1. Introduction
More than 60% of the world market of protease-acting enzyme preparations is used in the food industry [
1]. The improvement of methods for isolation, purification and identification of enzymes contributes to the expansion of the range of proteases [
2,
3,
4]. Proteolytic enzymes are used both in the processing of by-products of meat, dairy and poultry processing industry, and when developing food products. According to Dwivedi et al. [
5], purified extracellular keratinase obtained from
Aspergillus (
Aspergillus sp. DHE7) shows its activity against casein, bovine serum albumin, gelatin, to feathers and wool in the pH range of 7–11 at a temperature of 37–70 °C. The paper of El-Ghonemy and Ali [
6] provides data on the study of the alkaline protease
Nocardiopsis dassonvillei subsp. Albirubide, and the proteolytic effect of the enzyme preparation on blood proteins, gelatin and keratin was established.
To increase the tenderness and moisture-binding ability of cattle meat [
7], used protease isolated from ginger powder. It is shown that this enzyme helps to increase collagen solubility.
The processing of meat raw materials with proteolytic enzymes is still an important area of the meat industry. Thus, to obtain hydrolyzed forms of raw meat with a high collagen content, enzyme preparations of alkaline proteases
Bacilluslicheniformis and
Acremoniumchrysogenum are actively used. The criteria for the selection of proteases in such cases are often the optima of the action of the enzymes used, which should correlate with the main technological parameters of meat production (pH, temperature) [
8].
Enzymatic modification of raw meat with a high content of connective tissue is a promising direction in the meat industry, allowing to improve its properties and expand the possibilities of use. To obtain hydrolyzed forms of such raw materials, enzyme preparations of microbial origin are actively used. The recombinant
Pichiapastoris strain, the producer of the recombinant peptidase M9
Aeromonassalmonicida, has a specific enzymatic activity against collagen, the main component of the connective tissue of meat. The resulting recombinant peptidase M9 can be used as a softening enzyme for meat raw materials with an increased content of connective tissue [
9].
To improve the structural and mechanical characteristics of beef products and chicken, Ribeiro et al. [
10] offer to use the composition of two enzymes—papain (0.2%) and transglutamine (1%). It has been established that for both types of meat raw materials, the combination of these two enzymes contributes to improving the consistency of finished products.
The sequence of the native gene of the
Aeromonassalmonicida M9 peptidase was successfully cloned. In the article, San et al. describes a method for obtaining recombinant aspartate proteinase from
Rhizomucormiehei expressed in
Pichiapastoris, which can be used for softening raw meat. The resulting enzyme had a high total proteolytic activity (3480.4 U/mL). The effective use of recombinant aspartate protease in the softening of pork, in which there is relatively little connective tissue, was noted. It can be assumed that the softening of meat in this case is achieved due to the degradation of muscle proteins, and not connective tissue proteins [
11].
The problem of using the original producer strains as producers of specific peptidases is their production of a whole pool of enzymes close in molecular weight to the desired one, which makes purification and production of the desired enzyme impossible. The technology of obtaining highly purified collagenase
Clostridiumhystolyticum, which forms the basis of a medical preparation for the treatment of Dupuytren’s contracture, has been patented abroad [
12]. The enzyme is distinguished by a high degree of purification, but the cost of its production makes it impossible to use this technology in the food industry.
It is known that one of the promising ways to preserve the activity of biologically active substances, including enzyme preparations, is immobilization by attaching them to an inert insoluble polymer matrix. The shell is impervious to the enzyme and high-molecular compounds located in the external environment; at the same time, it allows low-molecular substances to freely diffuse through it. One of the promising methods of immobilization is microencapsulation. For encapsulating various biologically active compounds, carbohydrates are used as wall materials or carrier. Special attention is paid to studying the effect of the process conditions on the effectiveness of encapsulation and the size of particles of encapsulated biologically active substances [
13,
14,
15,
16].
The authors Homayouni-Rad et al. [
17] investigated the viability of
Lactobacillus casei in microencapsulated forms with Alyssumhomolocarpum (AHSM) seeds and inulin, as well as in the form of free cells (not encapsulated) under simulated conditions of the gastrointestinal tract. Spray drying method was used for microencapsulation. The mixture of inulin and AHSM provided better preservation of bacteria after spray drying. Research results have shown that AHSM, as a new gum, and inulin, as a prebiotic ingredient, can provide suitable conditions for the viability of
L. casei under the high heat conditions of the spray dryer and adverse effects of gastric and bile solutions.
The effectiveness of the immobilization method for maintaining a high microbial population and extending the shelf life of the bioorganic fertilizer was confirmed in the study of Stella et al. [
18]. Four gram-negative bacterial strains with beneficial properties such as phosphorus solubilization, indoleacetic acid formation, siderophore formation and nitrogen fixation were immobilized in a modified alginate solution and included with compost, organic fertilizers and mineral fertilizers. The results of field studies have shown the effectiveness of immobilized bioorganic fertilizer in increasing the weight of cabbage heads compared to organic fertilizer. This is also the first report on the shelf life of immobilized bacterial cells included in organic and mineral fertilizers.
In the study of Bahgat et al. [
19], the potential use of a multi-component synbiotic microcapsule in the production of yoghurt has been presented. The results showed the viability of bifidobacteria culture was enhanced by the application of the double-coated microcapsule compared to the free one. This increase was further enhanced when inulin was included either in free form or in nanoparticle form. It was concluded that both the double-coated layer covering the multi-component microcapsule and the trapped inulin significantly increase the vitality of the encapsulated Bifidobacteria culture in yogurt during storage.
Chitinases are chitinous glycosyl hydrolases that can be used in a variety of biotechnological applications. In the study of Shaymaa et al. [
20], the exochitinase produced by the
Alternaria sp.
Sha was immobilized on carrageenan-guar gum gel beads with an immobilization yield of 43%, increased to 100% by statistical optimization using a central composite design. The activity of the immobilized enzyme was optimized for the effect of temperature, pH and substrate concentration, which indicates that the immobilized enzyme was optimally active at 60 °C and pH 5. In addition, the immobilized enzyme showed high thermal and operational stability, it retained more than 90% of its activity after 2 h at 65 °C and retained 100% of its activity for more than 15 cycles, and also retained full activity at 4 °C for more than one month. Finally, the immobilized enzyme was successfully used to directly hydrolyze crab chitin and obtain chitooligosaccharides.
In order to increase the mechanical stability of
β-D-galactosidase (
βgal) enzymes for microencapsulation after treatment with polyethyleneimine and glutaraldehyde, carrageenan-calcium pectin (Car-CPT) granules were used as a protective coating. After treatment, the enzymes acquired a higher percentage of recovery of activity and shifted the optimal temperature to a higher range (55–65 °C). The stability of immobilized enzymes during storage also increased [
21].
In study of Weber et al. [
22], chitosan beads cross-linked with glutaraldehyde were obtained and characterized to immobilize Burkholderiacepacia lipase (BCL, 23,000 U/g). The time of cross-linking and the concentration of glutaraldehyde were estimated. The immobilized BCL was used to transesterify geraniol with vinyl acetate in an organic medium. Lipase (BCL) remained stable and active under mild reaction conditions (35 °C for 72 h reaction). Immobilized lipase has shown great stability in non-polar solvents (log P > 3.0), which allows it to be reused, with a gradual loss of catalytic activity within 120 days of storage. The results showed that this immobilization process is efficient and low in cost.
The ability of polypyrroles to assimilate enzymes opens up new possibilities for enzyme immobilization. Surfactants sodium dodecyl sulfate (SDS), CTAB, and TWIN-80 were used as templates for the preparation of spherical polypyrrole particles by microemulsion polymerization. Diastase alpha-amylase extracted from malt is a model enzyme for our research. After 15 cycles of repeated use, the immobilized enzymes retained almost 50% of their original activity. Thermal and storage stability exhibited by immobilized enzymes provide a contribution from carriers for future biochemical applications [
23].
The laccase enzyme from Polyporus durus ATCC 26726 was immobilized on nanoporous zeolite-X (ZX) with an immobilization yield of 83%. The immobilization process protected the laccase from changes in pH and temperature. The activation energy was reduced after immobilization. Compared to the free enzyme, the immobilized enzyme showed a higher K m and a lower maximum V. Immobilized laccase showed higher half-lives (t 1/2), a higher decimal contraction time (D-value) and a lower deactivation rate constant (Kd) in the temperature range 50–70 °C. In addition, there was an increase in the number of revolutions (cat) after immobilization. Immobilized laccase can discolor two dyes and two synthetic waste-water solutions. It retained 100% activity against AB 225 after 7 successive bleaching cycles and could be used 11 times with a 48% loss of activity [
24].
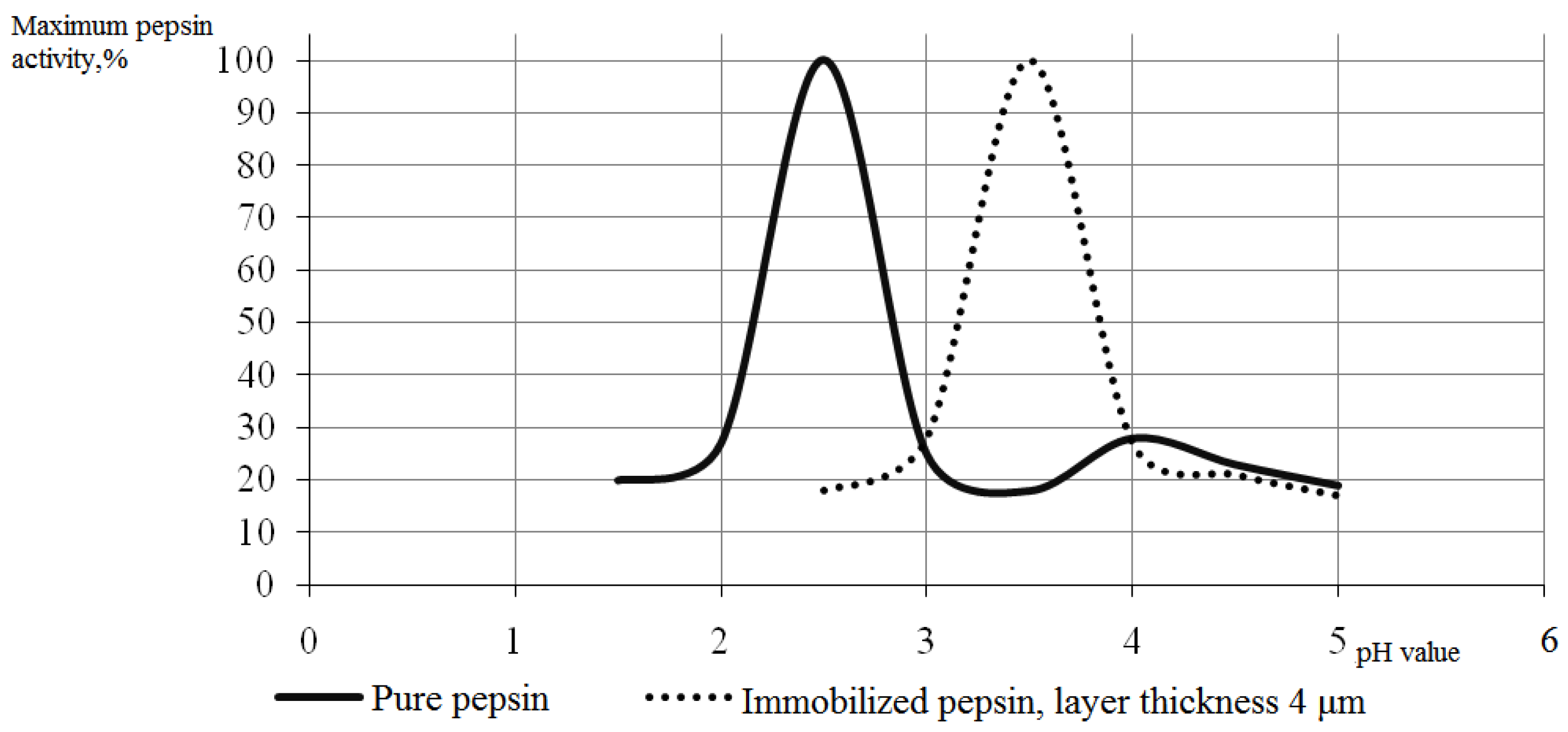
An almost quantitative (98%) immobilization was obtained from the crude extract of the soybean seed coat. After 4 h at 70 °C, the activity of free soybean hull areas (SBU) was 50% lower than that of the immobilized enzyme. The pH of maximum activity shifted from 7 to 5 after immobilization, which makes it possible to use it in processes performed at acidic pH (pH 3–5). Immobilization led to an increase in the optimal temperature for activity from 65 °C to 75 °C. 84% of the activity of the immobilized SBU was retained after 25 cycles of use, and the activity was retained after 90 days at 4 °C [
25].
The biocatalyst was prepared by immobilizing oenological commercial pectinase in calcium alginate hydrogels using a capture method, and its catalytic activity was evaluated under various storage conditions. The immobilization procedure did not change the optimal pH and temperature (pH = 4.0 and 20 °C) for pectinase activity compared to the free enzyme. The captured pectinase exhibited activity up to six reaction cycles with a residual activity of 40%. Storage stability studies have shown that pectinase trapped in a wet state retained its original enzymatic activity for up to 11 weeks, while lyophilized hydrogels retained their original activity after 8 months of storage. These results suggest that immobilized pectinase can be successfully used in various industrial applications, with particular emphasis on the grape juice clarification process. Thus, the turbidity of grape must was significantly reduced when using immobilized pectinase for 150 min at 20 °C. This biocatalyst can be easily removed after the clarification process and can be reused, minimizing the economic costs of production in the wine industry [
26].
An interesting approach for encapsulating enzymes was proposed in Balabushevitch et al. [
27], in which chymotrypsin was converted into a crystalline form by adding an excess concentration of sodium chloride (crystals from 0.1 µm to 4 µm), followed by the deposition of polyelectrolyte layers to prevent degradation of the enzyme.
To create functional carriers (enzymes), one of the promising approaches is the formation of multicomponent microcapsules. The main advantage of multicomponent carriers is the ability to simultaneously encapsulate substances of different molecular weights or different degrees of hydrophobicity [
28,
29].
The aim of the research is to obtain a complex enzyme preparation from pepsin and papain by sequential microencapsulation of enzymes in a pseudo-boiling layer and to evaluate its tenderizing effect on pork.
3. Materials and Methods
3.1. The Objects of Research
The objects of research were enzymes: pepsin activity—300,000 units, manufacturer Meito Sangyo Co., Ltd. (Nagoya, Japan) and papain activity 10,000 units, manufacturer—Zhejiang Cathaya International Co., Ltd. (Hangzhou, China), which were microencapsulated into a protective coating of maltodextrin.
3.2. Research Materials
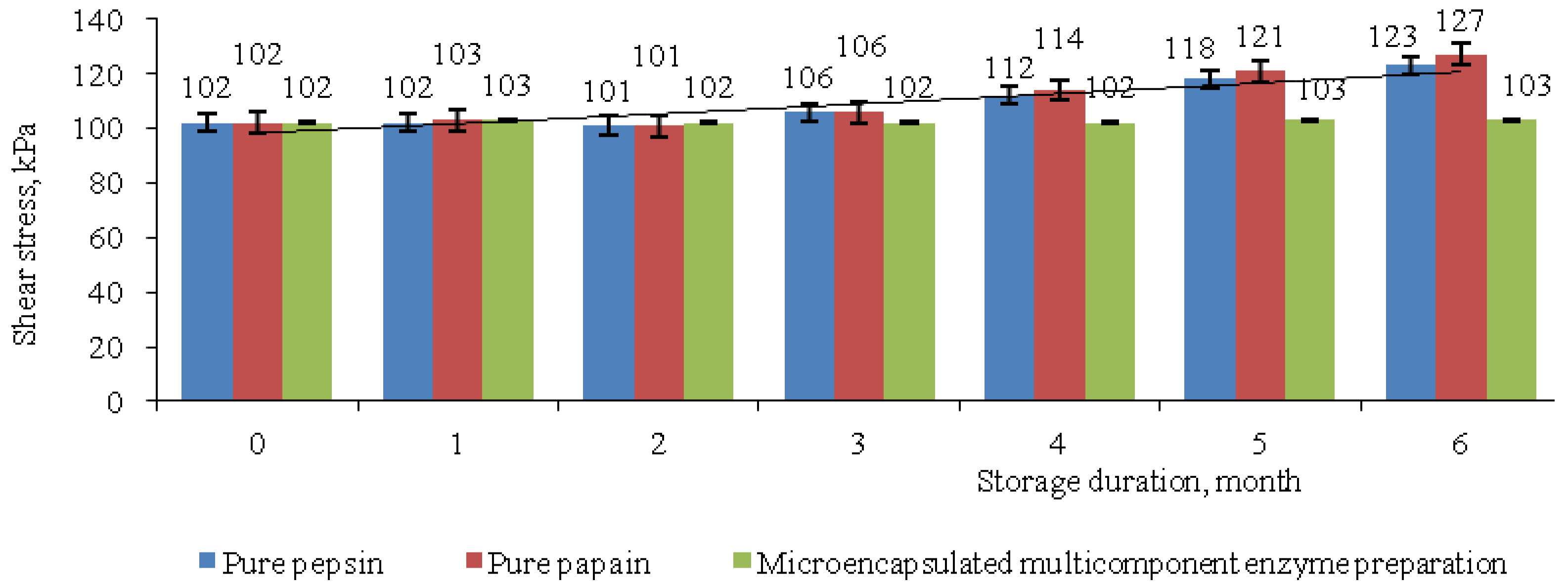
The studies were conducted on a boneless hind quarter of chilled low-fat pork. Control samples of ham were injected with brine in the amount of 15% to the mass of raw materials with a density of 1100 kg/m3, containing nitrite salt in the amount of 14%, sugar 1% and pure enzyme pepsin in the amount of 0.15% (experiment 1). In experiment 2, ham samples were injected with the same brine containing pure papain enzyme in an amount of 0.15%. In experiment 3, the hams were syringed with brine containing a microencapsulated enzyme complex consisting of pepsin and papain in an amount of 0.15%.
3.3. Microencapsulation Apparatus
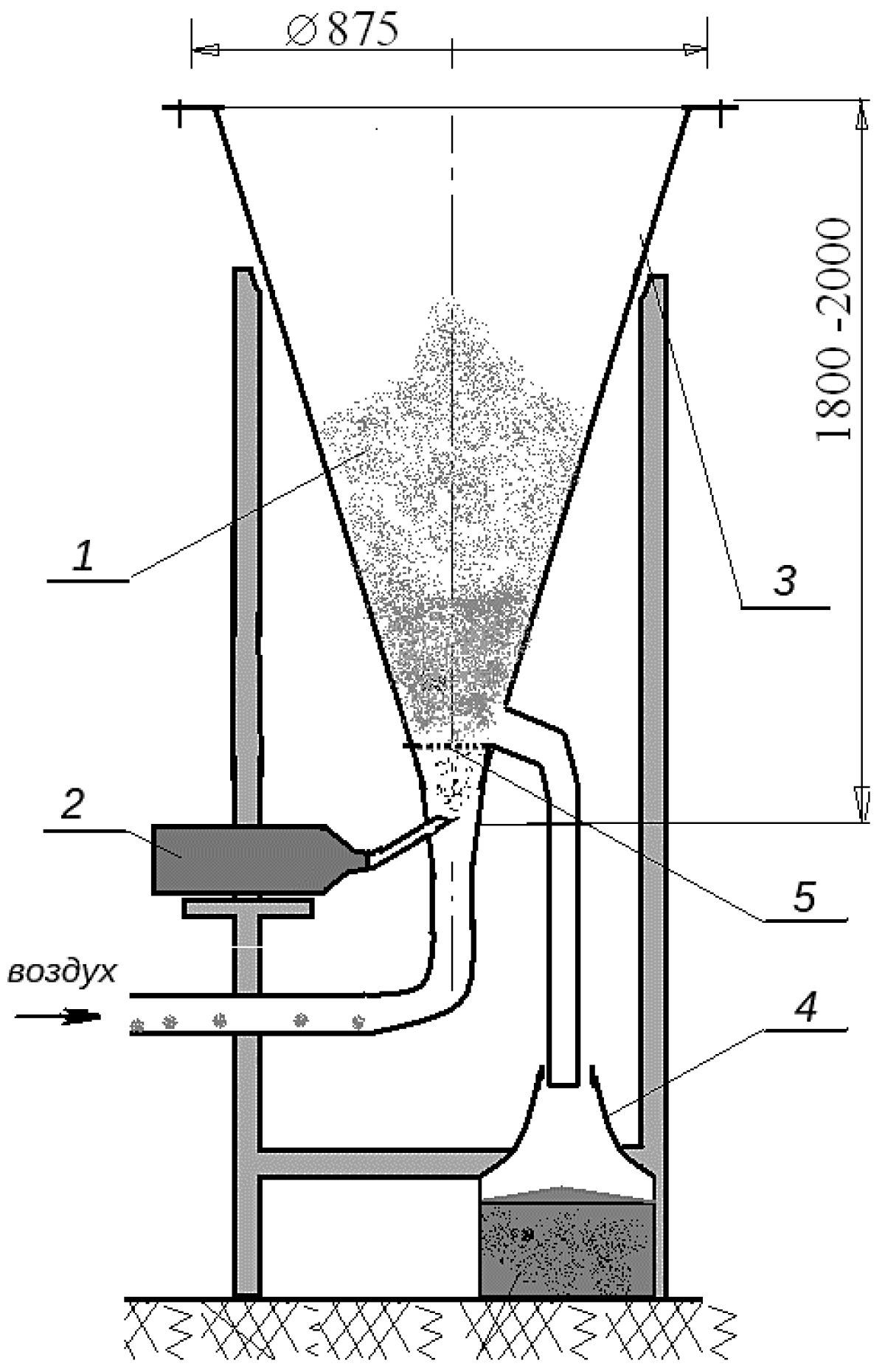
Microencapsulation was carried out in a specially designed apparatus by applying a fluidized bed (FB) to the surface of the enzyme (
Figure 8).
(1) Bulk material; (2) Disperser of liquid material; (3) the body of the conical body; (4) Container with coated bulk material (microcapsules); (5) Porous partition.
The pepsin enzyme is poured into a conical body with an upward expansion of 3 (the cone dimensions allow coating different sized particles and eliminating their entrainment). Air is supplied to the lower part of the device by a fan. By changing the fan supply voltage, the air velocity is set, which ensures the formation of the FB of the required height. After that, the liquid component dispersant 2 is turned on. The liquid component (10% maltodextrin solution) is fed into the air duct in the form of a mist. Passing through the porous partition 5, it enters the FB of the coated pepsin. Due to the chaotic movement in the FB, a uniform coating of the surfaces of pepsin particles occurs. This process is intensive and is also accompanied by the beginning of drying on the surface of the particles due to gushing air flows washing them from all sides. After dispersing the required amount of liquid material and drying, the air supply stops, and the microcapsules of the finished material are poured into the container 4.
3.4. The Composition of the Protective Layer
A 10% aqueous solution of maltodextrin obtained by the enzymatic method from corn starch as a result of its partial hydrolysis and an equivalent mass of dextrose was used as a protective layer. When heated to 100 °C and at a pH of 4.0–5.0, corn starch breaks down, resulting in maltodextrin and corn syrup. The ratio of solid to liquid (S/L) ranged from 10:1 to 11.5:1. The fluidizing agent, including in the drying mode, was air at room temperature, pumped through the apparatus. Pure unencapsulated pepsin (free pepsin) and papain were used as controls.
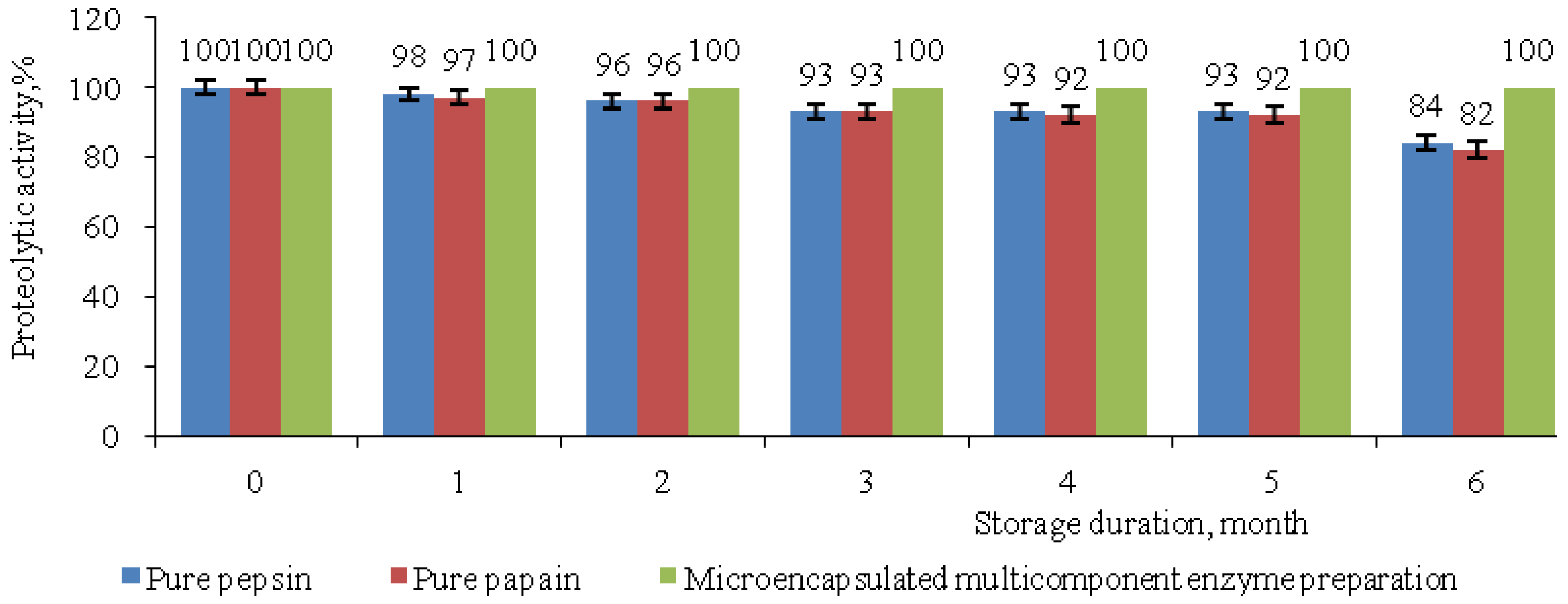
3.5. Storage of Enzymes and Enzyme Preparation
Pure enzymes and a complex enzyme preparation were stored packed in a dry, protected from light in a room at a temperature not exceeding 2 °C and a relative air humidity not exceeding 75% in accordance with GOST R 52688-2006. The shelf life of pure enzymes and enzyme preparation did not exceed 10 months.
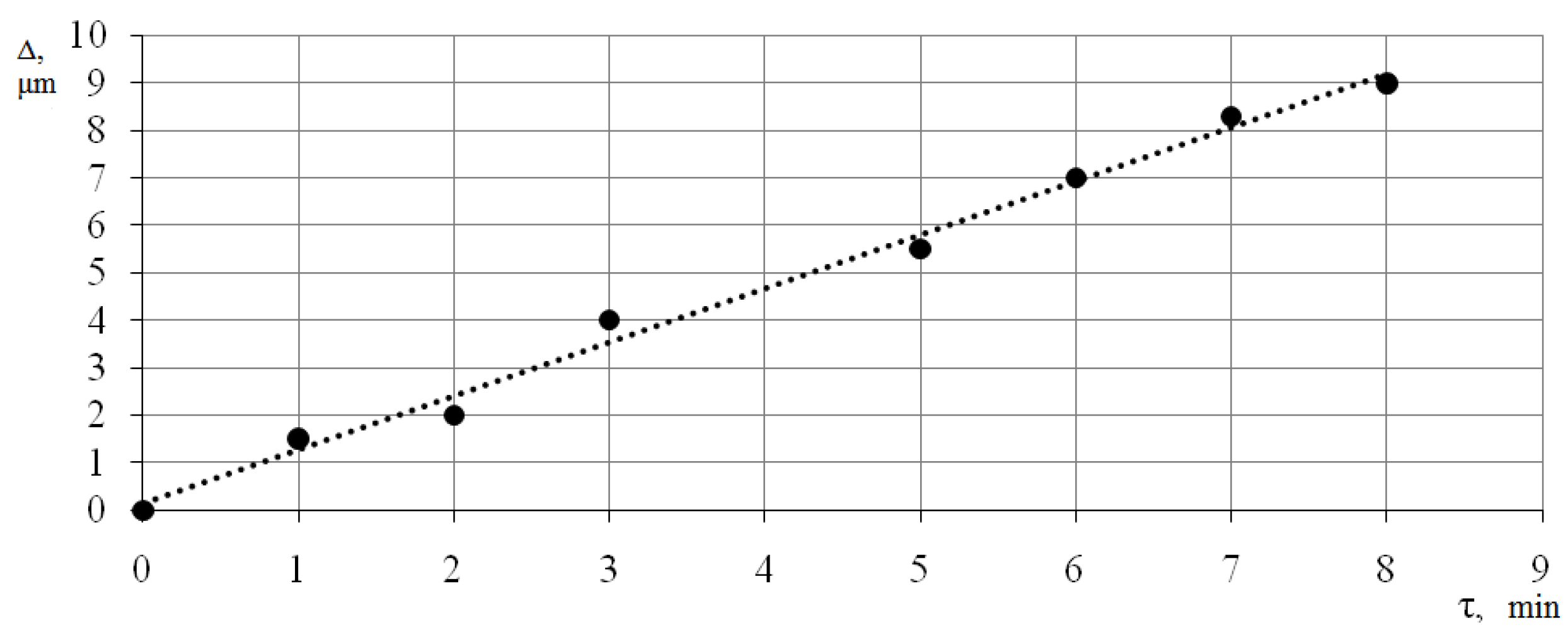
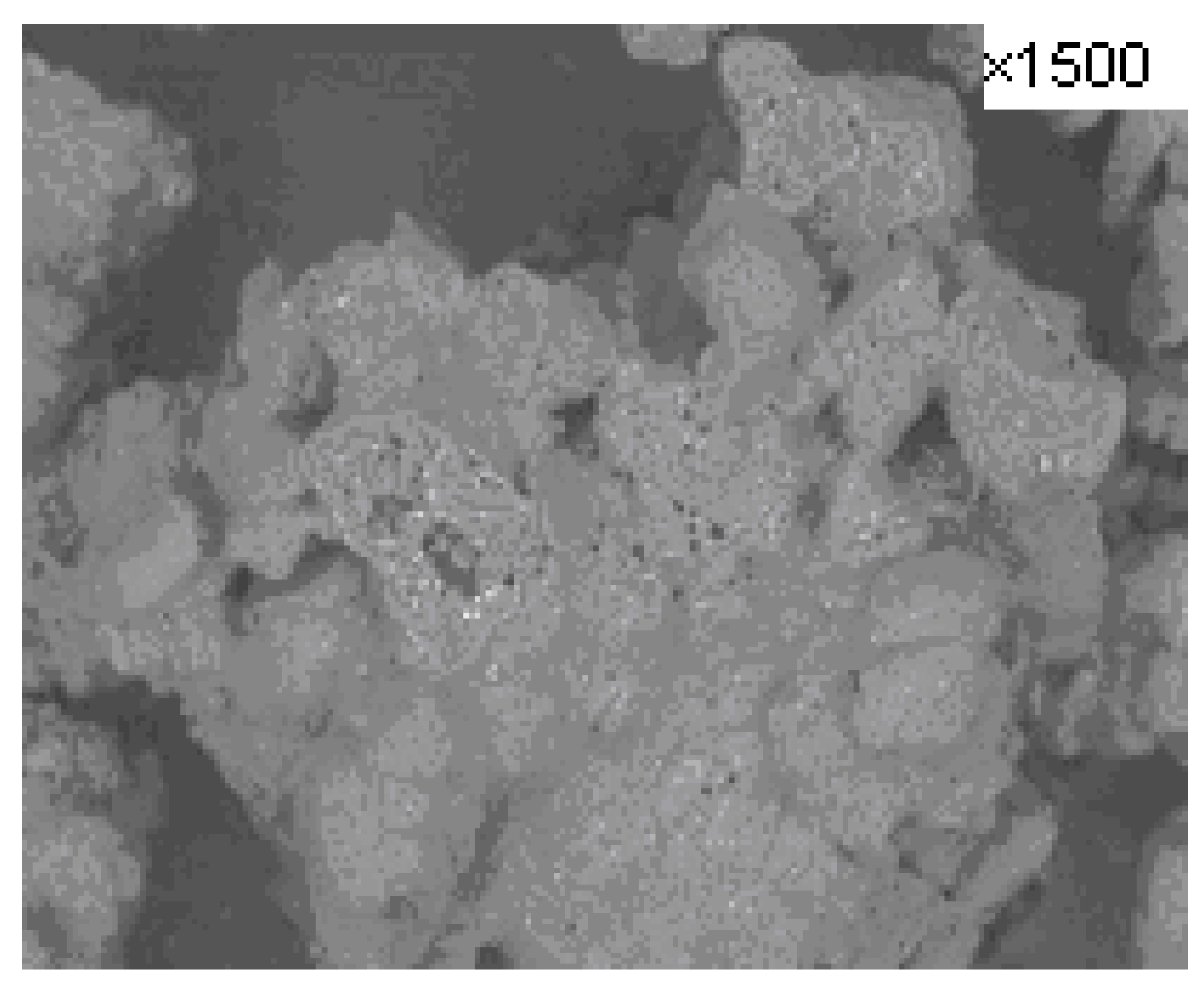
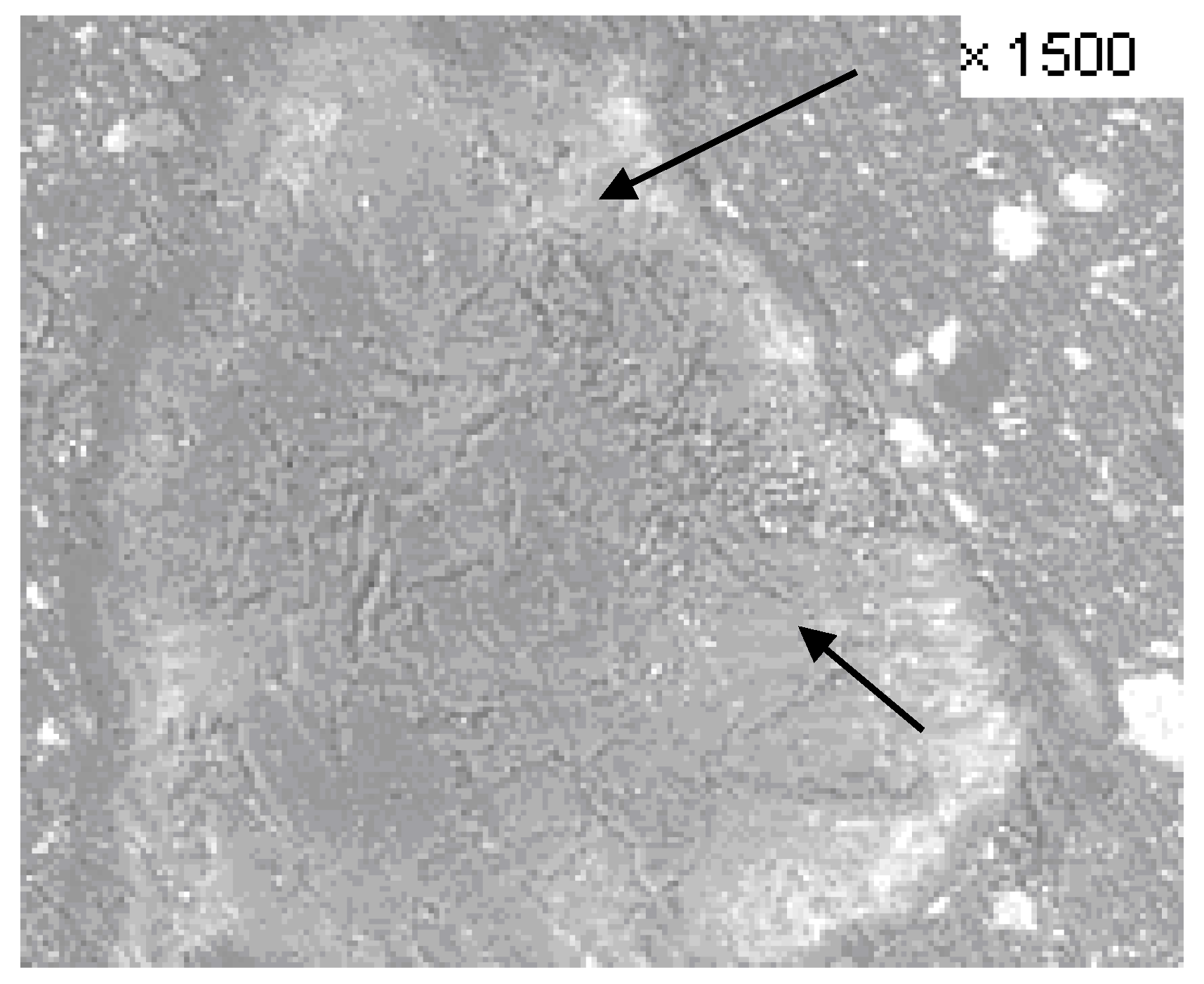
3.6. Methods for Determining the Thickness of a Protective Layer
The thickness of the protective layer of maltodextrin on the enzyme was determined by electron microscopy at high magnifications, and for X-ray spectral microanalysis, the polished samples were examined using a JSM 6490LV (manufacturer, Jeol Ltd. (Tokyo, Japan)) scanning electron microscope.
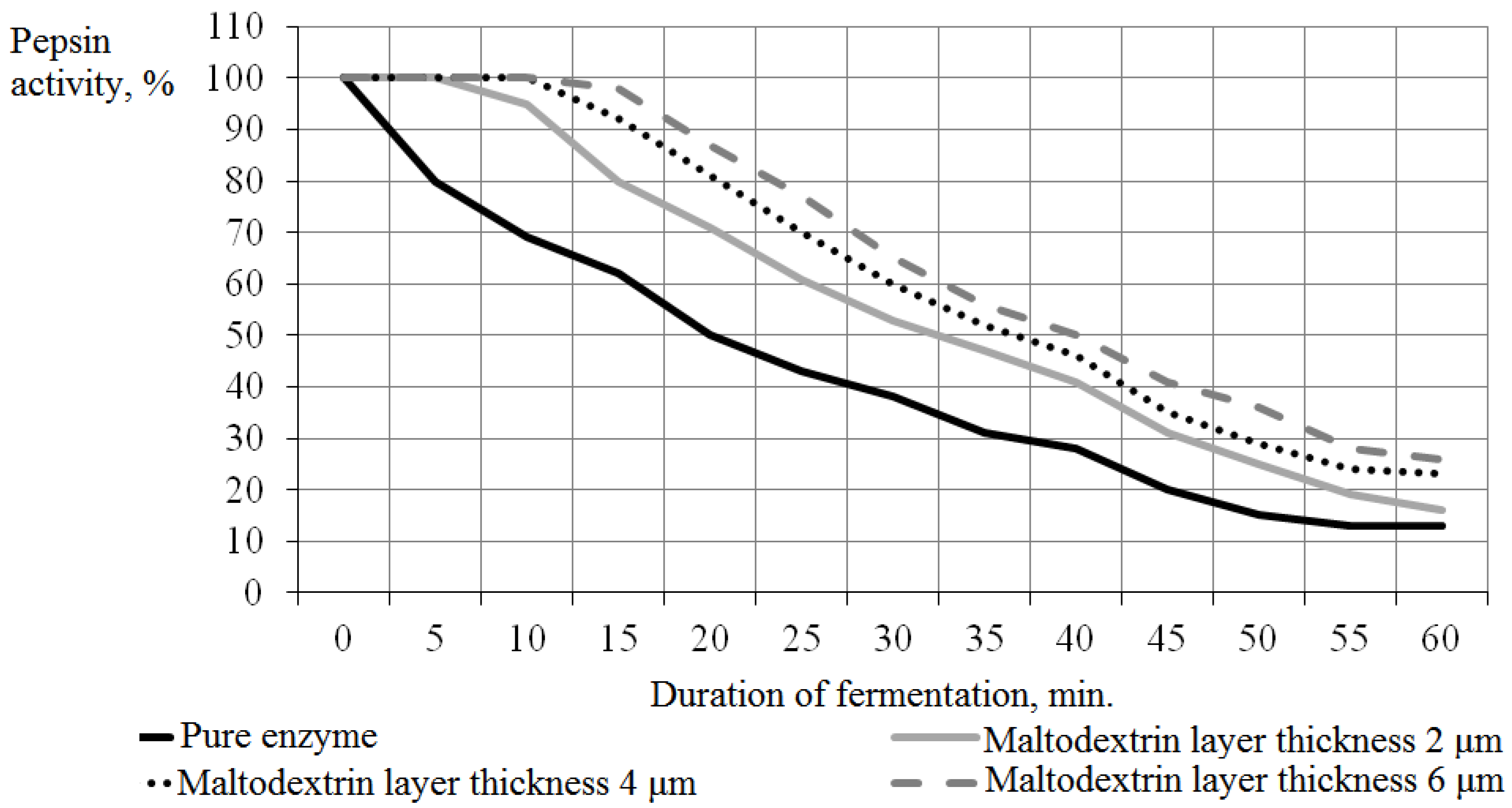
3.7. Methods for Determining the Proteolytic Activity of Enzymes
The proteolytic activity of enzymes was determined according to GOST 34430-2108. Casein was used as a substrate according to Hamersten according to the method of M. L. Anson. The amount of tyrosine was determined spectrophotometric method on an SF-46 spectrophotometer at a wavelength of 280 nm (Joint-stock company LOMO, Russia, St. Petersburg).
3.8. Methods for the Determination of Protein Hydrolysis
The degree of protein hydrolysis was studied by determining the amine and total nitrogen. Amine nitrogen was determined according to GOST R 55479-2013. Total nitrogen, by the Kjeldahl method. Solubility of muscle tissue proteins, by sequential extraction of sarcoplasmic and myofibrillar proteins according to the method described by Zhuravskaya [
38].
3.9. Determination of Non-Protein Nitrogen
Non-protein nitrogen (the sum of nitrogen, polypeptides and other nitrogenous compounds) was determined in the mineralized filtrate after precipitation of proteins with trichloroacetic acid.


 and
and 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}