
Experimental Study of Blended Binders with Metakaolin

Materials Engineering Department, Bouygues T.P., 78280 Guyancourt, France
*
Author to whom correspondence should be addressed.
Sustainability 2021, 13(19), 10548; https://0-doi-org.brum.beds.ac.uk/10.3390/su131910548
Submission received: 28 June 2021
/
Revised: 12 September 2021
/
Accepted: 20 September 2021
/
Published: 23 September 2021
(This article belongs to the Special Issue Innovative Construction Materials for Sustainable Development)
Abstract
:Three metakaolins are evaluated for use as supplementary cementitious materials in cement-based systems. The metakaolins vary in mineralogical composition and in fabrication (traditional and flash calcination), but are quite similar in their surface area (16–19 m2/g), but are quite similar in mineralogical composition. Performance of metakaolin mixtures will be compared to two control mixtures (standard concrete for foundation C40/50 and high performance concrete C60/75). In this study, the properties of fresh concrete and the mechanical and durability properties of hardened concrete will be examined. The rheological behaviour are aimed to determine the effect of metakaolin on mixture workability. Compressive, tensile and flexural strength and elastic modulus will be measured at various concrete ages. The influence of metakaolin on durability is assessed through rapid chloride migration and carbonation measurements. For high performance concrete mixtures, drying and autogenous shrinkage will be monitored and creep measurements are performed and compared.
1. Introduction
During the past three decades, the development of high strength and high performance concretes has beneficiated of the use of supplementary cementitious materials such as fly ash, silica fume and ground granulated blast furnace as judicious cement replacement materials: these can indeed significantly enhance the strength and durability characteristics of concrete in comparison with ordinary Portland cement (OPC). Fly ash addition proves to be the more economical among these choices, even though addition of fly ash may lead to delay concrete hardening. However, when high strength is desired, use of silica fume is more usual. When designed at very low water/binder ratio, the presence of silica fume explains the mechanical performance of high strength concrete. Silica fume provides a very good particle packing and, because of its strong pozzolanic property increases the resistance of the concrete to aggressive environments. Silica fume (SF), though initially considered as an industrial waste, has now become a world class product for which there is a constant demand in the construction industry. However, this product is rather expensive, and in France, it is 5 times more costly than OPC.
Metakaolin (MK) or calcined kaolin, another type of pozzolan produced by calcination, has the capability to replace silica fume as an alternative material. In France, MK cost ranges from 1 to 3 compared to OPC, depending about the calcination process. Therefore the use of MK proves to be economical over that of silica fume. Unlike other pozzolans, MK is a primary product and not a secondary product (as silica fume). CO2 footprint depends a lot of the calcination process, and consequently can vary largely from a process to another one (from 15 to 250 kg CO2/t), while it remains very low for silica fume (25 kg CO2/t) since it is considered as a waste material. Of course, these latter costs and CO2 footprints are transport neutral.
Researchers have shown a lot of interest in MK as it has been found to possess both pozzolanic and microfiller characteristics [1,2,3,4,5,6,7,8,9,10]. But, as pointed by [1], there has been limited use in the concrete industry to incorporate it in construction.
This research aims to investigate the variations in performance of various concretes incorporating commercially available Metakaolins. To the best of the authors’ knowledge, the comparison of competing Metakaolins, that are commercially available in the French market, has not yet been studied in the literature. The novelty of this research is therefore to provide a global view of the high effectiveness of MK as Supplementary Cementitious Material (SCM) in terms of mechanical, durability and dimensional stability performance. For this purpose, two types of concrete are considered in this research: high performance concrete (HPC, C60/75) and medium strength concrete (C40/50). For both concrete, the objective is to highlight that MK can enhance concrete properties. For HPC, its potential in producing more cohesive and dense concrete is also analysed as a cheap substitute of Silica Fume (SF).
2. Concrete Mix-Designs
Two concrete mix-designs have been selected for the study. They are issued from real projects:
- a concrete mix-design as used for usual foundations and slabs based on CEM III/A type cement,
- a high performance concrete (HPC) mix-design as used in columns of a high-rise building based on CEM I type cement.
For this project, the concretes were designed with the following requirements and in accordance with the French standards NF EN 206/CN (2014) [11]:
- Target slump: 200 ± 30 mm;
- Workability holding time: 90 min;
- Exposure classes: XC3—XC4—XF1—XD1 (XC: corrosion induced by carbonation, XF: freeze-thaw attack and XD: corrosion induced by chlorides from de-icing);
- Strength class:
- C40/50 for the raft/slab mix-design, i.e., the concrete must reach a characteristic resistance of 40 MPa on cylinders and 50 MPa on cubes at 28 days;
- C60/75 for high-rise buildings, i.e., the concrete must reach a characteristic resistance of 60 MPa on cylinders and 75 MPa on cubes at 28 days.
The two reference mix-designs are given in Table 1: the properties of MK-blended concretes will be compared to the results given by those reference mix-designs.
3. Metakaolin Products
Three types of commercially available MK have been used in the subsequent studies. There are two ways to produce MK. The traditional calcination process consists in introducing Kaolin balls in kiln and burning them for several hours between 550 °C and 600 °C. Kaolin balls will transform into MK balls by loss of its structural water. When the kaolinic clay rises in temperature, its crystalline system is transformed and depending on the temperature at which calcination is stopped, different species are obtained. In industrial slow calcination process, the dehydroxylation is complete after having brought the balls to a sufficiently high temperature, between 600 °C and 1100 °C, for a sufficiently long period. These balls are then crushed. This method induces a lot of wear and requires a large energy consumption.
An alternative process, the Flash calcination approach, consists in crushing the kaolinic clay into fine particles that are calcined during few seconds at 750 °C. The very short time of calcination leads to partial transformations compared to the traditional method. If this time is too short, this will generate partially dehydroxylated products. But this technique has significant technical advantages: low energy consumption and low CO2 emission.
The pozzolanic reactivity of metakaolins will depend on several parameters:
- their chemical characteristics: chemical composition, mineralogical composition, degree of crystallinity,
- the purity of the initial kaolinite: the impurities act as “diluents” (the mechanical strength of concrete incorporating MK decreases when the level of impurities increases),
- the thermal process: calcination temperature, duration…
- the post-calcination treatment: grinding, sieving…
This explains why commercial MK can have very different properties and their range of costs. Table 2 provides the properties of the three Metakaolins used in the present study as given by the suppliers in their certified reports.
Since the calcination process and the kaolinic clays differ from the three products, the size of the metakaolins is different as well as the surface area: the higher the surface area, the greater the reactivity. In theory, it is with MK1 that the greatest reactivity could be expected. It is also important to note that the composition of metakaolins is different: MK1 and MK2 contain more Al2O3. If the main reactive phase in cements is calcium aluminate, the second most reactive phase is gehlenite that is promoted by the presence of aluminium oxide. Therefore these two metakaolins are rather favorable to the reactivity of the addition.
4. Experimental Investigations
4.1. Workability Tests
The slumps and the holding times are representing the workability of concrete. They must be in the range of values given for the reference mix-design. The test is carried out using a slump cone or Abrams cone according to NF EN 12350-2 (2019) [12]. The chosen target slump classifies the concrete in the S4 category according to the NF EN 206/CN (2014) [11].
4.2. Hardened Concrete Tests
Tests have been performed to compare the hardened strength properties to those of the reference concrete:
4.3. Durability Performance
Different tests have been performed in order to evaluate the durability performance of concrete with MKs:
4.4. Long Term Behavior
For the specific case of the high performance concretes, shrinkage and creep tests have been performed according to the RILEM TC 107 recommendations “Standardized test methods for Creep and Shrinkage” [20].
5. C60/75 Concrete
An experimental program was designed to produce a high performance concrete by adding several combinations of MK. The cement used in all mixtures is a CEM I 52.5 N conforming to NF EN 197-1 (2012) [21]. The three MKs were used as mineral additive. Their chemical composition is specified in Table 2. The silica fume (8%) has been totally substituted by MK.
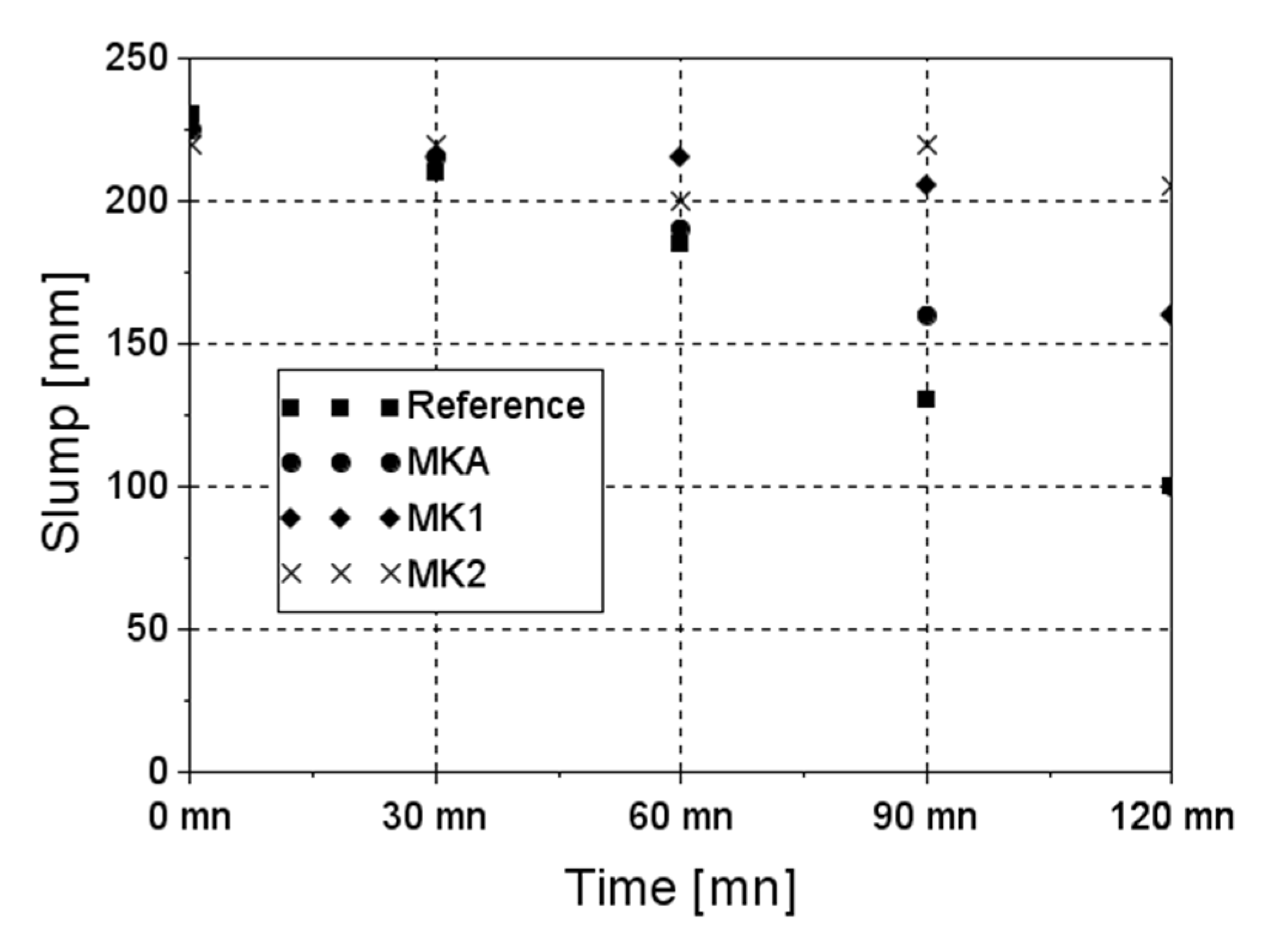
5.1. Workability Results
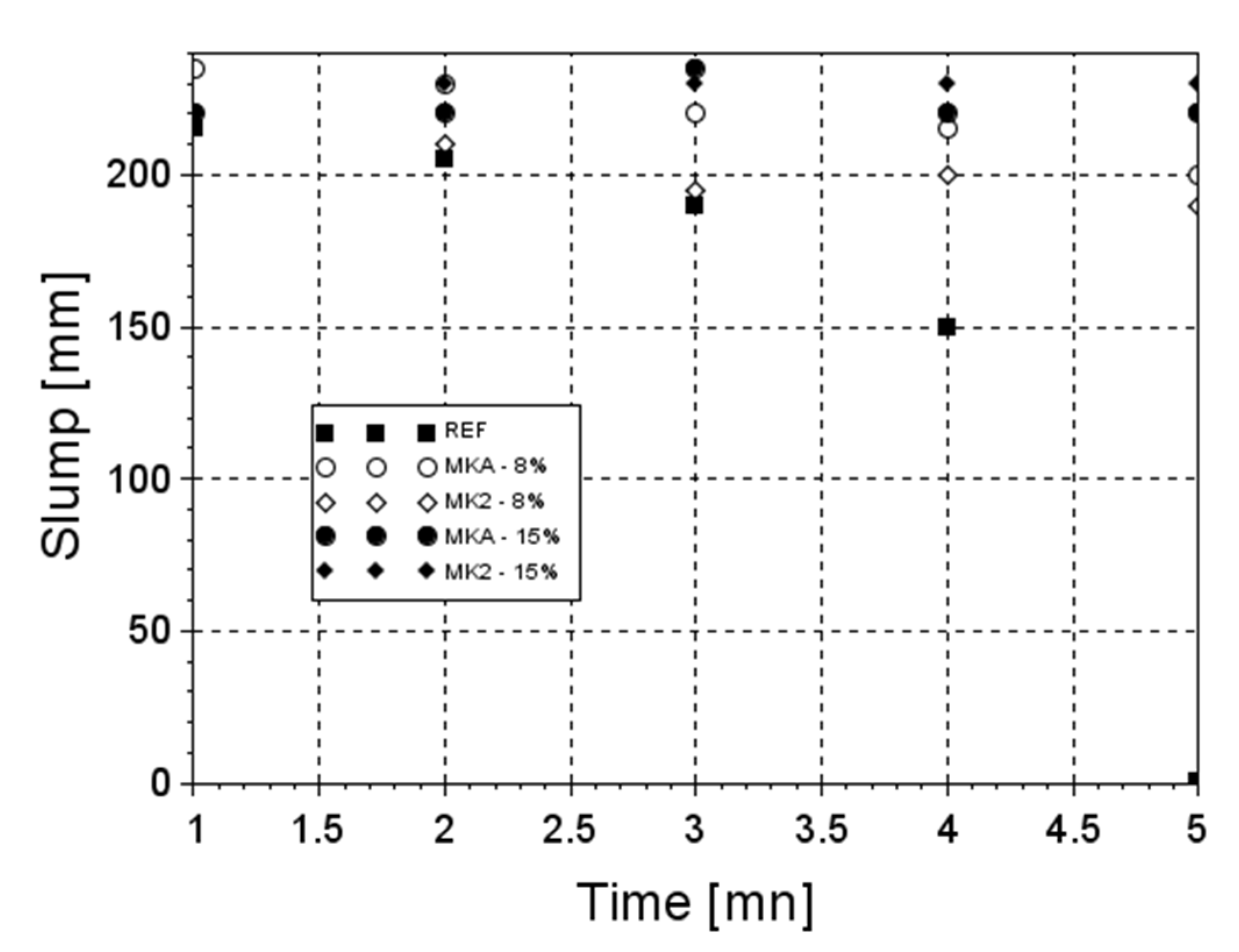
Figure 1 compares the results for the different workability tests for the 4 concrete mix-designs. Globally, the three MK mix-designs provide a better workability than the reference concrete. The initial spread of fresh paste with the addition of MK appears to have the same flowability that with SF. But MK concrete demonstrates a slower slump decrease compared to the SF concrete. The MKs’ particle sizes play a major role in these results. For instance MKA has larger particle sizes than MK1, then providing more viscosity and less workability. MK2 concrete presents the capability to maintain initial slump over a longer period than the other concretes. These results are in agreement with other conclusions found in the literature [22].
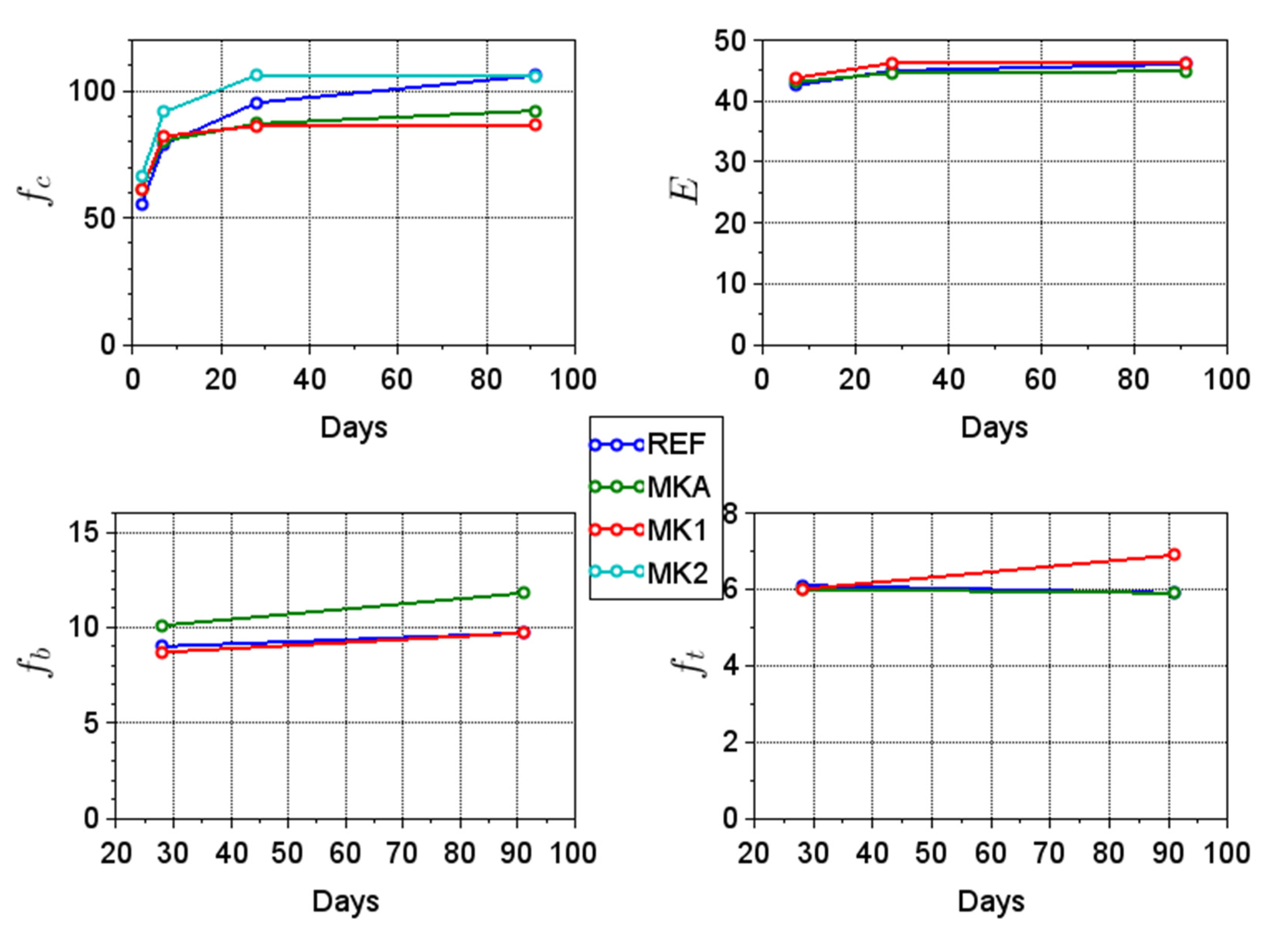
5.2. Hardened Concrete Results
Figure 2 provides the average strength results for the different HPCs. Since HPCs have a more compact skeleton than a standard concrete, the mechanical strengths are therefore higher. Figure 2 highlights very similar results amongst the different mix-designs, except for long term compressive resistance . represent the Young modulus, the flexural strength and the tensile strength. MK2 has only be tested versus compressive strength (on cubes). Only the reference, MKA and MK1 concretes have been tested for a larger variety of properties in order to compare two metakaolins produced with the same calcination process. The silica fume is made of smaller particles than MKs, ranging from 50 to 200 ηm, with a high SiO2 content: this explains higher long-term compressive strengths. Nevertheless, MK2, made through kiln calcination, presents very similar results to the reference concrete with silica fume, with a good reactivity at early ages.
Conversely, MKA and MK1, issued from flash calcination, provide very similar results in terms of compressive strength, lower than the reference concrete with silica fume. Table 3 compares the different compressive strengths at 28 days. For flexural and tensile strength, there is no evidence than one MK is better than the other.
5.3. Durability Tests
5.3.1. Porosity
5.3.2. Carbonation
Tests according to XP P18-458 standard [18] do not exhibit any carbonation at 3, 7, 14 and 28 days, for all the tested concretes. This result is not surprising due to the compactness of the concrete, but highlights that MKs do not degrade the results obtained with SF.
5.3.3. Chloride Migration Coefficients
From Table 5, it clearly appears that properties of concretes with MKs differ from those with SF. Chloride migration coefficients are given for two ages (28 and 91 days). Concrete with MKA presents the worst results compared to the reference concrete with SF and the concretes with other MKs.
Only MK2 (kiln calcination) provides similar results to the reference concrete at 28 days. Nevertheless, no test has been performed at 91 days to compare the ageing evolution. MK1 concrete shows results that can be considered as close to those obtained with SF, but with a time trend that is slower than concrete with SF. This trend cannot be related to the ageing factor since accelerated chloride migration tests cannot be considered to be adapted for its estimation (natural diffusion tests being preferred); nevertheless, even if the migration coefficients are quite low at 28 and 91 days, the discrepancy between concretes seems to show that the nature of the metakaolin is important for the chloride ingress resistance.
5.4. Long Term Behavior
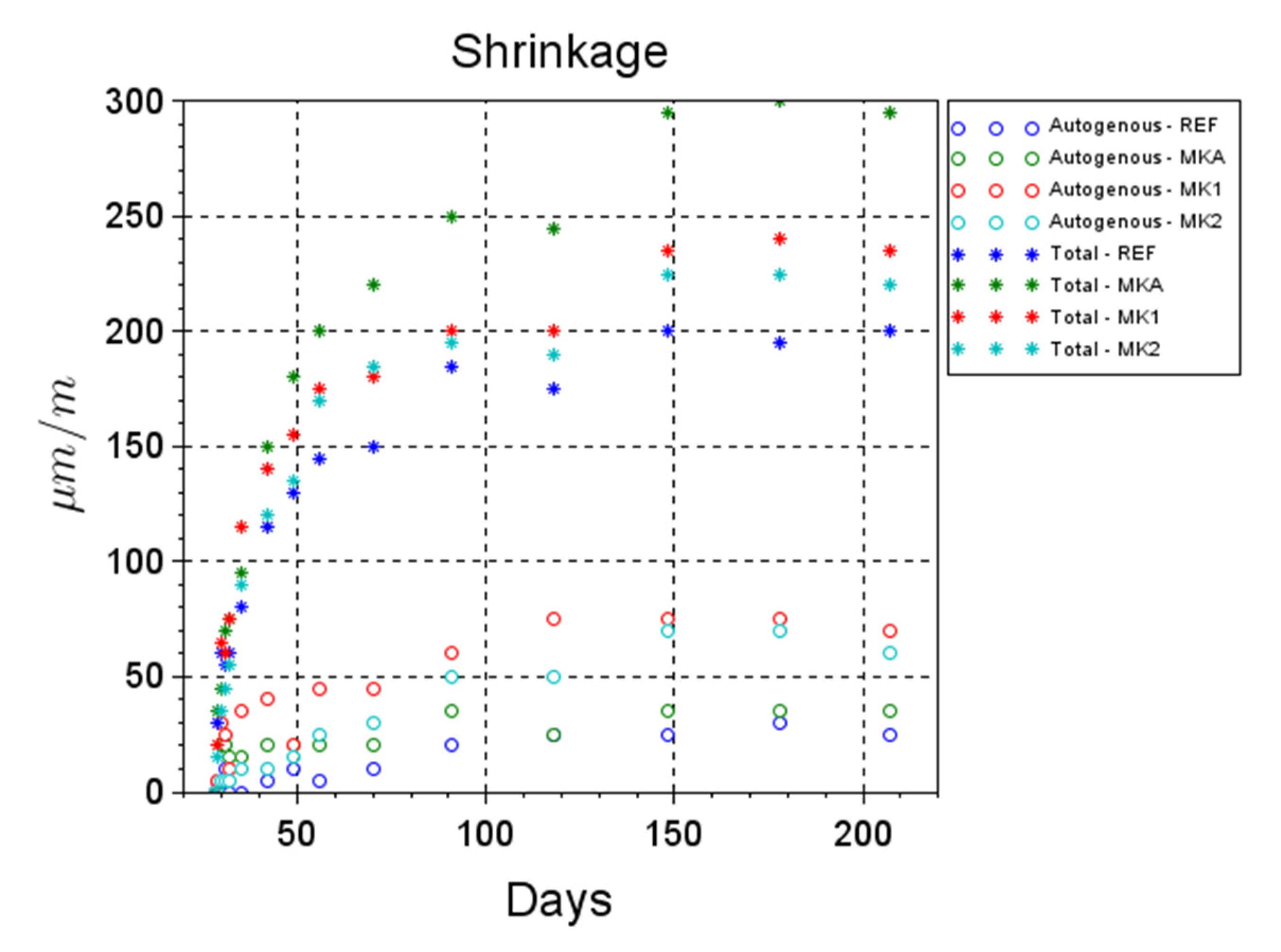
Total and autogenous creep and shrinkage effects have been measured over a 6 months period (Figure 3). Firstly, the concretes have very low autogenous shrinkage effects: drying shrinkage is the major shrinkage effect.
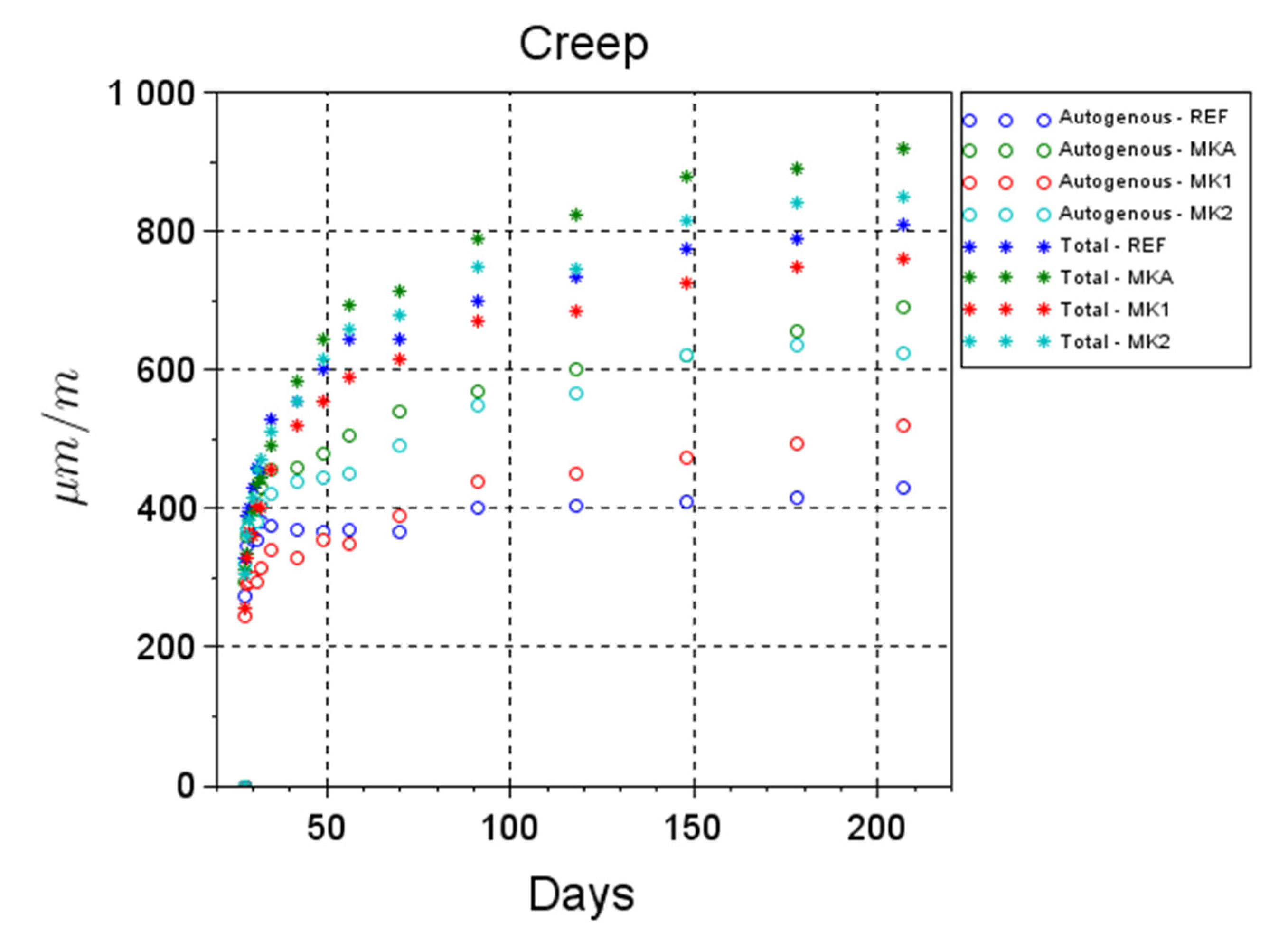
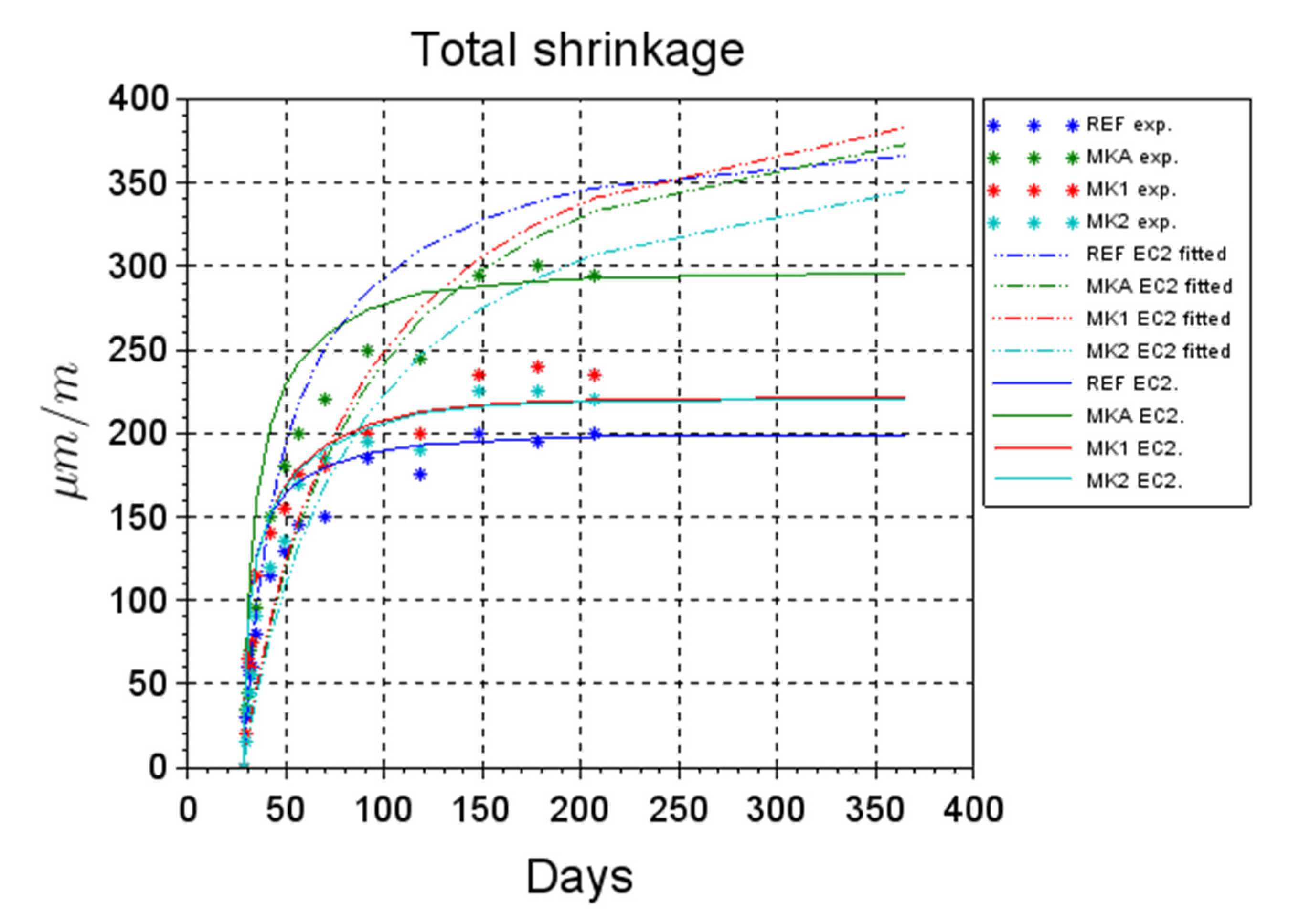
Figure 4 shows the autogenous and total creep effects. For these curves, the instantaneous deformations are included (initial loading of the specimens). If the creep and shrinkage effects are compared to the simulations given by the models of Annex B of the Eurocode 2 NF EN 1992-2 [24] standard (Figure 5 and Figure 6) with the prescribed parameters, it can be noticed that long term creep and shrinkage are overestimated: this is particularly true for creep. This is why the models of Annex B are adjusted to the experimental data to obtain optimal parameters for the shrinkage and creep effects.
The trend of the experimental total shrinkage curves shows an asymptotic behavior, highlighting that shrinkage is largely effective after 6 months. Regarding the shrinkage phenomenon, the different mix-designs provide very similar results, the lowest autogenous and total shrinkages being obtained with the concrete with SF. Concrete with MKA indices the largest total shrinkage effects mainly due to its drying part. The total shrinkage differential amongst the four mix-designs is 100 µm/m.
Different conclusions can be expressed for the creep phenomenon. Concrete with SF provides the lowest results for autogenous creep, but the lowest total creep values are reached for the concrete with MK1. MKA provides the largest creep values, both for autogenous and total effects. The total creep differential amongst the different mix-designs reaches 200 µm/m.
The fitting of shrinkage and creep models confirm the trend that the long term effect is mainly reached, compared to the direct application of the Eurocode 2 models with the default parameters that do not exhibit stabilisation of the phenomena.
6. C40/50 Concrete
For this concrete, only metakaolins MKA and MK2 have been used in order to study the influence of two types of production (flash and kiln calcinations) and two degrees of substitutions (8% as for C60/75, and 15%). The cement used in all mixtures is a CEM III/A 42.5 N conforming to NF EN 197-1 (2012) [21], with 62% of GGBS.
6.1. Workability Results
MKs have a large surface area, 30 times more than cement. This leads to an increase in water. To circumvent this problem, for each mix-design, admixture content is tuned in such a way that the initial slump remains between 200 ± 30 mm. Higher the MK content is, higher the admixture content will be. The admixture content is therefore modified as it follows: 3.95 kg for MKA 8%, 5.00 kg for MKA 15%, 4.00 kg for MK2 8%, 5.95 kg for MK2 15%. Figure 7 presents the results obtained for the reference and the four concretes with MK.
It can be noted that MK with an adjusted admixture content improves the workability of the concrete. Indeed, independently of the MK content and type, for each mix-design, the concretes maintain their workability over 2 h, while the slump reference concrete is decreasing very quickly.
From the different batches, it has been observed that MK significantly increase the mix thixotropy. Usually, concretes are prompt to flocculate, increasing the yield shear value and providing a thin resting consistency. Under a mechanical action, flocs are broken and the rheology is retrieved. For a concrete with MK, this thixotropy may be explained by the fact that MK are requesting more water. Less water in the mix reduces the yield shear value and therefore increases the thixotropy.
6.2. Hardened Concrete Results
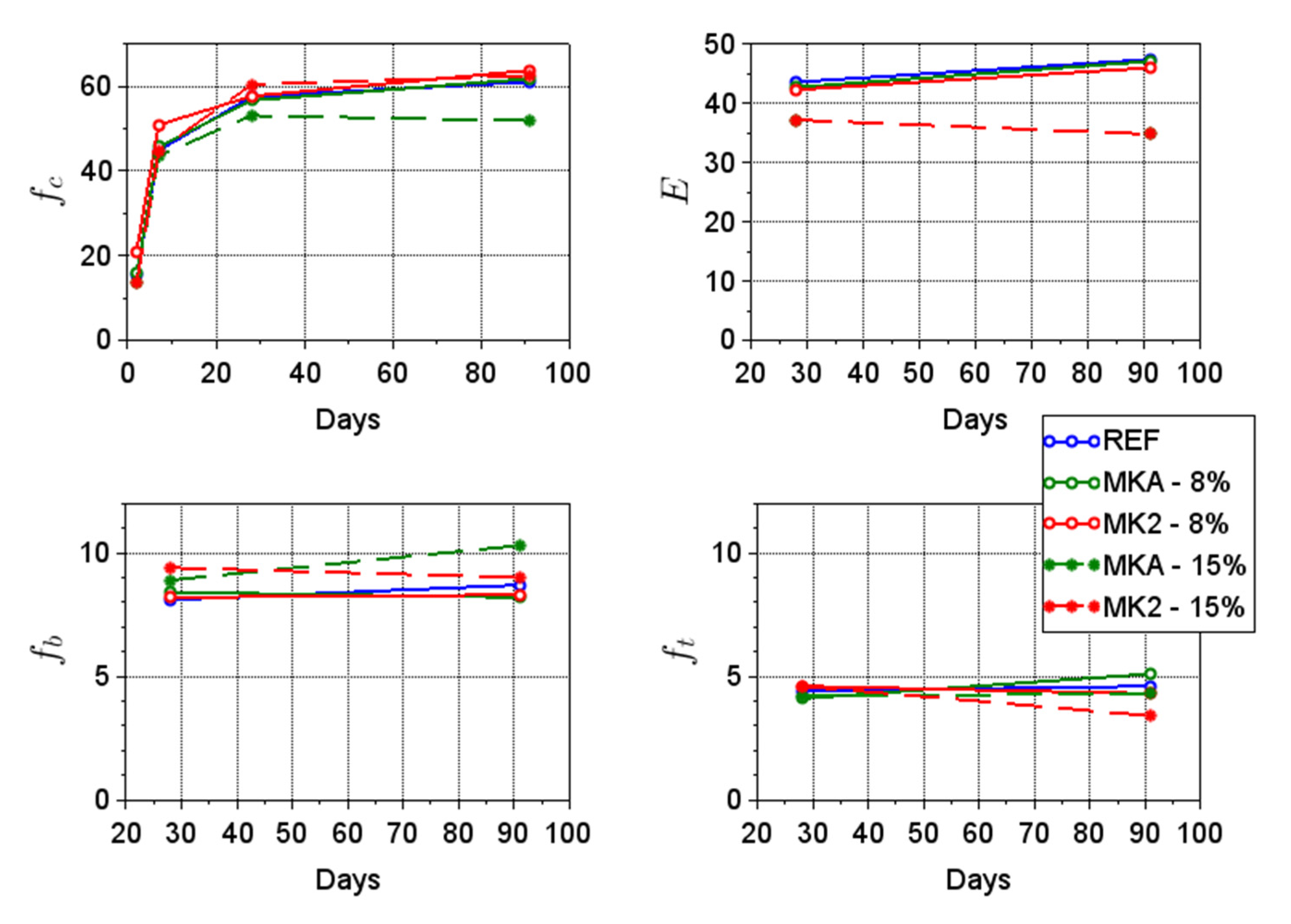
Figure 8 provides the average strength results for the different concretes with 8% and 15% of metakaolin. They show very similar results in terms of mechanical performance for 8% substitution. For 15% substitution, concretes with MKA tend to be less performing. It is interesting to note that Young modulus is the characteristic that is the most affected by the increase of MK. For both MKs, there is a drop in the Young modulus, while the other properties are less affected. Comparatively to HPC, there is no real trend that can promote one MK versus the other in terms of compressive strength (on cubes).
Table 6 gives the compressive strength at 28 days.
6.3. Durability Tests
6.3.1. Porosity
Table 7 gives the porosity values obtained from NF P 18-459 tests [17]. For 8% substitution, the porosity is slightly decrease, highlighting a better durability. For 15%, results are close to the reference mix-design but higher than concretes with 8% MK. This reduction of compactness can be explained by a too large MK content. Nevertheless, this result does not take into consideration the size of pores that are usually smaller for MK concretes.
6.3.2. Carbonation
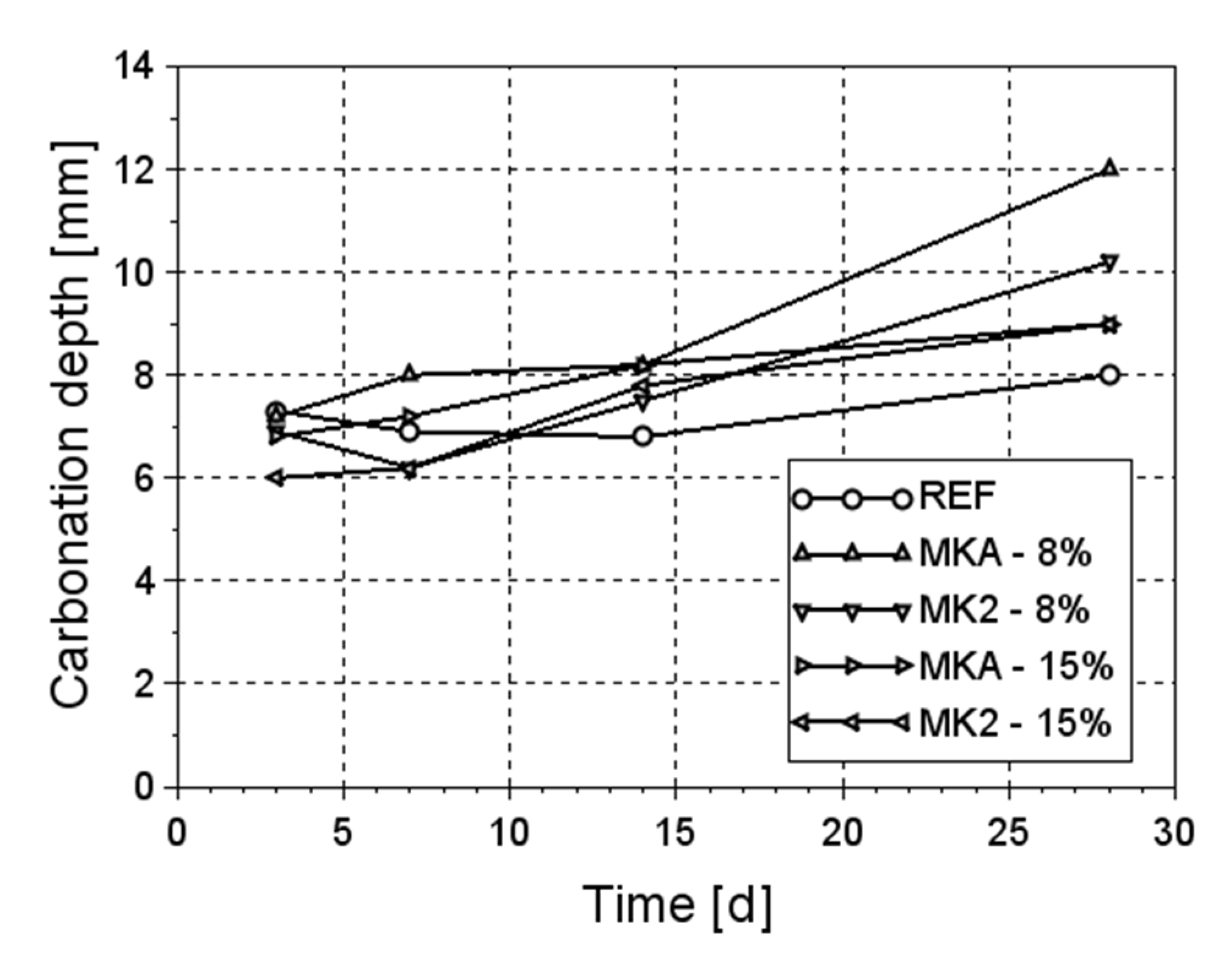
Carbonation depths according to XP P18-458 [18] are presented in Figure 9. The carbonation ingress is slightly deeper for concretes with MKs than for the reference concrete. An explanation can be found in the fact that Portlandite is in lower content in concretes with MK, facilitating the migration of CO2. But the presence of smaller pores for MK has an opposite effect. This effect is not noticeable on 8% substitution, but 15% substitution highlights lower carbonation depths than 8%.
6.3.3. Chloride Migration Coefficients
From Table 8, it clearly appears that properties of concretes with MKs differ from those with reference concrete. Chloride migration coefficients are given for two ages (28 and 91 days). The reference concrete is already a very durable concrete during to the choice of a CEM III/A made of 62% of GGBS. MK improves these properties, especially at 91 days.
7. Conclusions
From the different investigations, several conclusions can be drawn:
- For high or medium strength concretes, the workability over time is better with the different MKs.
- For high performance concrete, the use of MK in replacement of SF leads to very close or better 28dys strength, but the long term performance tends to be stabilized after 28 days, compared to the reference concrete which continues to increase. This evolution of compressive strength is not noticeable for the medium strength concrete, tending to confirm the role of SF. For medium strength concrete, the use of flash calcined metakaolin seems to be less efficient with a high content of MK, comparatively to a kiln metakaolin production.
- The other mechanical properties (Young modulus, flexural strength, tensile strength) are not significantly affected.
- Porosity is improved at lower metakaolin content but appears to be similar to the reference concrete at 15% content. Porosity must be nevertheless analyzed with care because porosity is a global durability feature. Indeed, this result does not take into consideration the size of pores that are usually smaller for MK concretes.
- Accelerated carbonation ingress is null for high performance concrete (at least for the tested period of time), but it is slightly higher for medium strength concretes. Portlandite is indeed in lower content in concretes with MK, facilitating the migration of CO2. But the presence of smaller pores for MK has an opposite effect. This effect is not noticeable on 8% substitution, but 15% substitution highlights lower carbonation depths than 8%.
- Migration coefficients are lower for both concretes and highlight an improved resistance against chloride ions diffusion.
- Total creep and shrinkage are larger than the reference concrete for the high performance concrete. Nevertheless, compared to the Eurocode models, the long term values are lower. As Eurocode models for creep and shrinkage being on the safe side, the less good results of MK concretes compared to the reference HPC concrete may be not a major issue.
In conclusion, the different results indicate that use of metakaolin can produce concretes with equivalent or enhanced quality. This is attributed to the potential of metakaolin to alter the concrete microstructure, both chemically and physically. For C60/70, metakaolin is a cheap alternative to silica fume with no real modification of the concrete performance. For C40/50, with high percentage of GGBS content, metakaolin can improve workability and early age strength. Fire tests, not presented in the paper, indicate a better fire resistance than the reference concrete.
Author Contributions
Conceptualization, C.C. and S.V.; methodology, S.V.; validation, C.C., S.V.; investigation, M.C.; writing—original draft preparation, C.C.; writing—review and editing, C.C.; All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bakera, A.T.; Alexander, M. Use of metakaolin as a supplementary cementitious material in concrete, with a focus on durability properties. Rilem Tech. Lett. 2019, 4, 89–102. [Google Scholar] [CrossRef] [Green Version]
- Sullivan, M.S.; Chorzepa, M.G.; Hamid, H.; Durham, S.; Kim, S.S. Sustainable materials for transportation Infrastructures: Comparison of three commercially available metakaolin products in binary cementitious systems. Infrastructures 2018, 3, 17. [Google Scholar] [CrossRef] [Green Version]
- Muhd Norhasri, M.S.; Hamidah, M.S.; Fadzil, A.M.; Megawati, O. Inclusion of nano metakaolin as additive in Ultra High-Performance Concrete (UHPC). Constr. Build. Mater. 2016, 127, 167–175. [Google Scholar] [CrossRef]
- Kim, H.K.; Hwang, E.A.; Lee, H.K. Impacts of metakaolin on lightweight concrete by type of fine aggregate. Constr. Build. Mater. 2012, 36, 719–726. [Google Scholar] [CrossRef]
- Hassan, A.A.A.; Lachemi, M.; Hossain, K.M.A. Effect of metakaolin and silica fume on the durability of self-consolidating concrete. Cem. Concr. Compos. 2012, 34, 801–807. [Google Scholar] [CrossRef]
- Tafraoui, A.; Escadeillas, G.; Vidal, T. Durability of the Ultra High Performances Concrete containing metakaolin. Constr. Build. Mater. 2016, 112, 980–987. [Google Scholar] [CrossRef]
- Cassagnabère, F.; Diederich, P.; Mouret, M.; Escadeillas, G.; Lachemi, M. Impact of metakaolin characteristics on the rheological properties of mortar in the fresh state. Cem. Concr. Compos. 2013, 37, 95–107. [Google Scholar] [CrossRef]
- Jiang, G.; Rong, Z.; Sun, W. Effects of metakaolin on mechanical properties, pore structure and hydration heat of mortars at 0.17 w/b ratio. Constr. Build. Mater. 2015, 93, 564–572. [Google Scholar] [CrossRef]
- Siddique, R.; Kaur, A. Effect of metakaolin on the near surface characteristics of concrete. Mater. Struct. 2011, 44, 77–88. [Google Scholar] [CrossRef]
- Al-Alaily, H.S.; Hassan, A.A.A. Time-dependence of chloride diffusion for concrete containing metakaolin. J. Build. Eng. 2016, 7, 159–169. [Google Scholar] [CrossRef]
- AFNOR. NF EN 206/CN. Concrete—Specification, Performance, Production and Conformity—National Addition to the Standard NF EN 206; AFNOR: Paris, France, 2014. [Google Scholar]
- AFNOR. NF EN 12350-2. Testing Fresh Concrete—Part 2: Slump test; AFNOR: Paris, France, 2019. [Google Scholar]
- AFNOR. NF EN 12390-3. Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens; AFNOR: Paris, France, 2019. [Google Scholar]
- AFNOR. NF EN 12390-5. Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens; AFNOR: Paris, France, 2019. [Google Scholar]
- AFNOR. NF EN 12390-6. Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens; AFNOR: Paris, France, 2012. [Google Scholar]
- AFNOR. NF EN 12390-13. Testing Hardened Concrete—Part 13: Determination of Secant Modulus of Elasticity in Compression; AFNOR: Paris, France, 2014. [Google Scholar]
- AFNOR. NF P18-459. Concrete—Testing Hardened Concrete—Testing Porosity and Density; AFNOR: Paris, France, 2010. [Google Scholar]
- AFNOR. XP P18-458. Tests for Hardened Concrete—Accelerated Carbonation Test—Measurement of the Thickness of Carbonated Concrete; AFNOR: Paris, France, 2008. [Google Scholar]
- AFNOR. XP P18-462. Testing Hardened Concrete—Chloride Ions Migration Accelerated Test in Non-Steady-State Conditions—Determining the Apparent Chloride Ions Diffusion Coefficient; AFNOR: Paris, France, 2012. [Google Scholar]
- Paul Acker, Z.P.; Bažant, J.C.; Chern, C.; Huet, F.H.; Alou, F.; Fagerlund, G.; Hansen, T.C.; Mamillan, M.; Schwesinger, P.; Ulm, F. RILEM TC 107. Measurement of time-dependent strains of concrete. Mater. Struct. 1997, 32, 507–512. [Google Scholar]
- AFNOR. NF EN 197-1. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; AFNOR: Paris, France, 2012. [Google Scholar]
- Tongbo, S.; Bin, W.; Lijun, Z.; Zhifeng, C. Meta-Kaolin for High Performance Concrete. In Calcined Clays for Sustainable Concrete; RILEM Bookseries; Scrivener, K., Favier, A., Eds.; Springer: Dordrecht, The Netherlands, 2015; Volume10, pp. 467–477. [Google Scholar]
- Baroghel-Bouny, V. Les Spécificités des Bétons à Hautes Performances; LCPC: Paris, France, 2004. [Google Scholar]
- AFNOR. NF EN 1992-1-1. Eurocode 2: Design of Concrete Structures—Part 2: Concrete Bridges—Design and Detailing Rules; AFNOR: Paris, France, 2006. [Google Scholar]
Figure 1.
Workability results for C60/75.

Figure 2.
Strength results for the different tested HPCs at various ages (2, 7, 28 and 91 days).

Figure 3.
Autogenous and total shrinkage for the different concrete mix-designs.

Figure 4.
Autogenous and total creep for the different concrete mix-designs.

Figure 5.
Experimental total shrinkage, EC2 (EN1992-2) shrinkage model and EC2 fitted shrinkage model for the different concrete mix-designs.
Figure 5.
Experimental total shrinkage, EC2 (EN1992-2) shrinkage model and EC2 fitted shrinkage model for the different concrete mix-designs.

Figure 6.
Experimental total creep, EC2 (EN1992-2) creep model and EC2 fitted creep modelfor the different concrete mix-designs.
Figure 6.
Experimental total creep, EC2 (EN1992-2) creep model and EC2 fitted creep modelfor the different concrete mix-designs.

Figure 7.
Workability results for C40/50.

Figure 8.
Strength results for the different concretes at various ages.

Figure 9.
Carbonation depths for the different concretes at various ages.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Reference mix-designs.
| Name | Component | Quantity for 1 m3 | Name | Component | Quantity for 1 m3 |
|---|---|---|---|---|---|
| C40/50 | CEM III/A 42.5N PMES | 340 kg | C60/75 | CEM I 52.5N CE CP2 NF | 380 kg |
| Limestone filler | 60 kg | Limestone filler | 90 kg | ||
| Silica fume | 30 kg | ||||
| 0/4mm crushed sand | 870 kg | 0/4mm crushed sand | 800 kg | ||
| 4/20mm crushed aggregate | 950 kg | 4/12.5mm crushed aggregate | 910 | ||
| w/c | 0.53 | w/c | 0.38 | ||
| Admixture | 3.00 kg | Admixture | 5.45 kg |
Table 2.
Properties of Metakaolins.
| Name | MKA | MK1 | MK2 | |||
|---|---|---|---|---|---|---|
| Process | Flash Calcination | Flash Calcination | Traditional Calcination | |||
| Temperature/Duration | 750 °C | 750 °C | 800 °C/5 h | |||
| Chemical analysis | SiO2 | 67% | SiO2 | 55% | SiO2 | 55% |
| Al2O3 | 27% | Al2O3 | 39% | Al2O3 | 40% | |
| K2O + Na2O | 0.13% | K2O + Na2O | 1.00% | K2O + Na2O | 0.80% | |
| Fe2O3 | 2.60% | Fe2O3 | 1.80% | Fe2O3 | 1.40% | |
| TiO2 | 1.40% | TiO2 | 1.50% | TiO2 | 1.50% | |
| CaO + MgO | 1.30% | CaO + MgO | 0.60% | CaO + MgO | 0.30% | |
| Particle size | 70% < 63 µm | 70% < 3 µm | 50% < 10 µm | |||
| Surface area [m2/g] | 16 | 19 | 17 | |||
| Loss of Ignition [%] | 1% | 1% | 1% | |||
Table 3.
Compressive strengths for the different concretes.
| Compressive Strength | Reference | MKA | MK1 | MK2 |
|---|---|---|---|---|
| MPa | 95.4 ± 6.2 | 87.1 ± 1.7 | 86.2 ± 2.3 | 106.3 ± 1.6 |
Table 4.
Porosity for the different concretes.
| Porosity | Reference | MKA | MK1 | MK2 |
|---|---|---|---|---|
| [%] | 11.73 ± 0.12 | 12.83 ± 0.06 | 12.60 ± 0.20 |
Table 5.
Chloride migration coefficients for the different concretes.
| Reference | MKA | MK1 | MK2 | |
|---|---|---|---|---|
| [10−12 m2/s] | 2.12 ± 0.25 | 4.73 ± 0.72 | 2.72 ± 0.23 | 2.17 ± 0.31 |
| [10−12 m2/s] | 1.35 ± 0.13 | 4.62 ± 0.06 | 2.28 ± 0.50 |
Table 6.
Compressive strengths for the different concretes.
| Compressive Strength | Reference | MKA | MK2 |
|---|---|---|---|
| 8% MK content—MPa | 57.6 ± 0.7 | 56.7 ± 3.2 | 57.7 ± 0.8 |
| 15% MK content—MPa | 53.07 ± 2.4 | 60.40 ± 1.2 |
Table 7.
Porosity for the different concretes C40/50.
| 8% | 15% | ||||
|---|---|---|---|---|---|
| Porosity | Reference | MKA | MK2 | MKA | MK2 |
| [%] | 14.80 ± 0.09 | 13.93 ± 0.21 | 12.53 ± 0.06 | 15.03 ± 0.42 | 14.60 ± 0.52 |
Table 8.
Chloride migration coefficients for the different concretes C40/50.
| 8% | 15% | ||||
|---|---|---|---|---|---|
| Reference | MKA | MK2 | MKA | MK2 | |
| [10−12 m2/s] | 2.09 ± 0.41 | 2.22 ± 0.22 | 2.47 ± 0.17 | 1.76 ± 0.16 | 0.88 ± 0.23 |
| [10−12 m2/s] | 2.08 ± 0.18 | 1.40 ± 0.14 | 1.51 ± 0.77 | 0.62 ± 0.09 | 0.44 ± 0.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cremona, C.; Vildaer, S.; Cadillac, M. Experimental Study of Blended Binders with Metakaolin. Sustainability 2021, 13, 10548. https://0-doi-org.brum.beds.ac.uk/10.3390/su131910548
AMA Style
Cremona C, Vildaer S, Cadillac M. Experimental Study of Blended Binders with Metakaolin. Sustainability. 2021; 13(19):10548. https://0-doi-org.brum.beds.ac.uk/10.3390/su131910548
Chicago/Turabian StyleCremona, Christian, Stéphanie Vildaer, and Maxim Cadillac. 2021. "Experimental Study of Blended Binders with Metakaolin" Sustainability 13, no. 19: 10548. https://0-doi-org.brum.beds.ac.uk/10.3390/su131910548
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.