
Sustainable PV Module Design—Review of State-of-the-Art Encapsulation Methods


Institute for Technical Energy Systems (ITES), Bielefeld University of Applied Sciences, 33619 Bielefeld, Germany
*
Author to whom correspondence should be addressed.
Sustainability 2022, 14(16), 9971; https://0-doi-org.brum.beds.ac.uk/10.3390/su14169971
Submission received: 15 June 2022
/
Revised: 29 July 2022
/
Accepted: 9 August 2022
/
Published: 12 August 2022
(This article belongs to the Special Issue Renewable Energy Technologies and Environmental Impact Assessment)
Abstract
:In times of climate change and increasing resource scarcity, the importance of sustainable renewable energy technologies is increasing. However, the photovoltaic (PV) industry is characterised by linear economy structures, energy-intensive production, downcycling and little sustainability. One starting point for sustainable technologies is offered by the circular economy with its circular design principles. One problematic aspect of the design of crystalline PV modules is the encapsulation. In particular, the encapsulation avoids high-value recycling or the remanufacturing of modules, which could close loops and extend the lifetime of the products. For this reason, this paper provides an overview of the current state of encapsulation methods regarding production, materials and recycling. In addition, the current state of sustainability research in the photovoltaic sector is presented using the VOSviewer tool. Furthermore, alternative encapsulation technologies are discussed and compared in terms of performance and sustainability. The current encapsulation method using ethylene vinyl acetate as the encapsulation material offers major disadvantages in terms of performance and recyclability. Alternatives are the thermoplastic material polyolefin and the alternative structure of the NICE technology. Overall, however, research should focus more on sustainability and recyclability. Alternative module structures will be a decisive factor in this context.
1. Introduction
Renewable energy sources play a very important role in combating climate change [1]. A major pillar of renewable energy is photovoltaics with crystalline photovoltaic (PV) modules [2]. However, the technology does not only have advantages for the environment. A lot of energy and resources are needed to produce the modules [2]. Toxic materials such as lead that can harm the environment are used [2]. In addition, the PV industry operates within a linear economy [3]. Linear economy is the opposite of circular economy. Accordingly, resources are consumed for the production of products and are disposed at the end of the products’ useful life [4].
The idea of the circular economy is that every material or product can be used for something new at the end of its useful life, thus creating added value [4]. The materials circulate in technical and biological cycles [4]. Processes that can close the loop and extend the lifetime are recycling and second life mechanisms such as repair and reuse [4]. Currently, however, the techniques and business models in the PV industry are not sufficiently developed to maintain the quality of the materials and products [3]. Accordingly, in most cases the processes result in downcycling [3].
For this reason, holistic sustainable technologies are becoming increasingly important. An essential lever for a circular economy is the sustainable design of products [5]. About 70% of the environmental impact of a product is already caused in the design phase [6]. The government is also intervening at this point. The European Green Deal already makes clear the importance of decarbonising the energy system in order to achieve the climate targets [7]. In connection with the updated industrial strategy, ecodesign requirements for photovoltaic modules will be advanced, and an ecodesign label will be developed by 2023 [7]. Corresponding ecodesign regulations, which include the reparability and recyclability of products, were already introduced for selected electrical appliances in 2021 [8]. Comparable regulations for the photovoltaic industry do not currently exist. Incentives for sustainable design are therefore mainly limited to a sustainable image, which can be demonstrated, for example, through certifications such as the Cradle to Cradle Certificate [9].
PV modules are designed for a long service life and not for recycling or remanufacturing [3]. Ostfalia University of Applied Sciences has developed a guideline for the recycling-friendly and environmentally friendly construction of PV modules and has highlighted problematic aspects in the design [10]. Problems include the irreversible fixing of the frame, the poor recyclability of the junction boxes, the use of toxic materials such as lead-containing connections, a large mix of materials and, above all, the fusion of wafers with the ethylene vinyl acetate (EVA) film.
This paper addresses the problem of encapsulation and describes the state-of-the-art encapsulation methods. The status includes the production of modules with a focus on lamination, the properties of the standard encapsulation material EVA and the recycling of PV modules with a focus on delamination. This provides an initial classification of the environmental problems associated with the use of the laminating process. However, sustainability cannot be considered in isolation. In addition to sustainability, a competitive product must also fulfil the golden triangle of PV production (price, efficiency and performance) [11]. These aspects are therefore also included in this review. In addition, this paper presents the first alternative encapsulation methods designed to improve sustainability. This results in a recommendation for the use of encapsulation materials and corresponding research.
2. Relevance of Sustainability in Photovoltaic Research
In photovoltaic research, sustainability has so far played a subordinate role. To visualise this, 100,000 publications from the Web of Science were evaluated with the VOSviewer tool. VOSviewer is a tool developed by Nees Jan van Eck and Ludo Waltman at the Centre for Science and Technology Studies (CWTS) at Leiden University. The software tool can be used to construct and visualise bibliometric networks. Co-occurrence networks of important terms can be visualised with the text mining function [12].
In order to obtain the presented results with the VOSviewer tool, the following procedure was applied (VOSviewer version 1.6.16, Leiden University’s Centre for Science and Technology Studies (CWTS), Leiden, The Netherlands):
- Download abstracts and titles from the web of science with the search results of ‘photovoltaic’ (142,162 results). We proceeded using the 100,000 most recent publications.
- Create map based on text data (term map).
- Read data from bibliographic database files.
- Select web of science data.
- Title and abstract.
- Binary counting (only the presence or absence of a word matters not the number of the occurrences).
- Minimum number of occurrences (15).
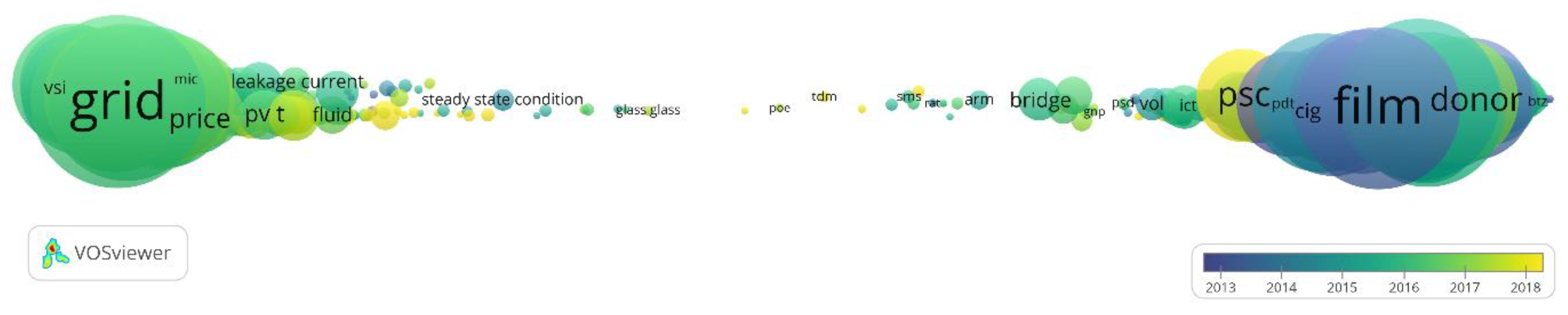
A search for ‘photovoltaic’ on the Web of Science returned 142,162 results, of which the 100,000 most recent were used for this study (28 February 2022). The titles and abstracts were exported and then analysed using the VOSviewer tool. The results are shown in Figure 1.
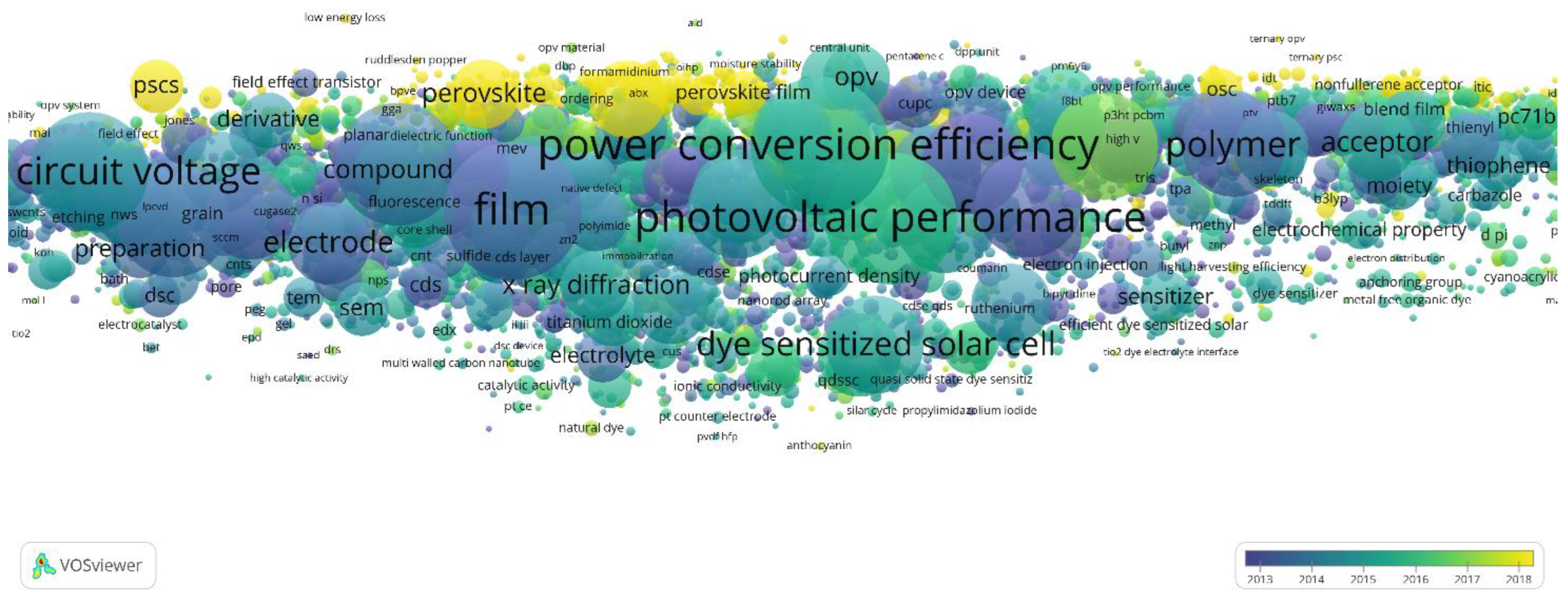
Two complex areas are the focus of the research. The left arm shows the term ‘grid’ and the right arm the term ‘film’ in its centre. The left part of the graph is about complex systems associated with photovoltaics, such as ‘grid’ (8531 occurrences), ‘battery’ (4187 occurrences), ‘inverter’ (4477 occurrences) or ‘maximum power point’ (2720 occurrences). This area is less relevant for the purpose of this review. The right arm can be seen in detail in Figure 2.
The right arm of the graph shows terms such as ‘power conversion efficiency’ (7408 occurrences), ‘photovoltaic performance’ (6807 occurrences), ‘open circuit voltage’ (5500 occurrences) or ‘film’ (7447 occurrences), which are all directly linked to photovoltaic module properties. The blue colour represents earlier publication years, while the yellow colour represents more current research topics. In Figure 2, most research topics are blue, but ‘perovskite’ (1894 occurrences) is yellow, indicating that this is one of the more recent publication topics.
Terms associated with sustainability are shown in Table 1.
Terms such as ‘recycling’ or ‘remanufacturing’ do not appear and are therefore not relevant in the history of photovoltaic research until today. Sustainability also plays an insignificant role when considering the results. Accordingly, sustainable module design does not play an important role either. However, it is conspicuous that polyolefin is already visible as a term in the middle of Figure 1. The encapsulation material is marked in yellow and is therefore of current interest.
3. Conventional Structure of c-Si Photovoltaic Modules
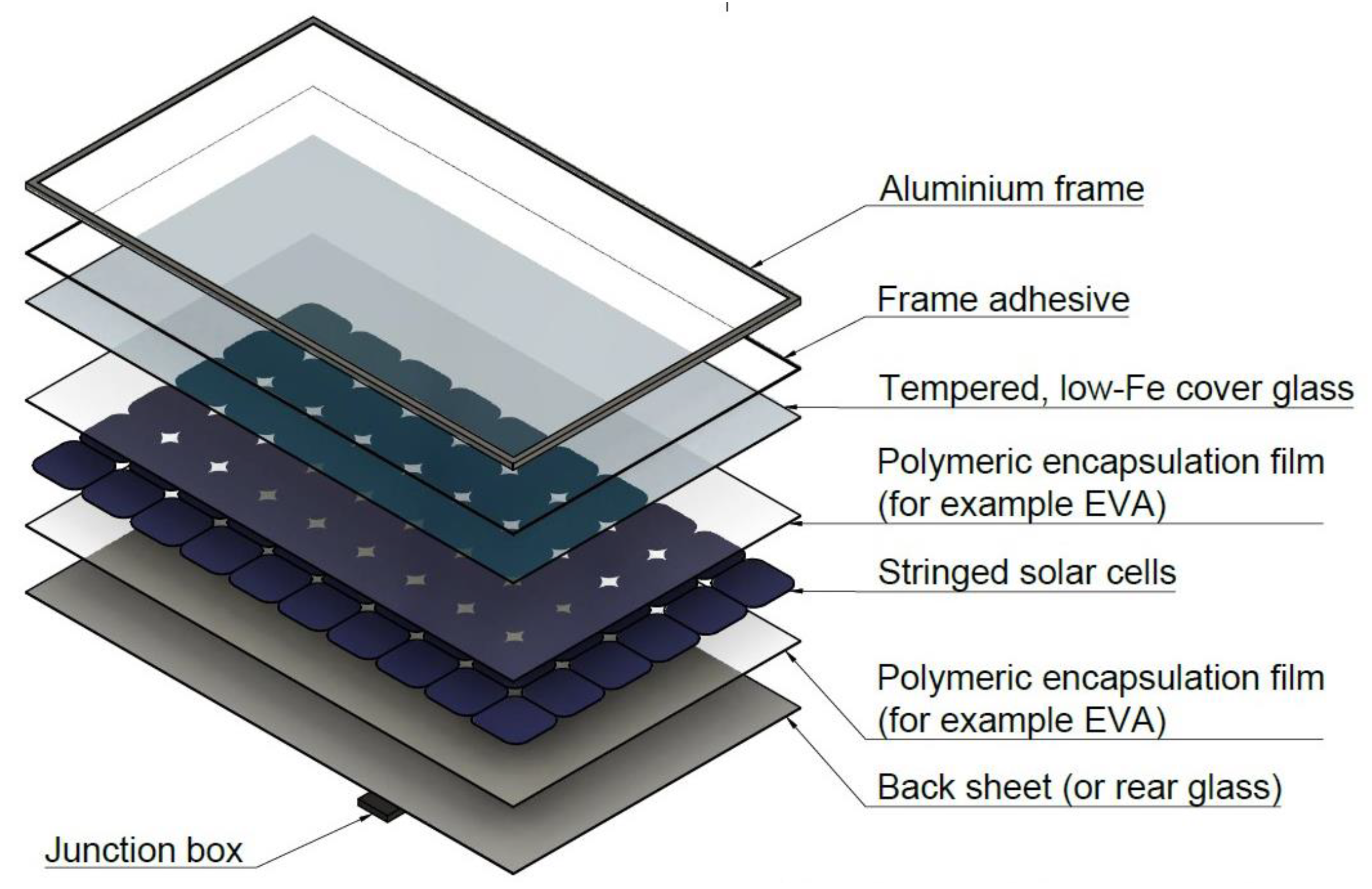
Most of crystalline-silicon (c-Si) photovoltaic modules are built according to a basic design. The core is formed by c-Si wafers, which are connected in series to form a cell string [2,13,14]. The interconnection is realised by a back and front contact grid on the cell surface made of silver, which are connected with lead–tin solder through copper busbars [2,13,14]. The layer of cells is encapsulated in two films of transparent polymer, usually EVA [2,13,14]. As an outer layer, a low-iron glass is applied on the upper side, and a multi-layer polymer acts as a back sheet on the lower side [2,13,14]. The back sheet provides electrical insulation and protection from ultraviolet (UV) radiation [13]. Instead of the backside film, which is mostly made of polyethylene terephthalate (PET) and polyvinyl fluoride (PVF), another glass sheet can be applied [13]. The second glass provides better mechanical stability and better sealing [2,13,14]. The components are optically and mechanically connected to each other by the encapsulation [2,13,14]. Finally, the module edge is sealed with a special adhesive, and an aluminium frame is attached [2,13,14]. However, glass–glass modules are usually frameless [13]. The junction box connects the individual strings in the module to two insulated cables on the outside [2,13,14].
Figure 3 shows a schematic illustration of the general structure of conventional c-Si PV modules.
To increase efficiency, new or improved technologies are being developed all over the world. However, in most cases this relates to the cell structure. For example, multijunction cells, half-cut cells, bifacial cells, heterojunction cells and passivated emitter and rear cells (PERC) have been developed [15]. In addition, the interdigitated back-contact structure can ensure more efficient contacting [15]. However, the innovative technologies have very little influence on the conventional structure in terms of encapsulation.
4. State-of-the-Art Production, Recycling and Reuse of c-Si Photovoltaic Modules
To understand the impact of encapsulation, this chapter describes the current state-of-the-art of crystalline photovoltaic module production, recycling and reuse. Production and recycling are the processes of the life cycle that are decisive for the environmental impact [16]. The reuse process is one way to extend the lifetime of the modules and therefore has a positive effect on the environmental impact [17].
4.1. Production
As described in the previous chapter, the individual cells are interconnected with the use of copper busbars. The stringed solar cells are then embedded in two encapsulation films, usually EVA. This is in turn enclosed by a glass plate and a back sheet or two glass plates. In order to connect the materials of the module sandwich and to produce a stable module composite, lamination is applied [18]. In most cases, a flat-bed laminator is used for this purpose [18]. The process steps of a lamination with a flat-bed laminator are described in the following according to Lange, Luo et al. [18]. First, the prepared module sandwich is placed on the heatable metal plates of the laminator, and the laminator is evacuated. By removing the air, bubble formation is prevented. Then the metal plates and therefore also the module components are heated to 150 °C. This process step softens the EVA encapsulation. It is important here that a homogeneous temperature profile is applied so that the encapsulation material can crosslink homogeneously.
In the final step, the upper chamber of the laminator is vented, and as a result the module composite is pressed by the flexible membrane, dividing the upper and lower chamber. Temperature and pressure must be kept constant during the entire process. In addition, the process variables must be ideally matched to each other so that the material crosslinks optimally and high quality can be achieved. This requires a lot of process experience. Following lamination, the frame is mounted, and the junction box is placed and fastened [2]. All the process steps described are fully automated in conventional production [2]. In summary, the environmentally critical aspects of production are energy consumption and the manufacture of a material composite.
4.2. Recycling
At the end of the life cycle of a photovoltaic module a possible recycling process takes place. The status of recycling technologies is described below with a focus on the delamination process.
In general, a distinction can be made between bulk recycling and high-value recycling [3]. For bulk recycling, only materials with large mass percentages are recycled. This includes, for example, the aluminium frame and the glass. For high-value recycling, on the other hand, all materials, for instance, silicon and silver, are recycled. Furthermore, a distinction can be made between downcycling and upcycling. Most of the existing processes only end in downcycling, which reduces the quality of the materials [19].
The recycling process basically consists of the removal of cables, junction box and frame; delamination; and further recycling of the individual materials [19,20]. However, both the general procedure and the individual process steps differ significantly depending on the process.
There are various procedures for delamination, which can be divided into mechanical, chemical and thermal processes [19,20]. Mechanical processes include shredding and crushing/milling. Pagnanelli, Moscardini et al. [21] describes, for example, shredding by two-rotor motors and hammer grinding. Alternatively, a triple shredding process can be used. These processes are similar to conventional glass recycling and are less suitable for upcycling [19]. The cryogenic process is the cooling of EVA to −196 °C and the subsequent removal by grinding machines [22]. Another possibility is the use of hydrothermal processes. Trina Solar describes a removal by hydrothermal subcritical conditions [19]. Mechanical methods also include cutting with a heated high-frequency knife, which is being implemented, for example, in the FRELP project and by the NPC Group [19,23,24].
Thermal processes include pyrolysis. In this process, the material is pyrolytically decomposed at 500 °C in an inert atmosphere [19,20]. Combustion can also be categorised as part of this processes [19,20].
The chemical processes refer to dissolution in an inorganic or organic solution. Examples are dissolution in nitric acid, trichloroethylene or toluol [19].
The thermal and chemical processes achieve a lower throughput than the mechanical processes. In addition, the consumption of resources is significantly higher. In contrast, the quality of the recycled material is much better [19]. The delamination process is critical for the quality of the subsequent recycling steps and is decisively influenced by the properties of the encapsulation material. The current design of the standard modules results in the fact that material of poor quality can be recovered with relatively little effort in bulk recycling and material of good quality can be recovered with great effort in high-value recycling.
The first resulting materials of recycling are the aluminium frame, cables and glass fragments. The aluminium can easily be fed into the aluminium-based industry and reused [3]. The copper of the cables can also be reused [3]. However, the glass fragments processed after delamination are not of sufficient quality for reuse in the photovoltaic or flat glass industry. Therefore, they are processed into low-quality products such as insulating materials [3]. However, if the glass sheets can be recovered in one piece during the delamination process, it is possible to reuse the materials in the photovoltaic industry, for example [25].
In high-value recycling processes, the silicon wafers and the metals contained are also recovered after delamination. The recovery of the silicon is realised by leaching or complex etching processes [19]. The company Rosi Solar, for example, offers a technical solution for this purpose [26]. The process is very complex [19,26]. However, only high-grade silicon can be returned to related industries [3,26]. In order to return metals such as silver, further chemical treatment is realised through electrolysis, metal substitution or precipitation [19]. The metals can be reused accordingly in the metal industry, but the recovery of the metals also requires a high effort [3,19].
The plastic mixtures obtained during recycling are highly contaminated and are therefore combusted [3]. Accordingly, they cannot be returned to industry as raw materials. When considering the reuse of the materials, it becomes clear that the plastic encapsulation not only makes the recycling of all materials more difficult but also cannot be recovered itself.
All in all, it is important to improve the recycling processes for EVA-encapsulated modules, as it will continue to dominate the market and represent the current standard of modules to be recycled (see chapter 5 and 6.1). In the long run, however, it is essential to change the design to enable economically feasible and easy-to-implement recycling.
4.3. Reuse and Repair
One way to extend the lifetime of photovoltaic modules is to reuse and repair them. For example, partial system damage or the dismantling of systems due to expiring subsidy programs result in intact modules that only have a reduced output due to their age. In this case, direct recycling is not the most sustainable approach [3]. In order to be able to use the modules again in European countries, extensive condition testing and recertification is necessary [3,27]. First technical implementations are offered here for example by the company 2ND LIFESOLAR [28]. Legally, however, this involves an increased risk and requires a sufficient number of defective modules to be economical [3]. An alternative to the reuse in European countries is the use of the modules for plants in developing countries. The end-of-life modules offer an affordable way to set up a power supply in these countries [29].
One step further than pure reuse is the repair of damaged photovoltaic modules. This step offers great potential. Experts of the CIRCUSOl project assume that 45% to 65% of defective modules could be repaired in the first 4 years of use [3]. The first companies are already offering services in this area. These include, for example, the companies pvXchange and Second Sol [30,31]. However, this is limited to the repair of defective bypass diodes, junction boxes, module frames, the module back sheet, module cables and solar connectors [31]. The repair of broken glass, defective solar cells, delamination or similar defects, is currently not possible [31]. A simple repair is just as difficult as recycling, especially due to the encapsulation of the modules. For example, to replace defective cells, the module has to be delaminated layer by layer without a damage [3,32]. However, such processes are very complex and are the subject of research (see chapter 4.2).
5. Standard Encapsulation Material Ethylene Vinyl Acetate
The standard encapsulation material used for photovoltaic modules is EVA. Due to its properties, EVA has been used since 1981, and currently modules with EVA have a market share of more than 80% [11].
EVA is a static copolymer of ethylene and vinyl acetate [33]. The acetate group impedes crystallisation of the material [33]. Accordingly, the vinyl acetate (VA) content determines the properties of the copolymer [33]. Up to a VA content of approx. 30%, the plastic has thermoplastic properties [33]. However, already from 20%, the elastomeric properties increase [33]. In general, the properties change as a function of the VA content as follows. For example, flexibility, stress crack resistance, transparency, density, weathering stability and radiation crosslink ability increase with increasing VA content [33]. As VA content increases, for example hardness, melting temperature and chemical resistance decrease [33].
EVA with a VA content of approx. 33% is used in photovoltaic modules [34]. In materials with a VA content of 30–40%, fully elastic properties occur [33]. The materials are soft, highly fillable and strength and adhesion are still very high [33]. Moreover, the transparency increases above a VA content of 30% [33]. Accordingly, a good compromise between optical transparency and mechanical stability is achieved in this range. EVA also has a high resistance to acids, alkalis, alcohols, hydrocarbons and hydrogen peroxides [33]. However, UV radiation can generally lead to discoloration [33].
Films with thicknesses of several tens of a millimetre are used in photovoltaic modules [18]. Additional additives are added to the pure EVA. These include thermo-oxidants, UV stabilisers, glass adhesive promoters, rheology modifiers and an initiator that starts the radical crosslinking of the EVA [18]. The softening point of the EVA material used is 60–80 °C [18]. Crosslinking of the material takes place at temperatures above 80 °C [18]. This converts the thermoplastic into a thermoset.
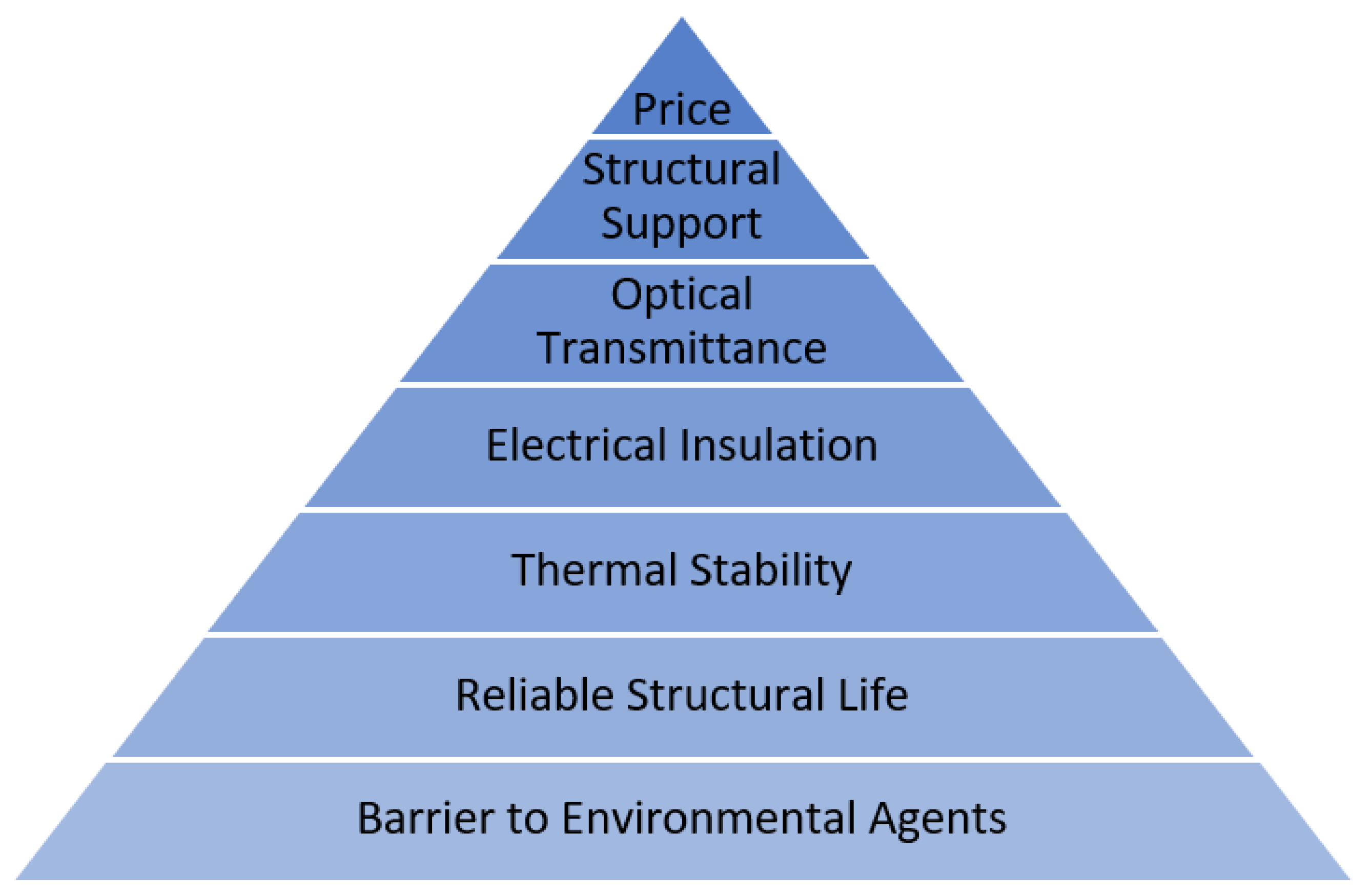
The encapsulation material has the most influence on time-dependent defects. Therefore, it must conform to many requirements. For example, Hayati Soloot et al. [11] has defined the criteria that the material must achieve, as shown in Figure 4.
The advantages of EVA encapsulation are low costs and good processability [11]. Moreover, it has good transparency and flexibility [11]. In addition, EVA has a low weight [11].
In general though, EVA is not stable against UV radiation, and discoloration can occur, so additives must be implemented [11,34]. More additives are needed to cause the crosslinking reaction [11,34]. Accordingly, additional chemicals must be used, which contaminate the material [11,34]. Moreover, EVA encapsulation favours aging processes, such as acetic acid formation, moisture penetration and degradation, and temperature-related changes [11,34]. These changes can lead to hot spots and generally cause a reduction in performance [11,34].
The disadvantages already show that EVA encapsulation is not an optimal solution regarding the degradation of the modules. In addition, EVA encapsulation makes the recycling process considerably more difficult, and potentially environmentally hazardous additives are used.
6. Opportunities to Replace EVA Encapsulation
For an optimised recycling process and the introduction of a circular economy in the PV sector, EVA encapsulation is fundamentally a problem. Furthermore, in terms of performance, the use of EVA encapsulation is not the optimal solution and requires an alternative.
There are two different ways to replace the EVA encapsulation. On the one hand, an alternative material is used. In this case, a distinction can be made between thermoplastics and elastomers. On the other hand, the complete structure of the module is changed.
6.1. Alternative Materials
First, the alternative materials are considered and compared with each other. Generally possible alternatives are the following materials [35]:
- Thermoplastic polyolefin (TPO);
- Polyvinyl butyral (PVB);
- Polyolefin elastomer (POE);
- Polyurethane (PU) casting resins;
- Thermoplastic polyurethane (TPU);
- Polyacrylate casting resins;
- Two-component silicones;
- Ionoplasts.
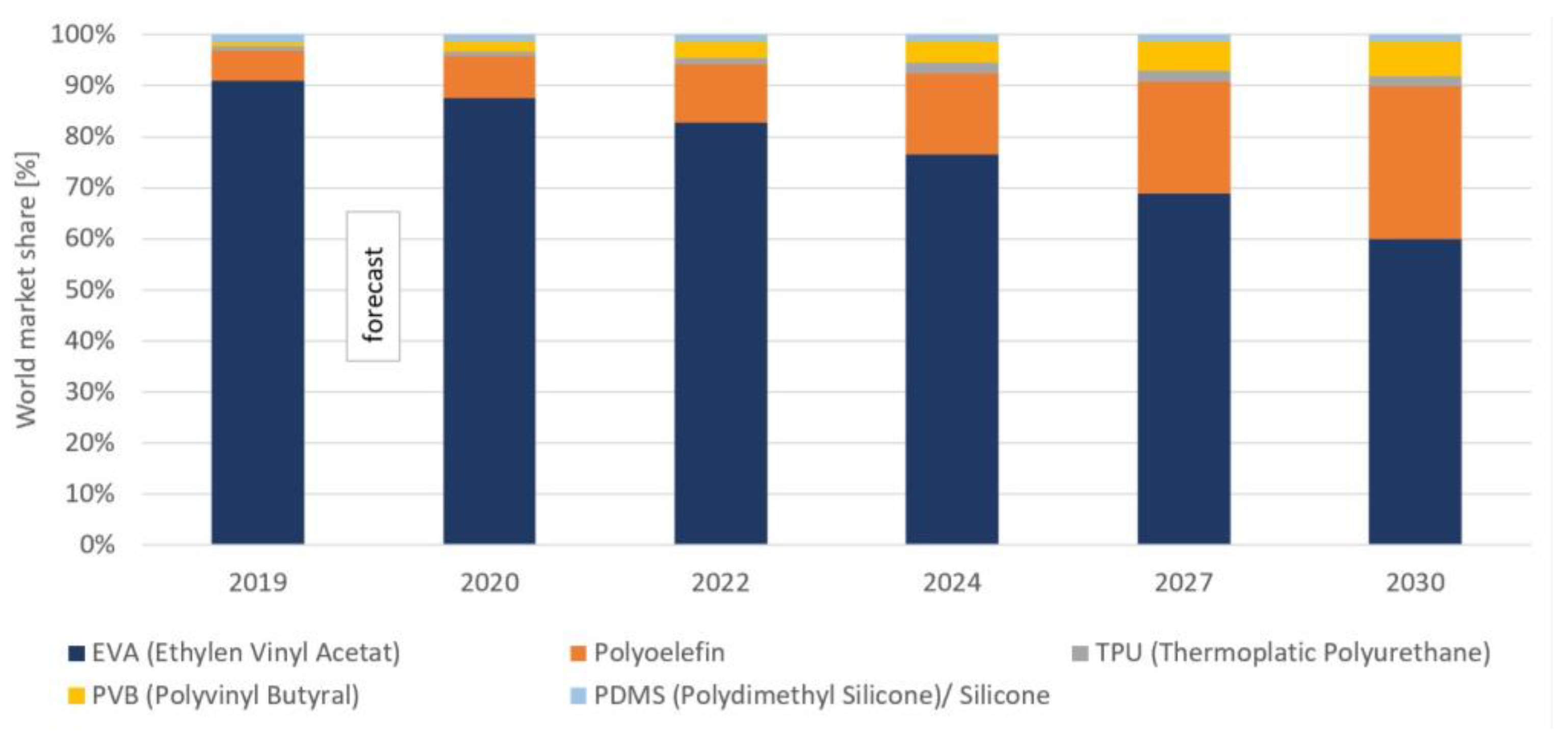
Some of these alternative materials are already being used in practice. Figure 5 provides a forecast of how the market shares of the encapsulation materials could develop. It shows that EVA encapsulation will continue to dominate the market. However, the share of TPO and PVB is increasing. In 2019, the market share of polyolefin was already about 6% [36].
On this basis, the focus is in the following placed on TPO, PVB and POE. The other materials mentioned above are not discussed in the literature in terms of a recycling-friendly design and are only very slightly established in the market. This is mainly caused by the higher prices [35]. However, for a complete overview, the properties of the materials silicone, polyurethane and ionoplasts will also be briefly discussed.
6.1.1. Polyolefin
TPO is a noncrosslinking thermoplastic encapsulation material. In principle, there are very few studies on the behaviour of TPO as an encapsulation material. Especially, long-term studies do not exist. However, Adothu, Costa et al. [37] provides a comparison of the properties of TPO and EVA. A fundamental advantage of TPO and thermoplastic materials is that the lack of crosslinking shortens the lamination time during production and saves energy and costs. Furthermore, no toxic additives, such as UV stabiliser or crosslinker, are needed. The study from Adothu, Costa et al. [37] also indicates that TPO has a better degradation behaviour than EVA. While EVA shows strong fluorescence in the centre of the module due to UV light-induced degradation, and the transmission spectrum changes significantly, TPO shows no fluorescence and only a slight yellow discolouration. For the tested modules with EVA encapsulation, a degradation of 2.7–7% can be observed due to degradation in humid heat. In the case of modules with TPO encapsulation, the reduction in performance is less than 5%. With TPO encapsulation, there is also no degradation due to the formation of acids and hydroxyl groups. Sommerling, Liu et al. [38] and Adothu, Bhatt et al. [39] confirm the results of the study.
Hayati Soloot et al. [11] also carried out an analysis of the requirement criteria for encapsulation materials and applied it to TPO in comparison to EVA. Quality characteristics for good encapsulation materials are high volume resistivity and low water vapour permeability. Here, TPO has significantly better characteristic values than EVA. The thermal stability of TPO is also better. The only disadvantage is a low glass transition temperature of TPO, which can lead to embrittlement and delamination at low temperatures. However, the temperature stability at high temperatures is significantly higher for TPO, and the adhesion is also much better [39].
Additionally, TPO is suitable for common recycling processes. Feldbacher et al. [40] even describes a better recyclability of TPO with relation to conventional processes. However, when using more environmentally friendly solvents in the recycling process, no advantage of TPO is apparent.
POE also belongs to the group of polyolefins. The characteristic difference is that the material is present as an elastomer. There are even fewer studies on POE as an encapsulation material than on TPO. Basically, a crosslinking reaction takes place with POE in the same way as with EVA, which requires additional energy and the use of additives. Compared to EVA, though, the gel formation time is significantly higher, and the curing time is comparable for EVA and POE [41]. In the encapsulated state, the adhesion of POE to the other module components is slightly greater than that of EVA [42]. However, this finding refers to a short-term study.
In the study of Sommerling, Liu et al. [38], a lower degradation of modules with POE compared to EVA encapsulations is found. After 2000 h of degradation in humid heat, EVA modules are found to have a 20% reduction in performance. With POE this is only 5–8%. This is due, among other things, to the absence of acetic acid formation in POE-encapsulated modules.
6.1.2. Polyvinyl Butyral
PVB is again a thermoplastic material without crosslinking. The resulting advantages and disadvantages are therefore comparable with those of TPO. Another advantage is that, similar to TPO, there is no degradation due to the formation of acetic acid [11]. Hayati Soloot et al. [11] also analysed the requirement criteria for PVB in their study. The important criteria volume resistance and water vapour permeability are worse for PVB than for EVA. However, the high glass transition temperature of PVB is a positive aspect. Other advantages are better UV stability and better adhesion [43]. The transparency of PVB is comparable to EVA [43].
Regarding recycling, the thermoplastic properties of PVB have a correspondingly positive effect. In addition, experience from the recycling of safety glass or laminated glass, such as used in windshields, can be transferred [44,45]. In this context, processes exist to recover PVB with a purity of 98% [46]. However, it should be noted that in the case of safety glass, contamination can only occur through glass. Moreover, it is possible to produce PV module encapsulation from recycled PVB of safety glass [46].
6.1.3. Silicones
Silicones were already used as encapsulation material at the beginning of the history of photovoltaic modules [47,48] since the robust properties of the material offer great advantages, especially for use in space applications [47]. However, in the process of commercialisation, the material mostly disappeared from the market, as it could not compete with EVA in terms of price [47]. Two-component silicones are used in photovoltaics. One component consists of a polymer matrix, and the second component consists of a curing agent and a low molecular weight crosslinking agent [47]. In principle, silicone gels or films are well suited for PV modules [47,48]. For films, the conventional delamination apertures can be used [48]. Module production with liquid silicones, on the other hand, is not well suited for mass production [48]. Special advantages of silicone encapsulation are high resistance to external influences such as high temperatures and UV radiation [47,48,49,50]. The high durability enables a wide range of applications, for example, also in solar radiation concentrators or solar tiles [49]. Overall, silicone-encapsulated modules have a very long lifetime [47,48,50]. This is mainly a result of the great resistance to corrosion and the low mechanical stress in the module [47]. Poulek, Strebkov et al. describes, for example, that after long-term tests over 50 years, only a performance degradation of 15% can be detected [47]. The long lifetime has a positive effect on the environmental impact of a module [47].
6.1.4. Polyurethane
Polyurethane is a versatile polymer and can be used for foams, coatings, vehicles and electronics, among others [51]. Photovoltaics also offers an area of application [51,52]. The properties of the plastic are comparable to conventional plastics such as polyvinyl chloride [52]. General properties are good temperature stability and resistance to abrasion, ozone and oxidation [51]. Water-based polyurethanes also have the properties of high transparency, wear resistance and good refinishing [51], whereas solvent-based polyurethanes have better water resistance and impact resistance [51]. Due to the functional groups of the material, the properties can be easily modified [51]. In addition, properties such as UV stability and water resistance can be improved by additives [51,52]. Furthermore, in recent developments, nanocomposite fillers, ionic conductors and accelerators have been used to further improve the properties [52]. What distinguishes the material is its greater environmental impact [51,52,53]. The material can basically be decomposed by hydrolysis, thermolysis, oxidation, photolysis or biodegradation [51]. However, the recyclability in the context of photovoltaic modules is not clear in the literature. A patent for a solar module with polyurethane embedding and its production shows that corresponding modules are feasible and simple production is possible [53]. However, long-term studies are not available.
6.1.5. Ionoplasts
Ionoplasts are also an alternative encapsulation material [35]. With regard to use in photovoltaic modules, however, the literature is very limited. In the area of interlayers of laminated glass, however, it is also mentioned as an alternative to EVA and PVB [54]. A particular advantage of ionoplasts is their strong mechanical stability or tear resistance [55]. This property can be an advantage for the durability of photovoltaic modules. However, the application in the photovoltaic sector needs to be further investigated.
6.1.6. Comparison of the Alternative Materials
Finally, the three alternative encapsulation materials TPO, POE and PVB are compared with EVA and with each other in Table 2 and Table 3. First, the advantages and disadvantages of the materials are generally compared. In Table 3, a qualitative comparison is additionally presented, based on the properties of the materials described above. The evaluation spectrum ranges from a very good (++++), good (+++) and neutral (++) to a poor evaluation (+). The requirements from Figure 2 are used as a basis. However, partial aspects were combined into degradation and the recyclability requirement was added.
Overall, a price advantage can be recorded for TPO and PVB due to the lower manufacturing costs. PEO does not have this advantage and is not yet sufficiently established on the market. Basically, a design change represents an investment effort in terms of changes in production. However, since the alternative materials are comparable to EVA in processing, the cost is lower than for a complete structural change. In terms of structural support and optical transmission, the materials are largely equivalent. In terms of degradation and therefore long-term performance, the alternative materials have a clear advantage over EVA. The recycling aspect is rather negative for all materials. The thermoplastics TPO and PVB are showing initial advantages over EVA.
6.2. Alternative Module Structure
Another possibility to improve the properties of the encapsulation is to change the structure.
6.2.1. Double Encapsulated Modules with a Release Layer
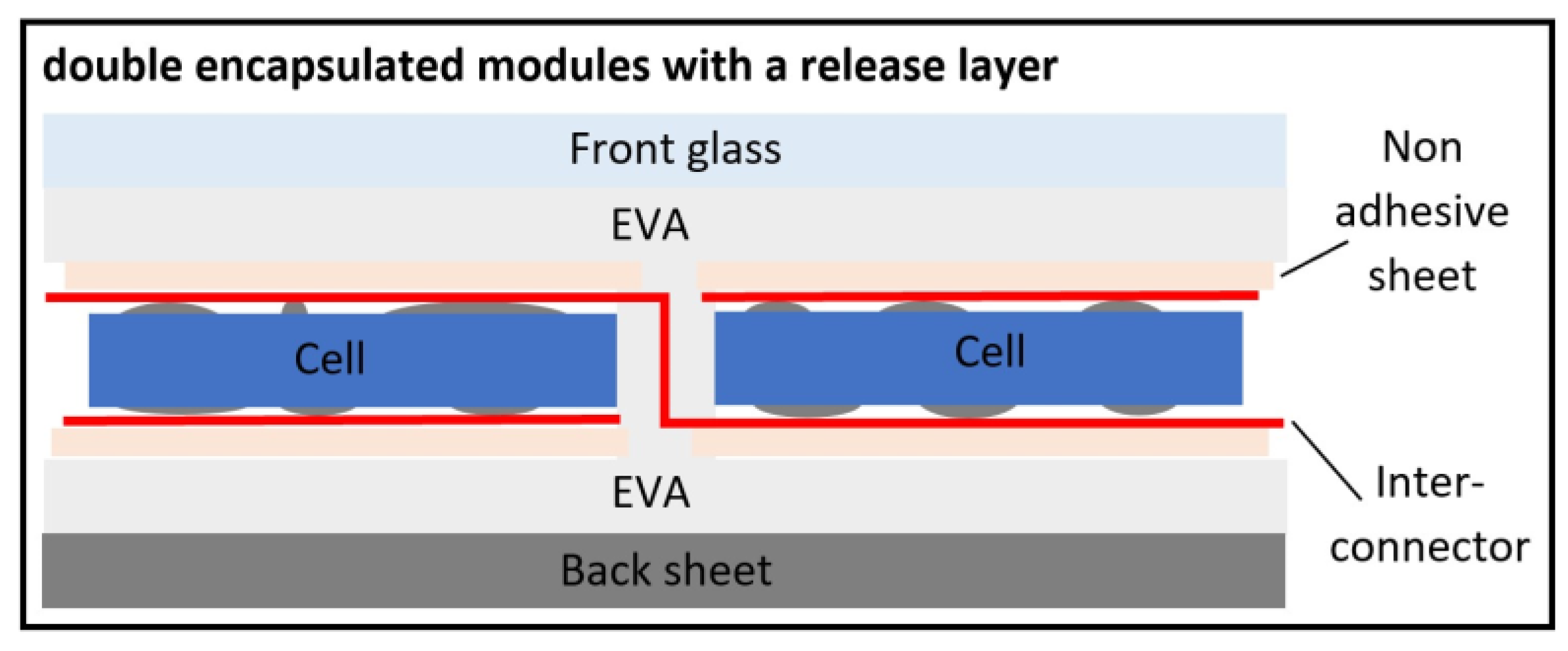
One solution is to use double encapsulated modules with a release layer. Doi et al. [56] presented this structure and evaluated its recyclability, optical characteristics and degradation. A transparent film is used that does not adhere to the PV cells. It is placed between the cells and EVA encapsulation. EVA encapsulation is also used in the spaces between the cells to fix them. PET is mentioned as the only suitable material because it can be easily removed from the cells and is transparent. Figure 6 shows the structure of double encapsulated modules with a release layer.
According to DOI et al. [56], tests with prototypes have shown that the cells can be easily recovered by using a knife to cut open the back of the module. However, the optical properties are worsened by the additional film. The transmission decreases by 3.7–4.2% in the test, and the reflection increases by 3.4–3.7%. Water resistance tests have also shown no significant changes due to the exposure. Only the cell series resistance increases. This is probably caused by the incomplete connections.
6.2.2. NICE Technology
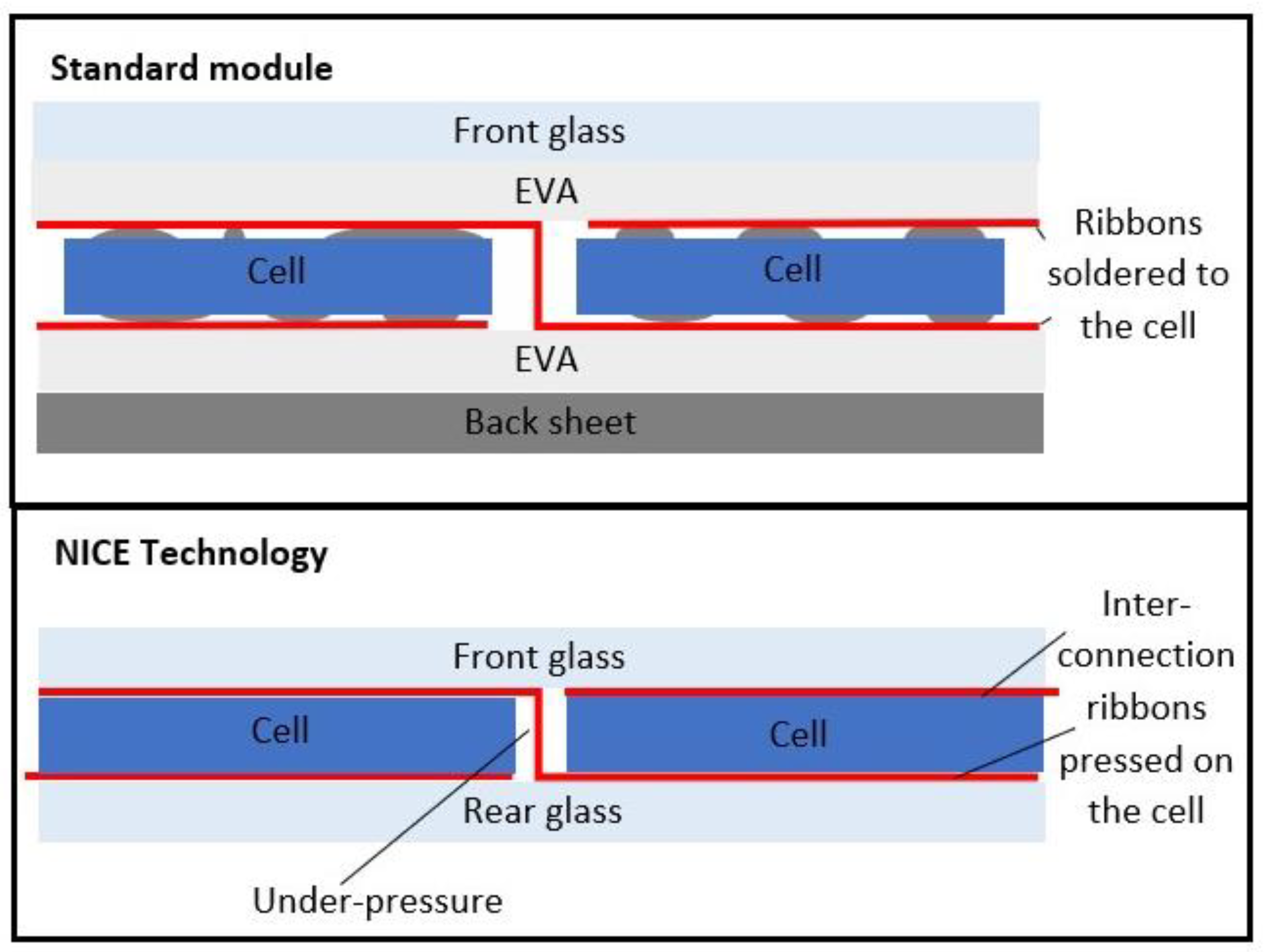
Another method under development and shortly before full market maturity is the replacement of the composite by a gas [57]. This concept called NICE technology is being developed by the company Apollon Solar [57]. The concept uses the proven sealing technology from the insulating glass industry [58]. Instead of the encapsulation material, nitrogen gas is used in the module [59]. The cells are enclosed by a front glass and a rear glass and attached to the rear glass together with the interconnection ribbons [59]. The module complex is sealed by a sealing made of polyisobutylene (PID) and an additional layer of silicone. The module is under negative pressure, which ensures the series connection between the cells and the metal contacts [58]. The NICE technology can be combined with all standard cell types, such as n-type cells [59,60]. Figure 7 shows the structure of the modules compared to the standard structure.
The technology has been under development since 2001 and has been continuously refined and tested until today [57]. The aim is to improve standard module technology and therefore increase sustainability and reduce costs [57,58]. Tests have shown that the modules have a low degradation and a high fill factor [58,61,62]. The module is also very resistant to moisture [58]. These results were confirmed in a long-term study over 3 years under real conditions [62]. Another advantage is that the technology allows the production of silver-free and solder-free modules without busbars [63]. In addition, no UV cut occurs due to the gas, and less mechanical stress occurs between the components due to the structure [59].
In addition to the performance, the recycling potential of the modules was also investigated [25]. The investigations have shown that the NICE technology enables more efficient and cheaper recycling. The front glass and the copper connections can be recovered in their entirety. The glass, for example, is suitable for reuse in the PV industry. Furthermore, there is no major contamination of the materials. The only problem is the separation of the components from the back.
6.2.3. Comparison of the Alternative Module Structures
A final comparison of the two technologies with standard EVA encapsulation is shown in Table 4 and Table 5. The procedure is the same as in chapter 6.1.6.
No precise statements can be made about the price advantages. However, it can be said that NICE technology is economically competitive with standard encapsulation. In general, however, a complete structural change represents a large investment in terms of changes or new set-ups in production. The NICE technology does not have any stability advantages. However, the additional film leads to a reduction in stability. The optical properties also decrease due to the additional film. Regarding degradation, the NICE technology offers added value, as the corresponding degradation processes do not occur with gas encapsulation. NICE technology also offers great added value in terms of recyclability.
7. Conclusions
The relevance of sustainability in the PV sector is increasing more and more. Especially, a sustainable design plays a decisive role for the implementation of a circular economy. The review showed that an encapsulation material must already meet a number of requirements to satisfy the economic and performance requirements. In this context, recyclability does not play a major role. The conventional structure in combination with the encapsulation material EVA is currently the most commonly used structure and will remain so in the future according to current forecasts. However, this is questionable regarding the disadvantages in recycling and reuse. In addition, alternatives are available even in terms of economic efficiency and performance. In the short term, the recycling of conventional EVA modules should be promoted and improved. In the long term, however, it is important to improve the design to enable economical and technically simple value creation processes such as recycling and reuse.
Among the alternative encapsulation materials, TPO is particularly promising. By using TPO, energy can be saved during production, and the performance of the modules can be improved. In addition, harmful additives can be avoided. Recycling with conventional processes is also easier than with EVA. However, in view of climate change and possible resource scarcity, this improvement does not seem sufficient. Encapsulation with gas, as in the case of NICE technology, offers significantly higher added value in recycling. The cost-effectiveness and improved performance of this technology have also been demonstrated in tests, enabling the technology to be realised. The NICE technology is consequently a first step in the direction of circular economy.
However, the review also highlighted the disadvantages of alternative designs of photovoltaic modules. The conversion in production can lead to high investment costs, and the processes must be optimised according to the new materials. Furthermore, no long-term studies exist to ensure that the alternative designs are durable.
Overall, however, the review shows that there is still considerable potential for improvement in encapsulation methods regarding the recyclability of PV modules and the circular economy. In the first step, alternative encapsulation materials such as TPO should be preferred over EVA and therefore be further established on the market. Moreover, other alternatives such as polyurethanes should be further investigated in photovoltaic applications. In the second step, an alternative module structure is recommended. In this context, NICE technology offers a first good alternative to the conventional structure. Further research should also focus on improving the entire structure of the modules to enable better recycling. A circular economy is only possible if high-quality materials can be recovered and returned to the cycle through efficient recycling processes. According to this review, this is not possible with the use of plastic encapsulation materials in conventional module structure.
Author Contributions
Conceptualisation, writing—original draft preparation, investigation, methodology, supervision, visualisation and data curation, A.K.S.; funding acquisition and project administration, A.K.S. and F.S.; formal analysis, writing—review and editing, A.K.S., F.S. and E.S.-H. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)-490988677 and Bielefeld University of Applied Sciences.
Data Availability Statement
The analysis of the publications refers to the 100,000 most recent publications from the Web of Science since February 2022 and was performed with the VOSviewer tool.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Baruch-Mordo, S.; Kiesecker, J.; Kennedy, C.M.; Oakleaf, J.R.; Opperman, J.J. Corrigendum: From Paris to practice: Sustainable implementation of renewable energy goals. Environ. Res. Lett. 2019, 14. [Google Scholar] [CrossRef]
- Mertens, K. Photovoltaik: Lehrbuch zu Grundlagen Technologie und Praxis. In Aktualisierte Auflage, 5th ed.; Carl Hanser Verlag: Munich, Germany, 2020. [Google Scholar] [CrossRef]
- Tsanakas, J.A.; Heide, A.; Radavičius, T.; Denafas, J.; Lemaire, E.; Wang, K.; Poortmans, J.; Voroshazi, E. Towards a circular supply chain for PV modules: Review of today’s challenges in PV recycling, refurbishment and re-certification. Prog. Photovolt. Res. Appl. 2020, 28, 454–464. [Google Scholar] [CrossRef]
- Ellen-MacArthur-Foundation. Towards the Circular Economy Vol.1: Economic and Business Rationale for an Accelerated Transition; Ellen MacArthur Foundation: Cowes, UK, 2013. [Google Scholar]
- Bressanelli, G.; Pigosso, D.C.; Saccani, N.; Perona, M. Enablers, levers and benefits of Circular Economy in the Electrical and Electronic Equipment supply chain: A literature review. J. Clean. Prod. 2021, 298, 126819. [Google Scholar] [CrossRef]
- Rebitzer, G. Integrating Life Cycle Costing and Life Cycle Assessment for Managing Costs and Environmental Impacts in Supply Chains. In Cost Management in Supply Chains; Seuring, S., Goldbach, M., Eds.; Physica-Verlag HD: Heidelberg, Germany, 2002; pp. 127–146. [Google Scholar] [CrossRef]
- European Commission. Ecodesign—European Commission to Examine Need for New Rules on Environmental Impact of Photovoltaics. Available online: https://ec.europa.eu/info/law/better-regulation/have-your-say/initiatives/12819-Ecodesign-European-Commission-to-examine-need-for-new-rules-on-environmental-impact-of-photovoltaics_en (accessed on 10 July 2022).
- European Commission. About the Energy Label and Ecodesign. Available online: https://ec.europa.eu/info/energy-climate-change-environment/standards-tools-and-labels/products-labelling-rules-and-requirements/energy-label-and-ecodesign/about_en (accessed on 10 July 2022).
- Michael, B. Cradle to Cradle®-Certification|Braungart.com. Available online: http://braungart.epea-hamburg.org/en/content/cradle-cradle%C2%AE-certification (accessed on 10 July 2022).
- Ostfalia—Fakultät Fahrzeugtechnik Institut für Recycling. Richtlinie zur Recycling- und Umweltgerechten Konstruktion von Photovoltaikmodulen; Ostfalia—Fakultät Fahrzeugtechnik Institut für Recycling: Wolfsburg, Germany, 2014. [Google Scholar]
- Hayati Soloot, H.E.; Hayati Soloot, A.; Moghadam, S. Multi-Criteria Analysis Method to Evaluate Different Encapsulation Materials for PV Modules and Proposing a Suitable Candidate. 8 pages. In Proceedings of the 38th European Photovoltaic Solar Energy Conference and Exhibition, Lisbon, Portugal, 6–10 September 2021; pp. 852–859. [Google Scholar] [CrossRef]
- van Eck, N.J.; Waltman, L. Software survey: VOSviewer, a computer program for bibliometric mapping. Scientometrics 2010, 84, 523–538. [Google Scholar] [CrossRef] [PubMed]
- Heath, G.A.; Silverman, T.J.; Kempe, M.; Deceglie, M.; Ravikumar, D.; Remo, T.; Cui, H.; Sinha, P.; Libby, C.; Shaw, S.; et al. Research and development priorities for silicon photovoltaic module recycling to support a circular economy. Nat. Energy 2020, 5, 502–510. [Google Scholar] [CrossRef]
- Padoan, F.C.; Altimari, P.; Pagnanelli, F. Recycling of end of life photovoltaic panels: A chemical prospective on process development. Sol. Energy 2019, 177, 746–761. [Google Scholar] [CrossRef]
- Ghosh, S.; Yadav, R. Future of photovoltaic technologies: A comprehensive review. Sustain. Energy Technol. Assess. 2021, 47, 101410. [Google Scholar] [CrossRef]
- Gerbinet, S.; Belboom, S.; Léonard, A. Life Cycle Analysis (LCA) of photovoltaic panels: A review. Renew. Sustain. Energy Rev. 2014, 38, 747–753. [Google Scholar] [CrossRef]
- Kim, B.; Azzaro-Pantel, C.; Pietrzak-David, M.; Maussion, P. Life cycle assessment for a solar energy system based on reuse components for developing countries. J. Clean. Prod. 2019, 208, 1459–1468. [Google Scholar] [CrossRef]
- Lange, R.F.M.; Luo, Y.; Polo, R.; Zahnd, J. The lamination of (multi)crystalline and thin film based photovoltaic modules. Prog. Photovolt. Res. Appl. 2011, 19, 127–133. [Google Scholar] [CrossRef]
- Deng, R.; Chang, N.L.; Ouyang, Z.; Chong, C.M. A techno-economic review of silicon photovoltaic module recycling. Renew. Sustain. Energy Rev. 2019, 109, 532–550. [Google Scholar] [CrossRef]
- Komoto, K.; Lee, J.S.; Wade, A.; Heath, G. Technology Trends in PV Module Recycling from Viewpoints of Patents and R&D Projects. 4 pages. In Proceedings of the 33rd European Photovoltaic Solar Energy Conference and Exhibition, Amsterdam, The Netherlands, 25–29 September 2017; pp. 1515–1518. [Google Scholar] [CrossRef]
- Pagnanelli, F.; Moscardini, E.; Granata, G.; Abo Atia, T.; Altimari, P.; Havlik, T.; Toro, L. Physical and chemical treatment of end of life panels: An integrated automatic approach viable for different photovoltaic technologies. Waste Manag. 2017, 59, 422–431. [Google Scholar] [CrossRef] [PubMed]
- Campana, G.; Howlett, R.J.; Setchi, R.; Cimatti, B. (Eds.) Sustainable Design and Manufacturing 2017. In Smart Innovation, Systems and Technologies; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Latunussa, C.E.; Ardente, F.; Blengini, G.A.; Mancini, L. Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Sol. Energy Mater. Sol. Cells 2016, 156, 101–111. [Google Scholar] [CrossRef]
- PV Panel Recycling Service|NPC Incorporated. Available online: https://www.npcgroup.net/eng/solarpower/reuse-recycle/recycle-service (accessed on 23 February 2022).
- Einhaus, R.; Madon, F.; Degoulange, J.; Wambach, K.; Denafas, J.; Lorenzo, F.R.; Abalde, S.C.; Garcia, T.D.; Bollar, A. Recycling and Reuse potential of NICE PV-Modules. In Proceedings of the 2018 IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC) (A Joint Conference of 45th IEEE PVSC, 28th PVSEC & 34th EU PVSEC), Waikoloa, HI, USA, 10–15 June 2018; pp. 561–564. [Google Scholar] [CrossRef]
- Rosi. ROSI|Return of Silicon. Available online: https://www.rosi-solar.com/ (accessed on 10 July 2022).
- Glatthaar, J.; Kamdje, E.; Barnikel, J.B.; Dax, M.; Schaub, V.; Stevens, H.G.; Jehle, B.; Ricklefs, U.; Stadlbauer, E.A.; Weigand, H. Development of a Modular Cradle to Cradle Process-Chain for c-Si-PV Panel Recycling. 5 pages. In Proceedings of the 33rd European Photovoltaic Solar Energy Conference and Exhibition, Amsterdam, The Netherlands, 25–29 September 2017; pp. 1528–1532. [Google Scholar] [CrossRef]
- 2ND LIFESOLAR. Qualitätsprüfung. Available online: https://2ndlifesolar.de/qualitaetspruefung (accessed on 6 July 2022).
- Ndzibah, E.; La Pinilla-De Cruz, G.A.; Shamsuzzoha, A. Collaboration towards value creation for end-of-life solar photovoltaic panel in Ghana. J. Clean. Prod. 2022, 333, 129969. [Google Scholar] [CrossRef]
- Solar Großhandel Photovoltaik Shop|pvXchange.com. Available online: https://www.pvxchange.com/ (accessed on 6 July 2022).
- SecondSol—The Photovoltaik Marketplace. Available online: https://www.secondsol.com/ (accessed on 6 July 2022).
- Schoden, F.; Detzmeier, J.; Schnatmann, A.K.; Blachowicz, T.; Schwenzfeier-Hellkamp, E. Investigating the Remanufacturing Potential of Dye-Sensitized Solar Cells. Sustainability 2022, 14, 5670. [Google Scholar] [CrossRef]
- Domininghaus, H.; Elsner, P.; Eyerer, P.; Hirth, T. Kunststoffe; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar] [CrossRef]
- Grabmayer, K. Physikalische Charakterisierung des Vernetzungsgrades von EVA Einbettmaterialien für Solarzellen. Masterarbeit; Montanuniversität Leoben: Leoben, Austria, 2009. [Google Scholar]
- Koll, B. Alternativen zu Ethylen-Vinyl-Acetat (EVA). In Ep Photovoltaik—7/8-2009—Modultechnik für Die Praxis; HUSS-MEDIEN GmbH: Berlin, Germany, 2009. [Google Scholar]
- Ulicná, S.; Sinha, A.; Miller, D.C.; Schelhas, L.T.; Owen-Bellini, M. Accelerating Aging of Encapsulants for Application in Glass/Glass PV Modules. In Proceedings of the 38th European Photovoltaic Solar Energy Conference and Exhibition, EU PVSEC, Lisbon, Portugal, 6–10 September 2021. [Google Scholar]
- Adothu, B.; Costa, F.R.; Mallick, S. Degradation Evaluation of Thermoplastic Polyolefin Encapsulant Used in c-Si PV Modules and Laminates. 9 pages. In Proceedings of the 38th European Photovoltaic Solar Energy Conference and Exhibition, Lisbon, Portugal, 6–10 September 2021; pp. 631–639. [Google Scholar] [CrossRef]
- Sommeling, P.M.; Liu, J.; Kroon, J.M. Post Mortem Analysis of Bifacial PV Modules Based on n-Type Crystalline-Si Cells Using Three Different Types of Encapsulants. 4 pages. In Proceedings of the 37th European Photovoltaic Solar Energy Conference and Exhibition, Lisbon, Portugal, 7–11 September 2020; pp. 1082–1085. [Google Scholar] [CrossRef]
- Adothu, B.; Bhatt, P.; Chattopadhyay, S.; Zele, S.; Oderkerk, J.; Sagar, H.P.; Costa, F.R.; Mallick, S. Newly developed thermoplastic polyolefin encapsulant—A potential candidate for crystalline silicon photovoltaic modules encapsulation. Sol. Energy 2019, 194, 581–588. [Google Scholar] [CrossRef]
- Feldbacher, S.; Dobra, T.; Mühlbacher, I.; Oreski, G.; Aarnio-Winterhof, M. Solubility of Solar Encapsulants—Improvement of Recycling Processes. In Proceedings of the 38th European Photovoltaic Solar Energy Conference and Exhibition, Lisbon, Portugal, 6–10 September 2021. [Google Scholar]
- Adothu, B.; Pugstaller, R.; Tiefenthaler, M.; Costa, F.R.; Mallick, S.; Wallner, G.M. Crosslinking Kinetics of Photovoltaic Module Encapsulants—Investigation of Selected EVA and POE Grades. 4 pages. In Proceedings of the 38th European Photovoltaic Solar Energy Conference and Exhibition, Lisbon, Portugal, 6–10 September 2021; pp. 779–782. [Google Scholar] [CrossRef]
- Thornton, P.; Tracy, J.; Roraff, P.; Roy Choudhury, K.; Dauskardt, R.H. Durability of Polyolefin Encapsulation in Photovoltaic Modules with SmartWire Technology. In Proceedings of the 2021 IEEE 48th Photovoltaic Specialists Conference (PVSC), Fort Lauderdale, FL, USA, 20–25 June 2021; pp. 1170–1172. [Google Scholar] [CrossRef]
- Allak, S.A.; Chabane, F.; Agroui, K.; Zabat, M.; Khen, A.; Arfi, W. Optical and thermal analysis of PVB encapsulant polymer doped with yellow 083 and orange 240 organic dyes for photovoltaic application. In Proceedings of the 2018 International Conference on Communications and Electrical Engineering (ICCEE), El Oued, Algeria, 17–18 December 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Tupy, M.; Mokrejs, P.; Merinska, D.; Svoboda, P.; Zvonicek, J. Windshield recycling focused on effective separation of PVB sheet. J. Appl. Polym. Sci. 2014, 131, 39879. [Google Scholar] [CrossRef]
- Šooš, Ľ.; Matúš, M.; Pokusová, M.; Čačko, V.; Bábics, J. The Recycling of Waste Laminated Glass through Decomposition Technologies. Recycling 2021, 6, 26. [Google Scholar] [CrossRef]
- Khouri, S.; Behun, M.; Knapcikova, L.; Behunova, A.; Sofranko, M.; Rosova, A. Characterization of Customized Encapsulant Polyvinyl Butyral Used in the Solar Industry and Its Impact on the Environment. Energies 2020, 13, 5391. [Google Scholar] [CrossRef]
- Poulek, V.; Strebkov, D.S.; Persic, I.S.; Libra, M. Towards 50years lifetime of PV panels laminated with silicone gel technology. Sol. Energy 2012, 86, 3103–3108. [Google Scholar] [CrossRef]
- Hara, K.; Ohwada, H.; Furihata, T.; Masuda, A. Durable crystalline Si photovoltaic modules based on silicone-sheet encapsulants. Jpn. J. Appl. Phys. 2018, 57, 27101. [Google Scholar] [CrossRef]
- Panchenko, V.; Izmailov, A.; Kharchenko, V.; Lobachevskiy, Y. Photovoltaic Solar Modules of Different Types and Designs for Energy Supply. Int. J. Energy Optim. Eng. 2020, 9, 74–94. [Google Scholar] [CrossRef]
- Beaucarne, G.; Dupont, A.; Puthenmadom, D.; Shephard, N.; Sample, T. Material study of photovoltaic modules with silicone encapsulation after long-term outdoor exposure. Sol. Energy Mater. Sol. Cells 2021, 230, 111298. [Google Scholar] [CrossRef]
- Si, P.; Zhao, B. Water-based polyurethanes for sustainable advanced manufacture. Can. J. Chem. Eng. 2021, 99, 1851–1869. [Google Scholar] [CrossRef]
- Xia, H.; Hashimoto, Y.; Ni, Q.-Q. Electrically Triggered Actuation of Plasticized Thermoplastic Polyurethane Gels. Macromol. Mater. Eng. 2016, 301, 864–869. [Google Scholar] [CrossRef]
- Harl-Heinz, D.; Hubert, E.; Christian, H.; Juergen, R.; Gunther, S.; Robert, E.; Michael, N.; Peter, S. Solarmodule mit Polyurethaneinbettung und ein Verfahren zu deren Herstellung. European Patent EP1225642A1, 24 July 2002. [Google Scholar]
- Sable, L.; Kinsella, D.; Kozłowski, M. Influence of EVA, PVB and Ionoplast Interlayers on the Structural Behaviour and Fracture Pattern of Laminated Glass. Int. J. Struct. Glass Adv. Mater. Res. 2019, 3, 62–78. [Google Scholar] [CrossRef]
- Zhang, X.; Shi, Y.; Hao, H.; Cui, J. The mechanical properties of ionoplast interlayer material at high strain rates. Mater. Des. 2015, 83, 387–399. [Google Scholar] [CrossRef]
- Doi, T.; Tsuda, I.; Sakuta, K.; Matsui, G. Development of a recyclable PV-module: Trial manufacturing and evaluation. In Proceedings of the 3rd World Conference on Photovoltaic Energy Conversion, Osaka, Japan, 11–18 May 2003; pp. 1952–1955. [Google Scholar]
- Monsite. Apollon Solar/Photovoltaic/Solar Silicon/Hydrogen/Lyon. Available online: https://en.apollonsolar.com/home (accessed on 25 February 2022).
- Saint-Sernin, E.; Einhaus, R.; Bamberg, K.; Panno, P. Industrialisation of Apollon Solar’s Nice Module Technology. 4 pages. In Proceedings of the 23rd European Photovoltaic Solar Energy Conference and Exhibition, Valencia, Spain, 1–5 September 2008; pp. 2825–2828. [Google Scholar] [CrossRef]
- Dupuis, J.; Saint-Sernin, E.; Nichiporuk, O.; Lefillastre, P.; Bussery, D.; Einhaus, R. NICE module technology—From the concept to mass production: A 10 years review. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012; pp. 3183–3186. [Google Scholar] [CrossRef]
- Madon, F.; Nichiporuk, O.; Einhaus, R.; Crampette, L.; Semmache, B.; Valette, L.; Charrier, V.; Damiani, B. NICE Module Technology Using Industrial n-Type Solar Cells without Front and Rear Busbars. 5 pages. In Proceedings of the 28th European Photovoltaic Solar Energy Conference and Exhibition, Villepinte, Frankreich, 1–3 October 2013; pp. 3149–3153. [Google Scholar] [CrossRef]
- Dupuis, J.; Saint-Sernin, E.; Bamberg, K.; Einhaus, R.; Pilat, E.; Vachez, A.; Bussery, D. IEC Certification and Extended Ageing Test of NICE Modules. 4 pages. In Proceedings of the 25th European Photovoltaic Solar Energy Conference and Exhibition/5th World Conference on Photovoltaic Energy Conversion, Valencia, Spain, 6–10 September 2010; pp. 4148–4151. [Google Scholar] [CrossRef]
- Madon, F.; Colin, H.; Sicot, L.; Lefillastre, P.; Degoulange, J.; Einhaus, R. Results from Extended Degradation and Outdoor Tests of NICE Modules. 4 pages. In Proceedings of the 31st European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 14–18 September 2015; pp. 2534–2537. [Google Scholar] [CrossRef]
- Reinwand, D.; Pysch, D.; Bay, N.; Burschik, J.; Kuehnlein, H.H.; Madon, F.; Einhaus, R.; Brand, A.; Arya, V.; Smith, B.; et al. All Copper NICE Modules. In Proceedings of the 2018 IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC) (A Joint Conference of 45th IEEE PVSC, 28th PVSEC & 34th EU PVSEC), Waikoloa, HI, USA, 10–15 June 2018; pp. 628–631. [Google Scholar] [CrossRef]
Figure 1.
Terms from titles and abstracts of photovoltaic papers visualised with the VOSviewer tool.
Figure 1.
Terms from titles and abstracts of photovoltaic papers visualised with the VOSviewer tool.

Figure 2.
Right arm of the results from the analysis of photovoltaic papers.

Figure 3.
Structure of conventional c-Si PV modules.

Figure 4.
Evaluation criteria for encapsulation materials.

Figure 5.
Forecasted market shares of various encapsulation materials based on [36].
Figure 5.
Forecasted market shares of various encapsulation materials based on [36].

Figure 6.
Structure of double encapsulated modules with a release layer.

Figure 7.
Structure of the NICE technology compared to the standard module design.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Terms with sustainability and sustainable.
| Term | Occurrence |
|---|---|
| sustainable development goal | 36 |
| sustainable future | 34 |
| energy sustainability | 31 |
| sustainable energy supply | 21 |
| sustainable growth | 19 |
| sustainable option | 19 |
Table 2.
Summarized advantages and disadvantages of EVA, TPO, POE and PVB.
| Encapsulation Material | EVA | TPO | POE | PVB |
|---|---|---|---|---|
| Advantage | State of the art, a lot of experience, low cost, good processing, good transparency and flexibility, low weight, high resistance to external influences | Thermoplastic (no crosslinking reaction, saves additives, energy and time), good transparency, high volume resistance and low water vapour permeability, good stability at high temperatures, better adhesion than EVA, lower degradation than EVA modules, better delamination properties than EVA modules | Good transparency, better adhesion than EVA, lower degradation than EVA modules | Thermoplastic (no crosslinking reaction, saves additives, energy and time), good transparency, good temperature stability, better adhesion than EVA, lower degradation than EVA modules, better delamination properties than EVA modules, recycling experience from glass recycling |
| Disadvantage | Poor recycling properties, use of additives, degradation processes (e.g., formation of acetic acid) | Less processing experience than with EVA modules, lower stability at low temperatures | Elastomer/thermoset (additives for crosslinking necessary, energy- and time-consuming production), less processing experience than with EVA modules, comparably poor delamination properties as EVA modules | Less processing experience than with EVA modules, low volume resistance and high water vapour permeability |
Table 3.
Qualitative comparison of the encapsulation materials EVA, TPO, POE and PVB.
| Encapsulation Material | EVA | TPO | POE | PVB |
|---|---|---|---|---|
| Price | +++ [11,36] | ++++ [36,37] | ++ [36] | ++++ [36,37] |
| Structural support | +++ [11,33] | +++ [11,39] | +++ [42] | +++ [43] |
| Optical transmission | +++ [11,33] | +++ [11] | +++ [41] | +++ [11,43] |
| Degradation | ++ [11,33,34,37] | +++ [11,37,38,39] | +++ [38] | +++ [11] |
| Recyclability | + [2,10,11,18,19,34] | ++ [2,37,40] | + [2,37,41] | ++ [2,37,44,45,46] |
Evaluation spectrum: very good (++++), good (+++), neutral (++) and poor (+) evaluation.
Table 4.
Summarized advantages and disadvantages of EVA encapsulation, NICE technology and released layer.
Table 4.
Summarized advantages and disadvantages of EVA encapsulation, NICE technology and released layer.
| Encapsulation Technology | EVA | NICE | Released Layer |
|---|---|---|---|
| Advantage | State of the art, a lot of experience, low cost, good processing, good transparency and flexibility, low weight, high resistance to external influences | Enables more efficient and cost-effective recycling, lower degradation than EVA modules, high fill factor, enables production of silver- and solder-free modules without busbars, no UV cut, less mechanical stress | Easier delamination, comparable stability |
| Disadvantage | Poor recycling properties, use of additives, degradation processes (e.g., formation of acetic acid) | Not yet industrial scale, significantly changed manufacturing process compared to the state of the art | Poor optical properties, poor module efficiency |
Table 5.
Qualitative comparison of EVA encapsulation, NICE technology and released layer.
| Encapsulation Technology | EVA | NICE | Released Layer |
|---|---|---|---|
| Price | +++ [11] | N/A | N/A |
| Structural support | +++ [11,33] | +++ [59] | ++ [56] |
| Optical transmission | +++ [11,33] | +++ [59] | + [56] |
| Degradation | ++ [11,33,34,37] | +++ [58,61,62] | +++ [56] |
| Recyclability | + [2,10,11,18,19,34] | +++ [25] | ++ [56] |
Evaluation spectrum: good (+++), neutral (++) and poor (+) evaluation.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Schnatmann, A.K.; Schoden, F.; Schwenzfeier-Hellkamp, E. Sustainable PV Module Design—Review of State-of-the-Art Encapsulation Methods. Sustainability 2022, 14, 9971. https://0-doi-org.brum.beds.ac.uk/10.3390/su14169971
AMA Style
Schnatmann AK, Schoden F, Schwenzfeier-Hellkamp E. Sustainable PV Module Design—Review of State-of-the-Art Encapsulation Methods. Sustainability. 2022; 14(16):9971. https://0-doi-org.brum.beds.ac.uk/10.3390/su14169971
Chicago/Turabian StyleSchnatmann, Anna Katharina, Fabian Schoden, and Eva Schwenzfeier-Hellkamp. 2022. "Sustainable PV Module Design—Review of State-of-the-Art Encapsulation Methods" Sustainability 14, no. 16: 9971. https://0-doi-org.brum.beds.ac.uk/10.3390/su14169971
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.