1. Introduction
Fischer–Tropsch synthesis (FTS) is the major route for converting syngas (CO+H2) made from coal or natural gas into a wide variety of hydrocarbons. The products are further processed to obtain fuel and chemicals. Increasingly stringent environmental regulations are pushing the drive for clean fuels (low-sulfur, low-aromatics), and concerns about the huge consumption of liquid fuel make FTS an environmentally friendly and promising route for coal- or gas-rich regions.
The industrial catalysts for FTS are mainly iron- and cobalt-based catalysts [
1]. Iron-based catalysts are relatively inexpensive, possess reasonable activity for FTS, and have lower sensitivity towards poisons and excellent water gas shift (WGS) activity compared with cobalt catalysts, which makes iron-based catalysts the preferred catalysts for hydrocarbon production via FTS using coal-derived syngas [
1,
2,
3,
4]. Iron-based catalysts can be divided into precipitated iron catalysts for low-temperature FTS and molten iron catalysts for high-temperature FTS, according to different synthetic routes. Precipitated catalysts can be utilized at 230–280 °C, which is suitable for producing diesel oil and wax, and molten catalysts can be used to produce low-carbon olefins and gasoline at 320–340 °C [
1]. The application of a slurry bubble column reactor (SBCR) for liquid-phase FTS using a precipitated iron-based catalyst is advantageous because of the excellent control of the highly exothermic reaction heat in large-scale industrial operation. Nevertheless, the use of iron catalysts in the most economical SBCR has been limited by their high rate of attrition to ultrafine particles leading to catalyst loss, difficulty in wax/catalyst separation, and product contamination, resulting in mass transfer limitations and downstream processing unit shutdown [
5,
6]. Several literature works have reported that operational difficulties, caused by catalyst breakup (attrition), were encountered during an F–T demonstration run in an SBCR at LaPorte Texas. The filtering system was plugged after one day of operation, and the external catalyst/wax separation in a settling tank was inefficient, resulting in gradual loss of the catalyst from the reactor, using a precipitated iron catalyst [
7,
8,
9]. The problems were attributed to breakup of the original catalyst particles into fine particles. Also, researchers at Sasol in South Africa reported that an Fe F–T catalyst, used in fixed-bed reactors at Sasol, may be structurally too weak for use in the SBCR and that solid/wax separation was a major developmental challenge in the commissioning of a semi-commercial-scale SBCR (2500 barrels of liquid product per day) [
10,
11]. It is believed that the attrition process of iron catalysts for F−T synthesis includes both fracture (the fragmentation of particles) and abrasion/erosion (the process by which particle surface layers or corners are removed) [
12,
13]. Particle erosion is particularly serious as it generates more fine particles because the catalysts undergo various stresses during the F−T reaction, such as collision, friction, pressure, thermal and chemical stresses. Therefore, the attrition property of the F–T catalyst must be improved before its industrial application. In order to overcome this obstacle, numerous researchers have launched studies on catalyst optimization through fundamental structure design and novel preparation technology, etc.
SiO
2 was used as a binder to improve the strength of iron-based coprecipitated catalyst for a slurry bed and to protect iron grains from sintering during F–T reaction [
1,
14]. Many researchers have researched the effect of SiO
2 on the attrition resistance of catalysts [
15]. Goodwin et al. investigated the adding process and the amount of added SiO
2 and found that the attrition resistance of the catalyst prepared by adding binder SiO
2 after precipitation was better than that prepared by adding precipitated SiO
2 during precipitation [
16]. In addition, the authors also found that the higher the particle density, the better the attrition resistance property [
17]. Therefore, the attrition resistance got worse with higher content of SiO
2, as it lowers the particle density of the catalyst. However, precipitated SiO
2 can be used in the preparation of attrition-resistant spray-dried iron catalysts when present in a suitable amount less than 12 wt%, as long as appropriate precipitation and spray drying techniques are employed. Bukur et al. [
18] investigated the effect of precipitated SiO
2 and binder SiO
2 on the attrition resistance, and also the effect of different SiO
2 sources (silica sol, ethyl orthosilicate, potassium silicate). The increase in the fraction of particles smaller than 10 μm for the three catalysts after ~300 h of FTS reaction was 0.7%, −3.4%, and −0.3%, respectively. The CO+H
2 conversion after 150 h of FTS reaction was 72%, 74–78%, and 72%, while the CH
4 selectivity was 3.4%, 2.6%, and 2.0–2.4%, respectively. The results showed that the catalyst prepared from silica sol had the best attrition resistance, but the worst activity and selectivity. Hou et al. [
19] observed the morphologies of catalysts with different SiO
2 contents before and after reaction by SEM, and found that the attrition resistance of the catalysts improved as SiO
2 content was increased from 100Fe/5Cu/4.2K/15SiO
2 to 100Fe/5Cu/4.2K/40SiO
2, while the reduction and carbonization of the fresh catalysts were inhibited. For 100Fe/5Cu/4.2K/15SiO
2, the CO conversion at 300 h and 500 h are 48.41% and 47.82%, respectively, while for 100Fe/5Cu/4.2K/40SiO
2, the CO conversion at 300 h and 500 h are 31.68% and 32.55%, respectively. Chang Hai et al. [
20] studied the effect of SiO
2 addition parameters (temperature, pH value, and aging time) on the structure and performance of an Fe/Cu/K/SiO
2 catalyst prepared by a coprecipitation method. This work shows that 55 °C is the best addition temperature for the lowest deactivation rate as well as the best selectivity, and it is beneficial to improve attrition resistance by prolonging the aging time within 150 min. With the decrease in pH, the attrition resistance is strengthened whereas the reduction of the catalyst becomes more difficult.
Researchers have mainly studied the effects of SiO2 addition method, content, source type, and process conditions on the attrition resistance of precipitated iron catalysts and its activity and selectivity. However, the relationship between attrition resistance and catalyst reaction stability have been rarely reported yet.
In addition to the attrition resistance property, the FTS reaction stability of the precipitated iron catalyst is also key to the stable operation of the industrial plant. Generally, the deactivation of Fischer–Tropsch catalysts is attributed to poisoning [
21], oxidation [
22], sintering [
23], and coking [
24]. The deactivation from S poisoning is mainly due to the insufficient purity of syngas and can be solved by purification [
1]. For the other types of deactivation, many researchers avoid iron grain sintering and oxidation by adjusting the interaction between Fe and Si or by adding Mn, Zn, and Zr additives [
25,
26,
27,
28,
29]. However, in view of catalyst deactivation from coking, although some research results have shown that the coke is formed on the catalyst surface due to a Boudouard reaction, and the addition of K promoter will make the coking more obvious [
30,
31,
32], there is few work reported about the effect of promoters on anti-coking during FTS reaction as well to make further improvement of catalyst stability based on it.
It is suggested that a suitable iron catalyst for SBCR application requires excellent resistance to not only physical fracture/abrasion but also chemical erosion which occurs with coking, causing deactivation under reaction conditions. An integrated study on catalyst physical attrition resistance and reaction stability is presented herein. In this paper, the effects of SiO2 content and silanol content within the silica sources on the attrition resistance, FTS stability, and performance of an as-prepared iron catalyst were investigated. Based on the proposition that the CO adsorption and dissociation can be controlled and the Boudouard reaction can be restrained by adjusting the electron density on the catalyst surface, a novel catalyst design with a novel promoter was developed to restrain coking, and it demonstrated excellent FTS stability for industrial application.
3. Materials and Methods
3.1. Materials
H2 (99.9%) and CO (99.9%) were purchased from Beijing AP BAIF gases industry Co., Ltd., and were desulfurized (up to <0.05 μg/g), deoxidized, and dehydrated before use. Fe(NO3)3·9H2O, Cu(NO3)2·3H2O, K2CO3, H3BO3, and Na2CO3 were purchased from Sinopharm Chemical Reagent Co. Ltd. All chemicals were used as received.
3.2. Catalyst Preparation
Catalysts were prepared by a patented method (CN101602000). In brief, the solution of Fe(NO3)3·9H2O and Cu(NO3)2·3H2O at appropriate Fe/Cu ratio was co-precipitated with sodium carbonate solution at pH = 7 and T = 70 °C. The precipitation was centrifuged and fully washed. After the cake was slurried, an appropriate amount of K2SiO3 was added into the slurry and the pH value was adjusted. After centrifugation, the cake was re-slurried with desired K2CO3 and de-ionized water, and the mixture was spray-dried at 200 °C. Finally, the catalyst was dried at 100 °C overnight and calcinated at 500 °C for 6 h.
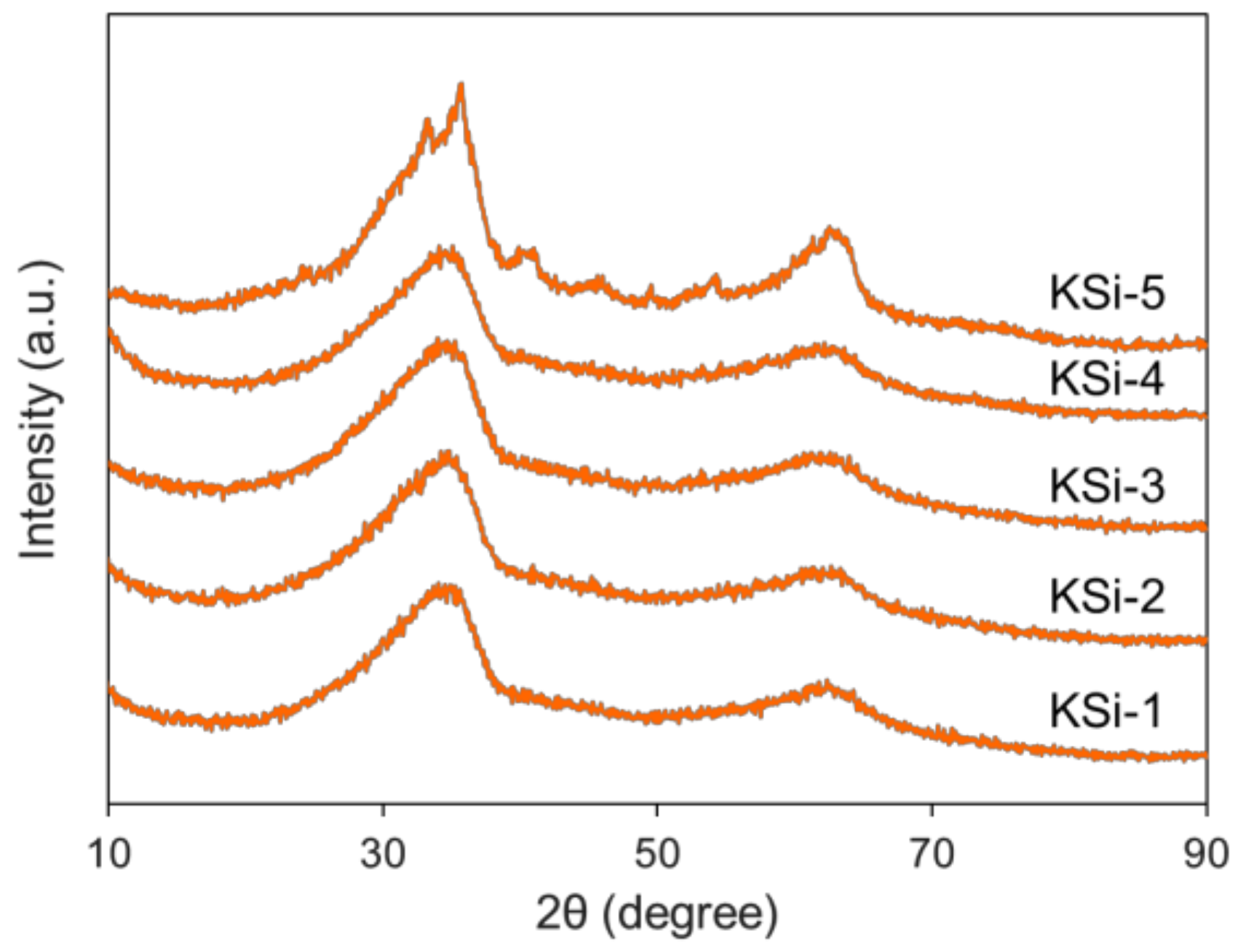
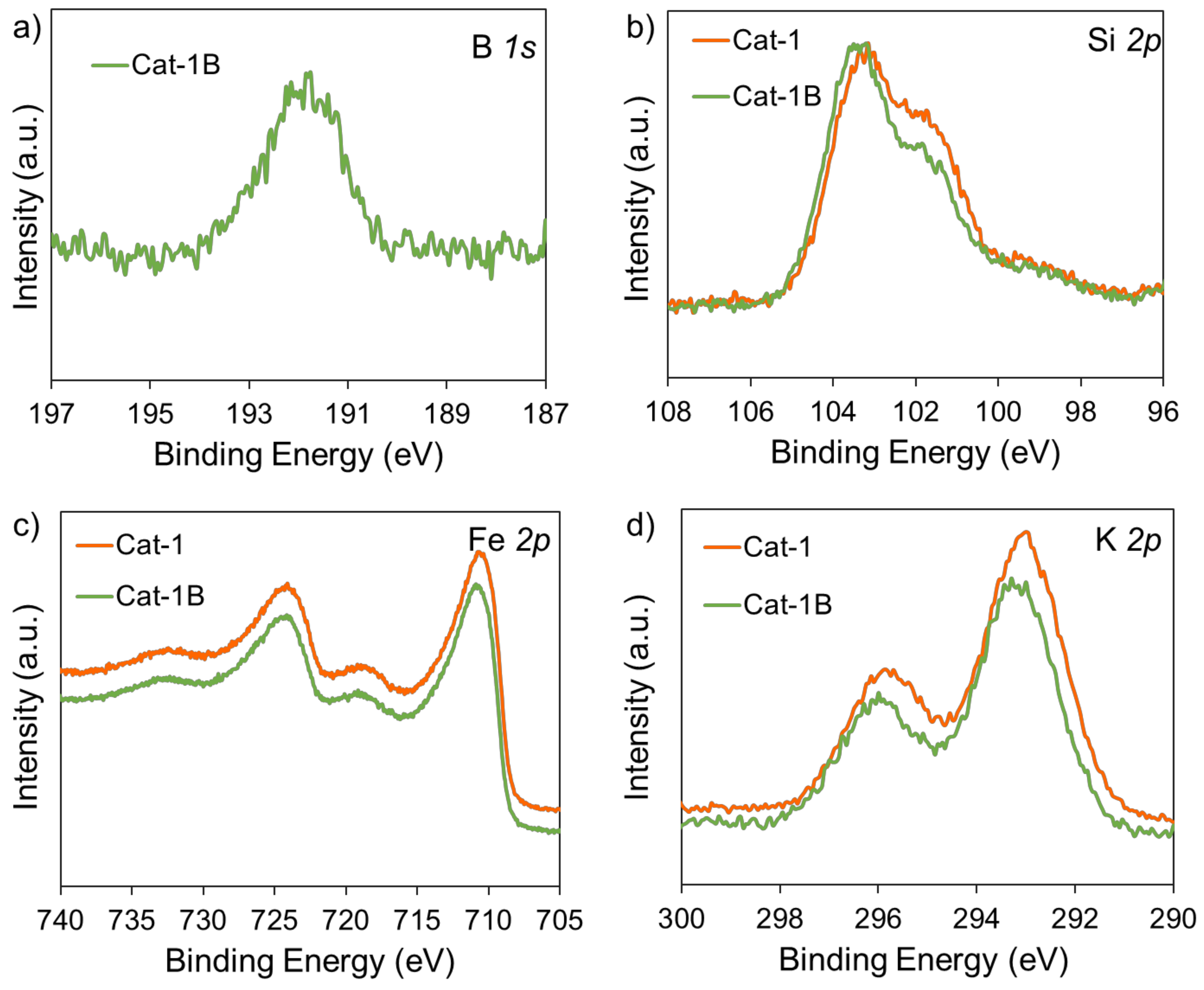
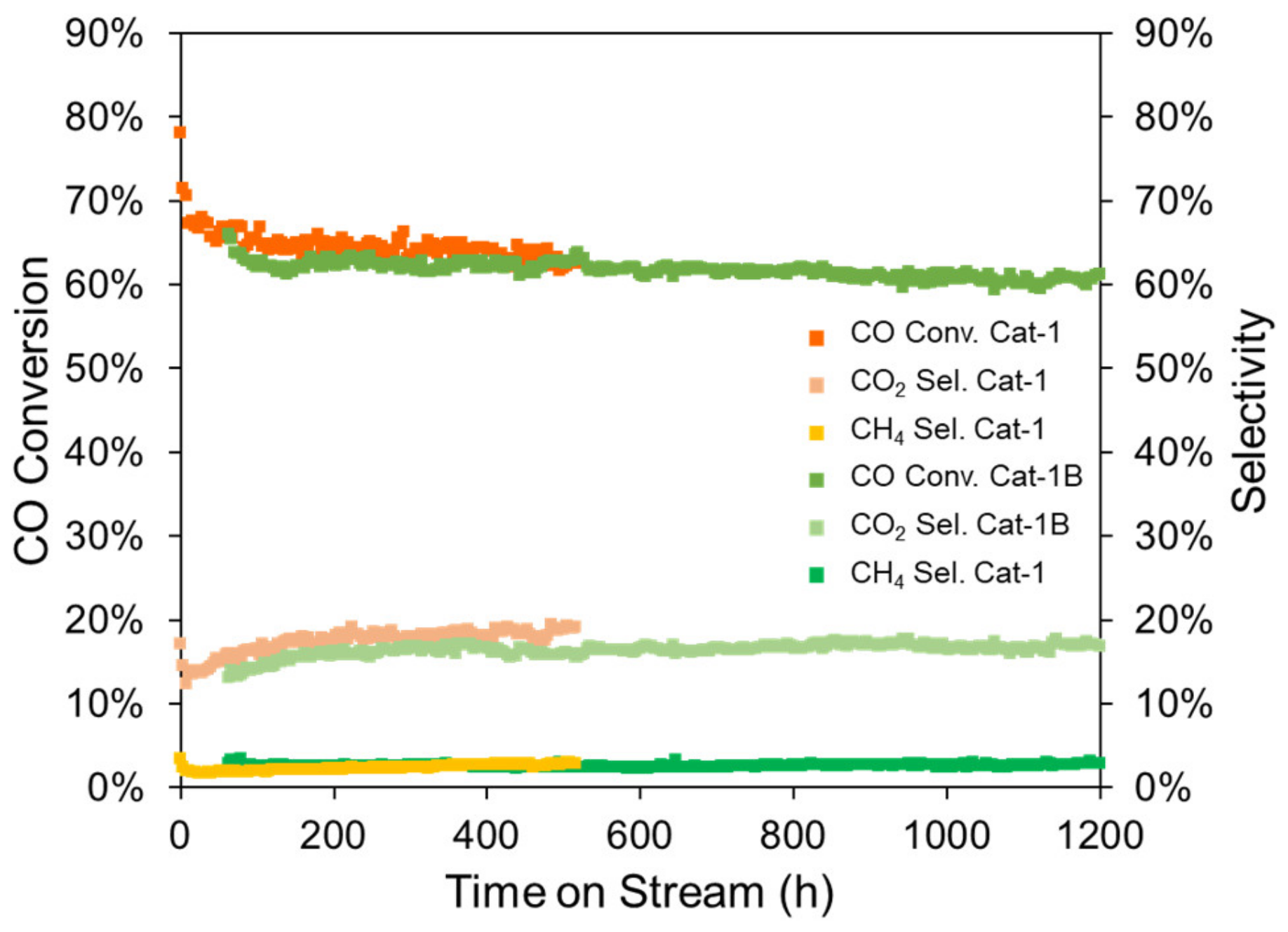
The catalysts prepared with potassium silicate (KSi-5) were named SFT-1/2/3/4, corresponding to SiO2/Fe2O3 mass ratios of 12.5/100, 15/100, 17.5/100, and 20/100. The ratio of Fe2O3/CuO/K2O in catalysts is in accordance with the mass ratio of 100:4.4:3.5:17.5. The catalysts prepared with different amounts of potassium silicate (KSi-1/2/3/4/5) were successively named as Cat-1/2/3/4/5. The ratio of Fe2O3/CuO/K2O/Si2O in catalysts is in accordance with the mass ratio of 100:4.4:3.5:17.5. Preparation and formulation of Cat-1B were the same as for Cat-1, except that H3BO3 was added during the re-slurrying process at a B2O3/Fe2O3 ratio of 4.8/100.
3.3. Catalyst Characterization
3.3.1. Nitrogen Adsorption/Desorption
BET surface area, pore volume, and average pore diameter measurements were determined by nitrogen isothermal physisorption at liquid nitrogen temperature using a Micromeritics ASAP 3020. Before the adsorption measurements, samples were degassed under vacuum at 90 °C for 1 h and 350 °C for 3 h.
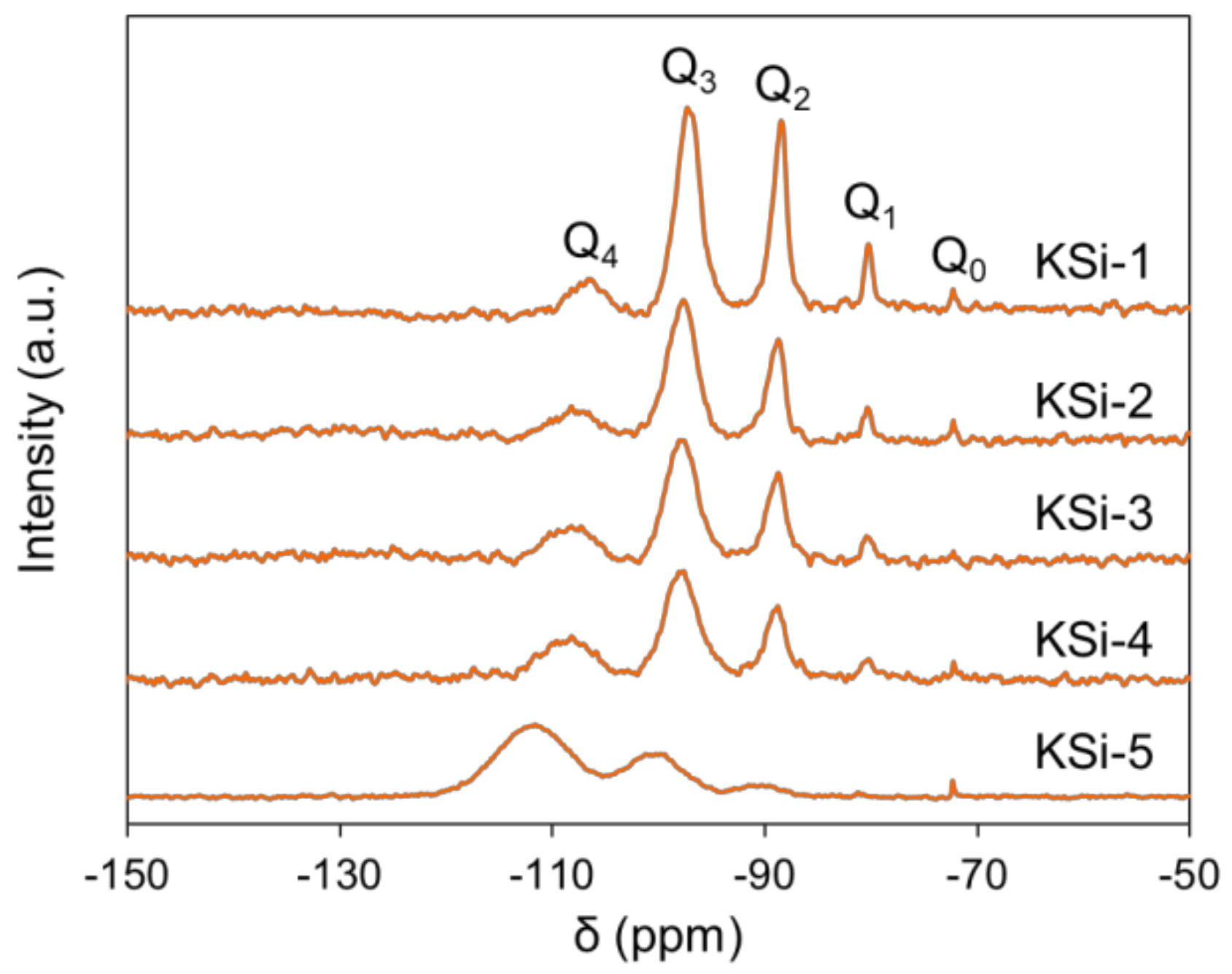
3.3.2. Nuclear Magnetic Resonance (NMR)
29Si NMR of liquid K2SiO3 samples placed in 10 mm PTFE tubes was conducted with an Si-free probe on an Advance III 400 MHz spectrometer (Bruker, Karlsruhe, Germany).
3.3.3. X-ray Diffraction
Powder X-ray diffraction (XRD) was carried out on a Bruker D8 ADVANCE X-ray diffractometer (Bruker, Karlsruhe, Germany) with Cu Kα radiation source (λ = 0.154 nm, operating at 40 kV, 40 mA). The scan range was 10–80°.
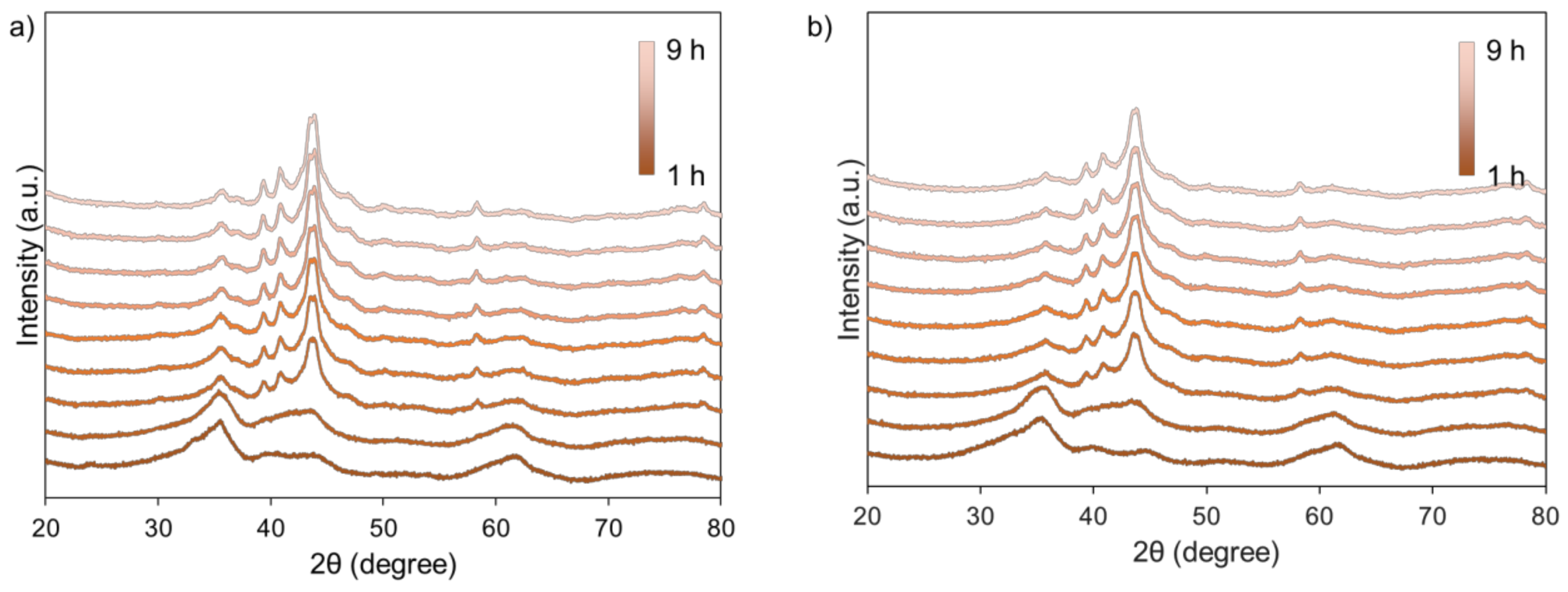
In situ XRD was carried out on a Rigaku D/max-2600/PC apparatus (Rigaku, Tokyo, Japan) equipped with a D/teX ultra-high-speed detector and scintillation counter. The X-ray generator consisted of a Cu rotating anode target with a maximum power of 9 kW. All the tests were operated at 40 mA and 40 kV. In situ XRD patterns were recorded in an Anton Paar XRK-900 cell equipped with a H2/CO = 20 gas system.
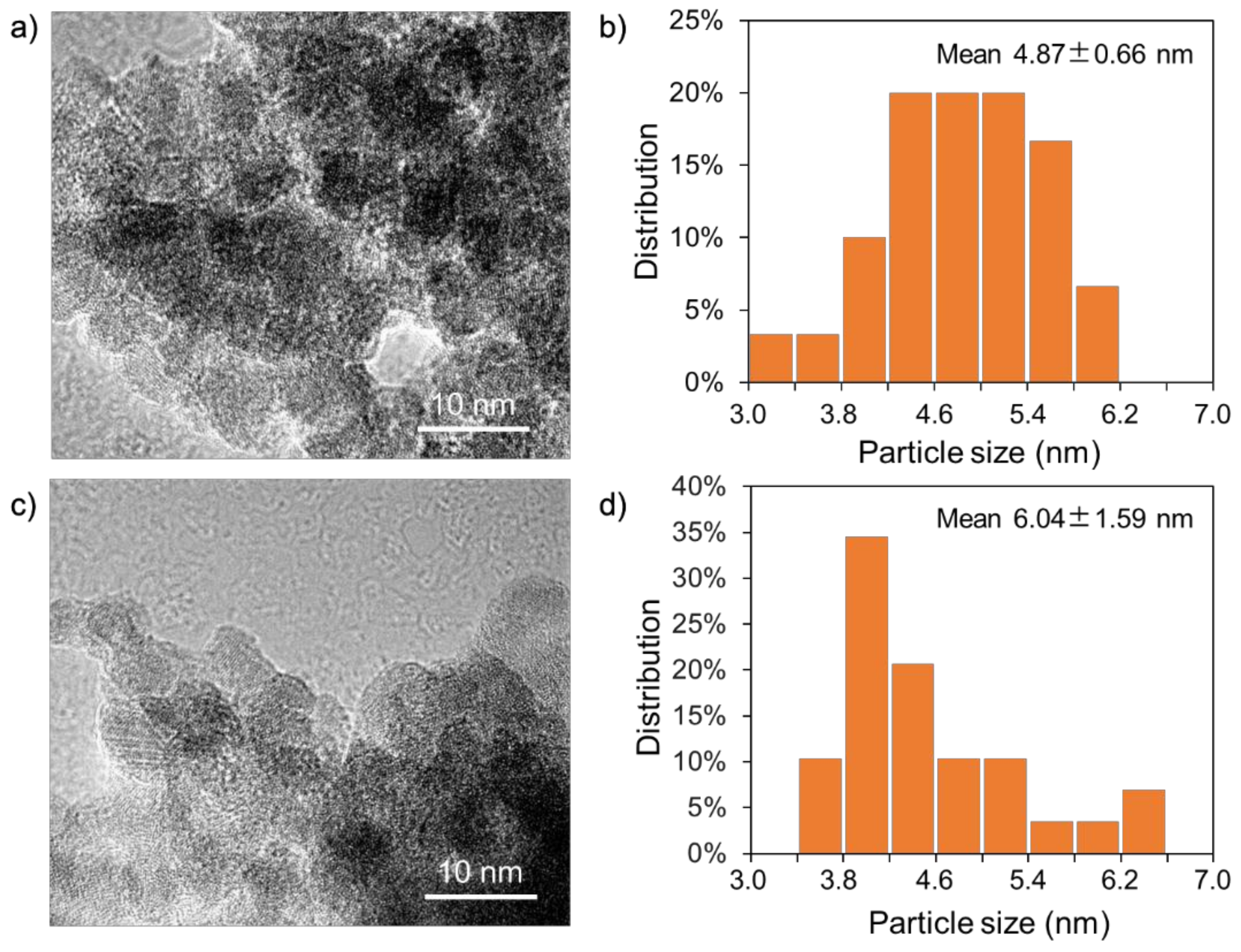
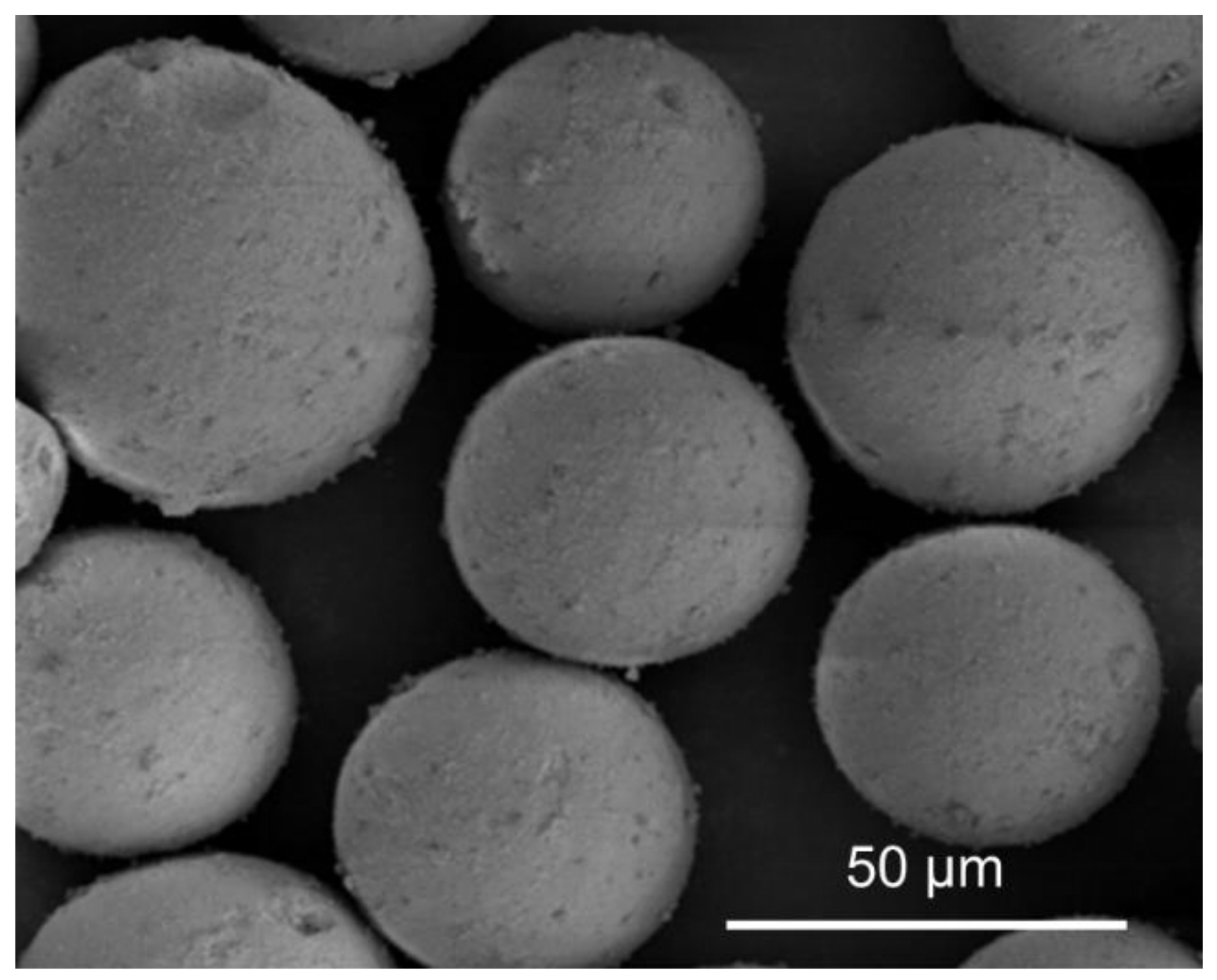
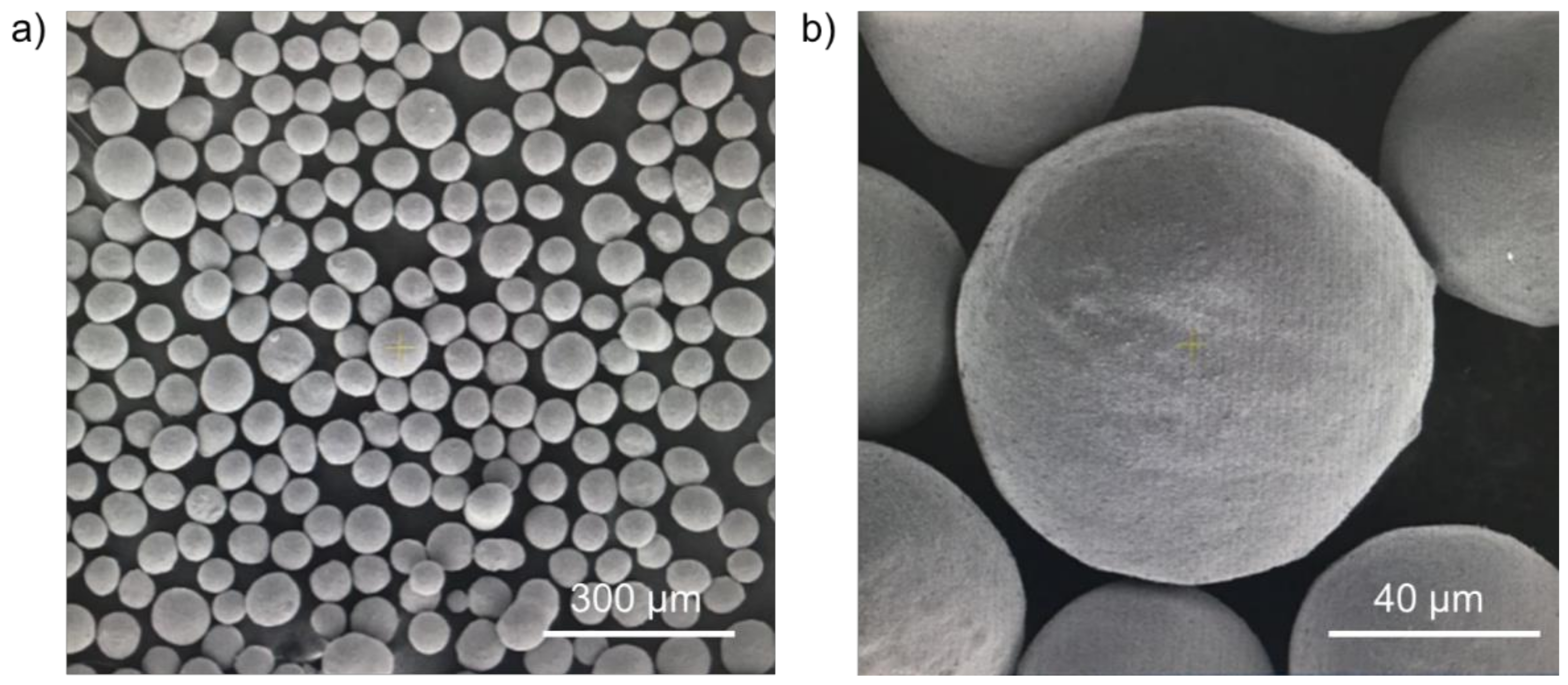
3.3.4. Scanning and Transmission Electron Microscopy
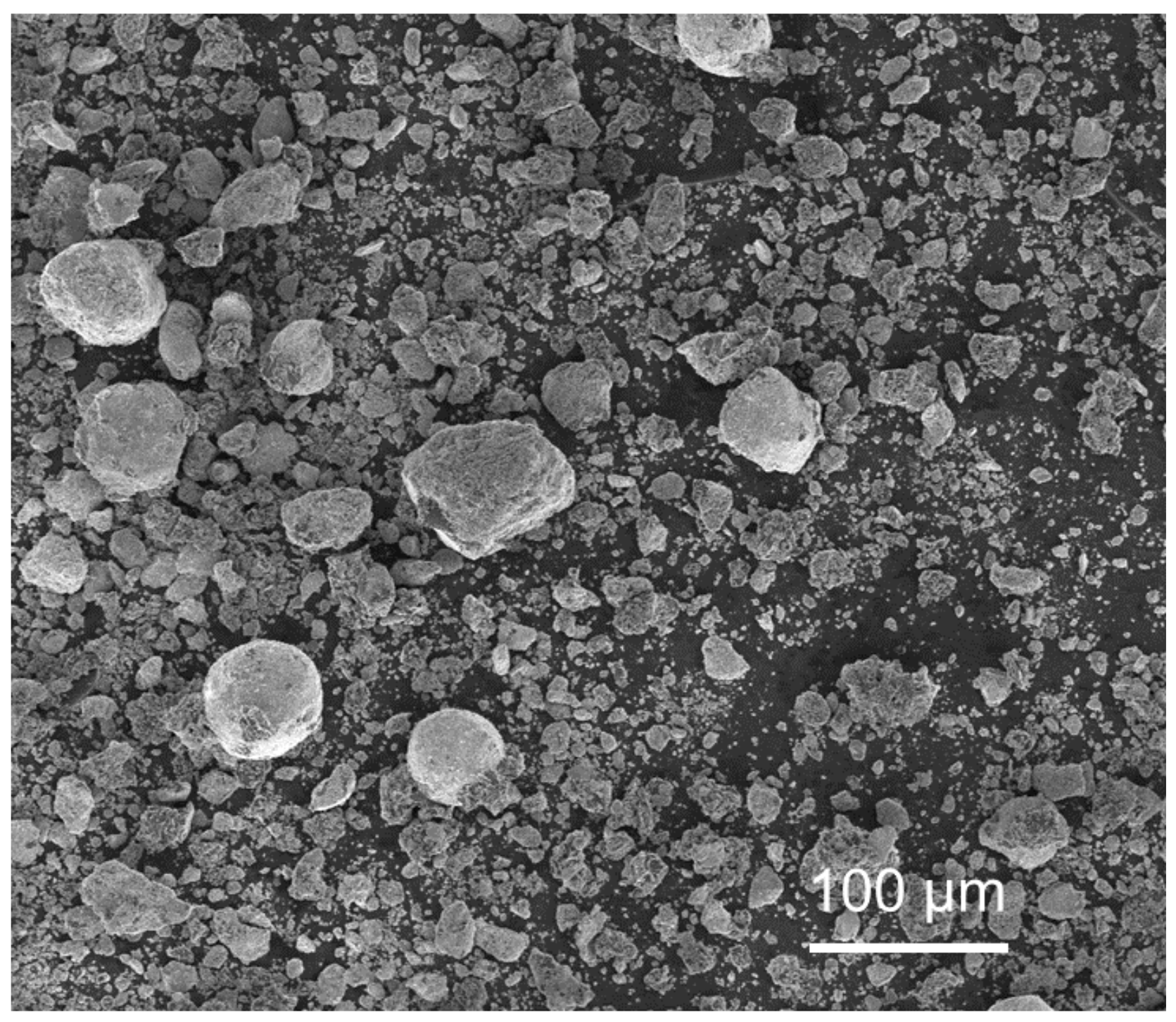
The scanning electron microscopy (SEM) images were collected on a Nova NanoSEM 450 scanning electron microscope (FEI, Hillsboro, OR, USA). The transmission electron microscopy (TEM) images were collected on an ARM200F electron microscope (JEOL, Tokyo, Japan) operated at 200 kV.
3.3.5. X-ray Photoelectron Spectroscopy (XPS)
XPS measurements were recorded using a Thermo Escalab 250Xi (Thermo Scientific, Waltham, MA, USA) system at base pressure of 1 × 10−9 mbar. Samples were excited with monochromatized Al Kα radiation (hν = 1486.6 eV). The analyzer was operating in a constant pass energy mode (20 eV). The C 1s peak of adventitious carbon (284.8 eV) was used as a reference for estimating the binding energy.
3.3.6. Raman Spectrum
The Raman spectrum was obtained on HR-800 laser confocal spectrometer (Horiba, Kyoto, Japan).
3.3.7. Temperature-Programmed Reduction (TPR)
H2-TPR experiments were conducted using a Micromeritics Autochem II 2920 auto adsorption apparatus (Micromeritics, Norcross, GA, USA). First, 100 mg of sample was degassed and reduced in 10 vol% H2/Ar with a flow rate of 50 mL/min. The temperature was ramped linearly from 50 °C to 900 °C at 10 °C/min. The H2 consumption was detected by a thermal conductivity detector (TCD) during the run.
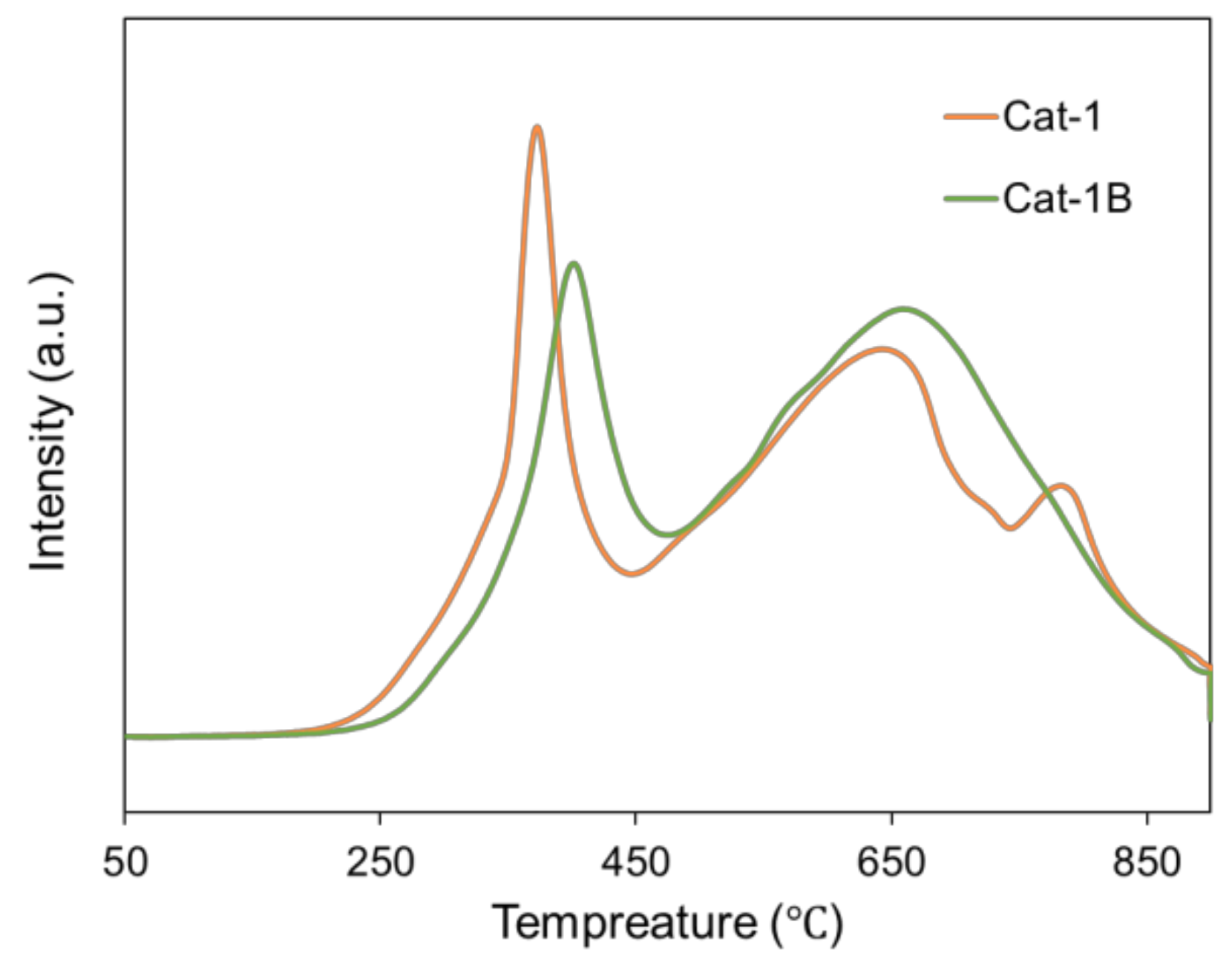
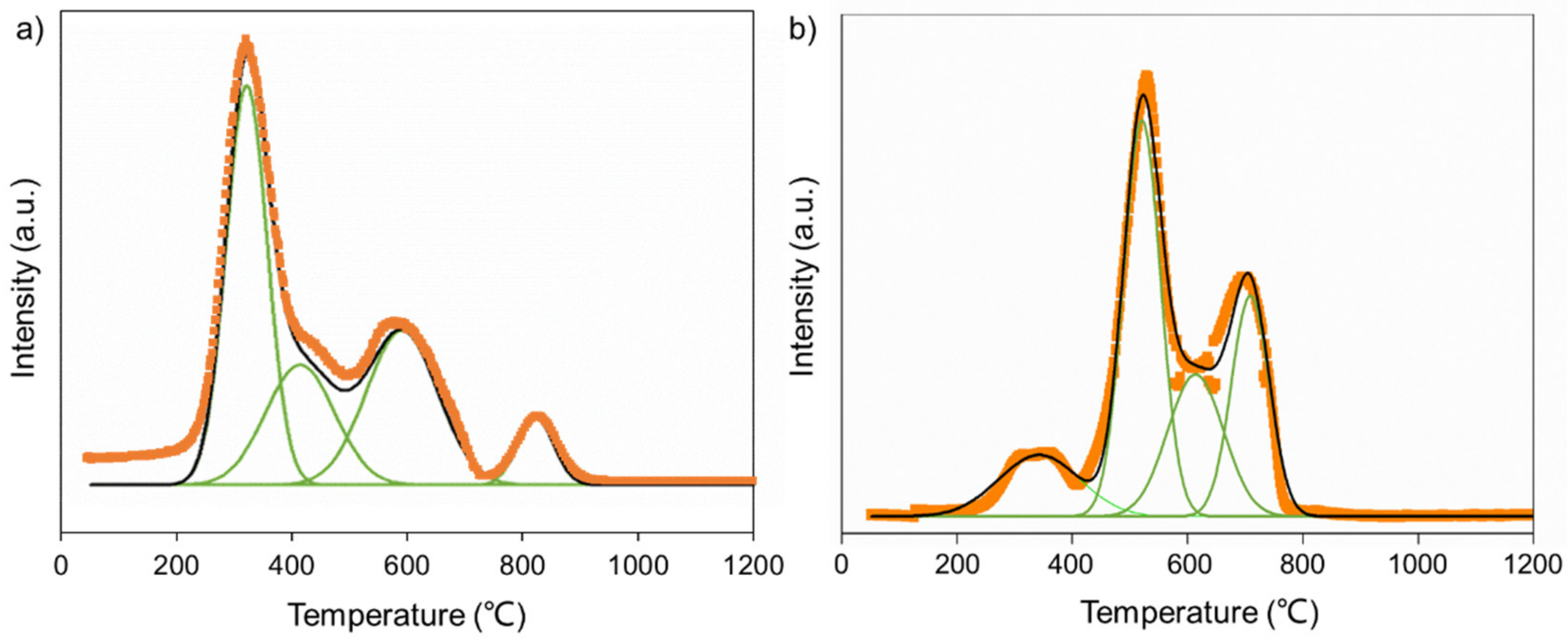
3.3.8. Temperature-Programmed Hydrogenation (TPH)
TPH was conducted in a quartz tube reactor equipped with a mass spectrometer. Typically, 50 mg of the sample was in situ reduced and carburized before the TPH experiment. During the TPH, the temperature was increased from room temperature to 820 °C at a rate of 10 °C/min in 20 vol% H2/Ar flow (50 mL/min in total).
3.3.9. H2-Thermogravimetric Analysis (H2-TGA)
A NETZSCH STA449C Thermal Analyzer was used for gravimetric measurement. The catalyst powders (approximately 10 mg) were put into an alumina crucible, Ar was introduced at RT into the Thermal Analyzer, and temperature was increased to 120 °C at a temperature ramp of 5 °C/min, purging for 1 h, and then H2/Ar (H2:Ar = 5:95) gaseous mixture was introduced and temperature was increased to 1200 °C, keeping a temperature ramp of 5 °C/min.
3.3.10. Attrition Index
The attrition index was measured on an air jet cup attrition index tester. The calcined catalysts were sieved with standard sieves of 53 and 120 μm before attrition index testing. The sieving process was applied until particles no longer passed through. The attrition index of the iron-based catalysts was tested using an ASTM D5757-95 method in a 3-hole attrition index tester. In the jet cup test, 50 g of each sample was used with an air jet having a flow rate of 10 L/min (with a relative humidity of 60 ± 5%) at room temperature for 5 h. The fines were collected with a thimble filter at the outlet of the jet cup chamber. The weight of the fines collected was divided by the weight of the total sample recovered to calculate the weight percentage of fines lost, then divided by 5 to obtain the weight loss hourly.
3.3.11. Attrition Test under Reactive FTS Conditions
Catalyst attrition strength was tested in a 1 L vigorously stirred tank reactor under reactive FTS conditions. In each run, 10 g catalyst and 500 mL liquid paraffin were added into the reactor. The syngas used was mixed from pure H2 and CO; the H2/CO ratio was adjusted by multiple mass flow meters. Before FTS tests, the catalyst was reduced with H2/CO = 5:1 syngas under 260 °C, 2.3 MPa, 5000 mL/(g-cat·h) GHSV for 24 h. After reduction, the temperature of the reactor was adjusted to 265 °C, the H2/CO was set to 3.0, the GHSV was raised to 20,000 mL/(g-cat·h), and the agitation speed was adjusted from 800 rpm to 2000 rpm. The liquid products were collected with a cold trap and a hot trap. The tail gas flow was vented. After 200 h of reaction, the reactor was depressurized to normal pressure and purged with nitrogen to cool down to 130 °C, then the stirring was stopped and the sample started settling at 130 °C. After settling for 30 min and 60min, 10 g of upper liquid phase sample was taken respectively to test the solid content in slurry.
3.4. Fischer–Tropsch Synthesis Performance Test
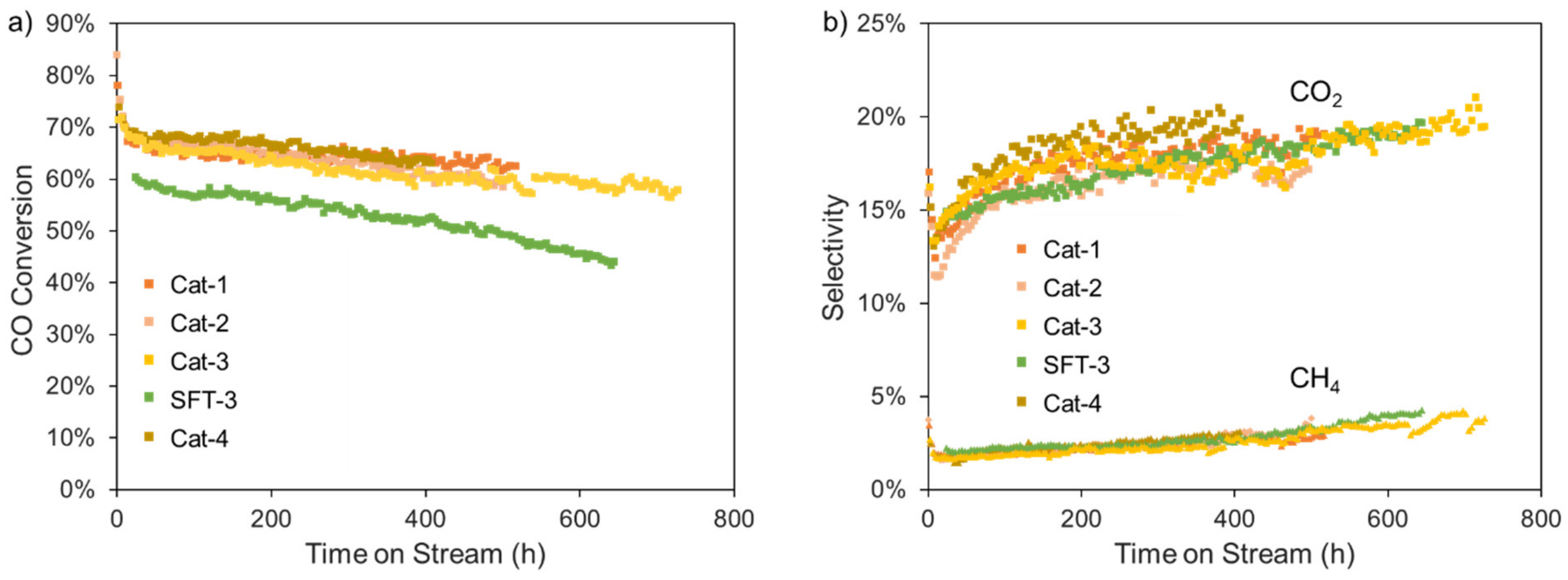
The Fischer–Tropsch synthesis (FTS) performance of the catalyst was tested in a 1 L stirred-tank reactor. In each run, 10 g catalyst and 500 mL liquid paraffin were added into the reactor. The syngas used was mixed from pure H2 and CO; the H2/CO ratio was adjusted by multiple mass flow meters. Before FTS tests, the catalyst was reduced with H2/CO = 5:1 syngas under 260 °C, 2.3 MPa, 5000 mL/(g-cat·h) GHSV for 24 h. After reduction, the temperature of the reactor was adjusted to 265 °C, the H2/CO was set to 3.0, and the GHSV was raised to 20,000 mL/(g-cat·h). The liquid products were collected with a cold trap and a hot trap. The tail gas flow was measured with a wet gas meter before being vented. The CO conversion and the selectivity of the gaseous products were acquired by 7890A gas chromatograph (Agilent, Santa Clara, CA, USA). H2 and CO were separated on a Porapak N (2 m) column with Ar as the carrier gas, and were quantified by a TCD detector. CO2 and CH4 were separated by CHX after 13X (2 m) column, with Ar as the carrier gas, and were detected by the subsequent TCD detector. C1-C5 hydrocarbons were analyzed using an Al2O3 elastic quartz capillary column (50 m × 0.53 mm), with N2 as the carrier gas and FID as the detector. The amounts of oil, wax, and aqueous products were also measured by weighting.
4. Conclusions
The present work provides a demonstration of commercial iron FTS catalyst development. Firstly a systematic research on physical attrition resistance and reaction stability has been carried out, then a novel catalyst with highly attrition resistance and stablity based on binder and promoter optimization has been developed and verified by industrial-scale performance.
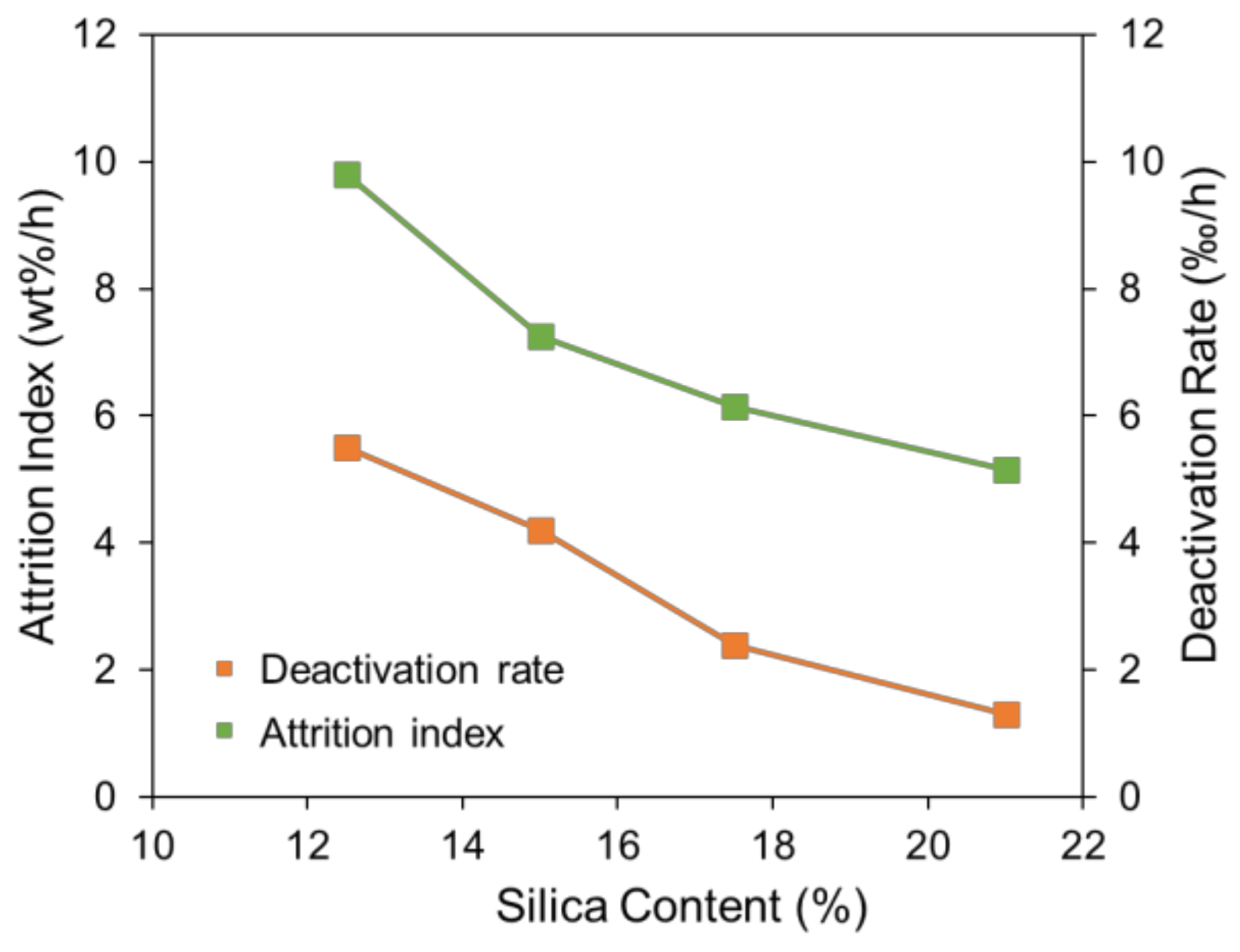
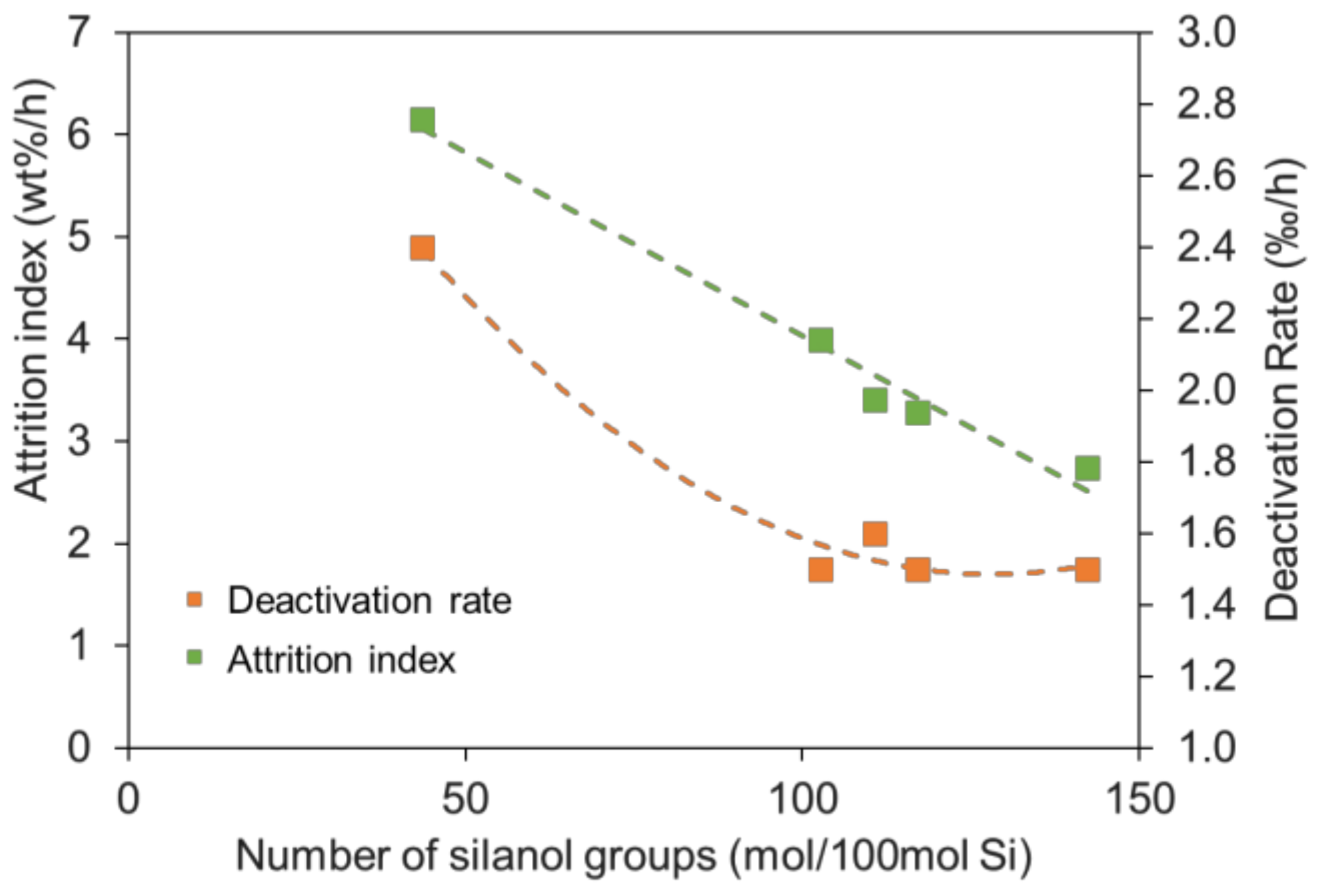
It was revealed that the contents of silica and related hydroxyls have a significant influence on the attrition resistance of the catalysts. With the increase in silica, the attrition resistance and reactive stability of the catalysts are enhanced, while the activity falls because the higher the silica content, the lower the reduction degree. Attrition resistance is further raised by increasing the content of silanol within the silica source, without activity loss. There is a suitable range for a linear relationship between reactive stability and attrition resistance.
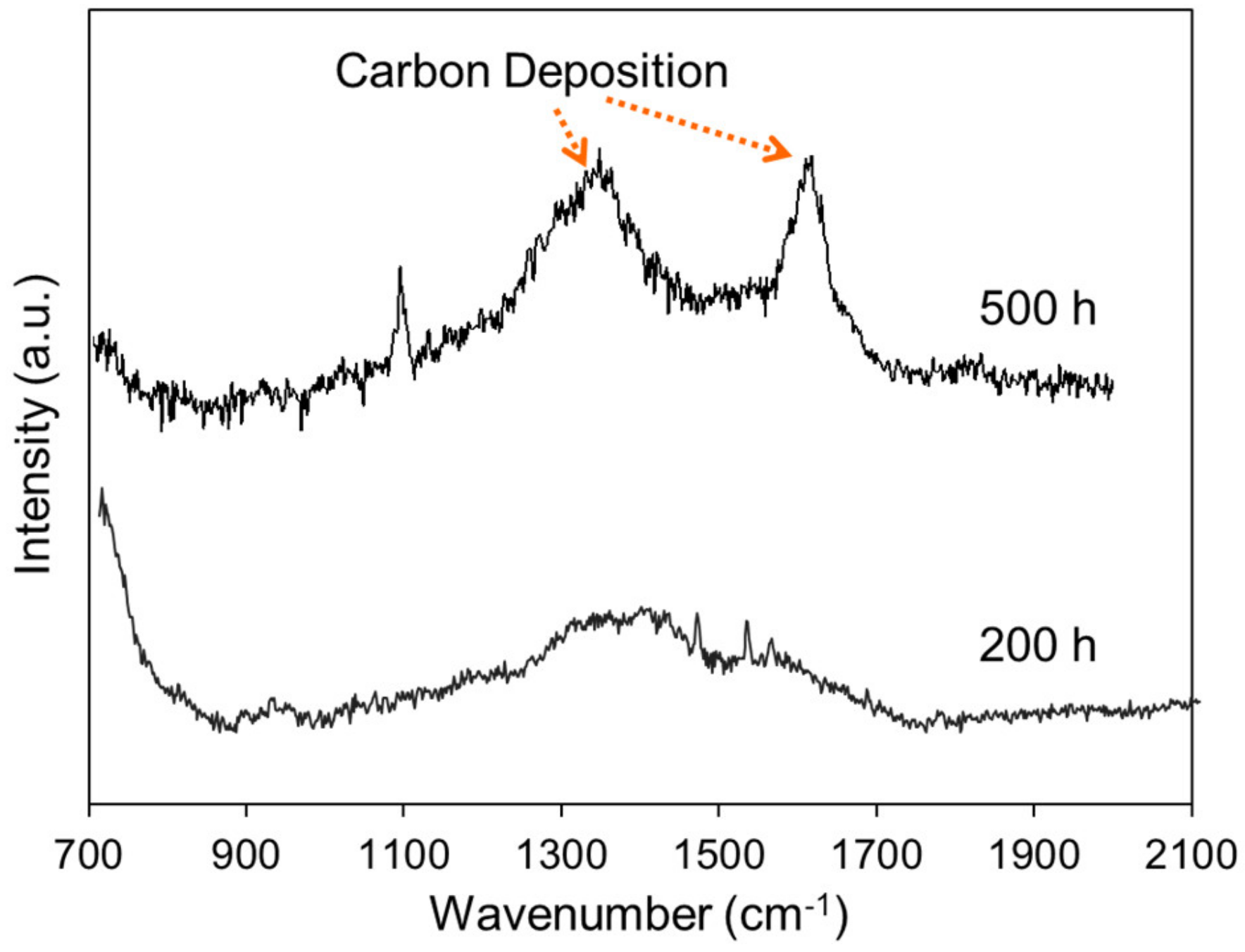
The boron promoter is found to be greatly beneficial to the FTS stability. Through a series of characterization tests, it was revealed that the boron promoter reduces carbon deposition on the catalyst surface and improves the FTS stability. In the present work, an iron catalyst was designed and was successfully applied in an industrial FTS plant in China.
Future studies are required to optimize the stability of FTS over 1000 h and intensively focus on selectivity through more research routes, including in situ characterization, severe conditions testing, and ffundamental simulations of promoter effects, etc.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}