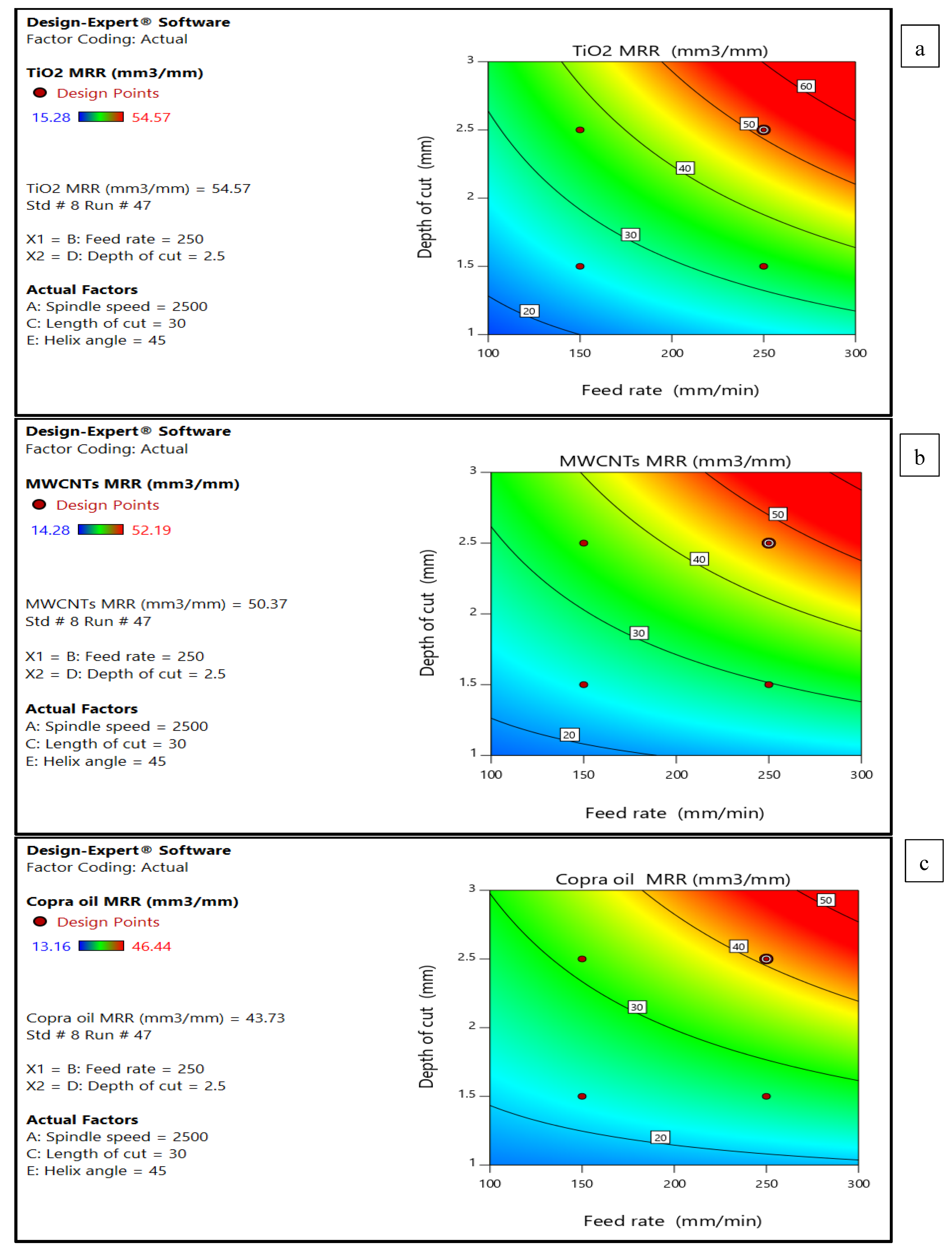
3.4.6. The Interaction Study between the Feed Rate and Depth-of-Cut Effects on MRR
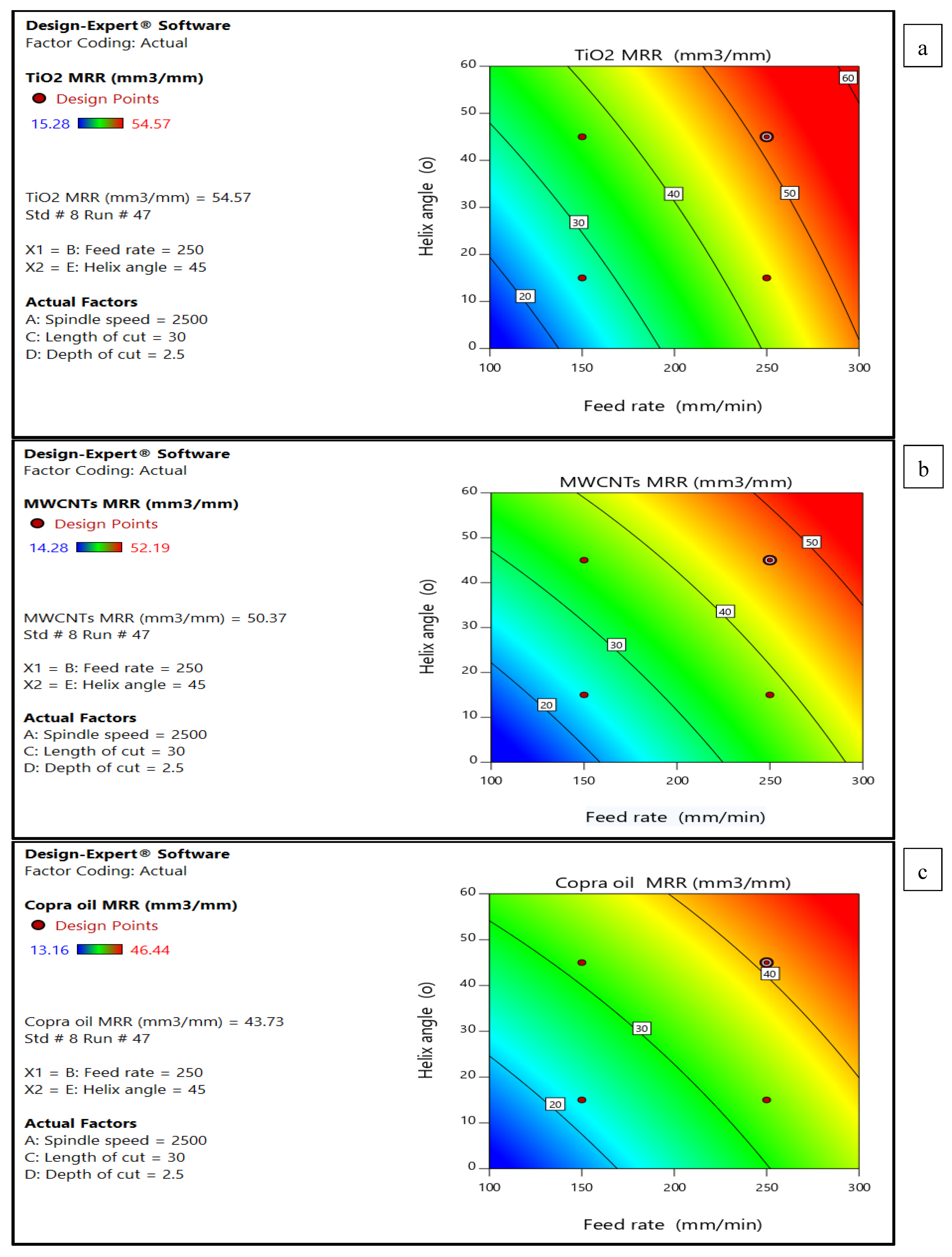
3.4.7. Effect of the Interaction of Feed Rate and Helix Angle on the MRR
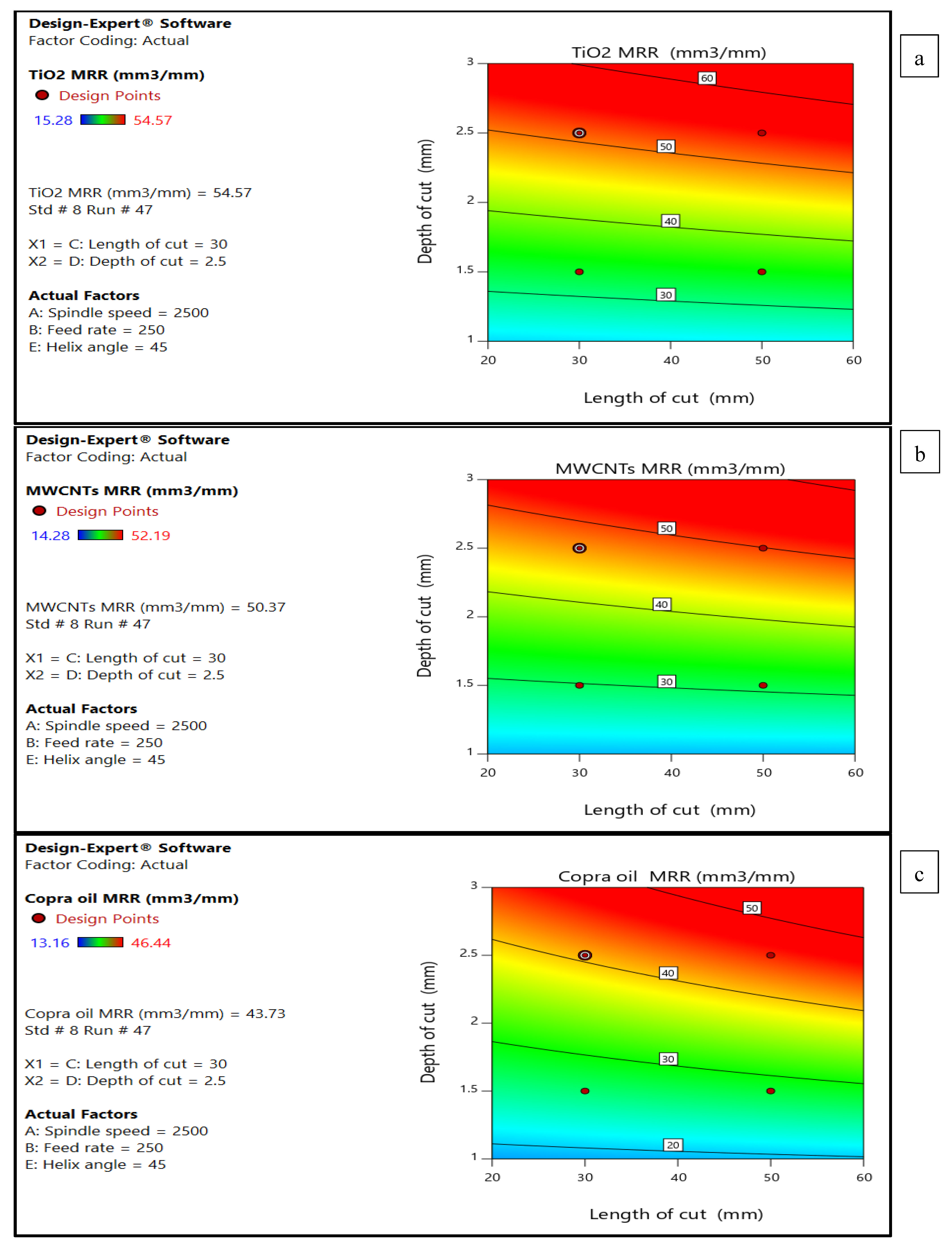
3.4.8. Influence of the Interaction Study of Length-of-Cut and Depth-of-Cut Effects on MRR
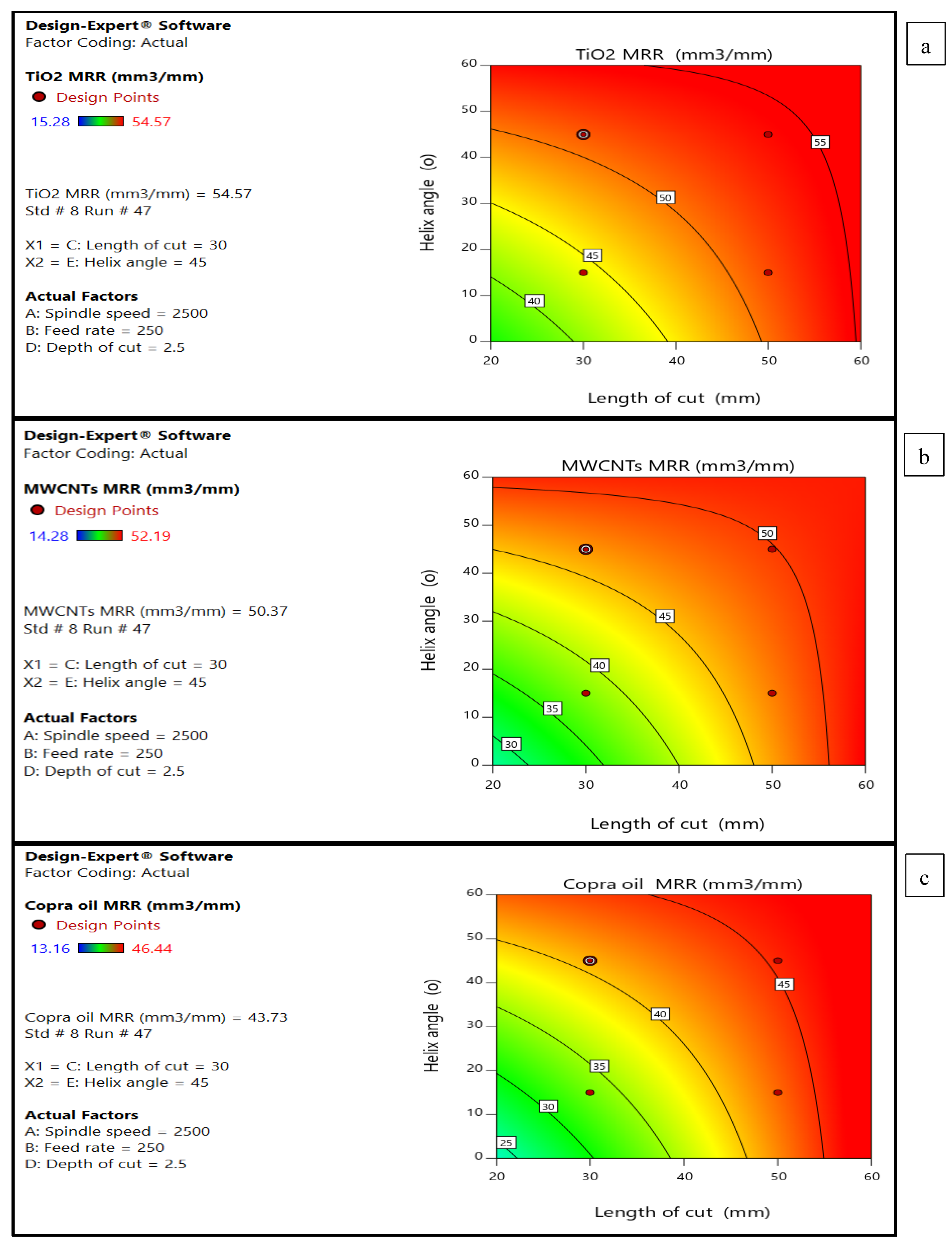
3.4.9. Influence of the Interaction of Length-of-Cut and Helix Angle on MRR
3.4.10. Influence of the Interaction of Depth-of-Cut and Helix Angle on MRR
4. Conclusions and Recommendation
- The study of copra oil-based TiO2- and MWCNTs- nano-additive-lubricants has proven efficient in improving the end-milling machining operations of AA8112 alloy during the study of MRR. The lubricants are eco-friendly and highly sustainable in the machining process.
- From the experimental analysis, the helix angle interactions with the length-of-cut have the most significant effect on MRR, followed by the depth-of-cut and the length-of-cut under the three machining environments.
- Achieving high MRR, the length-of-cut and the depth-of-cut must be put into considerations with the helix angle. The increase in the depth-of-cut increases the MRR. However, it affects the cutting tool because it causes high vibration and increases the chips discontinuity at the cutting region.
- The TiO2 increases MRR by 7.5% and 16% equated with MWCNTs nano-lubricant and copra-oil-lubricant. Further, an increase in MRR of about 9.3% was observed with MWCNTs nano-lubricant related to the copra lubricant.
- The maximum MRR of 54.57 mm3/min, 52.19 mm3/min, and 46.44 mm3/min for copra oil-based TiO2 nano-lubrication, MWCNTs nano-lubricant, and copra-oil-lubricant were achieved, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deresse, N.C.; Deshpande, V.; Taifa, I.W. Experimental investigation of the effects of process parameters on material removal rate using Taguchi method in external cylindrical grinding operation. Eng. Sci. Technol. Int. J. 2020, 23, 405–420. [Google Scholar] [CrossRef]
- An, Q.; Dang, J. Cooling effects of cold mist jet with transient heat transfer on high-speed cutting of titanium alloy. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 7, 271–282. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Ajayi, O.O.; Afolalu, S.A.; Abioye, A.A.; Salawu, E.Y.; Udo, M.O.; Ikumapayi, O.M. Modeling and optimization of surface roughness in end milling of aluminium using least square approximation method and response surface methodology. Int. J. Mech. Eng. Technol. 2018, 9, 587–600. [Google Scholar]
- Shaik, J.H.; Srinivas, J. Optimal selection of operating parameters in end milling of Al-6061 work materials using multi-objective approach. Mech. Adv. Mater. Modern Process. 2017, 3, 5. [Google Scholar] [CrossRef] [Green Version]
- Okonkwo, U.C.; Okokpujie, I.P.; Sinebe, J.E.; Ezugwu, C.A. Comparative analysis of aluminium surface roughness in end-milling under dry and minimum quantity lubrication (MQL) conditions. Manuf. Rev. 2015, 2, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S. Comparative performance evaluation of TiO2 and MWCNTs nano-lubricant effects on surface roughness of AA8112 alloy during end-milling machining for sustainable manufacturing process. Int. J. Adv. Manuf. Technol. 2020, 108, 1473–1497. [Google Scholar] [CrossRef]
- Kumar, D.; Chakraborty, S.; Ranjan, A.; Bose, D. Experimental study on improving material removal rate and surface roughness in wire-cut EDM of low conductive material. In Advances in Unconventional Machining and Composites; Springer: Singapore, 2020; pp. 113–126. [Google Scholar]
- Touggui, Y.; Belhadi, S.; Mechraoui, S.E.; Uysal, A.; Yallese, M.A.; Temmar, M. Multi-objective optimization of turning parameters for targeting surface roughness and maximizing material removal rate in dry turning of AISI 316L with PVD-coated cermet insert. SN Appl. Sci. 2020, 2, 1360. [Google Scholar] [CrossRef]
- Sathishkumar, S.D.; Rajmohan, T. Optimization of machining parameters during turning of AISI 316L stainless steel under nanocutting fluid environment. In Advances in Materials and Manufacturing Engineering; Springer: Singapore, 2021; pp. 221–227. [Google Scholar]
- Anand, R.; Haq, M.I.U.; Raina, A. Bio-based nano-lubricants for sustainable manufacturing. In Nanomaterials and Environmental Biotechnology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 333–380. [Google Scholar] [CrossRef]
- Kumar, P.; Ravi, S. Investigation on effects of vegetable-based cutting fluids in turning operation of “EN 24 Steel”. Mater. Today Proc. 2020, 39, 95–99. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Das, A.K.; Chattopadhyaya, S.; Reyaz, M. Green-machining characteristics study and comparison in meso-scale end-milling of AISI-1055 and AISI-4340 steels. In Trends in Manufacturing Processes; Springer: Singapore, 2020; pp. 61–70. [Google Scholar]
- Shinge, A.R.; Dabade, U.A. The effect of process parameters on the material removal rate and dimensional variation of channel width in micro-milling of aluminum alloy 6063 T6. Procedia Manuf. 2018, 20, 168–173. [Google Scholar] [CrossRef]
- Okonkwo Ugochukwu, C.; Nwoke Obinna, N.; Okokpujie Imhade, P. Comparative analysis of chatter vibration frequency in CNC turning of AISI 4340 alloy steel with different boundary conditions. J. Covenant Eng. Technol. CJET 2018, 1, 13–30. [Google Scholar]
- Kiss, A.K.; Bachrathy, D.; Stepan, G. Effects of varying dynamics of flexible workpieces in milling operations. J. Manuf. Sci. Eng. 2020, 142, 011005. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S.; Akinlabi, E.T.; Adelekan, D.S. A review of recent application of machining techniques, based on the phenomena of CNC machining operations. Procedia Manuf. 2019, 35, 1054–1060. [Google Scholar] [CrossRef]
- Patel, M.T.; Deshpande, V.A. Experimental investigation of effect of process parameters on MRR and surface roughness in turning operation on conventional lathe machine for aluminum 6082 grade material using taguchi method. J. Eng. Res. Appl. 2014, 4, 177–185. [Google Scholar]
- Okokpujie, I.P.; Okonkwo, U.C. Effects of cutting parameters on surface roughness during end milling of aluminium under minimum quantity lubrication (MQL). Int. J. Sci. Res. 2015, 4, 2937–2942. [Google Scholar]
- Ojolo, S.J.; Adjaottor, A.A.; Olatunji, R.S. Experimental prediction and optimization of material removal rate during hard turning of austenitic 304l stainless steel. J. Sci. Technol. 2016, 36, 34–49. [Google Scholar] [CrossRef] [Green Version]
- Ogundimu, O.; Lawal, S.A.; Okokpujie, I.P. Experimental study and analysis of variance of material removal rate in high speed turning of AISI 304L alloy steel. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 413, p. 012030. [Google Scholar]
- Kuo, C.C.; Yang, X.Y. Optimization of direct metal printing process parameters for plastic injection mold with both gas permeability and mechanical properties using design of experiments approach. Int. J. Adv. Manuf. Technol. 2020, 109, 1219–1235. [Google Scholar] [CrossRef]
- Fotovvati, B.; Balasubramanian, M.; Asadi, E. Modeling and optimization approaches of laser-based powder-bed fusion process for Ti-6Al-4V Alloy. Coatings 2020, 10, 1104. [Google Scholar] [CrossRef]
- Kini, M.V.; Chincholkar, A.M. Effect of machining parameters on surface roughness and material removal rate in finish turning of±30 glass fiber reinforced polymer pipes. Mater. Design 2010, 31, 3590–3598. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Ohunakin, O.S.; Adelekan, D.S.; Bolu, C.A.; Gill, J.; Atiba, O.E.; Aghedo, O.A. Experimental investigation of nano-lubricants effects on temperature distribution of mild steel machining. Procedia Manuf. 2019, 35, 1061–1066. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, A.K.; Mishra, P.C.; Das, R.K. Influence of Al2O3 and TiO2 nanofluid on hard turning performance. Int. J. Adv. Manuf. Technol. 2020, 106, 2265–2280. [Google Scholar] [CrossRef]
- Feng, M.; Wu, Y.; Wang, Y.; Zeng, J.; Bitoh, T.; Nomura, M.; Fujii, T. Investigation on the polishing of aspheric surfaces with a doughnut-shaped magnetic compound fluid (MCF) tool using an industrial robot. Precis. Eng. 2020, 61, 182–193. [Google Scholar] [CrossRef]
- Singhvi, S.; Khidiya, M.S. Effect of spindle speed and feed on material removal rate in turning operation. Int. J. Sci. Res. Sci. Eng. Technol. 2016, 2, 807–811. [Google Scholar]
- Sahare, S.B.; Untawale, S.P.; Chaudhari, S.S.; Shrivastav, R.L.; Kamble, P.D. Experimental investigation of end milling operation on Al2024. Mater. Today Proc. 2017, 4, 1357–1365. [Google Scholar] [CrossRef]
- Liu, W.; Kong, C.; Niu, Q.; Jiang, J.; Zhou, X. A method of N.C. machine tools intelligent monitoring system in smart factories. Robot. Comput. Integrat. Manuf. 2020, 61, 101842. [Google Scholar] [CrossRef]
- Gugulothu, S.; Pasam, V.K. Testing and performance evaluation of vegetable-oil-based hybrid nano cutting fluids. J. Test. Evaluat. 2020, 48. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R.; Singh, R.K. Measurement of machining forces and surface roughness in turning of AISI 304 steel using alumina-MWCNT hybrid nanoparticles enriched cutting fluid. Measurement 2020, 150, 107078. [Google Scholar] [CrossRef]
- Paranusorn, P.; Fernandez, B.L.; Supavasuthi, C.; Somwangthanaroj, A. Effects of additives in ethylene glycol-based lubricant on selective material removal in slider lapping process. Procedia Chem. 2016, 19, 166–173. [Google Scholar] [CrossRef] [Green Version]
- Duc, T.M.; Chien, T.Q. Performance evaluation of MQL parameters using Al2O3 and MoS2 nanofluids in hard turning 90CrSi steel. Lubricants 2019, 7, 40. [Google Scholar] [CrossRef] [Green Version]
- Pereira, O.; Martín-Alfonso, J.E.; Rodríguez, A.; Calleja, A.; Fernández-Valdivielso, A.; De Lacalle, L.L. Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. J. Clean. Prod. 2017, 164, 1419–1429. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Ohunakin, O.S.; Bolu, C.A. Multi-objective optimization of machining factors on surface roughness, material removal rate, and cutting force on end-milling using MWCNTs nano-lubricant. Prog. Addit. Manuf. 2021, 6, 155–178. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H. Towards sustainable machining of Inconel 718 using nano-fluid minimum quantity lubrication. J. Manuf. Mater. Process. 2018, 2, 50. [Google Scholar] [CrossRef] [Green Version]
- Peralta Álvarez, M.E.; Marcos Bárcena, M.; Aguayo González, F. A review of sustainable machining engineering: Optimization process through triple bottom line. J. Manuf. Sci. Eng. 2016, 138, 100801. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental | Mg | Si | Fe | Cu | Cr | Zn | Mn | Ti | Others | AL |
|---|---|---|---|---|---|---|---|---|---|---|
| Weight % | 0.81 | 1.23 | 1.21 | 0.45 | 0.25 | 0.31 | 0.62 | 0.34 | 0.05 | Remainder |
| Elements | C | Cr | W | Mo | V | Co |
|---|---|---|---|---|---|---|
| Weight % | 1.1 | 3.9 | 1.6 | 9.5 | 1.2 | 8.25 |
| Elements wt% | C | O | K | Si | Ca | Mg | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| Copra oil | 25.45 | 35.30 | 2.17 | 22.20 | 12.33 | 1.25 | - | 1.30 |
| TiO2 nano-lubricant | 15.42 | 30.4 | 2.12 | 30.20 | 6.73 | 1.25 | 10.00 | 4.24 |
| MWCNTs nano-lubricant | 12.40 | 35.60 | 4.12 | 35.40 | 4.75 | 1.25 | - | 6.20 |
| Exp. Runs | Work Piece | Machining Tool | Variable Parameters | Low | High | Lubricants | Response |
|---|---|---|---|---|---|---|---|
| 1 to 50 | AA8112 alloy | Coated high-speed steel of 13 mm diameter | Spindle speed (rpm) | 2000 | 4000 | Copra oil-based TiO2 nano-lubricant | Material removal rate (MRR) |
| Feed rate, (mm/min) | 100 | 300 | |||||
| Length-of-cut, (mm) | 20 | 60 | Copra oil-based MWCNTs nano-lubricant | ||||
| Depth-of-cut, (mm) | 1 | 3 | Copra oil-lubricant (control) | ||||
| Helix angle (°) | 0 | 60 | Lubricants |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okokpujie, I.P.; Tartibu, L.K. Performance Investigation of the Effects of Nano-Additive-Lubricants with Cutting Parameters on Material Removal Rate of AL8112 Alloy for Advanced Manufacturing Application. Sustainability 2021, 13, 8406. https://0-doi-org.brum.beds.ac.uk/10.3390/su13158406
Okokpujie IP, Tartibu LK. Performance Investigation of the Effects of Nano-Additive-Lubricants with Cutting Parameters on Material Removal Rate of AL8112 Alloy for Advanced Manufacturing Application. Sustainability. 2021; 13(15):8406. https://0-doi-org.brum.beds.ac.uk/10.3390/su13158406
Chicago/Turabian StyleOkokpujie, Imhade Princess, and Lagouge Kwanda Tartibu. 2021. "Performance Investigation of the Effects of Nano-Additive-Lubricants with Cutting Parameters on Material Removal Rate of AL8112 Alloy for Advanced Manufacturing Application" Sustainability 13, no. 15: 8406. https://0-doi-org.brum.beds.ac.uk/10.3390/su13158406