
The Lord of the Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide Compounds


 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Synthesis of Ethylene and Propylene Oxide
3. Synthesis of Epoxidized Vegetable Oils
3.1. Classical Prilezhaev Epoxidation Method
3.2. Other Catalytic Systems
3.3. Enzymatic Epoxidation
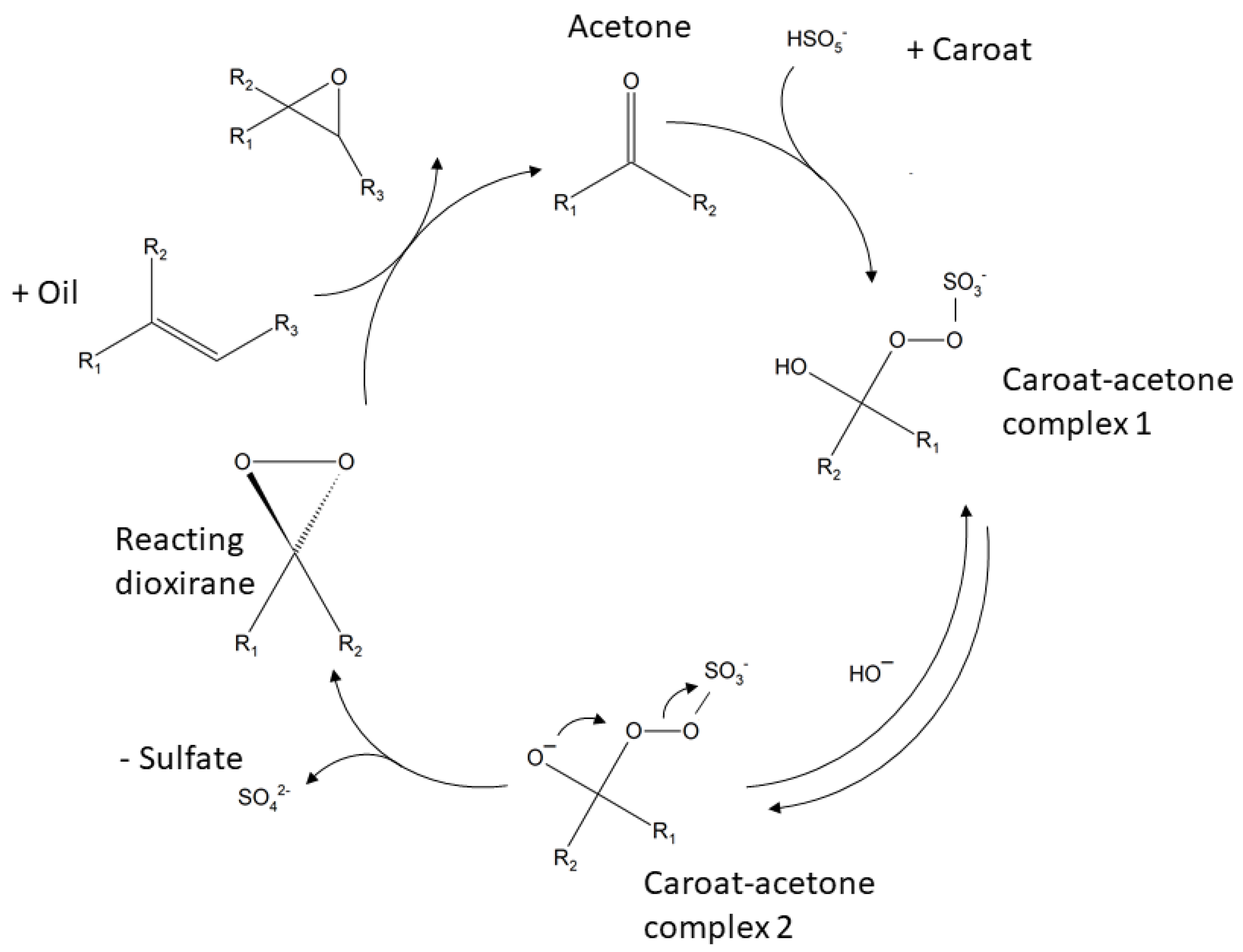
3.4. Oxone Epoxidation
4. Synthesis of Epichlorohydrin
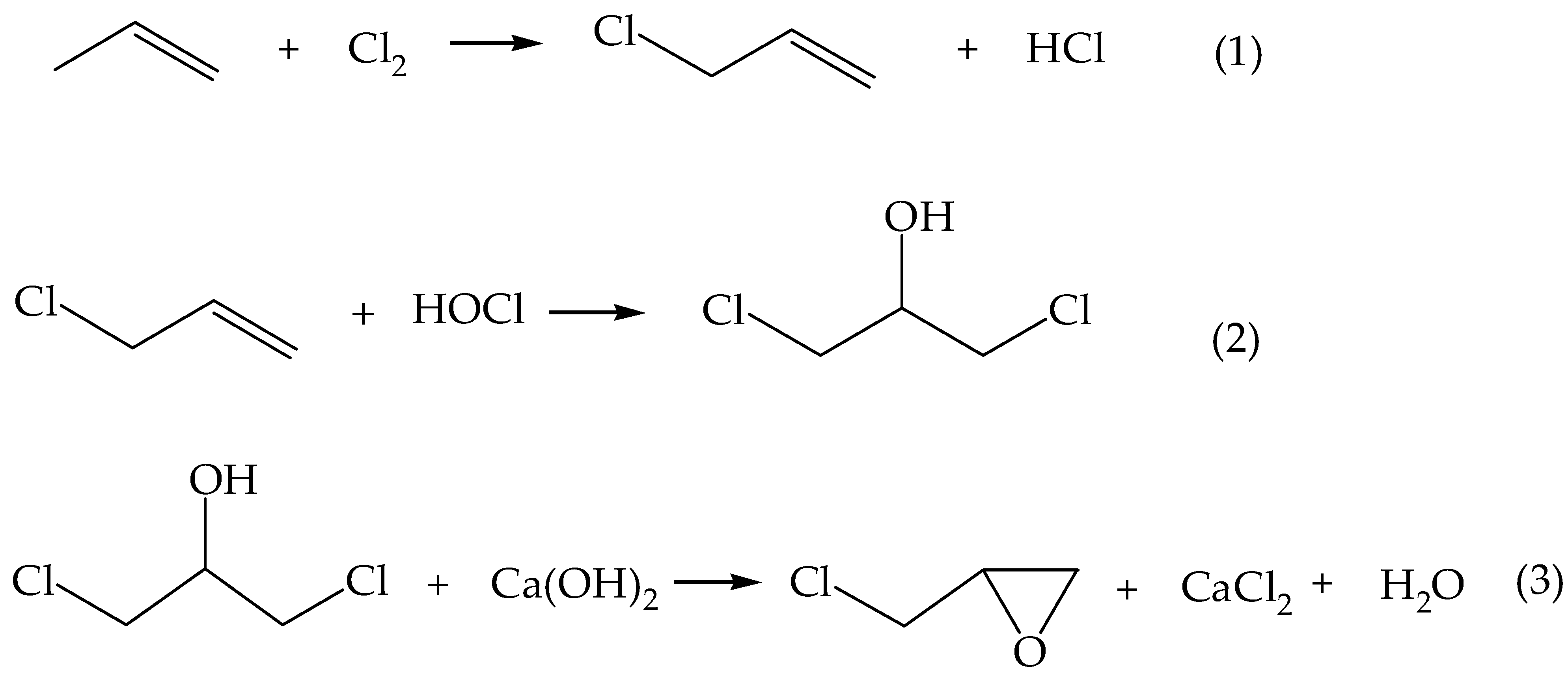
4.1. Synthesis of Epichlorohydrin from Propene
4.2. Synthesis of Epichlorohydrin from Allylchloride
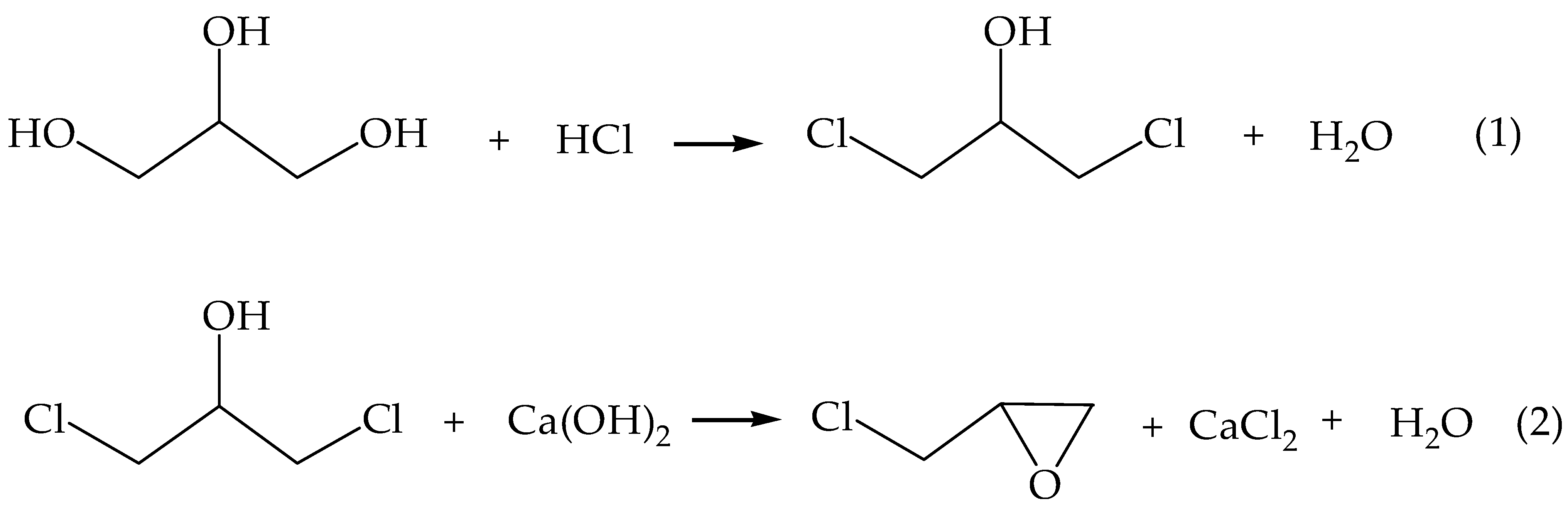
4.3. Synthesis of Epichlorohydrin from Glycerol
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cai, X.; Zheng, J.L.; Wärnå, J.; Salmi, T.; Taouk, B.; Leveneur, S. Influence of gas-liquid mass transfer on kinetic modeling: Carbonation of epoxidized vegetable oils. Chem. Eng. J. 2017, 313, 1168–1183. [Google Scholar] [CrossRef]
- Kiatkittipong, K.; Shukri, M.A.A.M.; Kiatkittipong, W.; Lim, J.W.; Show, P.L.; Lam, M.K.; Assabumrungrat, S. Green pathway in utilizing CO2 via cycloaddition reaction with epoxide-A mini review. Processes 2020, 8, 548. [Google Scholar] [CrossRef]
- Subramanian, S.; Song, Y.; Kim, D.; Yavuz, C.T. Redox and Nonredox CO2 Utilization: Dry Reforming of Methane and Catalytic Cyclic Carbonate Formation. ACS Energy Lett. 2020, 5, 1689–1700. [Google Scholar] [CrossRef]
- Pérez-Sena, W.Y.; Cai, X.; Kebir, N.; Vernières-Hassimi, L.; Serra, C.; Salmi, T.; Leveneur, S. Aminolysis of cyclic-carbonate vegetable oils as a non-isocyanate route for the synthesis of polyurethane: A kinetic and thermal study. Chem. Eng. J. 2018, 346, 271–280. [Google Scholar] [CrossRef]
- Guzmán Agudelo, A.F.; Pérez-Sena, W.Y.; Kebir, N.; Salmi, T.; Ríos, L.A.; Leveneur, S. Influence of steric effects on the kinetics of cyclic-carbonate vegetable oils aminolysis. Chem. Eng. Sci. 2020, 228. [Google Scholar] [CrossRef]
- De Vos, D.E.; Sels, B.F.; Jacobs, P.A. Practical Heterogeneous Catalysts for Epoxide Production. Adv. Synth. Catal. 2003, 345, 457–473. [Google Scholar] [CrossRef]
- Stephenson, N.A.; Bell, A.T. Mechanistic insights into iron porphyrin-catalyzed olefin epoxidation by hydrogen peroxide: Factors controlling activity and selectivity. J. Mol. Catal. A Chem. 2007, 275, 54–62. [Google Scholar] [CrossRef]
- Muzart, J. Pd-mediated epoxidation of olefins. J. Mol. Catal. A Chem. 2007, 276, 62–72. [Google Scholar] [CrossRef]
- Hwang, S.; Choi, C.Y.; Lee, E.Y. Bio- and chemo-catalytic preparations of chiral epoxides. J. Ind. Eng. Chem. 2010, 16, 1–6. [Google Scholar] [CrossRef]
- Lin, H.; Liu, J.Y.; Wang, H.B.; Ahmed, A.A.Q.; Wu, Z.L. Biocatalysis as an alternative for the production of chiral epoxides: A comparative review. J. Mol. Catal. B Enzym. 2011, 72, 77–89. [Google Scholar] [CrossRef]
- Shen, Y.; Jiang, P.; Wai, P.T.; Gu, Q.; Zhang, W. Recent progress in application of molybdenum-based catalysts for epoxidation of alkenes. Catalysts 2019, 9, 31. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Tian, J.; Wang, K.; Nigam, K.D.P.; Luo, G. Microreaction processes for synthesis and utilization of epoxides: A review. Chem. Eng. Sci. 2021, 229. [Google Scholar] [CrossRef]
- Danov, S.M.; Kazantsev, O.A.; Esipovich, A.L.; Belousov, A.S.; Rogozhin, A.E.; Kanakov, E.A. Recent advances in the field of selective epoxidation of vegetable oils and their derivatives: A review and perspective. Catal. Sci. Technol. 2017, 7, 3659–3675. [Google Scholar] [CrossRef]
- Song, Y.Y.; Wang, G.C. Theoretical Study of Propylene Epoxidation over Cu2O(111) Surface: Activity of O2-, O-, and O2- Species. J. Phys. Chem. C 2018, 122, 21500–21513. [Google Scholar] [CrossRef]
- Isaifan, R.J.; Ntais, S.; Baranova, E.A. Particle size effect on catalytic activity of carbon-supported Pt nanoparticles for complete ethylene oxidation. Appl. Catal. A Gen. 2013, 464, 87–94. [Google Scholar] [CrossRef]
- Chung, M.; Jin, K.; Zeng, J.S.; Manthiram, K. Mechanism of Chlorine-Mediated Electrochemical Ethylene Oxidation in Saline Water. ACS Catal. 2020, 10, 14015–14023. [Google Scholar] [CrossRef]
- Herzberger, J.; Niederer, K.; Pohlit, H.; Seiwert, J.; Worm, M.; Wurm, F.R.; Frey, H. Polymerization of ethylene oxide, propylene oxide, and other alkylene oxides: Synthesis, novel polymer architectures, and bioconjugation. Chem. Rev. 2016, 116, 2170–2243. [Google Scholar] [CrossRef] [Green Version]
- Christopher, P.; Linic, S. Engineering selectivity in heterogeneous catalysis: Ag nanowires as selective ethylene epoxidation catalysts. J. Am. Chem. Soc. 2008, 130, 11264–11265. [Google Scholar] [CrossRef] [PubMed]
- Greiner, M.T.; Jones, T.E.; Klyushin, A.; Knop-Gericke, A.; Schlögl, R. Ethylene Epoxidation at the Phase Transition of Copper Oxides. J. Am. Chem. Soc. 2017, 139, 11825–11832. [Google Scholar] [CrossRef]
- Pu, T.; Tian, H.; Ford, M.E.; Rangarajan, S.; Wachs, I.E. Overview of Selective Oxidation of Ethylene to Ethylene Oxide by Ag Catalysts. ACS Catal. 2019, 9, 10727–10750. [Google Scholar] [CrossRef]
- Bukhtiyarov Valerii, I.; Knop-Gericke, A. Ethylene Epoxidation over Silver Catalysts. In Nanostructured Catalysts: Selective Oxidations; RSC Publishing: Cambridge, UK, 2011; pp. 214–247. [Google Scholar]
- Ozbek, M.O.; Onal, I.; Van Santen, R.A. Why silver is the unique catalyst for ethylene epoxidation. J. Catal. 2011, 284, 230–235. [Google Scholar] [CrossRef]
- van den Reijen, J.E.; Kanungo, S.; Welling, T.A.J.; Versluijs-Helder, M.; Nijhuis, T.A.; de Jong, K.P.; de Jongh, P.E. Preparation and particle size effects of Ag/A-Al2O3 catalysts for ethylene epoxidation. J. Catal. 2017, 356, 65–74. [Google Scholar] [CrossRef]
- Diao, W.; Digiulio, C.D.; Schaal, M.T.; Ma, S.; Monnier, J.R. An investigation on the role of Re as a promoter in Ag-Cs-Re/α-Al2O3 high-selectivity, ethylene epoxidation catalysts. J. Catal. 2015, 322, 14–23. [Google Scholar] [CrossRef]
- Özbek, M.O.; Van Santen, R.A. The mechanism of ethylene epoxidation catalysis. Catal. Letters 2013, 143, 131–141. [Google Scholar] [CrossRef]
- Christopher, P.; Linic, S. Shape- and size-specific chemistry of Ag nanostructures in catalytic ethylene epoxidation. ChemCatChem 2010, 2, 78–83. [Google Scholar] [CrossRef] [Green Version]
- Greiner, M.T.; Jones, T.E.; Johnson, B.E.; Rocha, T.C.R.; Wang, Z.J.; Armbrüster, M.; Willinger, M.; Knop-Gericke, A.; Schlögl, R. The oxidation of copper catalysts during ethylene epoxidation. Phys. Chem. Chem. Phys. 2015, 17, 25073–25089. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Ma, C.; Zhang, X.; Li, Y.; Cheng, J.; Hao, Z. Understanding the Active Sites of Ag/Zeolites and Deactivation Mechanism of Ethylene Catalytic Oxidation at Room Temperature. ACS Catal. 2018, 8, 1248–1258. [Google Scholar] [CrossRef]
- Teržan, J.; Huš, M.; Likozar, B.; Djinović, P. Propylene Epoxidation using Molecular Oxygen over Copper-and Silver-Based Catalysts: A Review. ACS Catal. 2020, 10, 13415–13436. [Google Scholar] [CrossRef]
- Russo, V.; Tesser, R.; Santacesaria, E.; Di Serio, M. Chemical and technical aspects of propene oxide production via hydrogen peroxide (HPPO process). Ind. Eng. Chem. Res. 2013, 52, 1168–1178. [Google Scholar] [CrossRef]
- Nijhuis, T.A.; Makkee, M.; Moulijn, J.A.; Weckhuysen, B.M. The production of propene oxide: Catalytic processes and recent developments. Ind. Eng. Chem. Res. 2006, 45, 3447–3459. [Google Scholar] [CrossRef] [Green Version]
- Khatib, S.J.; Oyama, S.T. Direct Oxidation of Propylene to Propylene Oxide with Molecular Oxygen: A Review. Catal. Rev. Sci. Eng. 2015, 57, 306–344. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, G.C. Theoretical Investigation of Propylene Epoxidation on Ag(111) by Molecular Oxygen: Na(K,Cl) Effects. J. Phys. Chem. C 2019, 123, 17273–17282. [Google Scholar] [CrossRef]
- Le, Y.; Mehmood, F.; Lee, S.; Greeley, J.; Lee, B.; Seifert, S.; Winansl, R.E.; Elám, W.; Meyer, R.J.; Redfern, P.C.; et al. Increased silver activity for direct propylene epoxidation via subnanometer size effects. Science 2010, 328, 224–228. [Google Scholar] [CrossRef] [PubMed]
- Clerici, M.G.; Bellussi, G.; Romano, U. Synthesis of propylene oxide from propylene and hydrogen peroxide catalyzed by titanium silicalite. J. Catal. 1991, 129, 159–167. [Google Scholar] [CrossRef]
- Lin, M.; Xia, C.; Zhu, B.; Li, H.; Shu, X. Green and efficient epoxidation of propylene with hydrogen peroxide (HPPO process) catalyzed by hollow TS-1 zeolite: A 1.0 kt/a pilot-scale study. Chem. Eng. J. 2016, 295, 370–375. [Google Scholar] [CrossRef]
- Xiong, G.; Cao, Y.; Guo, Z.; Jia, Q.; Tian, F.; Liu, L. The roles of different titanium species in TS-1 zeolite in propylene epoxidation studied by in situ UV Raman spectroscopy. Phys. Chem. Chem. Phys. 2016, 18, 190–196. [Google Scholar] [CrossRef]
- Li, Y.; Fan, Q.; Li, Y.; Feng, X.; Chai, Y.; Liu, C. Seed-assisted synthesis of hierarchical nanosized TS-1 in a low-cost system for propylene epoxidation with H2O2. Appl. Surf. Sci. 2019, 483, 652–660. [Google Scholar] [CrossRef]
- Shin, S.B.; Chadwick, D. Kinetics of heterogeneous catalytic epoxidation of propene with hydrogen peroxide over titanium silicalite (TS-1). Ind. Eng. Chem. Res. 2010, 49, 8125–8134. [Google Scholar] [CrossRef]
- Li, G.; Wang, X.; Yan, H.; Liu, Y.; Liu, X. Epoxidation of propylene using supported titanium silicalite catalysts. Appl. Catal. A Gen. 2002, 236, 1–7. [Google Scholar] [CrossRef]
- Clerici, M.G. The role of the solvent in TS-1 chemistry: Active or passive? An early study revisited. Top. Catal. 2001, 15, 257–263. [Google Scholar] [CrossRef]
- Mantegazza, M.A.; Balducci, L.; Rivetti, L. Process for the Regeneration of Zeolitic Catalysts Containing Titanium. U.S. Patent 6,403,514, 11 June 2002. [Google Scholar]
- Chang, T. Process for Regenerating Epoxidation Catalysts. Europe Patent 1190770A1, 27 March 2002. [Google Scholar]
- Feng, X.; Yang, J.; Duan, X.; Cao, Y.; Chen, B.; Chen, W.; Lin, D.; Qian, G.; Chen, D.; Yang, C.; et al. Enhanced Catalytic Performance for Propene Epoxidation with H2 and O2 over Bimetallic Au-Ag/Uncalcined Titanium Silicate-1 Catalysts. ACS Catal. 2018, 8, 7799–7808. [Google Scholar] [CrossRef]
- Lu, Z.; Piernavieja-Hermida, M.; Turner, C.H.; Wu, Z.; Lei, Y. Effects of TiO2 in Low Temperature Propylene Epoxidation Using Gold Catalysts. J. Phys. Chem. C 2018, 122, 1688–1698. [Google Scholar] [CrossRef]
- Lee, W.S.; Cem Akatay, M.; Stach, E.A.; Ribeiro, F.H.; Nicholas Delgass, W. Gas-phase epoxidation of propylene in the presence of H2 and O2 over small gold ensembles in uncalcined TS-1. J. Catal. 2014, 313, 104–112. [Google Scholar] [CrossRef]
- Vaughan, O.P.H.; Kyriakou, G.; MacLeod, N.; Tikhov, M.; Lambert, R.M. Copper as a selective catalyst for the epoxidation of propene. J. Catal. 2005, 236, 401–404. [Google Scholar] [CrossRef]
- Zheng, X.; Guo, Y.L.; Guo, Y.; Zhang, Q.; Liu, X.H.; Wang, L.; Zhan, W.C.; Lu, G.Z. Epoxidation of propylene by molecular oxygen over unsupported AgCux bimetallic catalyst. Rare Met. 2015, 34, 477–490. [Google Scholar] [CrossRef]
- Dai, Y.; Chen, Z.; Guo, Y.; Lu, G.; Zhao, Y.; Wang, H.; Hu, P. Significant enhancement of the selectivity of propylene epoxidation for propylene oxide: A molecular oxygen mechanism. Phys. Chem. Chem. Phys. 2017, 19, 25129–25139. [Google Scholar] [CrossRef]
- Yu, B.; Ayvali, T.; Wang, Z.Q.; Gong, X.Q.; Bagabas, A.A.; Tsang, S.C.E. Gas phase selective propylene epoxidation over La2O3-supported cubic silver nanoparticles. Catal. Sci. Technol. 2019, 9, 3435–3444. [Google Scholar] [CrossRef]
- Ghosh, S.; Acharyya, S.S.; Tiwari, R.; Sarkar, B.; Singha, R.K.; Pendem, C.; Sasaki, T.; Bal, R. Selective oxidation of propylene to propylene oxide over silver-supported tungsten oxide nanostructure with molecular oxygen. ACS Catal. 2014, 4, 2169–2174. [Google Scholar] [CrossRef]
- Jin, G.; Lu, G.; Guo, Y.; Guo, Y.; Wang, J.; Liu, X. Epoxidation of propylene by molecular oxygen over modified Ag-MoO3 catalyst. Catal. Letters 2003, 87, 249–252. [Google Scholar] [CrossRef]
- Campanella, A.; Baltanás, M.A.; Capel-Sánchez, M.C.; Campos-Martín, J.M.; Fierro, J.L.G. Soybean oil epoxidation with hydrogen peroxide using an amorphous Ti/SiO2 catalyst. Green Chem. 2004, 6, 330–334. [Google Scholar] [CrossRef]
- Global Vegetable Oil Market Report: 2017–2030. 2021. Available online: https://www.goldsteinresearch.com/report/global-vegetable-oil-market (accessed on 21 June 2021).
- Wai, P.T.; Jiang, P.; Shen, Y.; Zhang, P.; Gu, Q.; Leng, Y. Catalytic developments in the epoxidation of vegetable oils and the analysis methods of epoxidized products. RSC Adv. 2019, 9, 38119–38136. [Google Scholar] [CrossRef] [Green Version]
- Cecilia, J.A.; Plata, D.B.; Saboya, R.M.A.; de Luna, F.M.T.; Cavalcante, C.L.; Rodríguez-Castellón, E. An overview of the biolubricant production process: Challenges and future perspectives. Processes 2020, 8, 257. [Google Scholar] [CrossRef] [Green Version]
- Latif, R.F.E.A.; Abidin, Z.Z.; Cardona, F.; Awang Biak, D.R.; Abdan, K.; Tahir, P.M.; Ern, L.K. Bio-resin production through ethylene unsaturated carbon using vegetable oils. Processes 2020, 8, 48. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Hu, Y.; Zhang, F.; Lu, J.; Huang, J.; Liu, C.; Jia, P.; Hu, L.; An, R.; Zhou, Y. Recent Progress in Microwave-assisted Modification of Vegetable Oils or Their Derivatives. Curr. Org. Chem. 2020, 24, 870–884. [Google Scholar] [CrossRef]
- Vevere, L.; Fridrihsone, A.; Kirpluks, M.; Cabulis, U. A review of wood biomass-based fatty acids and rosin acids use in polymeric materials. Polymers 2020, 12, 2706. [Google Scholar] [CrossRef]
- Prileschajew, N. Oxydation ungesättigter Verbindungen mittels organischer Superoxyde. Berichte der Dtsch. Chem. Gesellschaft 1909, 42, 4811–4815. [Google Scholar] [CrossRef] [Green Version]
- Aguilera, A.F.; Tolvanen, P.; Eränen, K.; Leveneur, S.; Salmi, T. Epoxidation of oleic acid under conventional heating and microwave radiation. Chem. Eng. Process. Process Intensif. 2016, 102, 70–87. [Google Scholar] [CrossRef]
- Di Serio, M.; Russo, V.; Santacesaria, E.; Tesser, R.; Turco, R.; Vitiello, R. Liquid-Liquid-Solid Model for the Epoxidation of Soybean Oil Catalyzed by Amberlyst-16. Ind. Eng. Chem. Res. 2017, 56, 12963–12971. [Google Scholar] [CrossRef]
- Aguilera, A.F.; Tolvanen, P.; Heredia, S.; Muñoz, M.G.; Samson, T.; Oger, A.; Verove, A.; Eränen, K.; Leveneur, S.; Mikkola, J.P.; et al. Epoxidation of Fatty Acids and Vegetable Oils Assisted by Microwaves Catalyzed by a Cation Exchange Resin. Ind. Eng. Chem. Res. 2018, 57, 3876–3886. [Google Scholar] [CrossRef]
- Dinda, S.; Patwardhan, A.V.; Goud, V.V.; Pradhan, N.C. Epoxidation of cottonseed oil by aqueous hydrogen peroxide catalysed by liquid inorganic acids. Bioresour. Technol. 2008, 99, 3737–3744. [Google Scholar] [CrossRef]
- Cai, C.; Dai, H.; Chen, R.; Su, C.; Xu, X.; Zhang, S.; Yang, L. Studies on the kinetics of in situ epoxidation of vegetable oils. Eur. J. Lipid Sci. Technol. 2008, 110, 341–346. [Google Scholar] [CrossRef]
- Goud, V.V.; Dinda, S.; Patwardhan, A.V.; Pradhan, N.C. Epoxidation of Jatropha (Jatropha curcas) oil by peroxyacids. Asia Pac. J. Chem. Eng. 2010, 5, 346–354. [Google Scholar] [CrossRef]
- Setien, R.A.; Ghasemi, S.; Pourhashem, G.; Webster, D.C. Comparison of epoxidation methods for biobased oils: Dioxirane intermediates generated from Oxone versus peracid derived from hydrogen peroxide. Polym. Int. 2021, 70, 594–603. [Google Scholar] [CrossRef]
- Sinadinović-Fišer, S.; Janković, M.; Petrović, Z.S. Kinetics of in situ epoxidation of soybean oil in bulk catalyzed by ion exchange resin. J. Am. Oil Chem. Soc. 2001, 78, 725–731. [Google Scholar] [CrossRef]
- Goud, V.V.; Patwardhan, A.V.; Dinda, S.; Pradhan, N.C. Kinetics of epoxidation of jatropha oil with peroxyacetic and peroxyformic acid catalysed by acidic ion exchange resin. Chem. Eng. Sci. 2007, 62, 4065–4076. [Google Scholar] [CrossRef]
- Mungroo, R.; Pradhan, N.C.; Goud, V.V.; Dalai, A.K. Epoxidation of canola oil with hydrogen peroxide catalyzed by acidic ion exchange resin. J. Am. Oil Chem. Soc. 2008, 85, 887–896. [Google Scholar] [CrossRef]
- Pérez, J.D.E.; Haagenson, D.M.; Pryor, S.W.; Ulven, C.A. Wiesenborn Production and Characterization of Epoxidized Canola Oil. Trans. ASABE 2009, 52, 1289–1297. [Google Scholar] [CrossRef]
- Gamage, P.K.; O’Brien, M.; Karunanayake, L. Epoxidation of some vegetable oils and their hydrolysed products with peroxyformic acid–Optimised to industrial scale. J. Natl. Sci. Found. Sri Lanka 2009, 37, 229–240. [Google Scholar] [CrossRef]
- Pan, X.; Sengupta, P.; Webster, D.C. Novel biobased epoxy compounds: Epoxidized sucrose esters of fatty acids. Green Chem. 2011, 13, 965–975. [Google Scholar] [CrossRef]
- Jankovic, M.; Sinadinovic-Fiser, S.; Govedarica, O.; Pavlicevic, J.; Budinski-Simendic, J. Kinetics of soybean oil epoxidation with peracetic acid formed in situ in the presence of an ion exchange resin: Pseudo-homogeneous model. Chem. Ind. Chem. Eng. Q. 2017, 23, 97–111. [Google Scholar] [CrossRef]
- Vanags, E.; Kirpluks, M.; Cabulis, U.; Walterova, Z. Highly functional polyol synthesis from epoxidized tall oil fatty acids. J. Renew. Mater. 2018, 6, 764–771. [Google Scholar] [CrossRef]
- Freites Aguilera, A.; Rahkila, J.; Hemming, J.; Nurmi, M.; Torres, G.; Razat, T.; Tolvanen, P.; Eränen, K.; Leveneur, S.; Salmi, T. Epoxidation of Tall Oil Catalyzed by an Ion Exchange Resin under Conventional Heating and Microwave Irradiation. Ind. Eng. Chem. Res. 2020, 59, 10397–10406. [Google Scholar] [CrossRef]
- Rüsch, M.; Warwel, S. Complete and partial epoxidation of plant oils by lipase-catalyzed perhydrolysis. Ind. Crops Prod. 1999, 9, 125–132. [Google Scholar] [CrossRef]
- Vlček, T.; Petrović, Z.S. Optimization of the chemoenzymatic epoxidation of soybean oil. J. Am. Oil Chem. Soc. 2006, 83, 247–252. [Google Scholar] [CrossRef]
- Zhang, X.; Wan, X.; Cao, H.; Dewil, R.; Deng, L.; Wang, F.; Tan, T.; Nie, K. Chemo-enzymatic epoxidation of Sapindus mukurossi fatty acids catalyzed with Candida sp. 99–125 lipase in a solvent-free system. Ind. Crops Prod. 2017, 98, 10–18. [Google Scholar] [CrossRef]
- Törnvall, U.; Orellana-Coca, C.; Hatti-Kaul, R.; Adlercreutz, D. Stability of immobilized Candida antarctica lipase B during chemo-enzymatic epoxidation of fatty acids. Enzyme Microb. Technol. 2007, 40, 447–451. [Google Scholar] [CrossRef]
- Kirpluks, M.; Vanags, E.; Abolins, A.; Fridrihsone, A.; Cabulis, U. Chemo-enzymatic oxidation of tall oil fatty acids as a precursor for further polyol production. J. Clean. Prod. 2019, 215, 390–398. [Google Scholar] [CrossRef]
- Gerbase, A.E.; Gregório, J.R.; Martinelli, M.; Brasil, M.C.; Mendes, A.N.F. Epoxidation of soybean oil by the methyltrioxorhenium-CH2CL2/H2O2 catalytic biphasic system. J. Am. Oil Chem. Soc. 2002, 79, 179–181. [Google Scholar] [CrossRef]
- Cai, S.F.; Wang, L.S.; Fan, C.L. Catalytic epoxidation of a technical mixture of methyl oleate and methyl linoleate in ionic liquids using MoO(O2)2.2QOH (QOH = 8-quinilinol) as catalyst and NaHCO3 as co-catalyst. Molecules 2009, 14, 2935–2946. [Google Scholar] [CrossRef]
- Dworakowska, S.; Tiozzo, C.; Niemczyk-Wrzeszcz, M.; Michorczyk, P.; Ravasio, N.; Psaro, R.; Bogdał, D.; Guidotti, M. Mesoporous molecular sieves containing niobium(V) as catalysts for the epoxidation of fatty acid methyl esters and rapeseed oil. J. Clean. Prod. 2017, 166, 901–909. [Google Scholar] [CrossRef]
- Parada Hernandez, N.L.; Bonon, A.J.; Bahú, J.O.; Barbosa, M.I.R.; Wolf Maciel, M.R.; Filho, R.M. Epoxy monomers obtained from castor oil using a toxicity-free catalytic system. J. Mol. Catal. A Chem. 2017, 426, 550–556. [Google Scholar] [CrossRef]
- Perez-Sena, W.Y.; Wärnå, J.; Eränen, K.; Tolvanen, P.; Estel, L.; Leveneur, S.; Salmi, T. Use of semibatch reactor technology for the investigation of reaction mechanism and kinetics: Heterogeneously catalyzed epoxidation of fatty acid esters. Chem. Eng. Sci. 2020, 230, 116206. [Google Scholar] [CrossRef]
- Scotti, N.; Ravasio, N.; Psaro, R.; Evangelisti, C.; Dworakowska, S.; Bogdal, D.; Zaccheria, F. Copper mediated epoxidation of high oleic natural oils with a cumene-O2 system. Catal. Commun. 2015, 64, 80–85. [Google Scholar] [CrossRef]
- Kurańska, M.; Beneš, H.; Prociak, A.; Trhlíková, O.; Walterová, Z.; Stochlińska, W. Investigation of epoxidation of used cooking oils with homogeneous and heterogeneous catalysts. J. Clean. Prod. 2019, 236. [Google Scholar] [CrossRef]
- Zheng, J.L.; Wärnå, J.; Salmi, T.; Burel, F.; Taouk, B.; Leveneur, S. Kinetic modeling strategy for an exothermic multiphase reactor system: Application to vegetable oils epoxidation using Prileschajew method. AIChE J. 2016, 62. [Google Scholar] [CrossRef]
- Leveneur, S. Thermal Safety Assessment through the Concept of Structure-Reactivity: Application to Vegetable Oil Valorization. Org. Process Res. Dev. 2017, 21, 543–550. [Google Scholar] [CrossRef]
- Pérez-Sena, W.Y.; Salmi, T.; Estel, L.; Leveneur, S. Thermal risk assessment for the epoxidation of linseed oil by classical Prisleschajew epoxidation and by direct epoxidation by H2O2 on alumina. J. Therm. Anal. Calorim. 2020, 140, 673–684. [Google Scholar] [CrossRef]
- Leveneur, S.; Pinchard, M.; Rimbault, A.; Safdari Shadloo, M.; Meyer, T. Parameters affecting thermal risk through a kinetic model under adiabatic condition: Application to liquid-liquid reaction system. Thermochim. Acta 2018, 10–17. [Google Scholar] [CrossRef]
- Leveneur, S.; Estel, L.; Crua, C. Thermal risk assessment of vegetable oil epoxidation. J. Therm. Anal. Calorim. 2015, 122. [Google Scholar] [CrossRef]
- Rakotondramaro, H.; Wärnå, J.; Estel, L.; Salmi, T.; Leveneur, S. Cooling and stirring failure for semi-batch reactor: Application to exothermic reactions in multiphase reactor. J. Loss Prev. Process Ind. 2016, 43, 147–157. [Google Scholar] [CrossRef]
- Casson Moreno, V.; Russo, V.; Tesser, R.; Di Serio, M.; Salzano, E. Thermal risk in semi-batch reactors: The epoxidation of soybean oil. Process Saf. Environ. Prot. 2017, 109, 529–537. [Google Scholar] [CrossRef]
- Santacesaria, E.; Tesser, R.; Di Serio, M.; Turco, R.; Russo, V.; Verde, D. A biphasic model describing soybean oil epoxidation with H2O2 in a fed-batch reactor. Chem. Eng. J. 2011, 173, 198–209. [Google Scholar] [CrossRef]
- Aguilera, A.F.; Tolvanen, P.; Oger, A.; Eränen, K.; Leveneur, S.; Mikkola, J.-P.; Salmi, T. Screening of ion exchange resin catalysts for epoxidation of oleic acid under the influence of conventional and microwave heating. J. Chem. Technol. Biotechnol. 2019, 94, 3020–3031. [Google Scholar] [CrossRef]
- Leveneur, S. Catalytic Synthesis and Decomposition of Peroxycarboxylic Acids. Ph.D. Thesis, Åbo Akademi University, Turku, Finland, 2009. [Google Scholar]
- Petrović, Z.S.; Zlatanić, A.; Lava, C.C.; Sinadinović-Fišer, S. Epoxidation of soybean oil in toluene with peroxoacetic and peroxoformic acids–Kinetics and side reactions. Eur. J. Lipid Sci. Technol. 2002, 104, 293–299. [Google Scholar] [CrossRef]
- Campanella, A.; Baltanás, M.A. Degradation of the oxirane ring of epoxidized vegetable oils with hydrogen peroxide using an ion exchange resin. Catal. Today 2005, 107–108, 208–214. [Google Scholar] [CrossRef]
- Goud, V.V.; Patwardhan, A.V.; Dinda, S.; Pradhan, N.C. Epoxidation of karanja (Pongamia glabra) oil catalysed by acidic ion exchange resin. Eur. J. Lipid Sci. Technol. 2007, 109, 575–584. [Google Scholar] [CrossRef]
- Janković, M.R.; Sinadinović-Fišer, S.V.; Govedarica, O.M. Kinetics of the epoxidation of castor oil with peracetic acid formed in situ in the presence of an ion-exchange resin. Ind. Eng. Chem. Res. 2014, 53, 9357–9364. [Google Scholar] [CrossRef]
- Goud, V.V.; Patwardhan, A.V.; Pradhan, N.C. Kinetics of in situ epoxidation of natural unsaturated triglycerides catalyzed by acidic ion exchange resin. Ind. Eng. Chem. Res. 2007, 46, 3078–3085. [Google Scholar] [CrossRef]
- Kousaalya, A.B.; Beyene, S.D.; Ayalew, B.; Pilla, S. Epoxidation Kinetics of High-Linolenic Triglyceride Catalyzed by Solid Acidic-Ion Exchange Resin. Sci. Rep. 2019, 9. [Google Scholar] [CrossRef]
- Freites Aguilera, A.; Hämäläinen, R.; Eränen, K.; Tolvanen, P.; Salmi, T. Prilezhaev epoxidation of oleic acid in the presence and absence of ultrasound irradiation. J. Chem. Technol. Biotechnol. 2021, 96, 1874–1881. [Google Scholar] [CrossRef]
- Campanella, A.; Baltanás, M.A. Degradation of the oxirane ring of epoxidized vegetable oils in a liquid-liquid-solid heterogeneous reaction system. Chem. Eng. Process. Process Intensif. 2007, 46, 210–221. [Google Scholar] [CrossRef]
- Campanella, A.; Baltanás, M.A. Degradation of the oxirane ring of epoxidized vegetable oils in liquid-liquid systems: I. Hydrolysis and attack by H2O2. Lat. Am. Appl. Res. 2005, 35, 205–210. [Google Scholar]
- Cai, X.; Zheng, J.L.; Aguilera, A.F.; Vernières-Hassimi, L.; Tolvanen, P.; Salmi, T.; Leveneur, S. Influence of ring-opening reactions on the kinetics of cottonseed oil epoxidation. Int. J. Chem. Kinet. 2018, 50, 726–741. [Google Scholar] [CrossRef]
- Abdullah, B.M.; Salimon, J. Epoxidation of vegetable oils and fatty acids: Catalysts, methods and advantages. J. Appl. Sci. 2010, 10, 1545–1553. [Google Scholar] [CrossRef] [Green Version]
- Rinaldi, R.; Sepúlveda, J.; Schuchardt, U. Cyclohexene and cyclooctene epoxidation with aqueous hydrogen peroxide using transition metal-free sol-gel alumina as catalyst. Adv. Synth. Catal. 2004, 346, 281–285. [Google Scholar] [CrossRef]
- Wilde, N.; Worch, C.; Suprun, W.; Gläser, R. Epoxidation of biodiesel with hydrogen peroxide over Ti-containing silicate catalysts. Microporous Mesoporous Mater. 2012, 164, 182–189. [Google Scholar] [CrossRef]
- Sepulveda, J.; Teixeira, S.; Schuchardt, U. Alumina-catalyzed epoxidation of unsaturated fatty esters with hydrogen peroxide. Appl. Catal. A Gen. 2007, 318, 213–217. [Google Scholar] [CrossRef]
- Orellana-Coca, C.; Camocho, S.; Adlercreutz, D.; Mattiasson, B.; Hatti-Kaul, R. Chemo-enzymatic epoxidation of linoleic acid: Parameters influencing the reaction. Eur. J. Lipid Sci. Technol. 2005, 107, 864–870. [Google Scholar] [CrossRef]
- Sheldon, R.A.; Van Doorn, J.A. Metal-catalyzed epoxidation of olefins with organic hydroperoxides. I. A comparison of various metal catalysts. J. Catal. 1973, 31, 427–437. [Google Scholar] [CrossRef]
- Satyarthi, J.K.; Srinivas, D. Selective epoxidation of methyl soyate over alumina-supported group VI metal oxide catalysts. Appl. Catal. A Gen. 2011, 401, 189–198. [Google Scholar] [CrossRef]
- Sienel, G.; Rieth, R.; Rowbottom, K. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000. [Google Scholar]
- Di Serio, M.; Turco, R.; Pernice, P.; Aronne, A.; Sannino, F.; Santacesaria, E. Valuation of Nb2O5-SiO2 catalysts in soybean oil epoxidation. Catal. Today 2012, 192, 112–116. [Google Scholar] [CrossRef]
- Goud, V.V.; Patwardhan, A.V.; Pradhan, N.C. Studies on the epoxidation of mahua oil (Madhumica indica) by hydrogen peroxide. Bioresour. Technol. 2006, 97, 1365–1371. [Google Scholar] [CrossRef]
- Paul, A.K.; Borugadda, V.B.; Bhalerao, M.S.; Goud, V.V. In situ epoxidation of waste soybean cooking oil for synthesis of biolubricant basestock: A process parameter optimization and comparison with RSM, ANN, and GA. Can. J. Chem. Eng. 2018, 96, 1451–1461. [Google Scholar] [CrossRef]
- Chou, T.C.; Lee, S. Van Epoxidation of Oleic Acid in the Presence of Benzaldehyde Using Cobalt(II) Tetraphenylporphyrin as Catalyst. Ind. Eng. Chem. Res. 1997, 36, 1485–1490. [Google Scholar] [CrossRef]
- Kozhevnikov, I.V.; Mulder, G.P.; Steverink-de Zoete, M.C.; Oostwal, M.G. Epoxidation of oleic acid catalyzed by peroxo phosphotungstate in a two-phase system. J. Mol. Catal. A Chem. 1998, 134, 223–228. [Google Scholar] [CrossRef]
- Turco, R.; Pischetola, C.; Tesser, R.; Andini, S.; Di Serio, M. New findings on soybean and methylester epoxidation with alumina as the catalyst. RSC Adv. 2016, 6, 31647–31652. [Google Scholar] [CrossRef]
- Turco, R.; Di Serio, M. Sustainable synthesis of epoxidized cynara C. Seed oil. Catalysts 2020, 10, 721. [Google Scholar] [CrossRef]
- Somma, F.; Canton, P.; Strukul, G. Effect of the matrix in niobium-based aerogel catalysts for the selective oxidation of olefins with hydrogen peroxide. J. Catal. 2005, 229, 490–498. [Google Scholar] [CrossRef]
- Kamegawa, T.; Yamahana, D.; Seto, H.; Yamashita, H. Preparation of single-site Ti-containing mesoporous silica with a nanotube architecture and its enhanced catalytic activities. J. Mater. Chem. A 2013, 1, 891–897. [Google Scholar] [CrossRef]
- Phimsen, S.; Yamada, H.; Tagawa, T.; Kiatkittipong, W.; Kiatkittipong, K.; Laosiripojana, N.; Assabumrungrat, S. Epoxidation of methyl oleate in a TiO2 coated-wall capillary microreactor. Chem. Eng. J. 2017, 314, 594–599. [Google Scholar] [CrossRef]
- Yang, X.L.; Zhang, Y. Lyophilization-based synthesis of HKUST-1 encapsulated molybdenyl acetylacetonate nanocrystals: An effective soybean oil epoxidation catalyst. Catal. Commun. 2017, 94, 9–12. [Google Scholar] [CrossRef]
- González-Benjumea, A.; Marques, G.; Herold-Majumdar, O.M.; Kiebist, J.; Scheibner, K.; del Río, J.C.; Martínez, A.T.; Gutiérrez, A. High Epoxidation Yields of Vegetable Oil Hydrolyzates and Methyl Esters by Selected Fungal Peroxygenases. Front. Bioeng. Biotechnol. 2021, 8. [Google Scholar] [CrossRef]
- Adam, W.; Curci, R.; Edwards, J.O. Dioxiranes: A New Class of Powerful Oxidants. Acc. Chem. Res. 1989, 22, 205–211. [Google Scholar] [CrossRef]
- Liu, W.; Chen, J.; Liu, R.; Bi, Y. Revisiting the Enzymatic Epoxidation of Vegetable Oils by Perfatty Acid: Perbutyric Acid Effect on the Oil with Low Acid Value. J. Am. Oil Chem. Soc. 2016, 93, 1479–1486. [Google Scholar] [CrossRef]
- Rafiee-Moghaddam, R.; Salimon, J.; Jelas Haron, M.D.; Jahangirian, H.; Shah Ismail, M.H.; Hosseini, S.; Rezayi, M. Lipase epoxidation optimizing of jatropha curcas oil using perlauric acid. Dig. J. Nanomater. Biostruct. 2014, 9, 1159–1169. [Google Scholar]
- Sun, S.; Yang, G.; Bi, Y.; Liang, H. Enzymatic epoxidation of corn oil by perstearic acid. J. Am. Oil Chem. Soc. 2011, 88, 1567–1571. [Google Scholar] [CrossRef]
- Monteiro, R.R.C.; Lima, P.J.M.; Pinheiro, B.B.; Freire, T.M.; Dutra, L.M.U.; Fechine, P.B.A.; Gonçalves, L.R.B.; de Souza, M.C.M.; Dos Santos, J.C.S.; Fernandez-Lafuente, R. Immobilization of lipase a from Candida antarctica onto Chitosan-coated magnetic nanoparticles. Int. J. Mol. Sci. 2019, 20, 4018. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bajwa, A.S.; Sathaye, S.; Kulkarni, V.M.; Patwardhan, A.V. Chemoenzymatic epoxidation of Karanja oil: An alternative to chemical epoxidation? Asia Pac. J. Chem. Eng. 2016, 11, 314–322. [Google Scholar] [CrossRef]
- United Initiators. Makers of Benox, Caroat, Curox & Norax Chemicals. Available online: https://www.united-initiators.com/ (accessed on 21 June 2021).
- Wang, J.; Wang, S. Activation of persulfate (PS) and peroxymonosulfate (PMS) and application for the degradation of emerging contaminants. Chem. Eng. J. 2018, 334, 1502–1517. [Google Scholar] [CrossRef]
- Curci, R.; D’Accolti, L.; Fusco, C. A novel approach to the efficient oxygenation of hydrocarbons under mild conditions. Superior oxo transfer selectivity using dioxiranes. Acc. Chem. Res. 2006, 39, 1–9. [Google Scholar] [CrossRef]
- Shu, L.; Shi, Y. An efficient ketone-catalyzed epoxidation using hydrogen peroxide as oxidant. J. Org. Chem. 2000, 65, 8807–8810. [Google Scholar] [CrossRef] [PubMed]
- Wallace, W.H.; Bushway, K.E.; Miller, S.D.; Delcomyn, C.A.; Renard, J.J.; Henley, M.V. Use of in situ-generated dimethyldioxirane for inactivation of biological agents. Environ. Sci. Technol. 2005, 39, 6288–6292. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Liu, Y.; Zhang, H.; Wu, H.; Jiang, Y.; Wu, P.; He, M. Highly efficient synthesis of epichlorohydrin by epoxidation of allyl chloride over titanosilicate Ti-MWW. Chin. J. Catal. 2006, 27, 656–658. [Google Scholar] [CrossRef]
- Walraevens, R.; Lerot, L. Process for the Manufacture of Olefine Oxides. U.S. Patent 4,424,391, 3 January 1984. [Google Scholar]
- Takehisa, N.; Eizi, K.; Isao, F. Preparation of Epichlorohydrins by Catalytic Epoxidation of Allyl Chlorides with Cumene Hydroperoxide. Japan Patent 6304573, 19 October 1988. [Google Scholar]
- Venturello, C.; Alneri, E.; Ricci, M. A New, Effective Catalytic System for Epoxidation of Olefins by Hydrogen Peroxide under Phase-Transfer Conditions. J. Org. Chem. 1983, 48, 3831–3833. [Google Scholar] [CrossRef]
- Clerici, M.G.; Ingallina, P. Epoxidation of lower olefins with hydrogen peroxide and titanium silicalite. J. Catal. 1993, 140, 71–83. [Google Scholar] [CrossRef]
- Strebelle, M.; Catinat, J. Epoxidation Catalyst, Its Use and Epoxidation Process in the Presence of This Catalyst. U.S. Patent 790,023, 3 March 2004. [Google Scholar]
- Xu, C.H.; Lü, S.J.; Deng, G.Y.; Qiu, F.L. Study on allyl chloride epoxidation catalyzed by Ti-ZSM-5. Petrochem. Technol. 2002, 31, 245–249. [Google Scholar]
- Wang, S.J.; Wong, D.S.H.; Lim, I.J.Q.; Chen, Y.T.; Huang, C.C. Design and Control of a Novel Plant-Wide Process for Epichlorohydrin Synthesis by Reacting Allyl Chloride with Hydrogen Peroxide. Ind. Eng. Chem. Res. 2018, 57, 6926–6936. [Google Scholar] [CrossRef]
- Jiang, J.; Luo, Z.; Gu, X.; He, M.; Li, S.; Nie, X.; Li, X. A Method for Preparing Epichlorohydrin from glycerol. China Patent 101003523A, 25 July 2007. [Google Scholar]
- Zhao, X.; Bai, Z. Study on the Catalysts for Preparation of Dichloropropanol from Glycerol. Chin. J. Fine Chem. Intermed. 2008, 38, 34–36. [Google Scholar]
- Ouyang, H.; Ling, X. Process study of synthesizing epichlorohydrin from glycerol and hydrogen chloride. J. Chem. Ind. Eng. 2009, 30, 4–7. [Google Scholar]
- Du, X.; Wei, S.; Zhang, J.; Rui, J. Study on the Chlorination Catalyst for the Synthesis of Epichlorohydrin from Glycerol. Chin. J. Fine Chem. Intermed. 2014, 44, 61–67. [Google Scholar]
- Jie, Z. Screening of Catalysts and Determining of Process Conditions for Synthesis of Epichlorohydrin from Glycerol. Master’s Thesis, Hebei United University, Tangshan, China, 2014. (In Chinese). [Google Scholar]
- Zhang, R.; Yang, H.; Li, F.; Ma, Y. Synthesis of epichlorohydrin from 1,3-dichlorohydrin with solid catalysts using γ-Al2O3 as carrier material. Asia Pac. J. Chem. Eng. 2020, 15. [Google Scholar] [CrossRef]
- Zou, S.P.; Gu, K.; Zheng, Y.G. Covalent immobilization of halohydrin dehalogenase for efficient synthesis of epichlorohydrin in an integrated bioreactor. Biotechnol. Prog. 2018, 34, 784–792. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Li, T.; Wang, R.; Luo, G. Synthesis of epichlorohydrin from 1,3-dichloropropanol using solid base. Chin. J. Chem. Eng. 2017, 25, 301–305. [Google Scholar] [CrossRef]
- de Araujo Filho, C.A.; Eränen, K.; Mikkola, J.P.; Salmi, T. A comprehensive study on the kinetics, mass transfer and reaction engineering aspects of solvent-free glycerol hydrochlorination. Chem. Eng. Sci. 2014, 120, 88–104. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | Process Temperature [°C] | Ethylene Oxide Selectivity [%] | Reference |
|---|---|---|---|
| Ag/Al2O3 | 230–240 | 50 | [7,12] |
| Promoted- Ag/Al2O3 | >90 | ||
| Pt/C (smaller particles) | 50 | - | [2] |
| Pt/C (larger particles) | 160 | ||
| Cu (CuO) | >240 | 1.5 | [6] |
| Cu (Cu2O) | 180 | 21 | |
| Zeolites (ZSM-5, Beta, Y, Mordenite) | 25 | - | [15] |
| Ag/zeolites |
| Type of Process | Process/Catalyst | Advantages/Drawbacks |
|---|---|---|
| Chlorohydrin process | Dehydrochlorination of chlorohydrins. | Drawback: Corrosion of the equipment, environmental problems and the formation of harmful byproducts. |
| Styrene monomer propene oxide process/Ter-butyl Alcohol process | Hydropeoxide from ethylbenzene/Hydropeoxide from isobutane with oxygen as oxidant. Homogeneous Mo based catalyst and heterogeneous Ti supported on silica. | Drawback: Plant complexity, problems related to the price and marketability of the process coproducts (styrene and ter-butyl alcohol). |
| Cumene process (CHP) | Silicon oxide catalyst with Ti in the mesoporous structure. | Advantage: Conversion of the byproduct to the initial cumene through dehydration and hydrogenation. |
| HPPO process | Direct use of hydrogen peroxide as oxidation agent. Titanium silicalite-1 (TS-1) as catalyst. | Advantage: Economical and environmentally friendly process with the production of only H2O as a byproduct. Drawback: High price of the catalyst and hydrogen peroxide. |
| Catalyst | Vegetable Oil/Fatty Acid | Process Conditions | %Conversion | %RCO | Reference | |
|---|---|---|---|---|---|---|
| T (°C) | Time (h) | |||||
| - | Oleic acid | 40; 50; 60 | 9; 24 | 62–92 | 16–32 | Aguilera et al. [61] |
| Soybean | 50; 55; 60 | 3 | 49–79 | 45–65 | Di Serio et al. [62] | |
| Oleic acid | 50 | 26 | 80 | 39 | Aguilera et al. [63] | |
| H2SO4 | Cottonseed | 30; 45; 60; 75 | 4–8 | 93.9 | 66–77 | Dinda et al. [64] |
| Soybean | 45; 55; 65; 75 | 12 | ns | 56–81 | Cai et al. [65] | |
| Corn | 75 | 7.5 | ns | 60 | Cai et al. [65] | |
| Sunflower | 75 | 7.5 | ns | 65 | Cai et al. [65] | |
| Jatropha | 30; 50; 70; 85 | 3.5; 4.5; 10 | 35–87 | 41–69 | Goud et al. [66] | |
| Acetone | Soybean oil | room | 18 | 99 | high | Setien et al [67] |
| Anion Exchange resine (AIER) | Soybean | 30; 60; 75 | 7; 8; 9; 10 | 73.1–96.9 | 48.58–82.39 | Sinadinović-Fišer et al. [68] |
| Jatrofa | 30; 50; 70; 85 | 5; 10 | 42–86 | 50–85 | Goud et al. [69] | |
| Canola | 40; 55; 65; 75 | 7 | 50–91.1 | 45–90 | Mungroo et al. [70] | |
| Canola | 50–60 | 5 | 71–98.5 | 70–99 | Espinoza et al. [71] | |
| Rubber | 60 | 5 | 92 | ns | Gamage et al. [72] | |
| Neem | 60 | 5 | 93 | ns | Gamage et al. [72] | |
| Mee | 60 | 5 | 93 | ns | Gamage et al. [72] | |
| Sucrose linseedate | 55–65 | ns | 99.9 | 88 | Pan et al. [73] | |
| Sucrose safflowerate | 55–65 | ns | 99.8 | 90 | Pan et al. [73] | |
| Sucrose soyate | 55–65 | ns | 99.6 | 93 | Pan et al. [73] | |
| Sucrose soyate | 55–65 | ns | 99.4 | 91 | Pan et al. [73] | |
| Soybean | 50; 65; 75; 80 | 8–10 | 65–98.7 | 62–87.7 | Jankovic et al. [74] | |
| Soybean | 45; 55 | 3 | 96–98 | 60–80 | Di Serio et al. [62] | |
| Tall oil fatty acids | 60 | 6 | 81 | 44 | Vanags et al. [75] | |
| Oleic acid | 50 | 6 | 97 | 78 | Aguilera et al. [63] | |
| Cottonseed | 40 | 5 | 73 | 72 | Aguilera et al. [63] | |
| Tall oil fatty acids | 50 | 6 | 88 | 73 | Aguilera et al. [76] | |
| Chemo-enzymatic | Soybean, sunflower, linseed, rapeseed | Room temperature | 16 | 88–99 | 88–96 | Rüsch et al. [77] |
| Rüsch et al. [77] | ||||||
| Soybean | 50 | 24 | 48–98.9 | 45–92 | Vlček et al. [78] | |
| Sapindus mukurossi | 30; 35; 40; 45 | 10 | ns | 44–88 | Zhang et al. [79] | |
| Oleic acid | 50 | 24 | ns | 86–88 | Törnvall et al. [80] | |
| Tall oil fatty acids | 40 | 7 | 51–80 | 45–67 | Kirpluks et al. [81] | |
| Metal/metal oxides | Soybean | Room temperature | 1-2 | 16–92 | 15–95 | Gerbase et al. [82] |
| Fatty acid mixture | 30 | 2 | 41–92 | ns | Cai et al. [83] | |
| Rapeseed | 90 | 4 | 26–44 | ns | Dworakowska et al. [84] | |
| Castor | Ns | 6 | 94 | 84 | Parada et al. [85] | |
| Methyl Oleate (aluminium oxide) | 74 | 25 | 90 | 73 | Perez Sena et al. [86] | |
| Sunflower oil (CuO/gamma-Al2O3) | 100 | 6 | 99 | 78 | Scotti et al. [87] | |
| No. | Substrate | Oxidant | Catalyst | Solvent | Reaction Conditions | Conversion/Selectivity with Respect to the Hydrogen Peroxide | Ref. |
|---|---|---|---|---|---|---|---|
| 1 | Allyl chloride | Percarboxylic acid (-COOOH)(perpropionic acid) | H2SO4 | Inert chlorine-based hydrocarbon solvents | 345 K, 1.01 bar, cascade reaction solvent: 1,1,2,2-tetrachloroethane: 1,2-dichloropropane (52:13) | -/100% | [141] |
| 2 | Allyl chloride | Alkyd hydrogen peroxide (ROOH) | Ti(IV)/SiO2 (MgO) | 80 °C–100 °C, n(C3H5Cl):n(ROOH) = 5:1–10:1 | Above 80%/- | [142] | |
| 3 | Allyl chloride | Hydrogen peroxide (H2O2) | chlorine-based quaternary ammonium salt | Benzene-water solvents (ph = 2) | 60 °C, 2.5 h, n(C3H5Cl):n(H2O2) (55:12) | 96%/80% | [143] |
| 4 | Allyl chloride | Hydrogen peroxide (H2O2) | TiO2 2.8 wt%, SiO2/TiO2 molar ratio 46 | Methanol | 45 °C, 0.5 h, | 98%/92% | [144] |
| 5 | Allyl chloride | Hydrogen peroxide (H2O2) | titanium silicalite | Methanol | 25 °C, 2.5 h n(Methanol):n(C3H5Cl):n(H2O2) = 15.6:2:1 | 89%/99% | [145] |
| 6 | Allyl chloride | Hydrogen peroxide (H2O2) | Ti-MWW | aprotic solvent (acetone, acetonitrile) | 60 °C, 2 h | 96.1%/99.9% | [140] |
| 7 | Allyl chloride | Hydrogen peroxide (H2O2) | Ti-ASM-5 | Methanol | 50 °C, 1 h n(C3H5Cl):n(H2O2) = 3:1 | 100%/- | [146] |
| 8 | Allyl chloride | Hydrogen peroxide (H2O2) | Titanium silicate-1 (TS-1) | No information | No information | 99.5%/- | [147] |
| Item | Substrate | Chlorination Agent | Chlorination Solvent | Chlorination Catalyst | Reaction Conditions | Yield/conVersion | Deactivation | Ref. |
|---|---|---|---|---|---|---|---|---|
| Step-1 Chlorination | Glycerol | Hydrochloric gas | Dibutyl ether, dichloroethane, dichloropropene or chlorobenzene | Organic acids (anhydrous acetic acid) | 100 °C | No information | No information | [148] |
| Glycerol | Hydrochloric gas | Water | Organic acids (hexanedioic acid) | 110 °C, 3 h | 85%/97% | No information | [149] | |
| Glycerol | Hydrochloric gas | Water | Organic acids (hexanedioic acid) | 120 °C, 20 h | --/95% | No information | [150] | |
| Glycerol | Hydrochloric gas | water | n(hexanedioic acid):n(acetic anhydride) = 3:2 | 115 °C, 5 h | 69.5%/99.7% | No information | [151] | |
| Step 2 Epoxidation | Dichlorohydrin | Super base catalyst (Ca(NO3)2 /K2CO3/(HOCH2CH2)3N/γ-Al2O3) | 353 K, 4 h | 96.5%/-- | No information | [148] | ||
| Dichlorohydrin | No information | 30 °C, | 91.79%/-- | No information | [150] | |||
| Dichlorohydrin | No information | 40 °C | 99.77%/69.7% | No information | [152] | |||
| Dichlorohydrin | Mg, Ca, Ba nitrates and chlorides/γ-Al2O3 | 150 °C–330 °C | 98.4%/90% | No information | [153] | |||
| Dichlorohydrin | halohydrin dehalogenase | 40 °C, 25–70 min | 95.2%/-- | retained >90% of the initial conversion after 50 cycles of reaction | [154] | |||
| Dichlorohydrin | No information | 323.2 K, 20 min | 50%/97% | No information | [155] | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, Y.; Taddeo, F.; Aguilera, A.F.; Cai, X.; Russo, V.; Tolvanen, P.; Leveneur, S. The Lord of the Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide Compounds. Catalysts 2021, 11, 765. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11070765
Meng Y, Taddeo F, Aguilera AF, Cai X, Russo V, Tolvanen P, Leveneur S. The Lord of the Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide Compounds. Catalysts. 2021; 11(7):765. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11070765
Chicago/Turabian StyleMeng, Yudong, Francesco Taddeo, Adriana Freites Aguilera, Xiaoshuang Cai, Vincenzo Russo, Pasi Tolvanen, and Sébastien Leveneur. 2021. "The Lord of the Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide Compounds" Catalysts 11, no. 7: 765. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11070765