
Process Parameter Optimization Framework for the Selective Laser Melting of Hastelloy X Alloy Considering Defects and Solidification Crack Occurrence

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Search Method for Defect-Free Process Parameter Range
2.1.1. Single-Track Tests
2.1.2. Criteria for Determining Defect Occurrence
2.2. Method for Determining Solidification Crack-Free Process Parameters
2.2.1. Prediction Method for Solidification Cracking by Thermal Elastoplastic Analysis
2.2.2. Process Parameters under Which Cracking Does Not Occur
2.3. Fabrication and Evaluation of Parts for Validating the Effectiveness of the Proposed Framework
3. Results and Discussions
3.1. Search Result for Defect-Free Process Parameters
3.1.1. Single-Track Test Results
3.1.2. Defect-Free Process Parameter Range
3.2. Search Result for Solidification Crack-Free Process Parameters
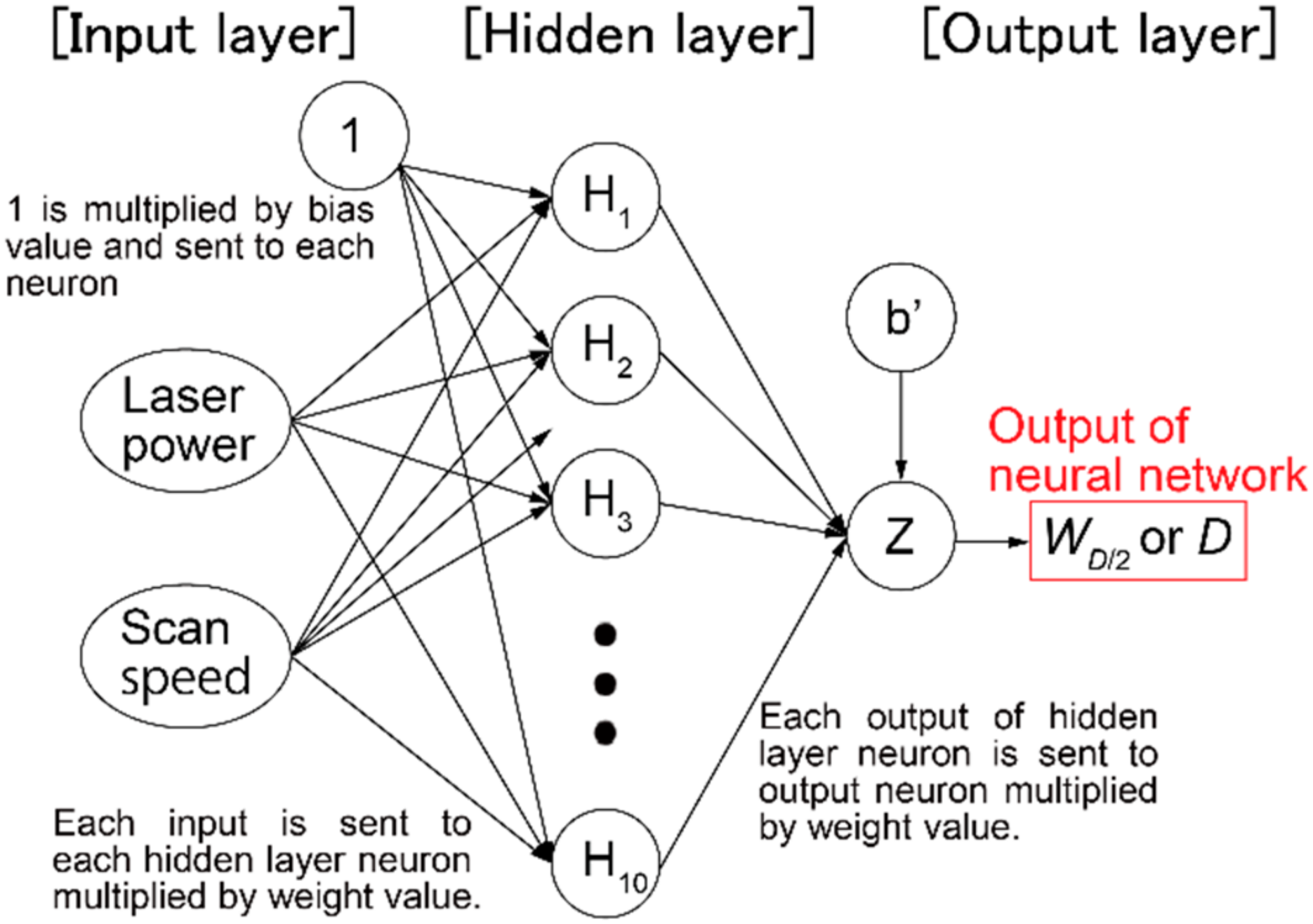
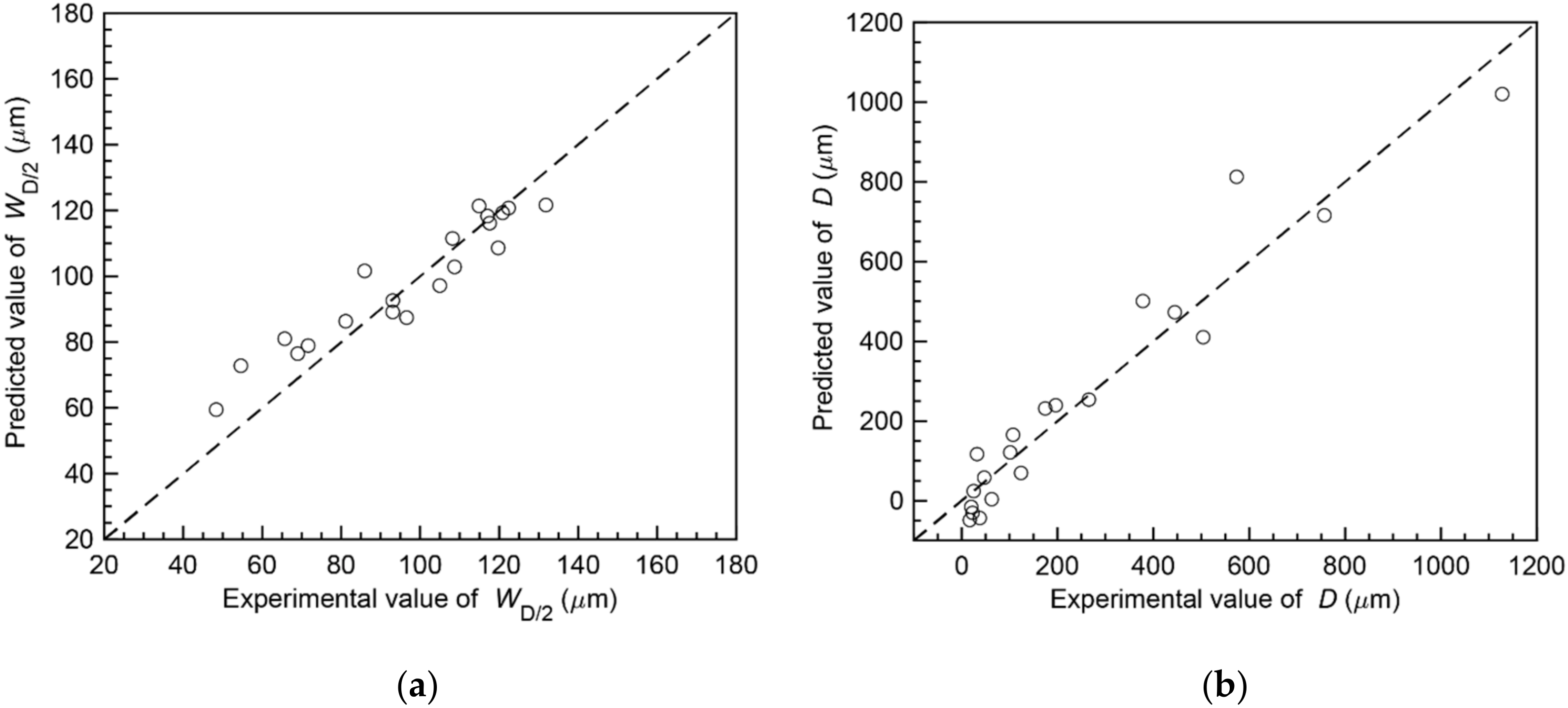
3.2.1. Construction of Neural Network Model for Predicting Heat Input Area
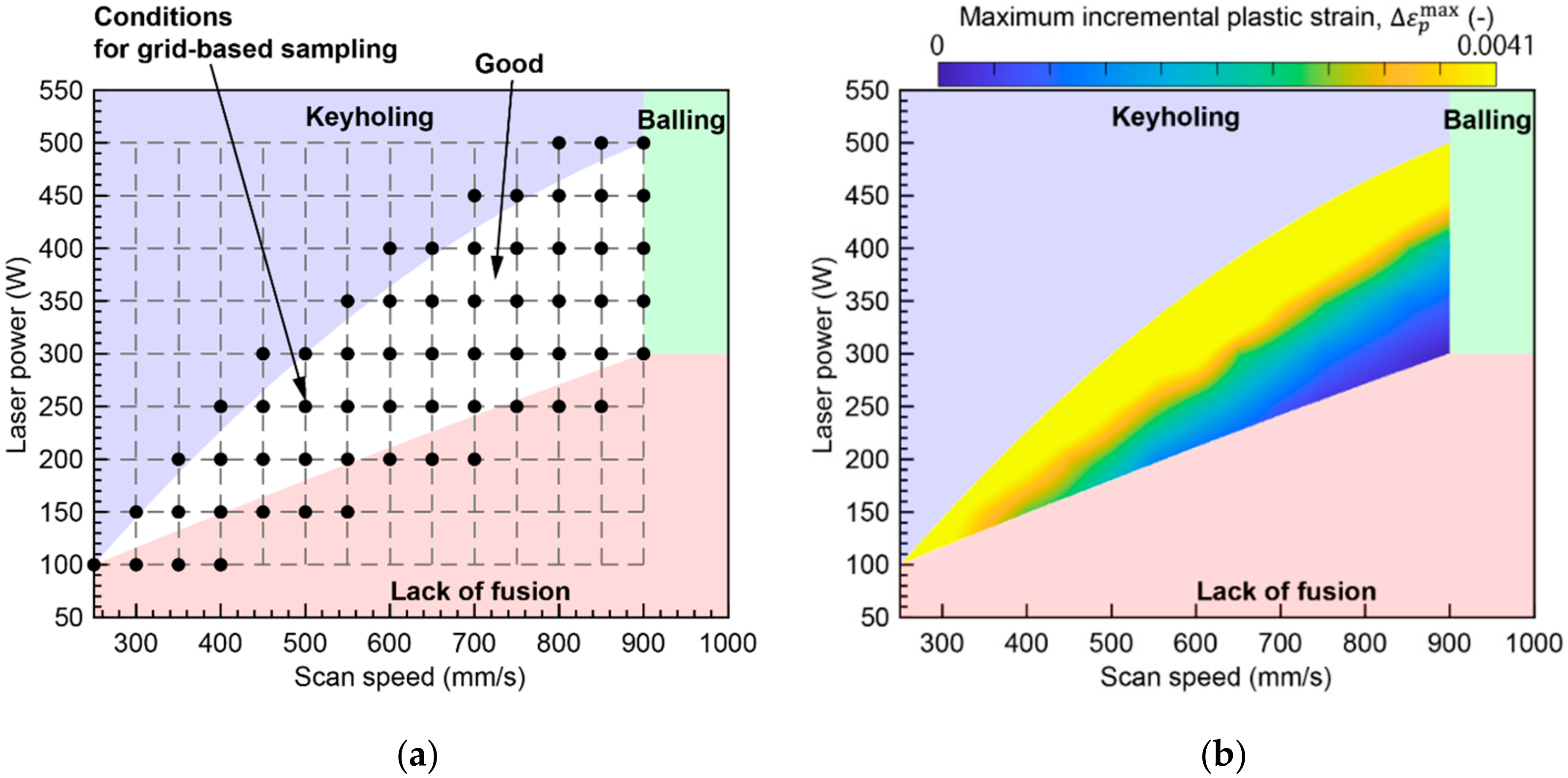
3.2.2. Grid-Based Sampling Results
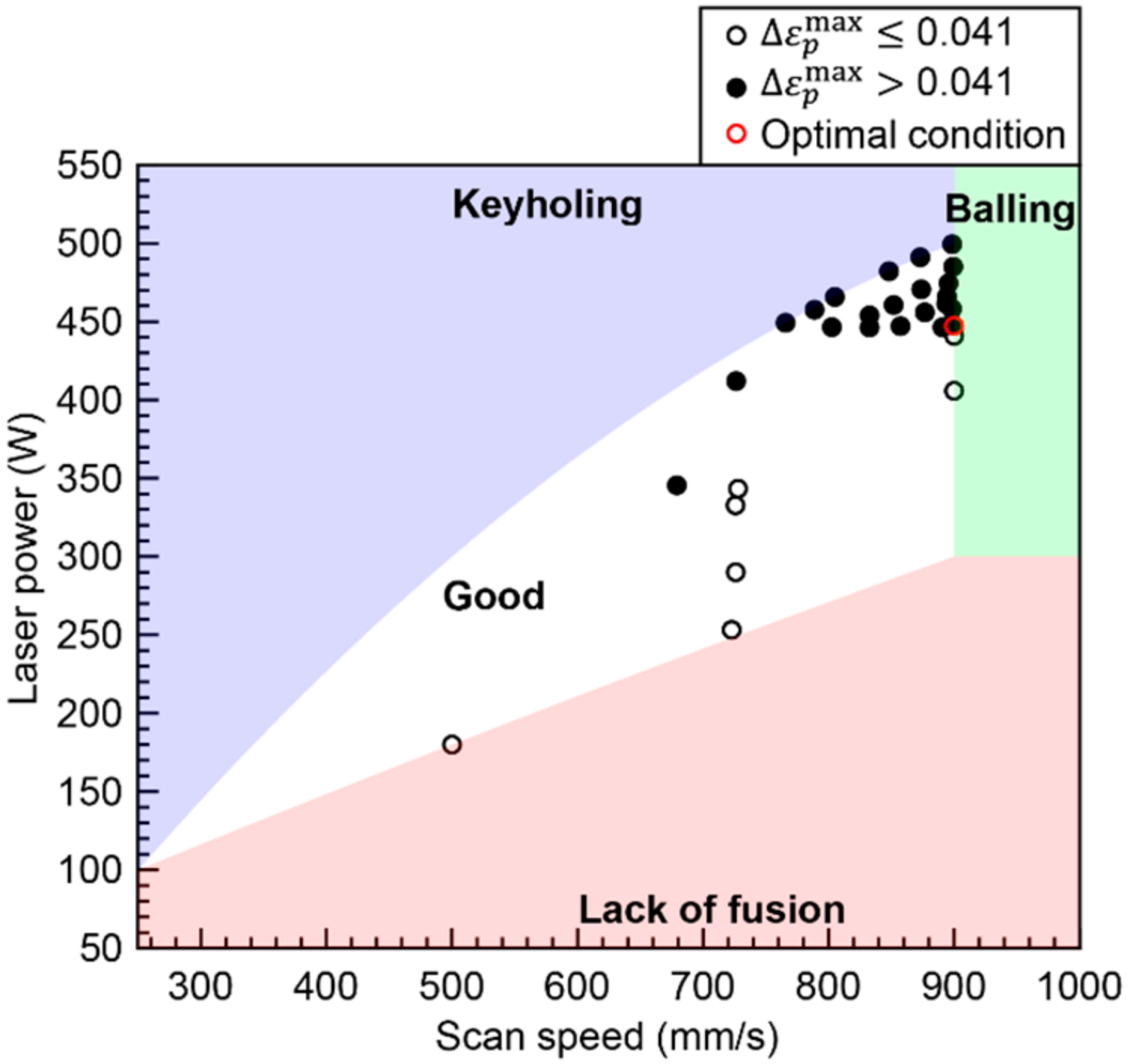
3.2.3. Optimal Process Parameter Search Result by Bayesian Optimization
3.3. Validation of the Effectiveness of the Proposed Framework
4. Conclusions
- (1)
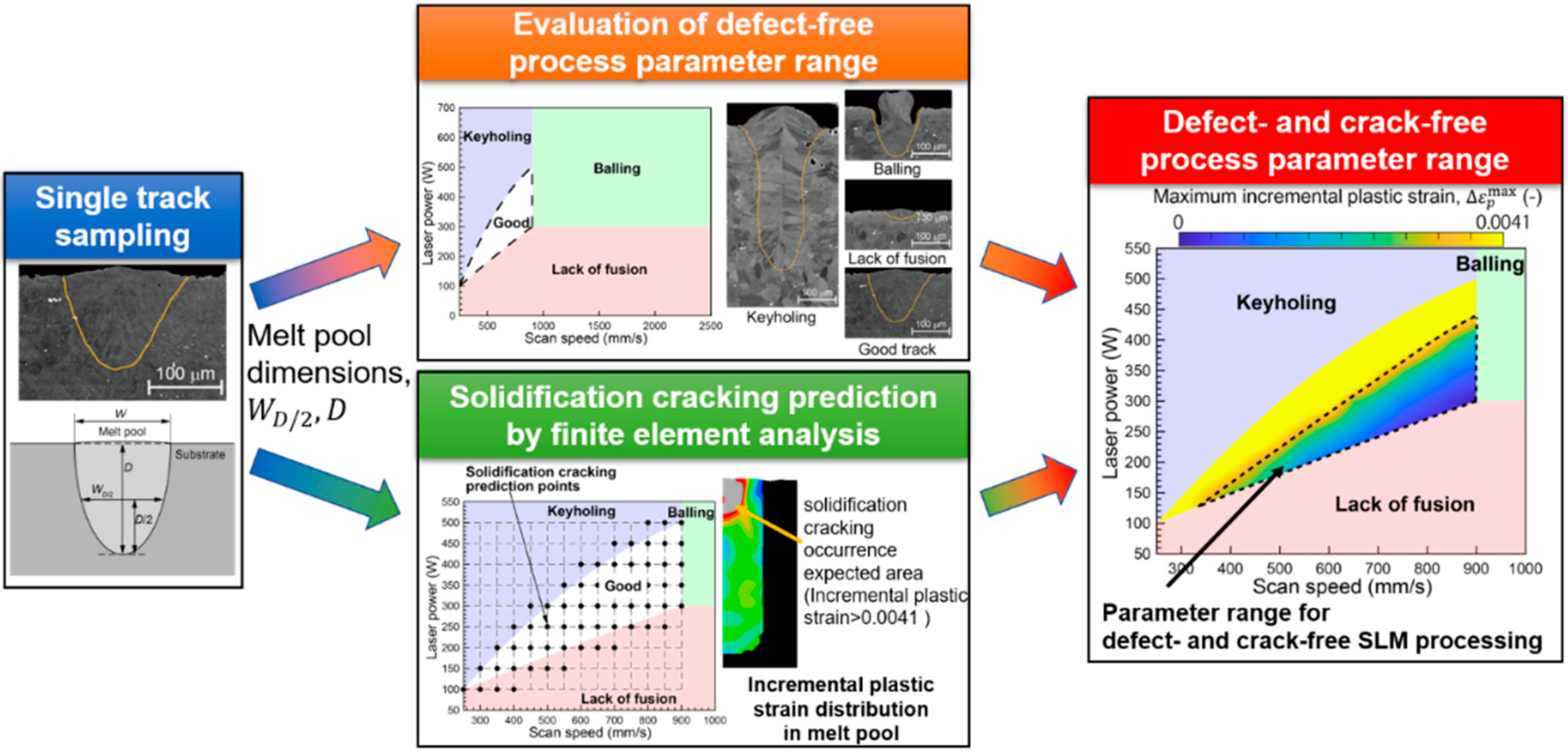
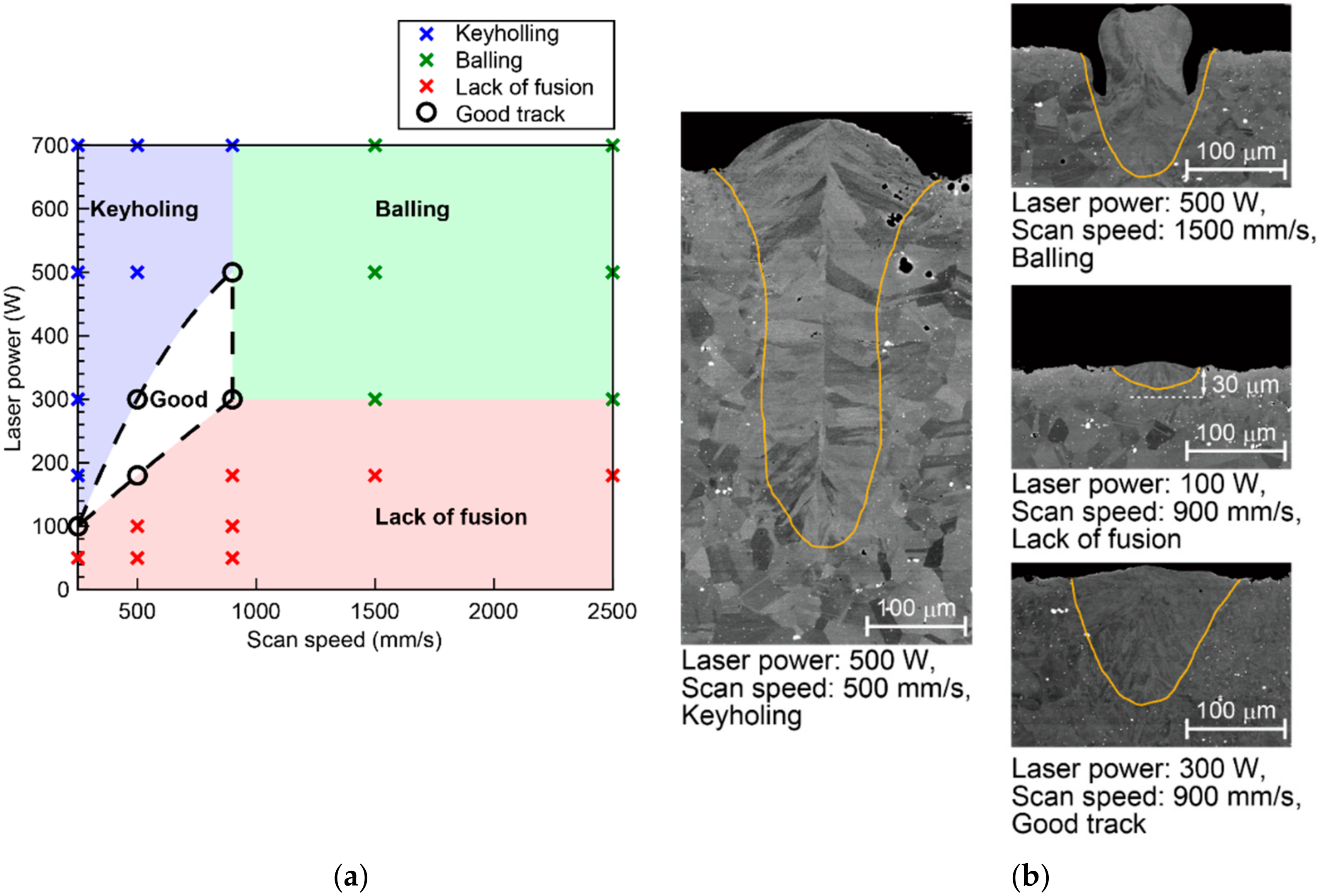
- Using the melt pool shape information obtained from the single-track test, the defect-free area was evaluated. As a result, it was determined that keyholing occurred under high laser power and low scan speed, balling occurred under high laser power and high scan speed, and residual unmelted areas occurred under low laser power and high scan speed. This trend was found to be consistent with previous findings.
- (2)
- As a result of predicting the occurrence of solidification cracks under laser irradiation conditions in and near the defect-free area in the laser power-scan speed map, it was found that solidification cracks may occur even in the defect-free area. This result indicates the need for determining an appropriate process parameter range that considers the occurrence of cracks.
- (3)
- As a result of using Bayesian optimization to determine the optimal process parameter to avoid defects and cracks, the optimal molding conditions could be found in approximately half the number of calculations compared with grid-based sampling.
- (4)
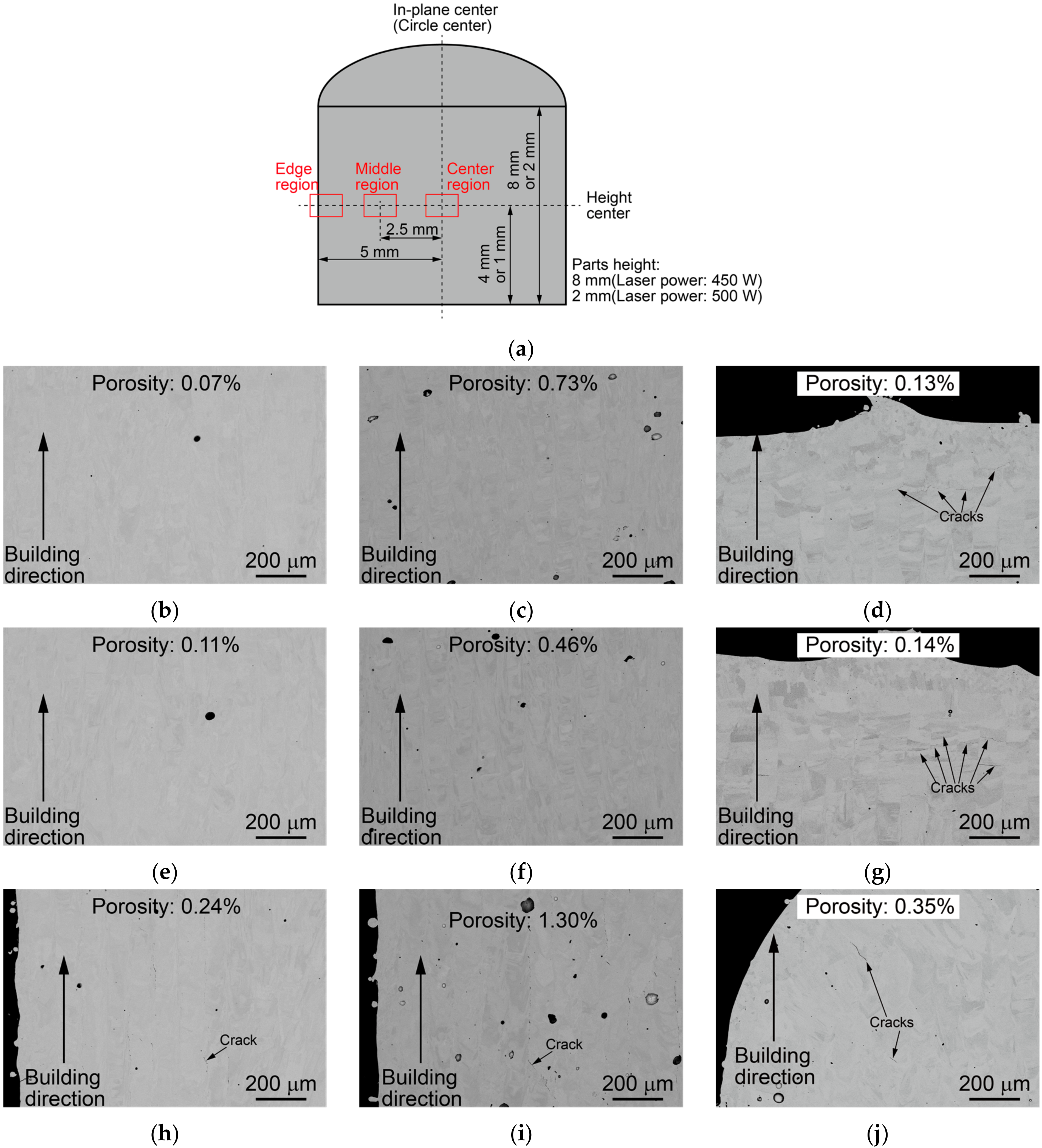
- As a result of fabricating a cylindrical sample under the obtained optimal process parameter, the optimal process parameter could help fabricate a part with almost no defects or cracks, except for the edges, confirming the effectiveness of the proposed framework.
- (5)
- The cracking near the edge was considered to be caused by the change in temperature and strain state due to the laser turnover. In order to achieve the parts fabrication without defects and cracking over the entire cross section, optimizing the scan strategy will be needed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cai, C.; Wu, X.; Liu, W.; Zhu, W.; Chen, H.; Qiu, J.C.D.; Sun, C.; Liu, J.; Wei, Q.; Shi, Y. Selective laser melting of near-α titanium alloy Ti-6Al-2Zr-1Mo-1V: Parameter optimization, heat treatment and mechanical performance. J. Mater. Sci. Technol. 2020, 57, 51–64. [Google Scholar] [CrossRef]
- Sun, W.; Ma, Y.; Huang, W.; Zhang, W.; Qian, X. Effects of build direction on tensile and fatigue performance of selective laser melting Ti6Al4V titanium alloy. Int. J. Fatigue 2020, 130, 105260. [Google Scholar] [CrossRef]
- Grange, D.; Bartout, J.D.; Macquaire, B.; Colin, C. Processing a non-weldable nickel-base superalloy by selective laser melting: Role of the shape and size of the melt pools on solidification cracking. Materials 2020, 12, 100686. [Google Scholar] [CrossRef]
- Wang, G.; Huang, L.; Liu, Z.; Qin, Z.; He, W.; Liu, F.; Chen, C.; Nie, Y. Process optimization and mechanical properties of oxide dispersion strengthened nickel-based superalloy by selective laser melting. Mater. Des. 2020, 188, 108418. [Google Scholar] [CrossRef]
- Wang, F. Mechanical property study on rapid additive layer manufacture Hastelloy® X alloy by selective laser melting technology. Int. J. Adv. Manuf. Technol. 2012, 58, 545–551. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Ali, U.; Enrique, P.D.; Mahmoodkhani, Y.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. Controlling mechanical properties of additively manufactured Hastelloy X by altering solidification pattern during laser powder-bed fusion. Mater. Sci. Eng. A 2019, 762, 138081. [Google Scholar] [CrossRef]
- Tonelli, L.; Liverani, E.; Valli, G.; Fortunato, A.; Ceschini, L. Effects of powders and process parameters on density and hardness of A357 aluminum alloy fabricated by selective laser melting. Int. J. Adv. Manuf. Technol. 2020, 106, 371–383. [Google Scholar] [CrossRef]
- Yan, Q.; Song, B.; Shi, Y. Comparative study of performance comparison of AlSi10Mg alloy prepared by selective laser melting and casting. J. Mater. Sci. Technol. 2020, 41, 199–208. [Google Scholar] [CrossRef]
- Liu, J.; Song, Y.; Chen, C.; Wang, X.; Li, H.; Zhou, C.; Wang, J.; Guo, K.; Sun, J. Effect of scanning speed on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting. Mater. Des. 2020, 186, 108355. [Google Scholar] [CrossRef]
- Ghayoor, M.; Lee, K.; He, Y.; Chang, C.; Paul, B.K.; Pasebani, S. Selective laser melting of 304L stainless steel: Role of volumetric energy density on the microstructure, texture and mechanical properties. Addit. Manuf. 2020, 32, 101011. [Google Scholar] [CrossRef]
- Seede, R.; Shoukr, D.; Zhang, B.; Whitt, A.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties. Acta Mater. 2020, 86, 199–214. [Google Scholar] [CrossRef]
- Shrestha, S.; Starr, T.; Chou, K. A study of keyhole porosity in selective laser melting: Single-track scanning with micro-CT analysis. ASME. J. Manuf. Sci. Eng. 2019, 141, 071004. [Google Scholar] [CrossRef]
- Roehling, J.D.; Perron, A.; Fattebert, J.L.; Haxhimali, T.; Guss, G.; Li, T.T.; Bober, D.; Stokes, A.W.; Clarke, A.J.; Turchi, P.E.A.; et al. Rapid solidification in bulk Ti–Nb alloys by single-track laser melting. JOM 2018, 70, 1589–1597. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025–1035. [Google Scholar] [CrossRef]
- Yadav, P.; Rigo, O.; Arvieu, C.; Le Guen, E.; Lacoste, E. In situ monitoring systems of the SLM process: On the need to develop machine learning models for data processing. Crystals 2020, 10, 524. [Google Scholar] [CrossRef]
- Kitano, H.; Tsujii, M.; Kusano, M.; Yumoto, A.; Watanabe, M. Effect of plastic strain on the solidification cracking of Hastelloy-X in the selective laser melting process. Addit. Manuf. 2020, 37, 101742. [Google Scholar] [CrossRef]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the Microstructure and Cracking Mechanisms of Hastelloy X Produced by Laser Powder Bed Fusion. Materials 2018, 11, 106. [Google Scholar] [CrossRef] [Green Version]
- Lippold, J.; Sowards, J.; Murray, G.; Alexandrov, B.; Ramirez, A. Weld Solidification Cracking in Solid-Solution Strengthened Ni-Base Filler Metals. Hot Cracking Phenomena in Welds II; Springer: Berlin/Heidelberg, Germany, 2008; pp. 147–170. [Google Scholar]
- Draxler, J.; Edberg, J.; Andersson, J.; Lindgren, L. Modeling and simulation of weld solidification cracking part III. Weld. World 2019, 63, 1883–1901. [Google Scholar] [CrossRef] [Green Version]
- Wu, W.; Tsai, H. Hot cracking susceptibility of fillers 52 and 82 in alloy 690. Metall. Mater. Trans. A 1999, 30, 417–426. [Google Scholar] [CrossRef]
- Terner, M.; Ricordel, T.; Cho, J.H.; Lee, J.S. The Response Surface Methodology for Optimizing the Process Parameters of Selective Laser Melting. J. Weld. Join 2019, 37, 27–39. [Google Scholar] [CrossRef]
- Gelbart, M.A.; Snoek, J.; Adams, R.P. Bayesian optimization with unknown constraints. In Proceedings of the Thirtieth Conference on Uncertainty in Artificial Intelligence, Quebec, QC, Canada, 23–27 July 2014; pp. 250–259. [Google Scholar]
- Jones, D.R.; Schonlau, M.; Welch, W.J. Efficient global optimization of expensive black-box functions. J. Glob. Optim. 1998, 13, 455–492. [Google Scholar] [CrossRef]
- Mockus, J.; Tiesis, V.; Zilinskas, A. The application of Bayesian methods for seeking the extremum. In Towards Global Optimization 2; Dixon, L.C.W., Szegö, G.P., Eds.; North-Holland: New York, NY, USA, 1978; Volume 30, pp. 117–129. [Google Scholar]
- Bull, A.D. Convergence rates of efficient global optimization algorithms. J. Mach. Learn. Res. 2011, 11, 2879–2904. [Google Scholar]
- Snoek, J.; Larochelle, H.; Adams, R. Practical Bayesian optimization of machine learning algorithms. In Proceedings of the Advances in Neural Information Processing Systems 25 (NIPS 2012), Lake Tahoe, NV, USA, 3–6 December 2012; pp. 2960–2968. [Google Scholar]
- MacKay, D. Bayesian interpolation. Neural Comput. 1992, 43, 415–447. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vaxevanidis, N.; Kechagias, J. Surface Roughness Investigation of Poly-Jet 3D Printing. Mathematics 2020, 8, 1758. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Fe | Cr | Co | Mo | W | C | Si | Mn | P | S |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 18.4 | 21.6 | 1.0 | 8.9 | 0.6 | 0.08 | 0.46 | 0.48 | 0.008 | <0.002 |
| Ni | Fe | Cr | Co | Mo | W | C | Si | Mn | P | S |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 18.1 | 22.1 | 1.6 | 9.0 | 0.7 | 0.06 | 0.10 | - | 0.005 | 0.003 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kitano, H.; Kusano, M.; Tsujii, M.; Yumoto, A.; Watanabe, M. Process Parameter Optimization Framework for the Selective Laser Melting of Hastelloy X Alloy Considering Defects and Solidification Crack Occurrence. Crystals 2021, 11, 578. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11060578
Kitano H, Kusano M, Tsujii M, Yumoto A, Watanabe M. Process Parameter Optimization Framework for the Selective Laser Melting of Hastelloy X Alloy Considering Defects and Solidification Crack Occurrence. Crystals. 2021; 11(6):578. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11060578
Chicago/Turabian StyleKitano, Houichi, Masahiro Kusano, Masakazu Tsujii, Atsushi Yumoto, and Makoto Watanabe. 2021. "Process Parameter Optimization Framework for the Selective Laser Melting of Hastelloy X Alloy Considering Defects and Solidification Crack Occurrence" Crystals 11, no. 6: 578. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11060578