1. Introduction
Selective catalytic reduction (SCR) catalyst is used in power plants, incineration plants and vehicles for the conversion of nitrogen oxide (NO
x) gas to nitrogen (N
2) gas. This NO
x gas is one of the major causes of particulate matter smaller than 2.5 micron (PM 2.5) that threatens public health [
1,
2]. For the prevention of the harmful effect of NO
x gas, governments around the world have been strengthening related legislations and policies to control the emission of NO
x gas from the stationary sources and automobiles [
3]. As a result, attention is drawn to the importance of the use of SCR catalyst and the volume installed will increase in the future.
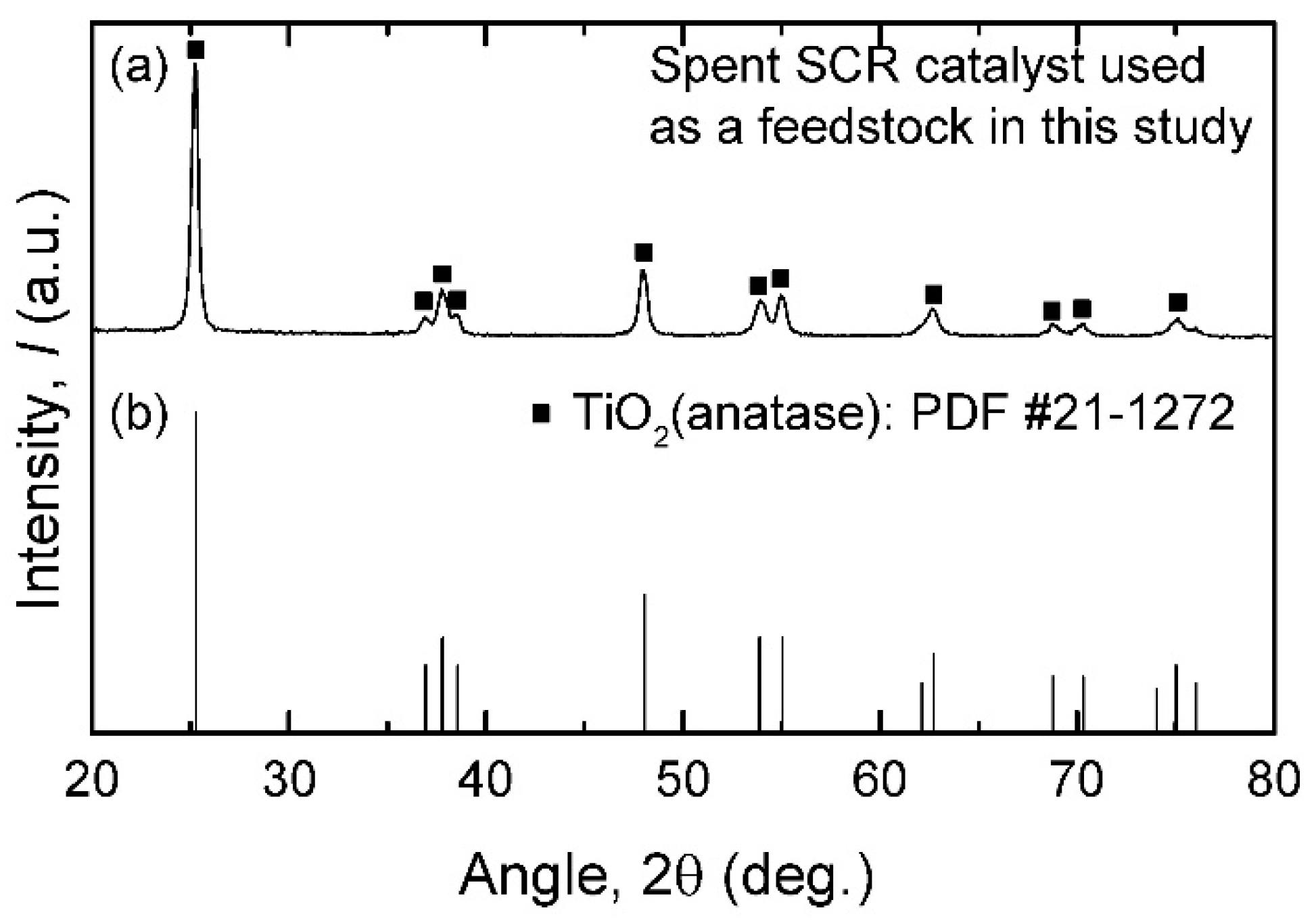
Among the several types of SCR catalysts, vanadium pentoxide (V
2O
5)-tungsten trioxide (WO
3)/titanium dioxide (TiO
2) catalyst is the most commonly used in industries owing to the high conversion rate of NO
x gas, durability, sulfur endurance and wide temperature range for operation [
4,
5]. The compositions for the SCR catalyst are 0.5 mass %–1.5 mass % of V
2O
5, 7 mass %–10 mass % of WO
3 and 70 mass %–80 mass % of TiO
2 [
4,
6]. Among these components, V
2O
5 is used for catalytic reactions and WO
3 and TiO
2 are used as the catalytic promoter and supporting material, respectively [
5].
When the catalytic performance of the installed SCR catalyst is decreased, regeneration of the spent catalyst is carried out for the recovery of its catalytic performance. However, it is difficult to prevent the decrease in the catalytic performance. As a result, a large amount of the spent SCR catalyst that cannot be regenerated further is discarded from plants. Moreover, the amount of the discarded spent SCR catalyst has increased owing to the increased volumes of installation in factories. For example, in South Korea, 11,000 tons of spent SCR catalyst were generated in 2014 [
7].
Unfortunately, most of the spent SCR catalyst generated in South Korea is discarded in a landfill, although it contains valuable elements. Moreover, the landfill of the spent SCR catalyst costs because it contains hazardous materials such as vanadium (V). Therefore, the development of a cost-effective and environmentally-friendly method for the recycling of spent SCR catalyst is necessary for the recovery of the valuable elements as well as for environmental preservation by decreasing the amount of the spent catalyst discarded in landfills.
Several studies have been conducted for the recovery of V and tungsten (W) from a spent SCR catalyst. Soda-roasting and water leaching [
8], pressure leaching [
9,
10] or alkaline leaching [
11,
12] are employed to extract V and W from a spent SCR catalyst. It is, however, worth noting that about 70–80% of the amount of a spent SCR catalyst feed processed will be generated as a waste if only V and W are recovered. Therefore, it is important to recover titanium (Ti) as well as V and W when the recycling of a spent SCR catalyst is taken into consideration.
However, the recovery of Ti from a spent SCR catalyst is seldom reported although the methods for the extraction of Ti from ores or slags were investigated for the production of TiO
2 [
13,
14,
15,
16]. Recently, Moon et al. reported the method that is characterized by soda-melting, water/hydrochloric acid (HCl) leaching, desilication and hydrolysis in order to recover Ti as well as V and W [
13,
14]. The results showed that TiO
2 with a purity of 99.6–99.9% was obtained using a spent SCR catalyst. This study demonstrated the feasibility of the recycling of a spent SCR catalyst by lab-scale experiments.
In spite of the importance of recycling a spent SCR catalyst, there is no commercial plant for the recycling of a spent SCR catalyst in the world, as per the authors’ knowledge, although desulfurization and automotive catalysts are commercially recycled. When the amount and environmental concerns of spent SCR catalyst discarded in the future are considered, the establishment of a cost-effective commercial recycling process for spent SCR catalyst will be recognized as an urgent issue and will become a vital concern in the near future.
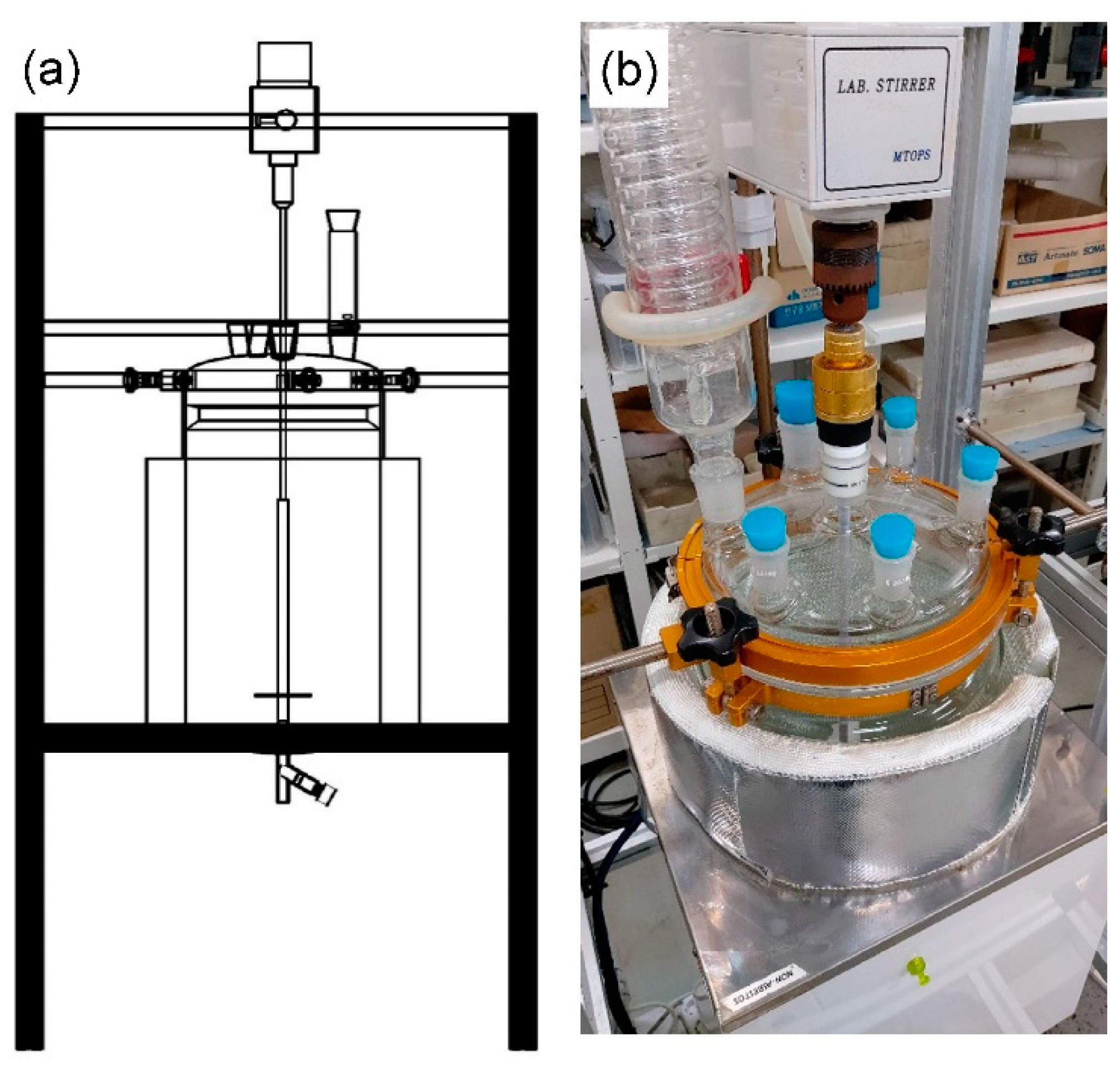
At the Korea Institute of Geoscience and Mineral Resources (KIGAM), there has been progress in the development of a recycling process using a spent SCR catalyst since 2011. Recently, beyond the lab-scale experiments, the feasibility study of semi-pilot and pilot plants was carried out and a commercial plant for processing 3000 ton/year of the spent SCR catalyst generated from power plants is under construction in South Korea.
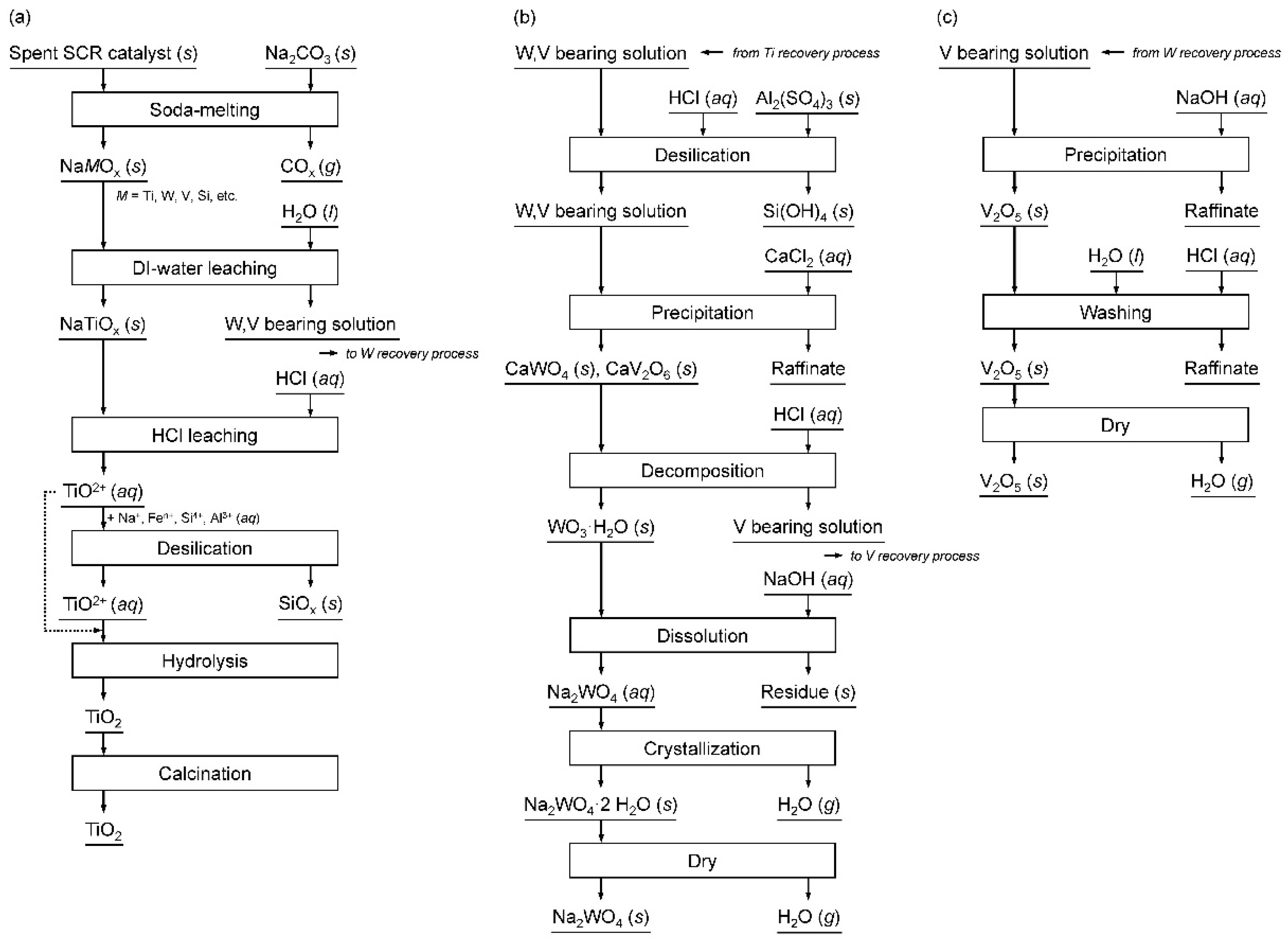
Figure 1a–c show the process flowchart for the spent SCR catalyst recycling process. This process aims to produce sodium tungstate (Na
2WO
4) with a purity of more than 99%, V
2O
5 with a purity of more than 98% [
17] and TiO
2 with a purity of more than 99% [
18]. In this paper, the developed recycling process for the production of Na
2WO
4, V
2O
5 and TiO
2 using the spent SCR catalyst feed will be discussed. When the recycling of a spent SCR catalyst is commercially carried out in South Korea, the decrease in environmental burdens and the increase in security of resources via the recovery of valuable elements are expected.
4. Conclusions
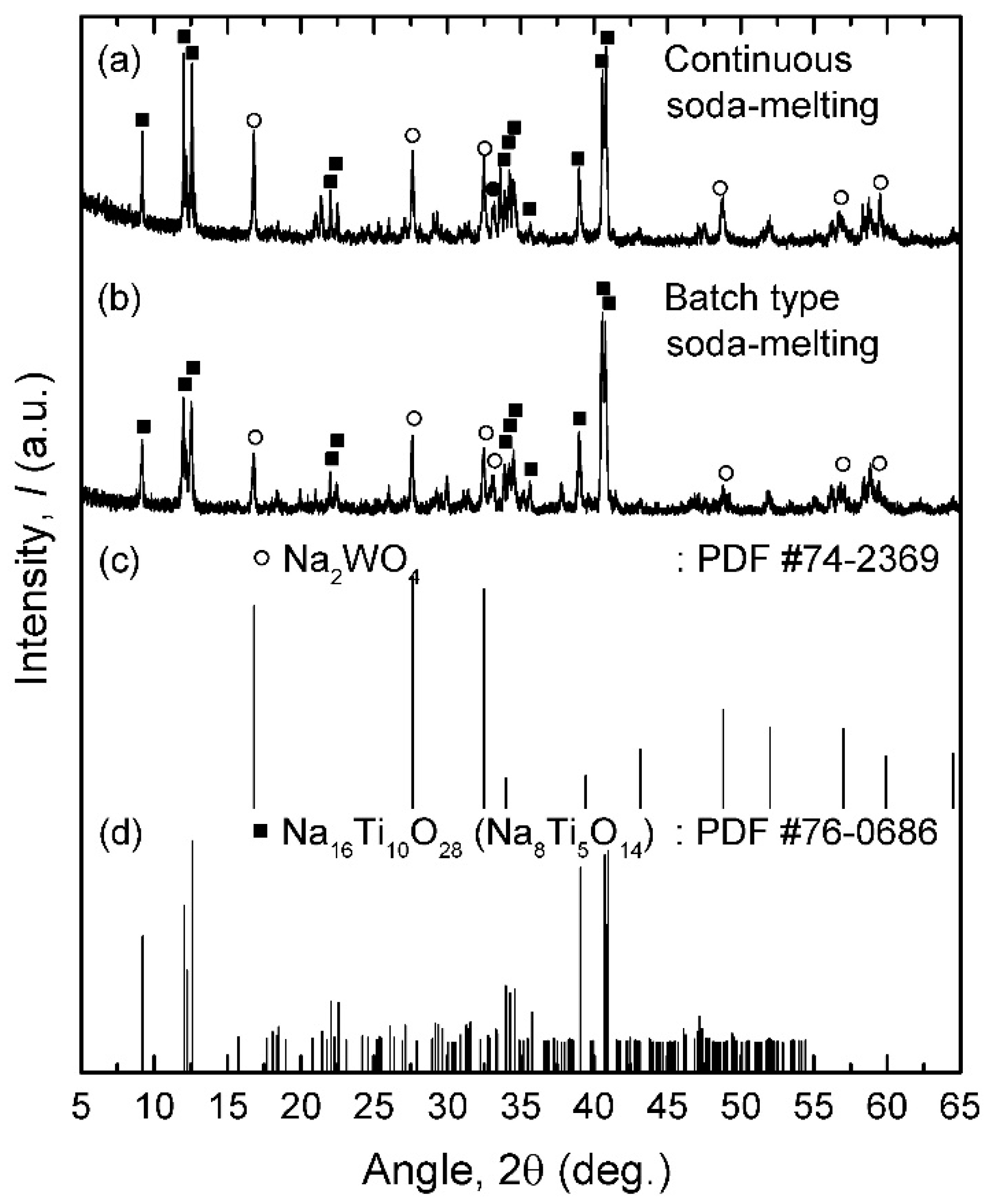
In order to recover valuable elements such as W, V and Ti from a spent SCR catalyst, the effective process was developed by the combination of soda-melting and hydrometallurgical treatments. Through the soda-melting of a spent SCR catalyst at 1273 K and water leaching at 353 K, W and V were separated from Ti.
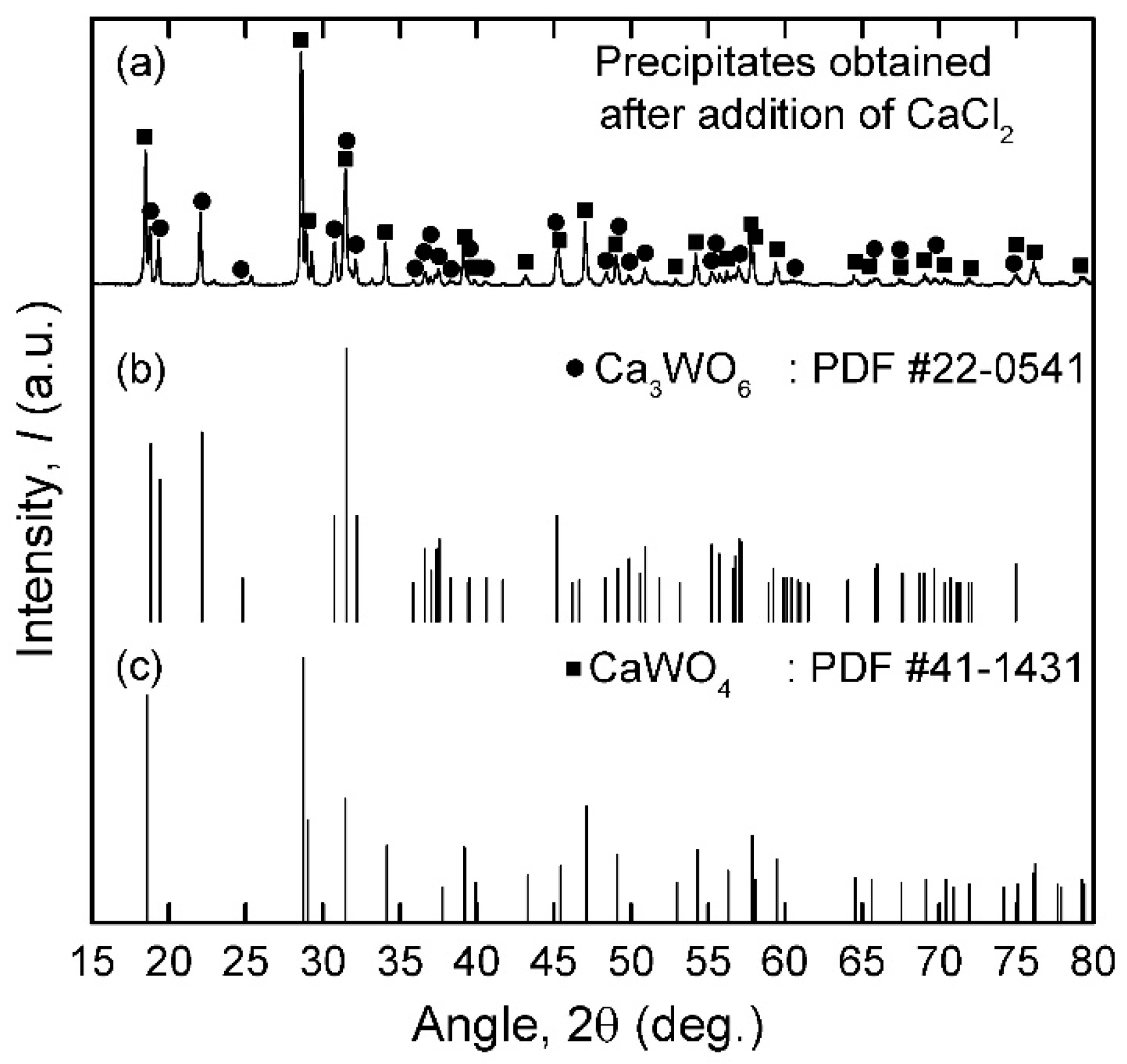
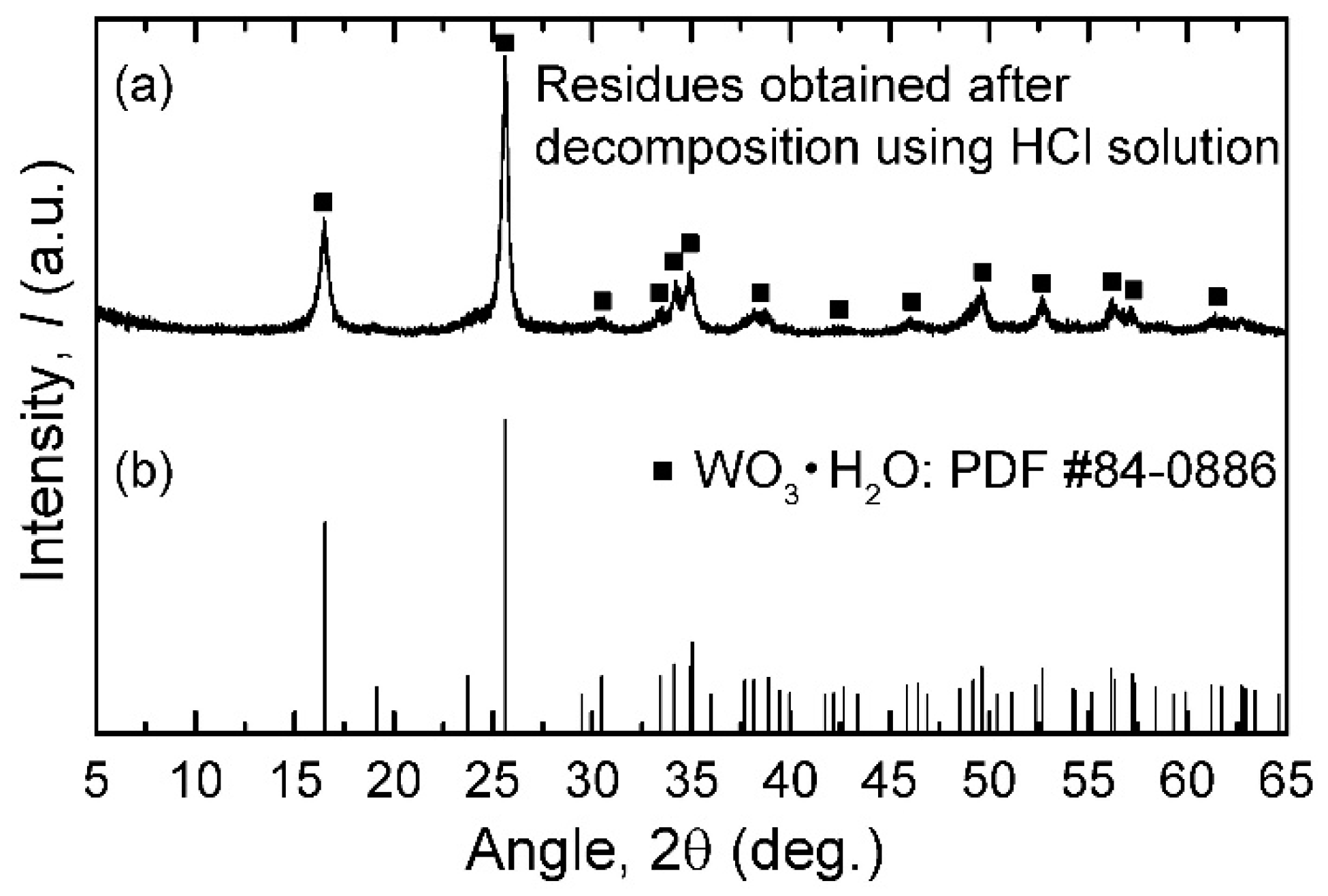
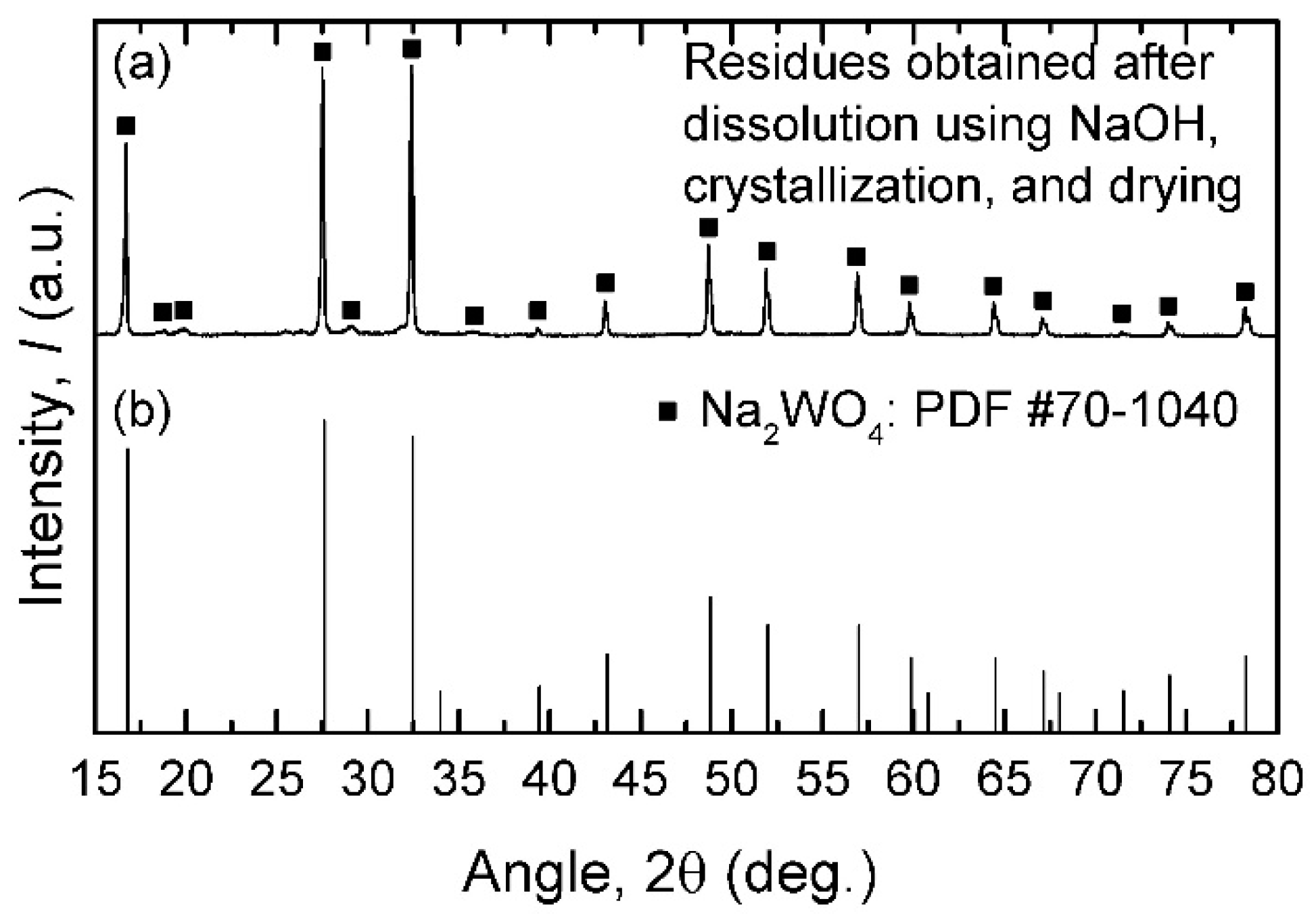
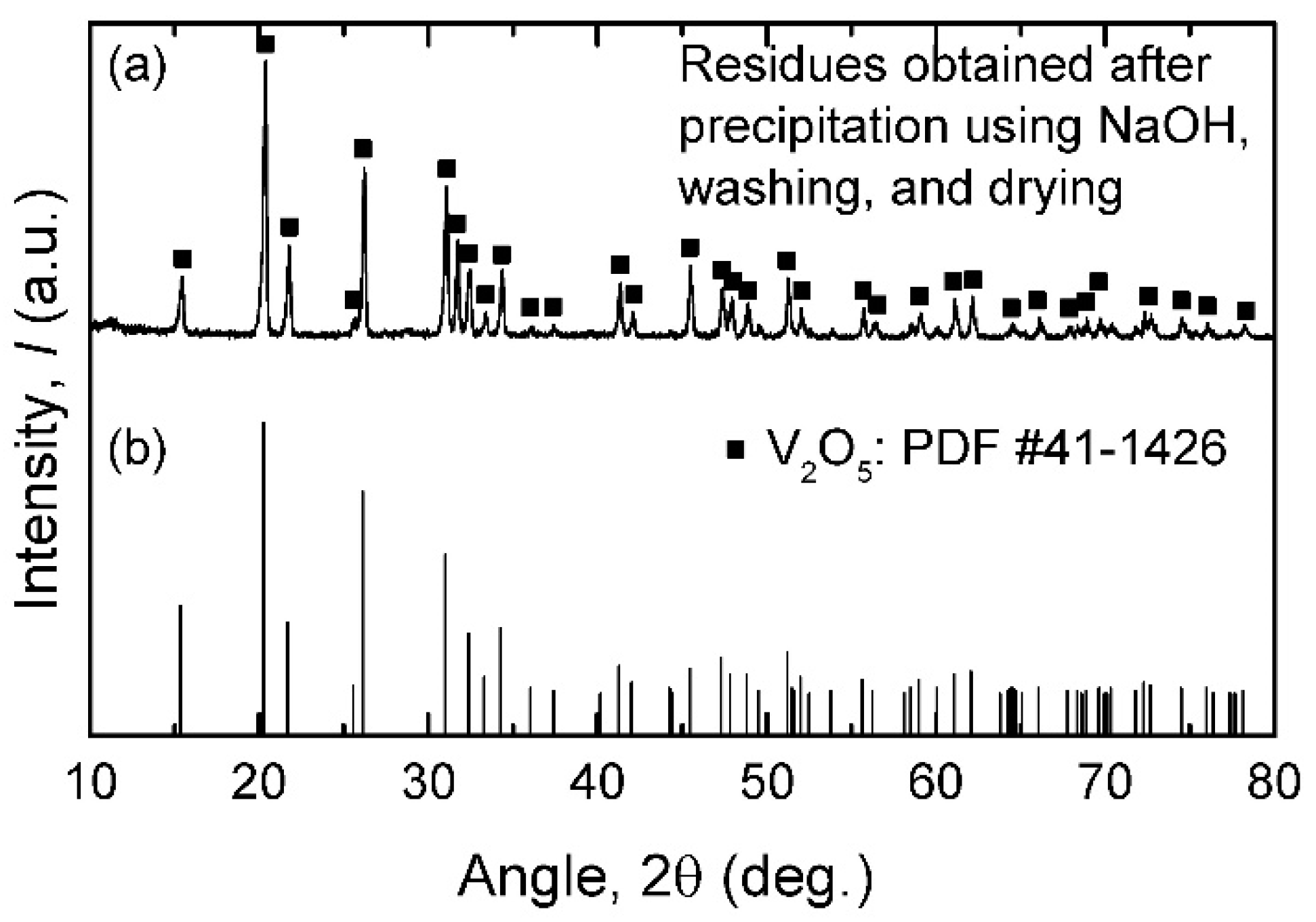
Desilication, precipitation using CaCl2 and decomposition of W and V precipitates using HCl solution were carried out to separate W as H2WO4 in a form of solid from V ion in the leaching solution obtained after the decomposition. Na2WO4 with a purity of 99.3% was produced via dissolution of H2WO4 using NaOH, crystallization and drying. In addition, V2O5 with a purity of 99.3% was produced through the precipitation of V bearing solution using NaOH, washing and drying. The overall recovery yields for V and W were calculated 91.6% and 94.1%, respectively, by the pilot-scale experiments.
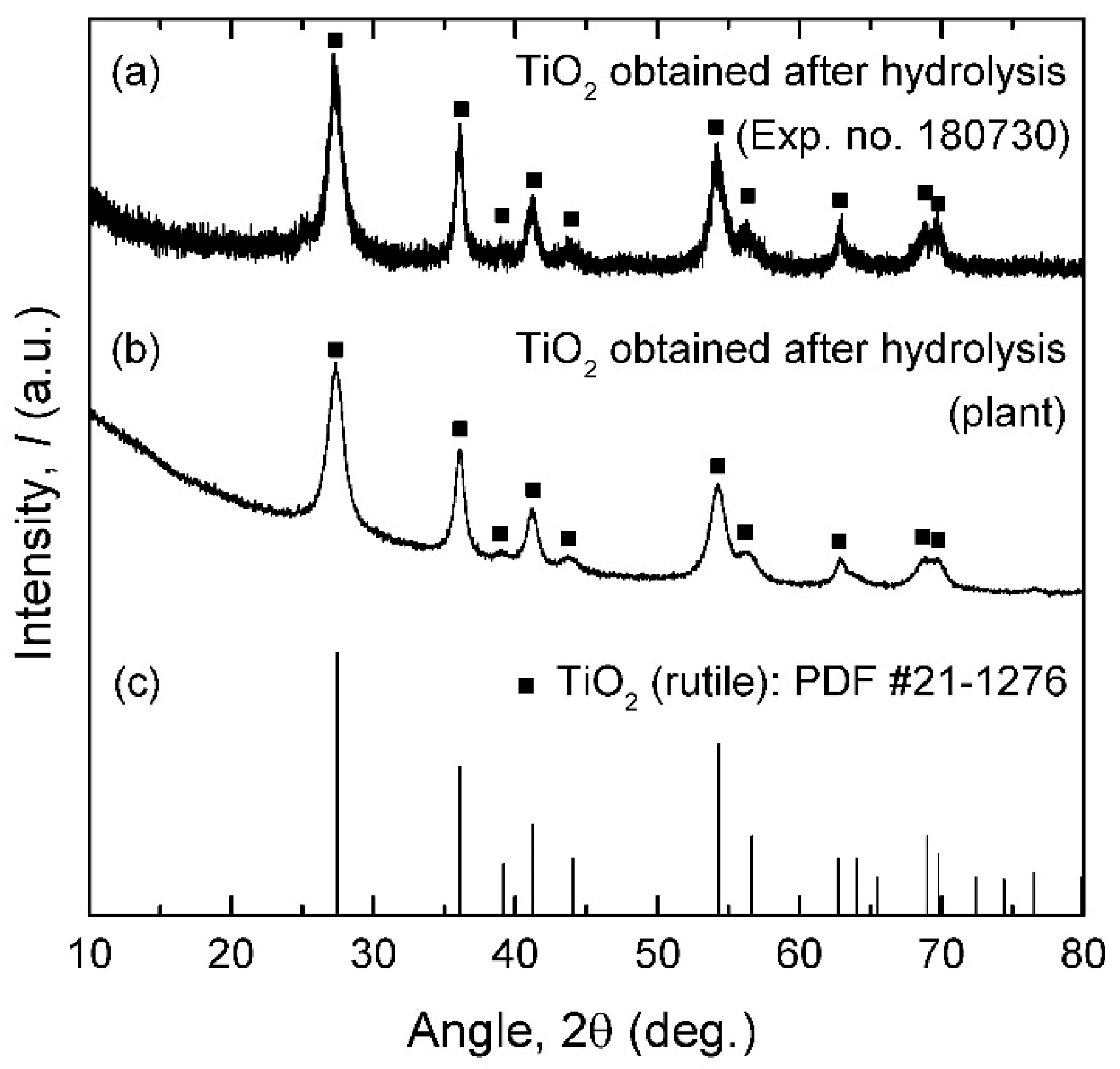
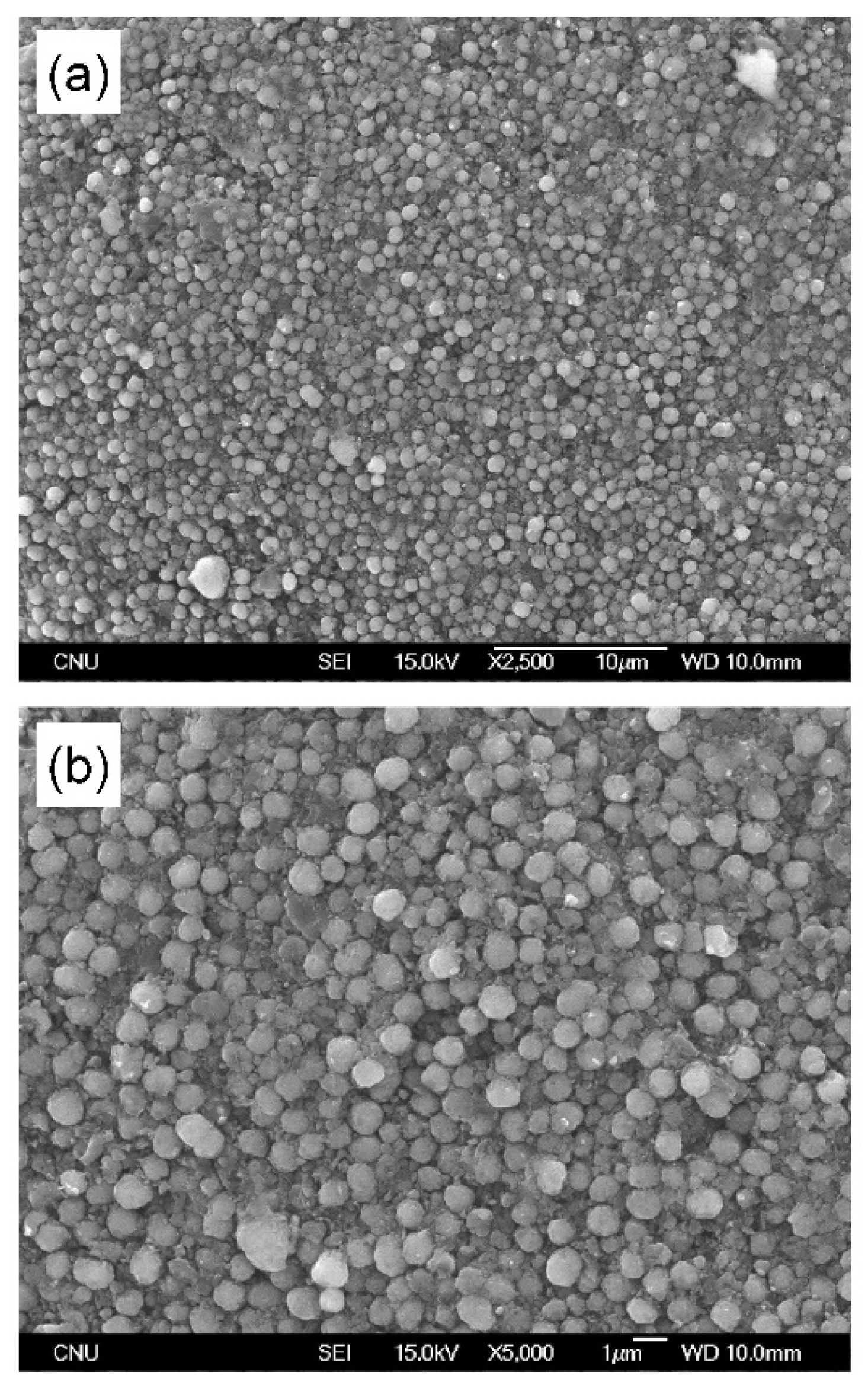
Sodium titanate obtained after water leaching was dissolved using HCl solution at 333 K for the production of TiOCl2 solution. In addition, the desilication method was utilized for the removal of silica in TiOCl2 solution. Afterwards, rutile type of TiO2 with a purity of 99.4–99.6% was produced by the hydrolysis of the purified TiOCl2 solution at 353–363 K. In addition, 90% of the overall recovery yield was obtained for Ti by the pilot-scale experiments.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}