
Effect of Bitumen Production Process and Mix Heating Temperature on the Rheological Properties of Hot Recycled Mix Asphalt


Abstract
:1. Introduction
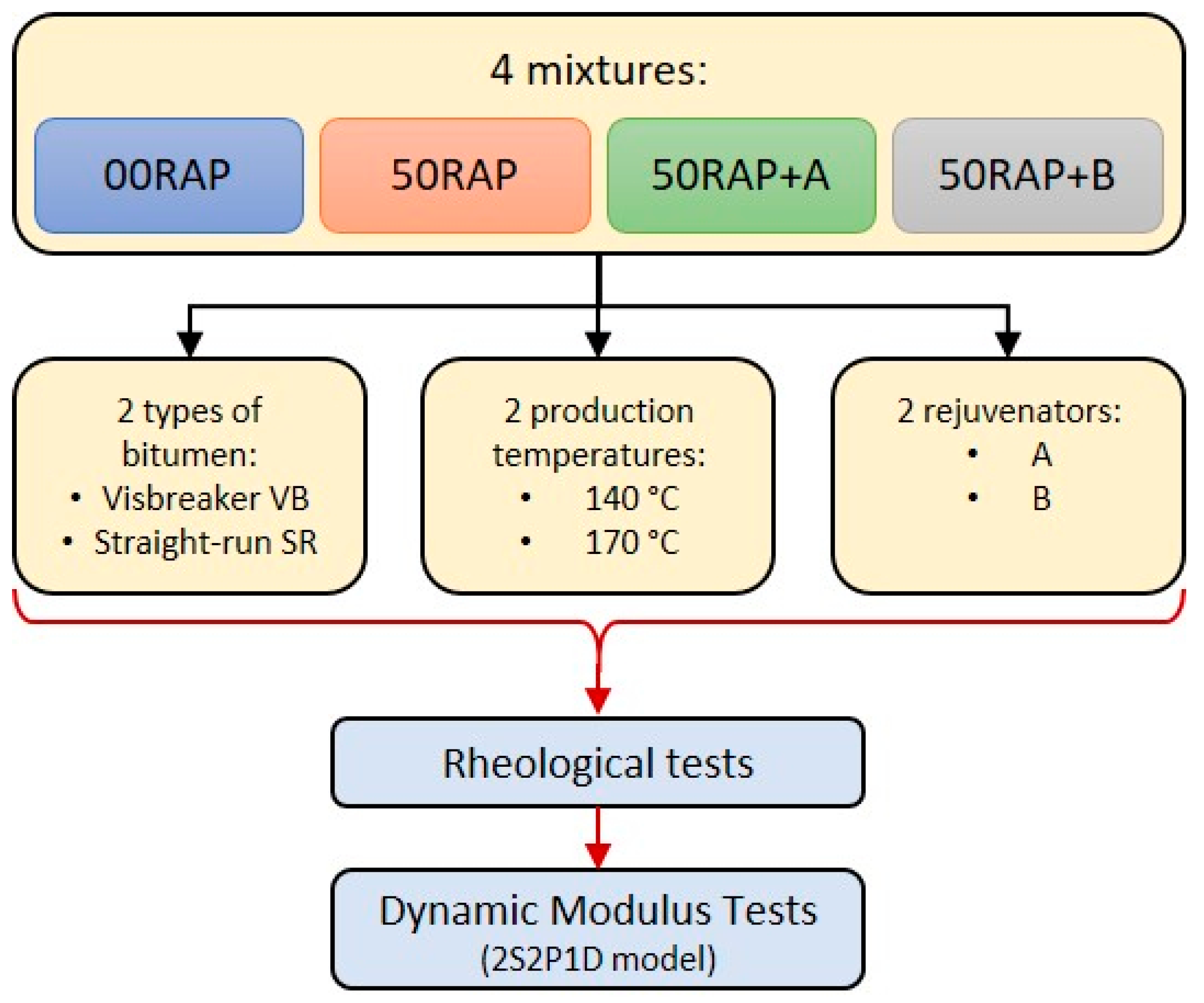
2. Objectives and Experimental Program
3. Materials and Specimen Preparation
- Rejuvenator A: a mix of different chemicals and consists of modified polyamines and vegetal oils.
- Rejuvenator B: miscible crude tall oil derived from pine wood processing in the paper industry, and contains fatty acids and resin acids and is unsaponifiable.
4. Test Methods
5. Results and Discussion
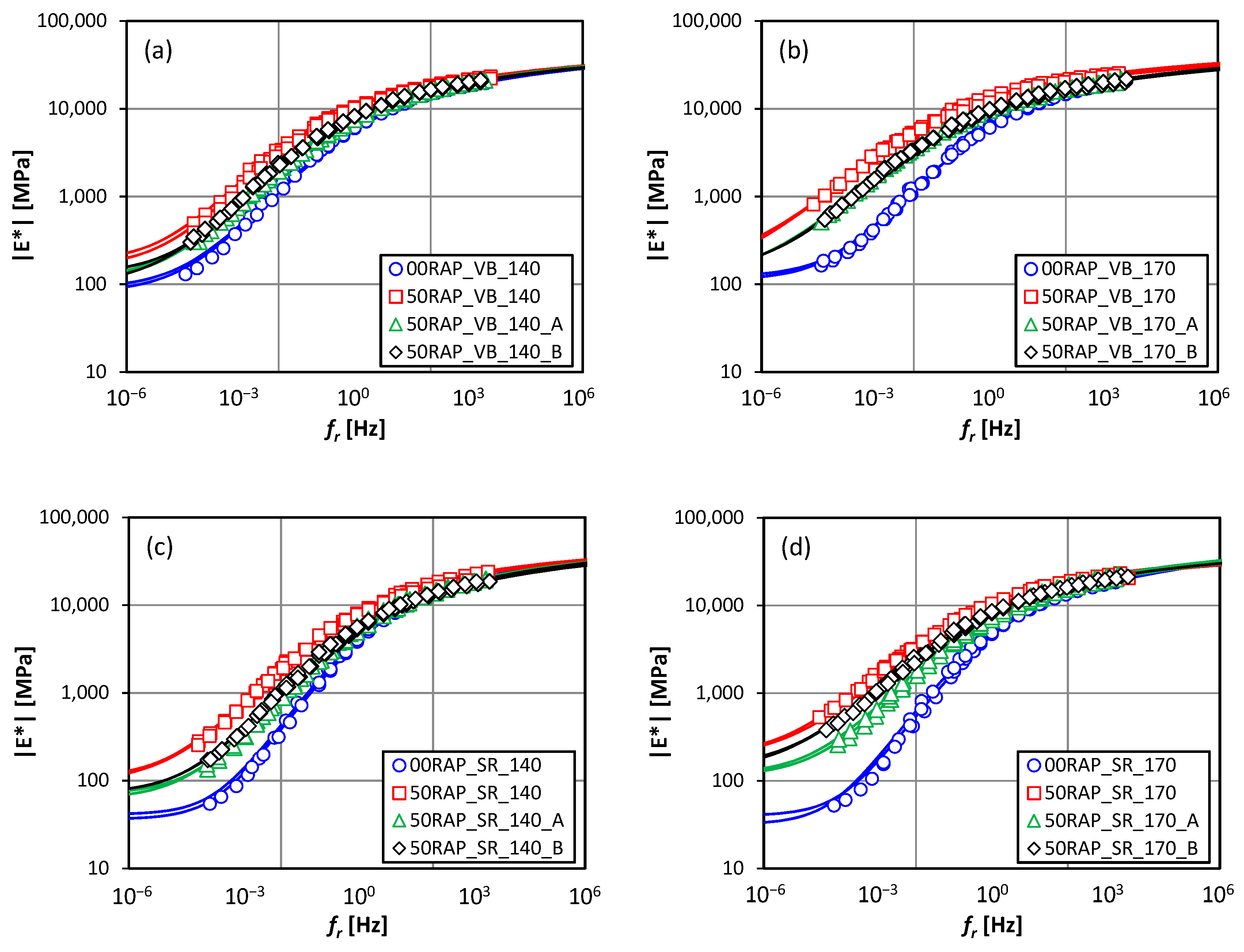
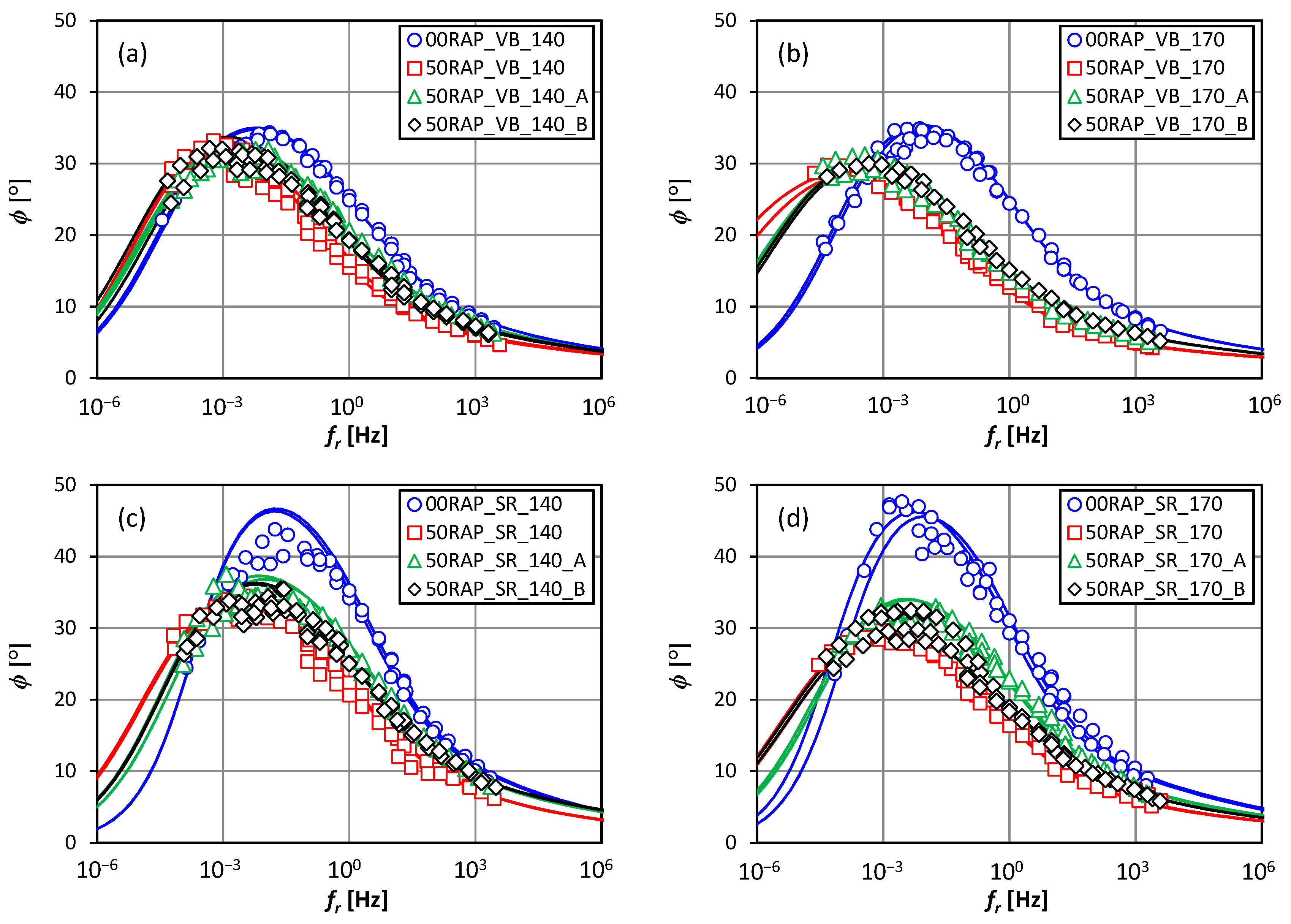
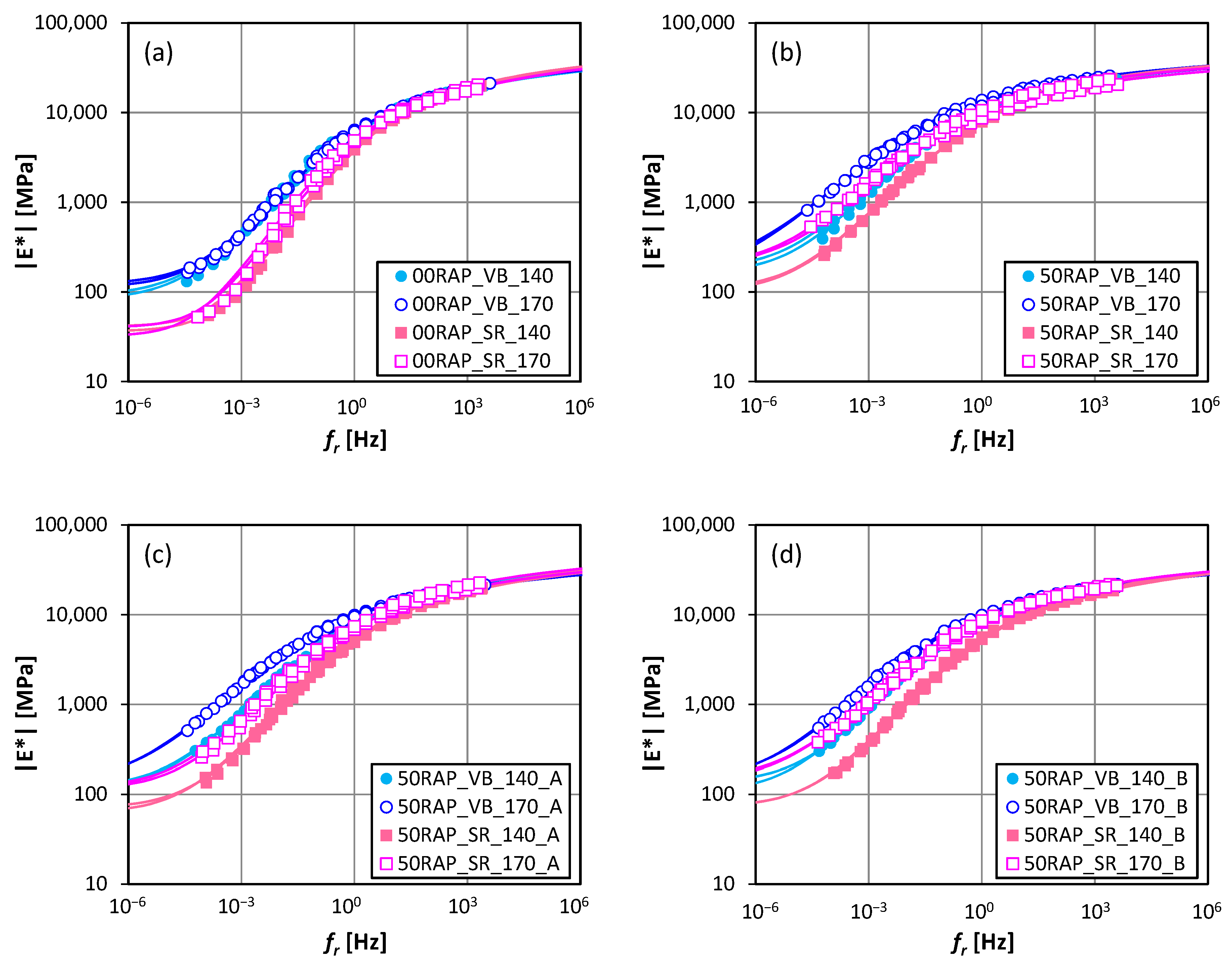
5.1. Rheological Behavior
5.2. Application of the 2S2P1D Model
5.3. Analysis of Rheological Parameters
6. Conclusions
- All the tested specimens showed a thermo-rheologically simple behavior, which could be well simulated by the 2S2P1D model. In particular, the Huet–Sayegh model would have been as accurate as the 2S2P1D because the logβ was always higher than 6, so the dashpot was actually an infinitely rigid element.
- The addition of RAP in the mixtures induced a pronounced upwards shift on the |E*| master curve. The rejuvenators were able to take it back downwards in an intermediate position between the master curves of the 00RAP and 50RAP mixes. No remarkable differences were visible between the two rejuvenators, except when straight-run bitumen and a mixing temperature of 170°C were used, a scenario in which rejuvenator A seemed to be more efficient.
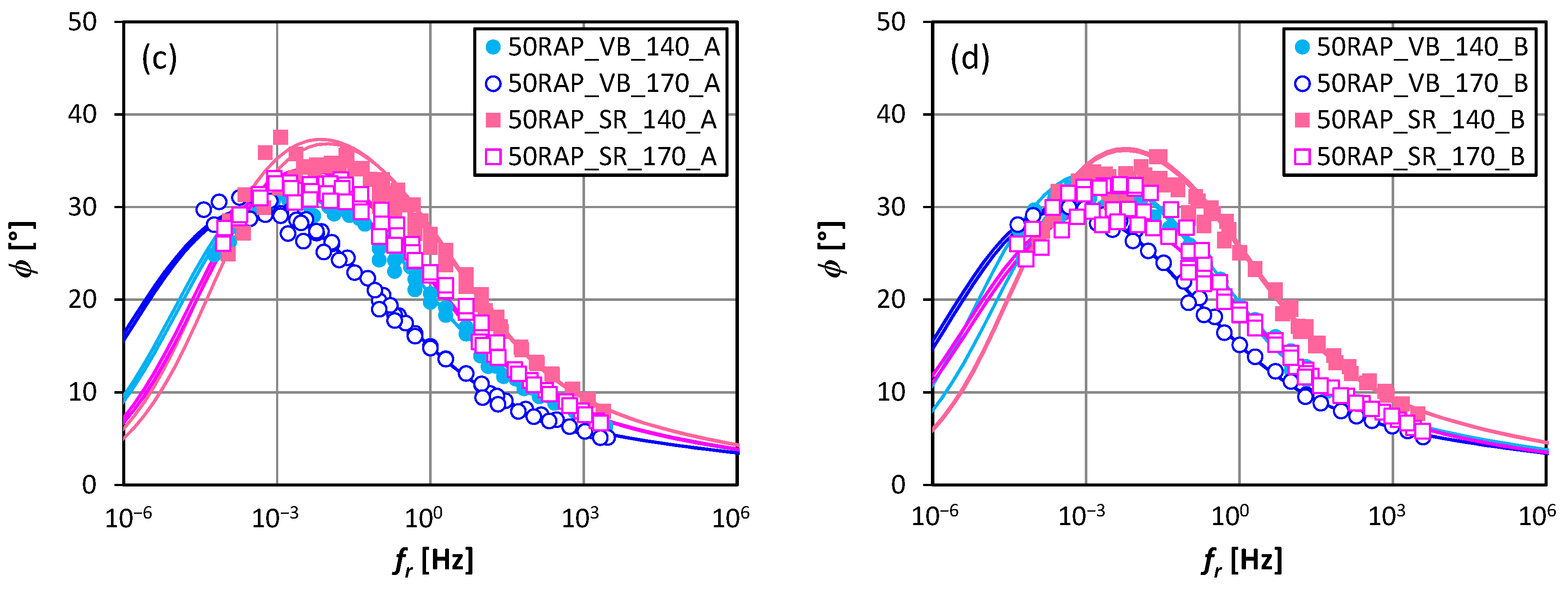
- When including 50% RAP, the phase angles master curves tended to flatten and shift leftward. The addition of rejuvenators left the shape and position of the ϕ master curves almost unchanged, meaning that the effect of the additive was mainly to reduce the stiffness of HRMA, without fully restoring its rheological characteristics.
- The master curves of the mixtures without RAP produced with VB or SR bitumen indicated a higher sensitivity to the short-term aging for VB than for SR. Also, mixtures with VB including RAP/rejuvenators showed higher stiffness and lower phase angle when compared to the analogous mixtures with SR.
- The mixing temperature poorly influenced the rheological behavior of the mixtures without RAP, while it had a high impact on the mixtures including 50% RAP. This denotes that the mixing temperature increase did not determine a significant worsening of the virgin bitumen short-term aging, but probably entailed the mobilization of a higher percentage of aged bitumen from the RAP.
- The parameters E∞, δ and β of the 2S2P1D model showed a low significance in representing the evolution of the mix rheological properties as a function of the different variables (presence of RAP/rejuvenator, origin of virgin bitumen and mixing temperature). The parameters E0, h, k and τ0 had a more relevant variation when RAP and, afterwards, rejuvenators were used, but they varied less significantly as a function of bitumen type and mixing temperature. The Glover–Rowe parameter, in the formulation proposed by Ogbo et al. [54] for bituminous mixtures, proved to be effective in summarizing the changes in the complex modulus with the different factors.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prosperi, E.; Bocci, E. A Review on Bitumen Aging and Rejuvenation Chemistry: Processes, Materials and Analyses. Sustain. 2021, 13, 6523. [Google Scholar] [CrossRef]
- Abu Abdo, A.M.; Khaimah, A.; Al Khaimah, R. Utilizing Reclaimed Asphalt Pavement (RAP) Materials in New Pavements—A Review. Int. J. Therm. Environ. Eng. 2016, 12, 61–66. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% Hot Mix Asphalt Recycling: Challenges and Benefits. Transp. Res. Procedia 2016, 14, 3493–3502. [Google Scholar] [CrossRef] [Green Version]
- Mamun, A.A.; Al-Abdul Wahhab, H.I. Comparative laboratory evaluation of waste cooking oil rejuvenated asphalt concrete mixtures for high contents of reclaimed asphalt pavement. Int. J. Pavement Eng. 2020, 21, 1297–1308. [Google Scholar] [CrossRef]
- Kuchiishi, A.K.; Vasconcelos, K.; Bariani Bernucci, L.L. Effect of mixture composition on the mechanical behaviour of cold recycled asphalt mixtures. Int. J. Pavement Eng. 2019, 22, 984–994. [Google Scholar] [CrossRef]
- Bocci, E.; Prosperi, E. Analysis of different reclaimed asphalt pavements to assess the potentiality of RILEM cohesion test. Mater. Struct. 2020, 53, 117. [Google Scholar] [CrossRef]
- Ahmad, T.; Ahmad, N.; Jamal, M.; Badin, G.; Suleman, M. Investigation into possibility of rejuvenating aged asphalt binder using mustard oil. Int. J. Pavement Eng. 2022, 23, 1738–1753. [Google Scholar] [CrossRef]
- Lo Presti, D.; Jiménez Del Barco Carrión, A.; Airey, G.; Hajj, E. Towards 100% recycling of reclaimed asphalt in road surface courses: Binder design methodology and case studies. J. Clean. Prod. 2016, 131, 43–51. [Google Scholar] [CrossRef]
- Bocci, E.; Prosperi, E.; Marsac, P. Evolution of rheological parameters and apparent molecular weight distribution in the bitumen from reclaimed asphalt with rejuvenation and re-ageing. Road Mater. Pavement Des. 2022, 23, 16–35. [Google Scholar] [CrossRef]
- Akentuna, M.; Mohammad, L.; Daly, W.H.; Ali, H.; Haddadid, F.; Balamurugan, S.; Negulescu, I.; Cooper, S.B.; Cooper JR, S.B.; Baumgardner, G.L. Investigation of the Performance of 100 % Reclaimed Asphalt Pavement Mixtures: Molecular, Chemical, and Mechanical Characterization. In Asphalt Paving Technology: Association of Asphalt Paving Technologists-Proceedings of the Technical Sessions; Association of Asphalt Paving Technologist: Lino Lakes, MN, USA, 2020. [Google Scholar]
- Bocci, E.; Grilli, A.; Bocci, M.; Gomes, V. Recycling of high percentages of reclaimed asphalt using a bio-rejuvenator—A case study. In Proceedings of the 6th Eurasphalt & Eurobitume Congress, Prague, Czech Republic., 1–3 June 2016. [Google Scholar]
- Zaumanis, M.; Mallick, R.B.; Poulikakos, L.; Frank, R. Influence of six rejuvenators on the performance properties of reclaimed asphalt pavement (RAP) binder and 100% recycled asphalt mixtures. Constr. Build. Mater. 2014, 71, 538–550. [Google Scholar] [CrossRef]
- Król, J.B.; Kowalski, K.J.; Niczke, L.; Radziszewski, P. Effect of bitumen fluxing using a bio-origin additive. Constr. Build. Mater. 2016, 114, 194–203. [Google Scholar] [CrossRef]
- Elkashef, M.; Williams, R.C.; Cochran, E.W. Thermal and cold flow properties of bio-derived rejuvenators and their impact on the properties of rejuvenated asphalt binders. Thermochim. Acta 2019, 671, 48–53. [Google Scholar] [CrossRef]
- Zhao, K.; Wang, Y.; Chen, L.; Li, F. Diluting or dissolving? The use of relaxation spectrum to assess rejuvenation effects in asphalt recycling. Constr. Build. Mater. 2018, 188, 143–152. [Google Scholar] [CrossRef]
- Joni, H.H.; Al-Rubaee, R.H.A.; Al-zerkani, M.A. Rejuvenation of aged asphalt binder extracted from reclaimed asphalt pavement using waste vegetable and engine oils. Case Stud. Constr. Mater. 2019, 11, e00279. [Google Scholar] [CrossRef]
- Dony, A.; Colin, J.; Bruneau, D.; Drouadaine, I.; Navarro, J. Reclaimed asphalt concretes with high recycling rates: Changes in reclaimed binder properties according to rejuvenating agent. Constr Build Mater 2013, 41, 175–181. [Google Scholar] [CrossRef]
- Li, H.; Dong, B.; Wang, W.; Zhao, G.; Guo, P.; Ma, Q. Effect of Waste Engine Oil and Waste Cooking Oil on Performance Improvement of Aged Asphalt. Appl. Sci. 2019, 9, 1767. [Google Scholar] [CrossRef] [Green Version]
- Farooq, M.A.; Mir., M.S.; Sharma, A. Laboratory study on use of RAP in WMA pavements using rejuvenator. Constr. Build. Mater. 2018, 168, 61–72. [Google Scholar] [CrossRef]
- Noor, L.; Wasiuddin, N.M.; Mohammad, L.N.; Salomon, D. Use of Fourier Transform Infrared (FT-IR) Spectroscopy to Determine the Type and Quantity of Rejuvenator Used in Asphalt Binder. Recent Dev. Pavement Eng. GeoMEast 2019. Sustain. Civ. Infrastructures 2020, 1, 70–84. [Google Scholar] [CrossRef]
- Gökalp, I.; Emre Uz, V. Utilizing of Waste Vegetable Cooking Oil in bitumen: Zero tolerance aging approach. Constr. Build. Mater. 2019, 227, 116695. [Google Scholar] [CrossRef]
- Al Mamun, A.; Wahhab, A.H.I.; Dalhat, M.A. Comparative Evaluation of Waste Cooking Oil and Waste Engine Oil Rejuvenated Asphalt Concrete Mixtures. Arab. J. Sci. Eng. 2020, 45, 7987–7997. [Google Scholar] [CrossRef] [Green Version]
- Gong, M.; Yang, J.; Zhang, J.; Zhu, H.; Tong, T. Physical-chemical properties of aged asphalt rejuvenated by bio-oil derived from biodiesel residue. Constr. Build. Mater. 2016, 105, 35–45. [Google Scholar] [CrossRef]
- Walther, A.; Cannone Falchetto, A.; Wang, D. Performance Characteristics of in Plant Mixed Stone Mastic Asphalt SMA Using Different Rejuvenators. In Asphalt Paving Technology: Association of Asphalt Paving Technologists-Proceedings of the Technical Sessions; Association of Asphalt Paving Technologist: Lino Lakes, MN, USA, 2020. [Google Scholar]
- Bocci, E.; Prosperi, E.; Marsac, P. Rheological Modelling of the Bitumen from Reclaimed Asphalt with Rejuvenation and Re-ageing. RILEM Bookseries 2022, 27, 1579–1585. [Google Scholar] [CrossRef]
- Prosperi, E.; Bocci, E.; Bocci, M. Evaluation of the rejuvenating effect of different additives on bituminous mixtures including hot-recycled RA as a function of the production temperature. Road Mater. Pavement Des. 2021. [Google Scholar] [CrossRef]
- Kamil Arshad, A.; Awang, H.; Shaffie, E.; Hashim, W.; Abd Rahman, Z. Performance Evaluation of Hot Mix Asphalt with Different Proportions of RAP Content. E3S Web Conf. 2018, 34, 01026. [Google Scholar] [CrossRef] [Green Version]
- De Lira, R.R.; Cortes, D.D.; Pasten, C. Reclaimed asphalt binder aging and its implications in the management of RAP stockpiles. Constr. Build. Mater. 2015, 101, 611–616. [Google Scholar] [CrossRef]
- Reyes-Ortiz, O.; Berardinelli, E.; Alvarez, A.E.; Carvajal-Muñoz, J.S.; Fuentes, L.G. Evaluation of Hot Mix Asphalt Mixtures with Replacement of Aggregates by Reclaimed Asphalt Pavement (RAP) Material. Procedia-Soc. Behav. Sci. 2012, 53, 379–388. [Google Scholar] [CrossRef] [Green Version]
- Ozer, H.; Al-Qadi, I.L.; Carpenter, S.H.; Aurangzeb, Q.; Roberts, G.L.; Trepanier, J. Evaluation of RAP impact on hot-mix asphalt design and performance. Asph. Paving Technol. Assoc. Asph. Paving Technol. Tech. Sess. 2009, 78, 317–348. [Google Scholar]
- Lo Presti, D.; Vasconcelos, K.; Orešković, M.; Pires, G.M.; Bressi, S. On the degree of binder activity of reclaimed asphalt and degree of blending with recycling agents. Road Mater. Pavement Des. 2020, 21, 2071–2090. [Google Scholar] [CrossRef]
- Bocci, E.; Prosperi, E.; Mair, V.; Bocci, M. Ageing and cooling of hot-mix-asphalt during hauling and paving—A laboratory and site study. Sustain. 2020, 12, 1–16. [Google Scholar] [CrossRef]
- Ma, X.; Leng, Z.; Wang, L.; Zhou, P. Effect of reclaimed asphalt pavement heating temperature on the compactability of recycled hot mix asphalt. Materials (Basel). 2020, 13, 1–13. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The challenges of using reclaimed asphalt pavement for new asphalt mixtures: A review. Materials (Basel). 2020, 13, 4052. [Google Scholar] [CrossRef] [PubMed]
- Mogawer, W.S.; Stuart, K.D.; Austerman, A.; Ahmed, S. Influence of Reclaimed Asphalt Pavement (RAP) Source and Virgin Binder Source on RAP Specifications and Balanced Mix Design. In Proceedings of the Association of Asphalt Paving Technologist (AAPT)—95th Annual Meeting, 14–16 September; 2020. Available online: https://www.asphalttechnology.org/ (accessed on 13 April 2021).
- Paliukaitė, M.; Vaitkus, A.; Zofka, A. Evaluation of bitumen fractional composition depending on the crude oil type and production technology. In Proceedings of the 9th International Conference on Environmental Engineering, Vilnius, Lithuania, 22–24 May 2014. [Google Scholar] [CrossRef] [Green Version]
- Giavarini, C. Stability of bitumens produced by thermal processes. Fuel 1981, 60, 401–404. [Google Scholar] [CrossRef]
- Speight, J.G. Visbreaking: A technology of the past and the future. Sci. Iran. 2012, 19, 569–573. [Google Scholar] [CrossRef] [Green Version]
- Giavarini, C.; Saporito, S. Oxidation of visbreaker bitumens. Fuel 1989, 68, 943–946. [Google Scholar] [CrossRef]
- Giavarini, C. Visbreaker and straight-run bitumens. Fuel 1984, 63, 1515–1517. [Google Scholar] [CrossRef]
- Hofko, B.; Cannone Falchetto, A.; Grenfell, J.; Huber, L.; Lu, X.; Porot, L.; Poulikakos, L.D.; You, Z. Effect of short-term ageing temperature on bitumen properties. Road Mater. Pavement Des. 2017, 18, 108–117. [Google Scholar] [CrossRef] [Green Version]
- Lolly, R.; Zeiada, W.; Souliman, M.; Kaloush, K. Effects of Short-Term Aging on Asphalt Binders and Hot Mix Asphalt at Elevated Temperatures and Extended Aging Time. EDP Sci. 2017, 07010, 1–17. [Google Scholar] [CrossRef]
- Khan, R.; Grenfell, J.; Collop, A.; Airey, G.; Gregory, H. Moisture damage in asphalt mixtures using the modified SATS test and image analysis. Constr. Build. Mater. 2013, 43, 165–173. [Google Scholar] [CrossRef]
- Mazzoni, G.; Bocci, E.; Canestrari, F. Influence of rejuvenators on bitumen ageing in hot recycled asphalt mixtures. J. Traffic Transp. Eng. (English Ed). 2018, 5, 157–168. [Google Scholar] [CrossRef]
- Bocci, E.; Mazzoni, G.; Canestrari, F. Ageing of rejuvenated bitumen in hot recycled bituminous mixtures: Influence of bitumen origin and additive type. Road Mater. Pavement Des. 2018, 20, S127–S148. [Google Scholar] [CrossRef]
- Behnood, A. Application of rejuvenators to improve the rheological and mechanical properties of asphalt binders and mixtures: A review. J. Clean. Prod. 2019, 231, 171–182. [Google Scholar] [CrossRef]
- Olard, F. and M.R.M. a; Di Benedetto, H. General “2S2P1D” Model and Relation Between the Linear Viscoelastic Behaviours of Bituminous Binders and Mixes. Road Mater. Pavement Des. 2003, 4, 185–224. [Google Scholar]
- Williams, M.L.; Landel, R.F.; Ferry, J.D. The Temperature Dependence of Relaxation Mechanisms in Amorphous Polymers and Other Glass-Forming Liquids. ournal Am. Chem. Soc. 1955, 77, 3701–3707. [Google Scholar] [CrossRef]
- Carpani, C.; Bocci, E.; Bocci, M. Rheological and performance characterisation of the bitumen recovered from different emulsions for cold mixtures. Road Mater. Pavement Des. 2021, 22, 214–231. [Google Scholar] [CrossRef]
- Graziani, A.; Mignini, C.; Bocci, E.; Bocci, M. Complex modulus testing and rheological modeling of cold-recycled mixtures. J. Test. Eval. 2019, 48, 120–133. [Google Scholar] [CrossRef]
- Rowe, G.M.; King, G.; Anderson, M. The Influence of Binder Rheology on the Cracking of Asphalt Mixes in Airport and Highway Projects. J. Test. Eval. 2014, 42, 1063–1072. [Google Scholar] [CrossRef]
- Menapace, I.; Garcia Cucalon, L.; Kaseer, F.; Arámbula-Mercado, E.; Epps Martin, A.; Masad, E.; King, G. Effect of recycling agents in recycled asphalt binders observed with microstructural and rheological tests. Constr. Build. Mater. 2018, 158, 61–74. [Google Scholar] [CrossRef]
- Kleiziene, R.; Panasenkiene, M.; Vaitkus, A. Effect of aging on chemical composition and rheological properties of neat and modified bitumen. Materials (Basel). 2019, 12, 4066. [Google Scholar] [CrossRef] [Green Version]
- Ogbo, C.; Kaseer, F.; Oshone, M.; Sias, J.E.; Martin, A.E. Mixture-based rheological evaluation tool for cracking in asphalt pavements. Road Mater. Pavement Des. 2019, 20, S299–S314. [Google Scholar] [CrossRef]
- Gergesovam, M.; Zupančič, B.; Saprunov, I.; Emri, I. The Closed Form t-T-P Shifting (CFS) Algorithm. J. Rheol. (N. Y. N. Y). 2011, 55, 1–16. [Google Scholar] [CrossRef]
- Sayegh, G. Viscoelastic Properties of Bituminous Mixtures. In Proceedings of the 2nd International Conference on Structural Design of Asphalt Pavements, Ann Arbor, MI, USA, 7–11 August 1967; pp. 743–755. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix Code | Virgin Bitumen | RAP Content [%] | Rejuvenating Agent | Mixing Temperature [°C] |
|---|---|---|---|---|
| 00RAP_VB_170 | Visbreaker | 0 | - | 170 |
| 50RAP_VB_170 | 50 | - | 170 | |
| 50RAP_VB_170 + A | 50 | A | 170 | |
| 50RAP_VB_170 + B | 50 | B | 170 | |
| 00RAP_VB_140 | 0 | - | 140 | |
| 50RAP_VB_140 | 50 | - | 140 | |
| 50RAP_VB_140 + A | 50 | A | 140 | |
| 50RAP_VB_140 + B | 50 | B | 140 | |
| 00RAP_SR_170 | Straight-run | 0 | 170 | |
| 50RAP_SR_170 | 50 | - | 170 | |
| 50RAP_SR_170 + A | 50 | A | 170 | |
| 50RAP_SR_170 + B | 50 | B | 170 | |
| 00RAP_SR_140 | 0 | - | 140 | |
| 50RAP_SR_140 | 50 | - | 140 | |
| 50RAP_SR_140 + A | 50 | A | 140 | |
| 50RAP_SR_140 + B | 50 | B | 140 |
| ID | Penetration at T = 25 ℃ [0.1 mm] | Softening Point [°C] | Retained Penetration after RTFOT [%] |
|---|---|---|---|
| VB | 62 | 50 | >50 |
| SR | 63 | 49 | >50 |
| ID | Density @ T = 20 °C [g/cm3] | Flash Point [°C] | Kinematic Viscosity @ T = 25 °C [mPa × s] |
|---|---|---|---|
| A | 0.80 | >150 | 45 |
| B | 0.93 | >295 | 98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prosperi, E.; Bocci, E.; Bocci, M. Effect of Bitumen Production Process and Mix Heating Temperature on the Rheological Properties of Hot Recycled Mix Asphalt. Sustainability 2022, 14, 9677. https://0-doi-org.brum.beds.ac.uk/10.3390/su14159677
Prosperi E, Bocci E, Bocci M. Effect of Bitumen Production Process and Mix Heating Temperature on the Rheological Properties of Hot Recycled Mix Asphalt. Sustainability. 2022; 14(15):9677. https://0-doi-org.brum.beds.ac.uk/10.3390/su14159677
Chicago/Turabian StyleProsperi, Emiliano, Edoardo Bocci, and Maurizio Bocci. 2022. "Effect of Bitumen Production Process and Mix Heating Temperature on the Rheological Properties of Hot Recycled Mix Asphalt" Sustainability 14, no. 15: 9677. https://0-doi-org.brum.beds.ac.uk/10.3390/su14159677