
Mechanical and Wear Properties of Al/TiC Composites Fabricated via Combined Compo-Casting and APB Process
1
School of Metallurgical Engineering, Anhui University of Technology, Ma’anshan 243099, China
2
Department of Mechanical Engineering, Mobarakeh Branch, Islamic Azad University, Isfahan 19615-1194, Iran
3
Department of Mechanical Engineering, Majlesi Branch, Islamic Azad University, Isfahan 19615-1194, Iran
*
Author to whom correspondence should be addressed.
Crystals 2022, 12(10), 1440; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12101440
Submission received: 31 August 2022
/
Revised: 25 September 2022
/
Accepted: 28 September 2022
/
Published: 12 October 2022
(This article belongs to the Special Issue Feature Papers on "Hybrid and Composite Crystalline Materials" 2021-2022)
Abstract
:One of the popular techniques to fabricate metal matrix composites is the compo-casting process. The un-uniform spreading of reinforced subdivisions (particles) inside the metallic matrix and the lack of desirable mechanical properties of the final produced composites due to the low bonding strength among the metal matrix and reinforcement particles are the main challenges in this process. The warm accumulative press bonding (APB) technique was utilized as the supplementary technique to improve the mechanical and microstructural evolution of casted Al/TiC composite bars to remove these difficulties. So, using the tensile test, average Vickers micro hardness test, wear test and scanning electron microscopy (SEM), the microstructure evolution and mechanical properties of these composites have been considered vs. various WAPB steps. The SEM morphology of samples revealed that big titanium carbide clusters are broken and make a uniform distribution of titanium carbide particles at higher APB steps. It was shown that the cumulative forming steps of the APB process improved the mechanical properties of composites. In general, combining the compo-casting and APB process would result in making Al/TiC composites with high uniformity and good mechanical and microstructural properties.
1. Introduction
Nowadays, the use of aluminum matrix composites (ALMCs) is felt in several industrial productions such as aerospace, automobile, vessels, and chemical productions. These desirable properties include those such as high strength, good wear resistance, good chemical resistance, low thermal expansion coefficient, high elastic modulus and light weight [1]. To fabricate metal matrix composites (MMCs) among many engineering methods, compo-casting is generally conducted for its simplicity and cost efficiency. Compo-casting as a branch of the stir casting process is performed by inserting oxide particles into molten metals [2,3]. As mentioned before, although the compo-casting process is a cost-efficient process for producing MMCs, some of the restrictions in this process include those such as the porosity formed in the final produced MMCs containing low mechanical properties, non-uniform dispersion of reinforced particles and generating zones with a free, high number of particles and finally, a low bonding strength among the reinforced particles and metallic matrix due to the low amount of compression of the matrix around the particles [4]. Therefore, it is essential to progress the mechanical properties of these composites with a supplementary forming process with a high amount of plastic strain. On the other hand, combining the compo-casting process with severe plastic deformation (SPD) is a good idea. To produce ultra-fine grain (UFG) materials such as powder metallurgy, there are several severe plastic deformation processes, such as accumulative press bonding (APB) [4], cyclic extrusion compression (CEC) [5], multi-axial forging, and so on. Among these techniques includes the APB process proposed by Amirkhanlou et al. in 2013 [2]. Totally based on the recent investigations completed, there are two main kinds of reinforcement particles used for the production of MMCs. The first group are metallic particles such as Tungsten and Copper [6,7]. The second group are ceramic particles such as TiC, TiO2, SiC, SiO2, B4C and WC [8,9,10,11]. Additionally, the main reason for using TiC as reinforcement particles in this study is that TiC as a ceramic has a high hardness value and does not react with Al matrix by no means [12]. To overcome the above-mentioned difficulties of the compo-casting process of Al/TiC composites, combining the compo-casting and accumulative press bonding (WAPB) processes together at 300 °C is recommend at its novelty in this study. Increasing the pressing temperature allows the aluminum matrix to have a better flow around the TiC particles, which improves the bonding between the matrix and TiC particles as reinforcements. The main purpose of this study is to produce Al/TiC composites with a highly uniform spreading of TiC particles through the Al matrix containing high mechanical properties and wear resistance.
2. Experimental Procedure
2.1. Materials Processing
During this research, AA1100 and Nano TiC particles (made in Germany-Merck Group) with an average 50 Nano meters mesh were elected as matrix and reinforcement, respectively. Table 1 illustrates the chemical (elemental) specification of AA1100 used in this research.
2.2. Fabrication of Cast Composites
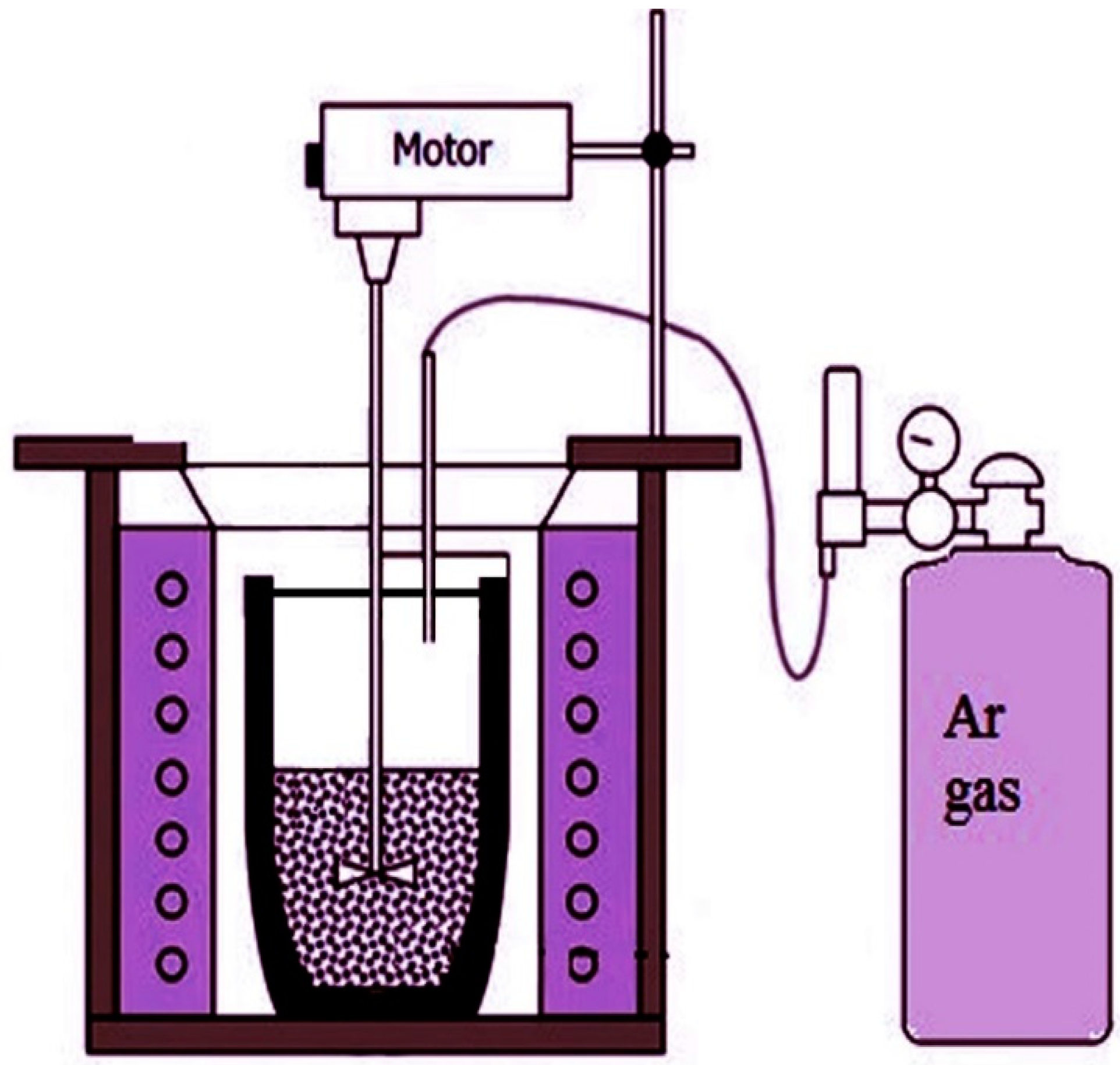
First of all, AA1100/5 Wt. % TiC composites were formed by the compo-casting process. The diagram of the experimental sequences utilized in the stir casting is shown in Figure 1.
In each test, about 1.5 kg of AA1100 was melted in a graphite crucible of 2 kg capacity, and the temperature of the molten aluminum was elevated to 740 °C. For having an unchanging temperature state, the molten aluminum alloy was reserved at the fixed temperature for around three minutes. Then, the melt was rotated at 600 rpm using a graphite propeller with the injection of TiC particles in a pure argon (99.99%) atmosphere. Afterward and after constantly cooling with a cooling rate of 4.5 °C/min, the temperature of the final molten alloy is 600 °C and then, the cast is hooked on a steel die located under the heater.
2.3. Accumulative Press Bonding (APB) Process
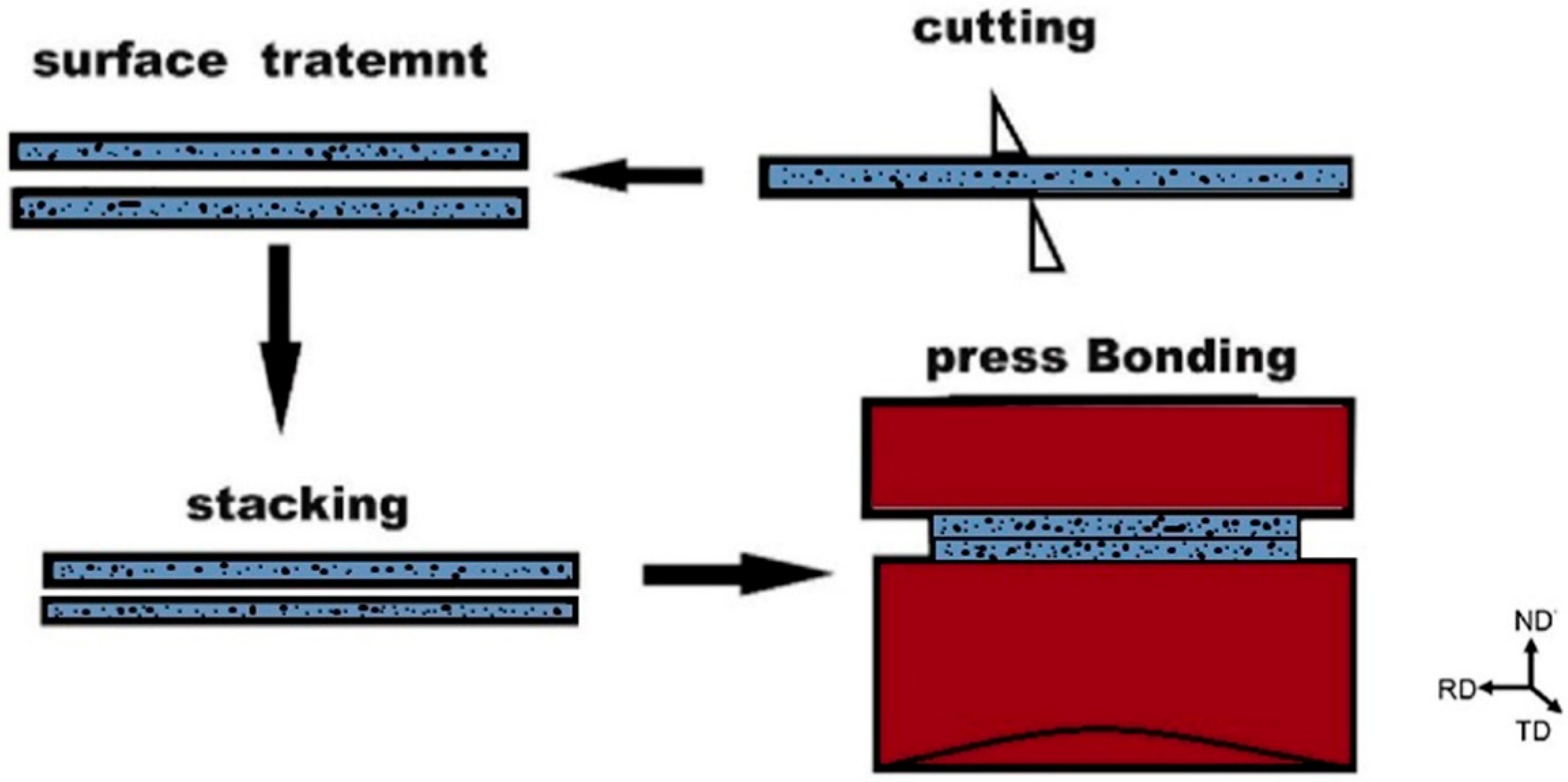
First of all, the casted samples with 100 mm length, 50 mm width and 2 mm height, were machined. Then, the samples were fully annealed at 450 °C for 2 h before the APB process. Moreover, the samples were degreased in the acetone bath for 15 min. In direction to eliminate the surface oxide layer, the surfaces of samples were fully brushed to guarantee a successful bonding. Always Adsorbed ions, greases, oxides and dust subdivisions surrounded the surfaces of the samples. The sample bars were scratch brushed after degreasing in the acetone bath using a rotary speed of 2000 rpm and 95 mm diameter stainless steel with 0.26 mm wire diameter. Therefore, surface cleaning before each cumulative pressing is essential to generate an acceptable bonding. Then, two bars were stacked together to achieve 10 mm thickness and were then press bonded with 50% reduction (plastic strain = 0.8) at 300 °C without any lubrication to achieve 5 mm thickness, Figure 2.
A 100 tons’ hydraulic press machine was used to handle the pressing process. The composite produced after one step of APB was cut into two halves and preheated at 300 °C for 6 min. In the following, two bars of MMC were loaded onto each other after surface cleaning.
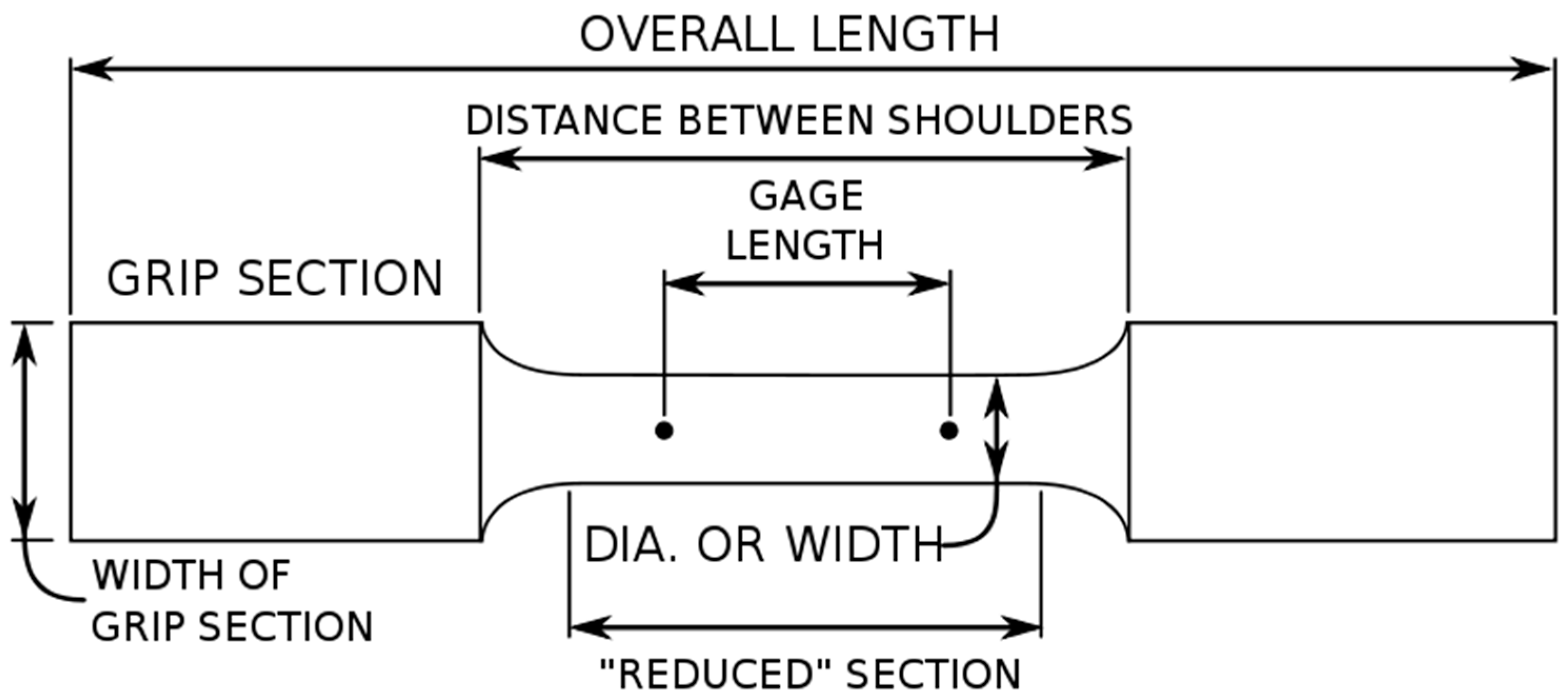
The fabricated sample was cut in two halves and the process of cleaning and warm press bonding with a 50% of thickness reduction was repeated up to eight steps. The specification of the APB process is proposed in Table 2. Increasing the plastic strain during the cumulative pressing leads to a good scattering of TiC particles. The tensile test specimens were prepared based on the ASTM-E8M standard which was shown along the longitudinal direction in 25 and 6 mm dimensions, Figure 3. The tensile strain for conducting the tensile test was on a Hounds field H50KS machine. Additionally, the standard ASTM-E384 was used to set up the hardness test.
Moreover, on a pin on a flat wear-testing machine with a constant rotation speed of 39 rpm, the wear test was completed on the composite samples. As the wear test specifications, the normal load (Fn) and wear round length at the room temperature were 50 and 16 cm without lubrication, respectively.
3. Results
3.1. Tensile Strength
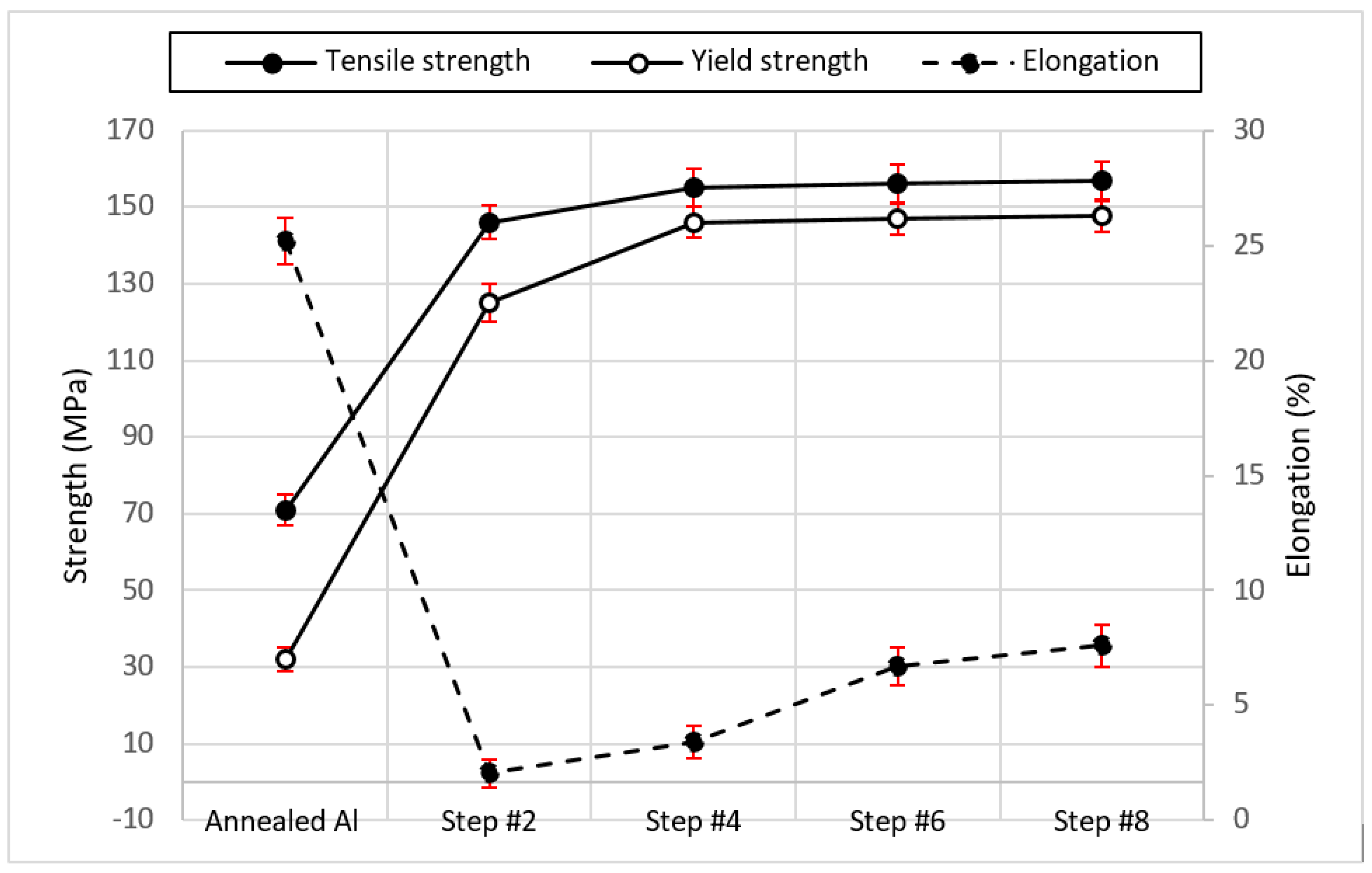
Figure 4 displays the tensile strength values of composite samples versus dissimilar APB steps. The strength of the annealed Al is 81 MPa, and for the sample fabricated with two steps of APB, it is equal to 146 MPa which is a rapidly increasing rate. Afterwards, according to Figure 4, the tensile strength remains approximately constant by cumulating the number of steps up to eight (157 MPa). This trend is also similar for the yield strength. Two mechanisms can clarify this behavior: (I) strain hardening (dislocation strengthening) at a low number of steps, and (II) grain boundary strengthening mechanism by growing the steps due to the creation of the UFG structure inside the metallic matrix [3,13]. In the second stage, a limited strain hardening around the titanium carbide particles is a main objective for growing the strength hardening [3]. TiC particles can initiate slip systems in the aluminum matrix close by combing its layers, in which their density and the amount of local strain hardening in them expands by cumulating the plastic strain up to the 8th step.
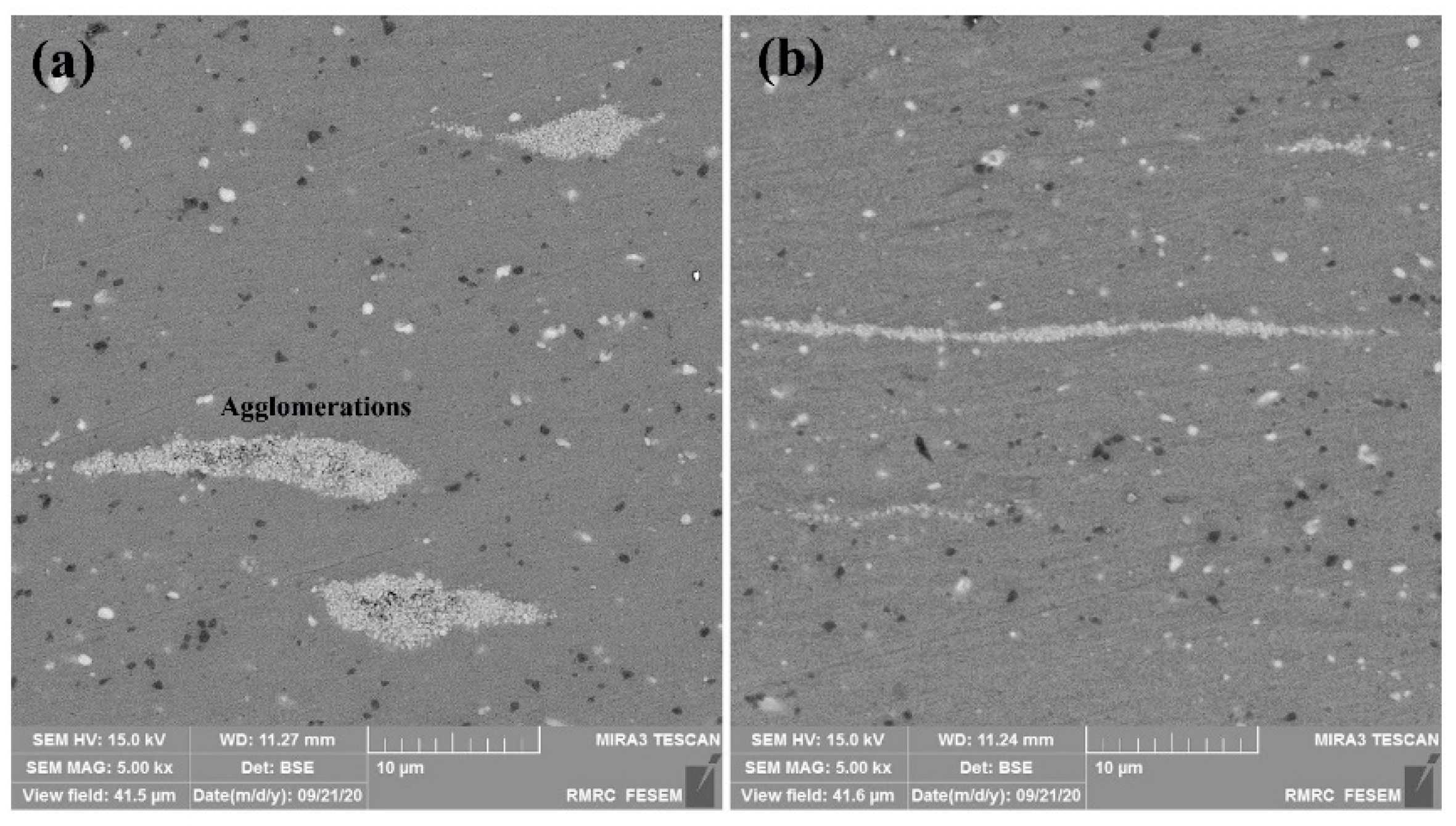
Additionally, Figure 4 shows the elongation values against the forming steps. As can be seen in Figure 4, there is a rapid drop from the annealed Al (25.2%) to step #2 (2.05%). This rapid drop can be attributed to the strain hardening and reduction in movement of the dislocations [3]. This trend revers from step#2 up to step#8 where it reaches to its maximum value (7.6%). This improving behavior can be attributed to three mechanisms: (I) growing the uniformity of TiC subdivisions through the matrix; (II) enhancement of the bonding strength between the matrix and titanium carbide particles; and then, (III) breaking of particle clusters and reducing the absorbencies in the structure. Figure 5 shows the SEM micrographs of agglomerations in the aluminum matrix of composite samples after as stir casted and after eight steps of APB. The micrograph for the eight-step-fabricated sample shows a small cluster and an unvarying dispersal of titanium carbide particles in the structure. On the other hand, at higher amounts of plastic strain, the porosities in the clusters are eliminated.
3.2. Hardness Test
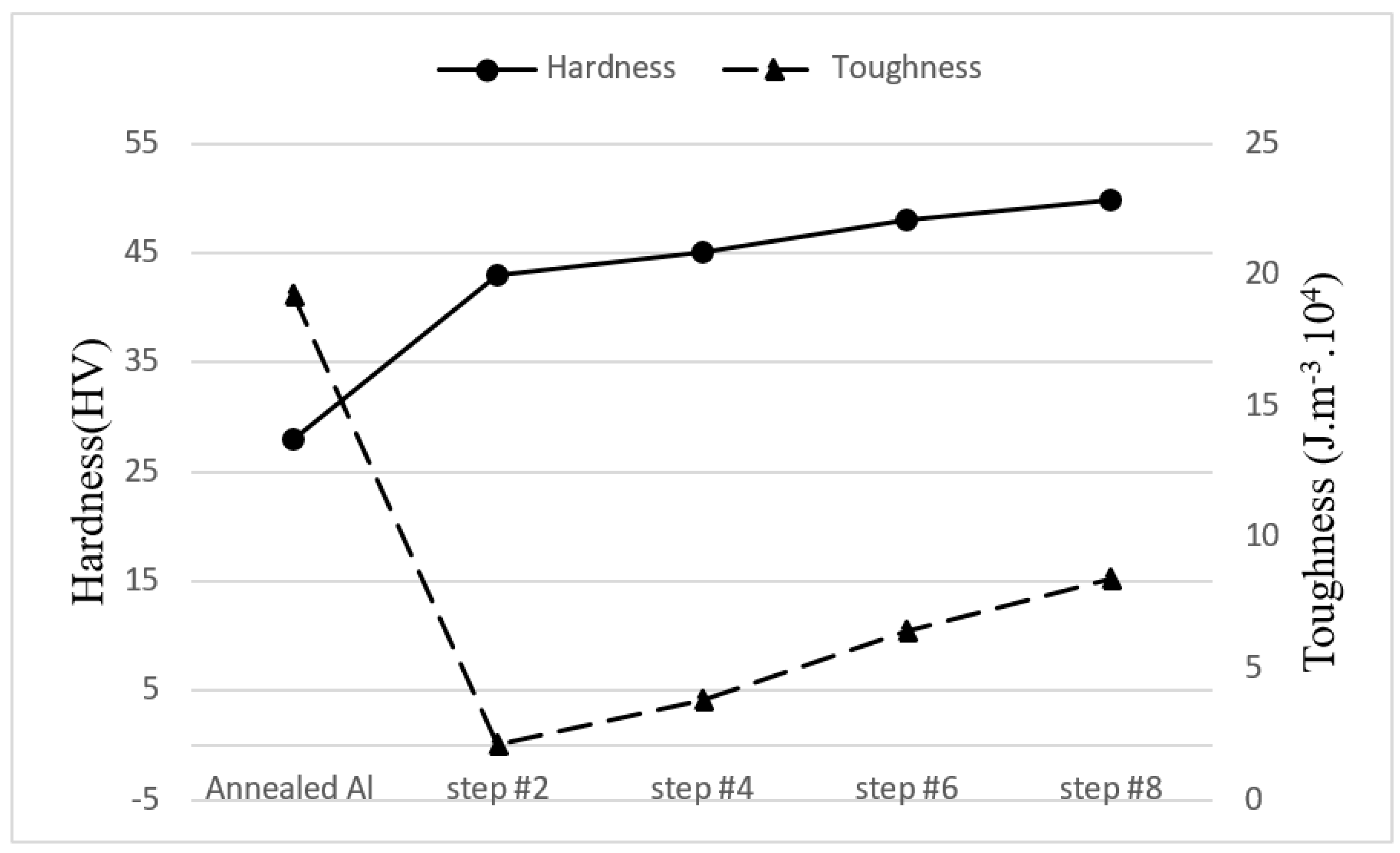
The tensile toughness and average Vickers micro-hardness of composite samples versus various APB steps are displayed in Figure 6. According to Figure 6, the average micro hardness has an increasing rate from the annealed Al up to step #4 and then remains approximately constant with a minor additional change up to step #8. The initial increasing stage of the average Vickers micro hardness is linked to the strain hardening and cumulating the dislocations density inside the crystalline lattice [3]. By increasing the number of steps up to eight, the hardness is saturated [14]. Dislocations saturation occurs at larger plastic strains [3,14]. The locking mechanism of dislocations always happens at higher plastic strains, which generates an unvarying spreading of particles through the alloy matrix [3].
Additionally, Figure 6 illustrates the toughness value of samples vs. the APB steps. Matching Figure 6, the tensile toughness value drops severely from the annealed Al (19.2 j.m−3 × 104) up to step #2 (2.1 j.m−3 × 104) and then begins to grow slightly from step #2 to step #8 (8.43 j.m−3 × 104). Growing values of the strain and strength amplitudes during the APB process is the main reason for increasing the toughness of compo-casted Al/TiC composites.
3.3. Wear Test
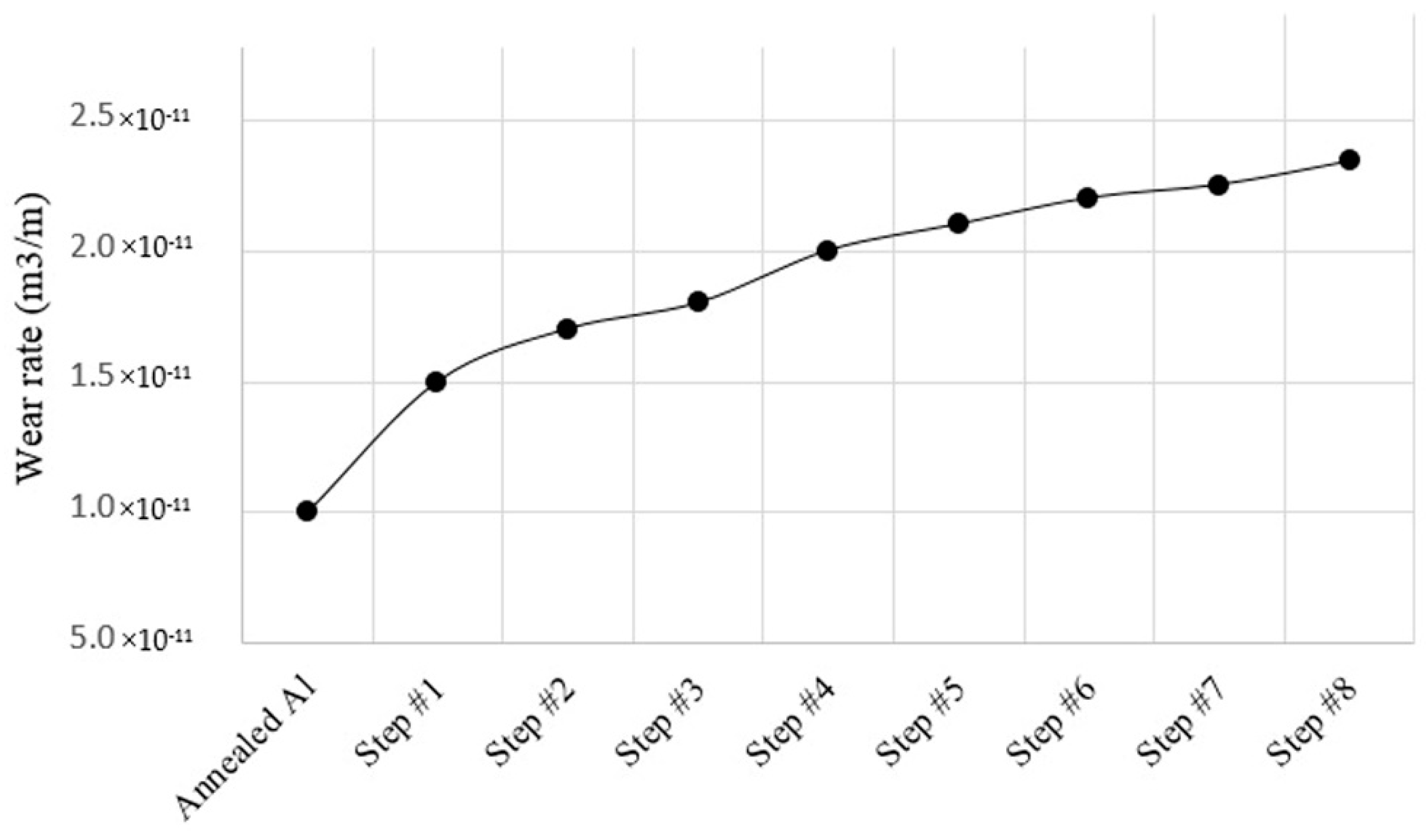
Figure 7 shows the weight loss of composite samples produced with one and eight APB steps after the wear test. According to Figure 7, the weight loss of the composite with one step is more than the sample fabricated after eight steps. In other words, debris particles formed at the initial steps increase the mass loss rate at higher APB steps. Additionally, uniform distribution of TiC particles leads to the improvement of wear resistance. The wear resistance of all APB samples increases in comparison with the annealed Al. From steps 1–4, the wear curve rapidly increases. This trend is due to the work-hardening effect of the Al matrix and the dislocation strengthening around TiC particles. In addition, from step #4 up to step #8, there is a smooth increasing rate due to the saturation of dislocation strengthening through the Al matrix. Furthermore, the wear resistance improves by generating a harder situation for cracks propagation due to decreasing the porosities between Al and TiC particles which improves the bonding between them. The wear resistance increases rapidly for the sample produced after a cold pressing with 50% of the reduction thickness after 8 steps. Although all prior accumulative pressing processes were completed at 300 °C, this behavior is due to the severe strain-hardening effects during the applied cold pressing process.
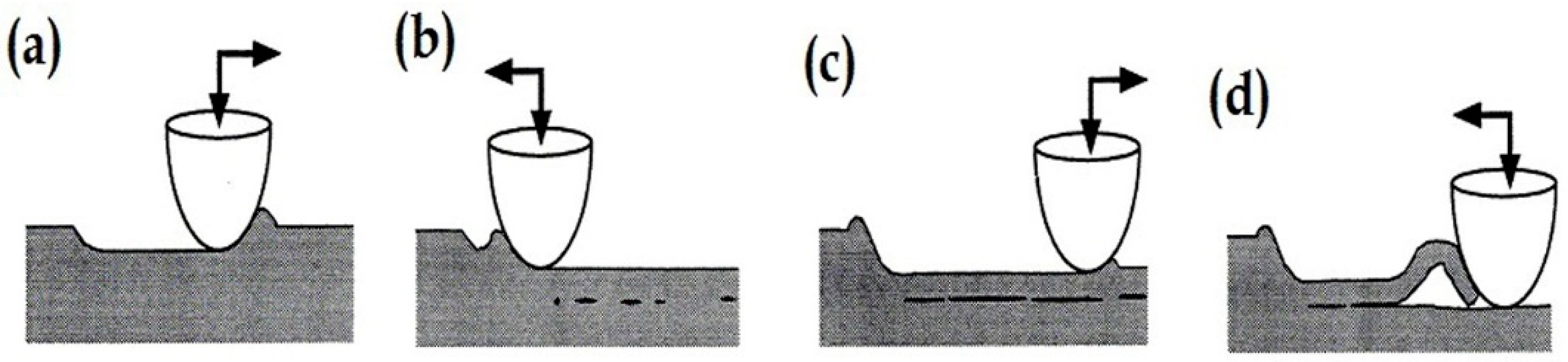
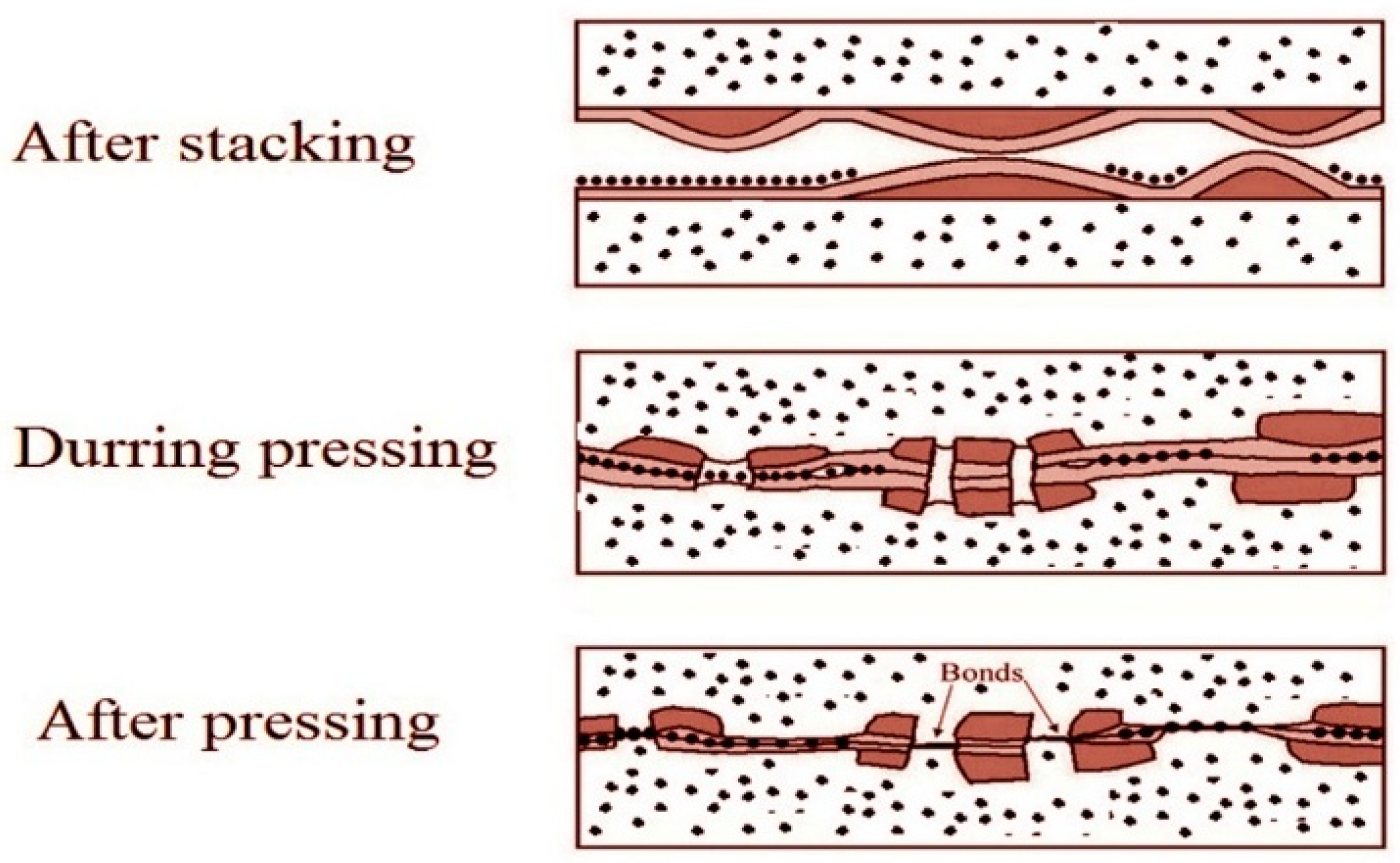
There are three mechanisms to clarify the wear phenomenon in metals and composites, which are abrasion, adhesion coexists and delamination. During the wear test, delamination was the dominant wear mechanism at higher APB steps [9], Figure 8. During the wear test, the extent of debris particles increases by increasing the APB steps. The study of bond formation between the composite layers is essential to explain this phenomenon. Figure 9 shows the mechanism of bond formation during the APB process. Before the bonding, and as mentioned before, the surface of composite bars is composed of absorbed ions, dust particles and grease. Therefore, to create a successful bond formation, surface preparations including wire brushing and degreasing in the acetone bath are necessary. Surface brushing usually creates a hardened surface which increases the surface roughness. By starting the surface expansion due to the pressure of the pressing, contact between opposite surfaces of layers begins and virgin metals reach each other through the widening fissures and cracks, and then it creates metallic bonding zones. Therefore, when the crystalline structures of layers are combined together, the APB process can generate metallic bonding between them. Increasing the volume of virgin metals at higher plastic strains creates electron sharing between layers and enables bonding on the atomic scale. Therefore, numerous bonds were formed by noticeably bigger, wider areas of the base alloy or metal. These unbonded regions look like small, isolated islands where there are suitable zones for crack delamination and propagation due to the presence of these minor islands, during the wear test. By increasing the number of layers at a higher number of APB steps, the distance between interfaces decreases. These distances are equal to the thickness of layers which are demonstrated in Table 2.
3.4. Worn Surface Morphology
Figure 10 indicates the surface morphology of composite samples after the wear test. According to Figure 10, the wear rate of samples decreases at a higher number of steps. Additionally, small wear tracks are the result of an abrasive wear mechanism, Figure 10. Finally, the result shows that the composite samples were fabricated after eight steps and they have better wear resistance in comparison with the samples fabricated via one APB step.
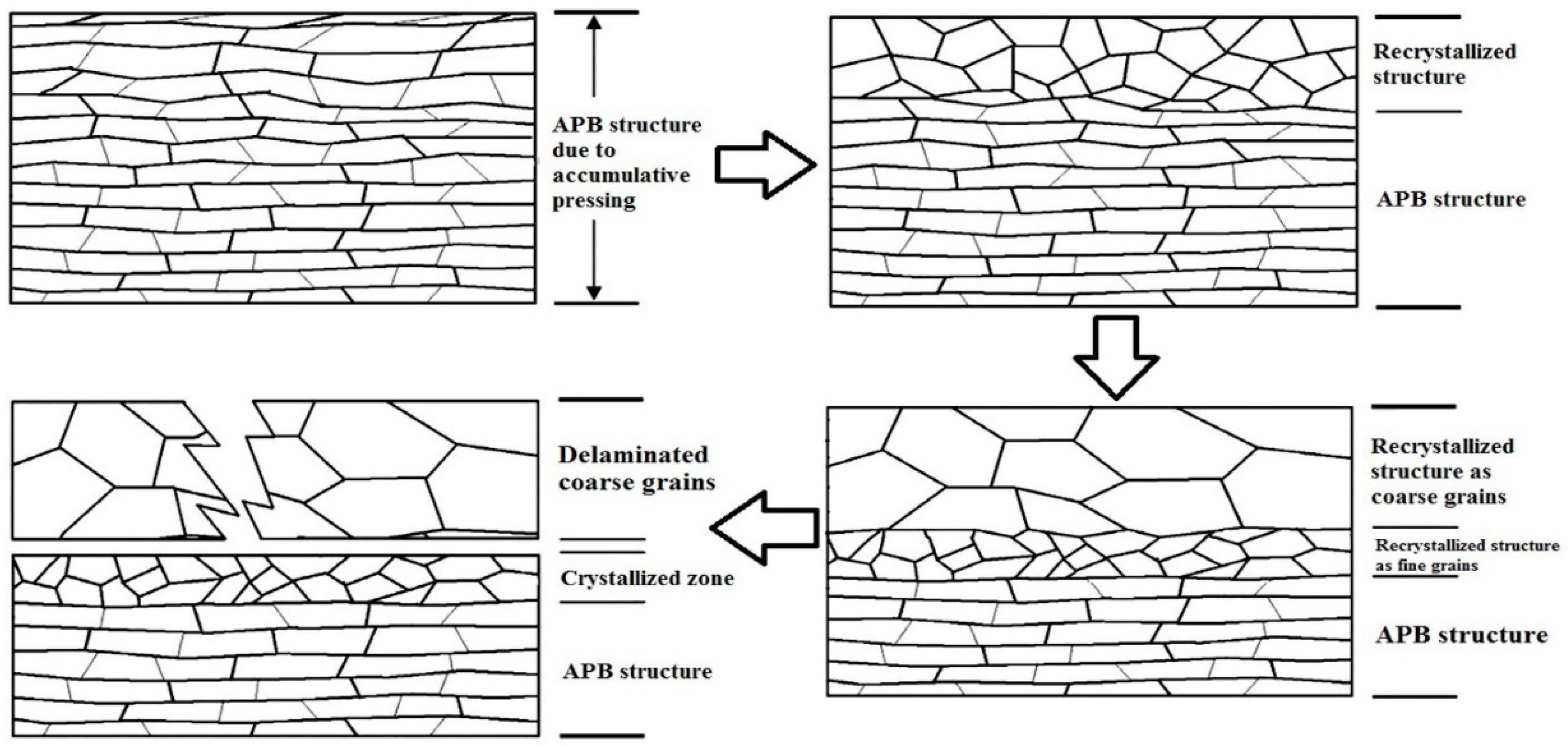
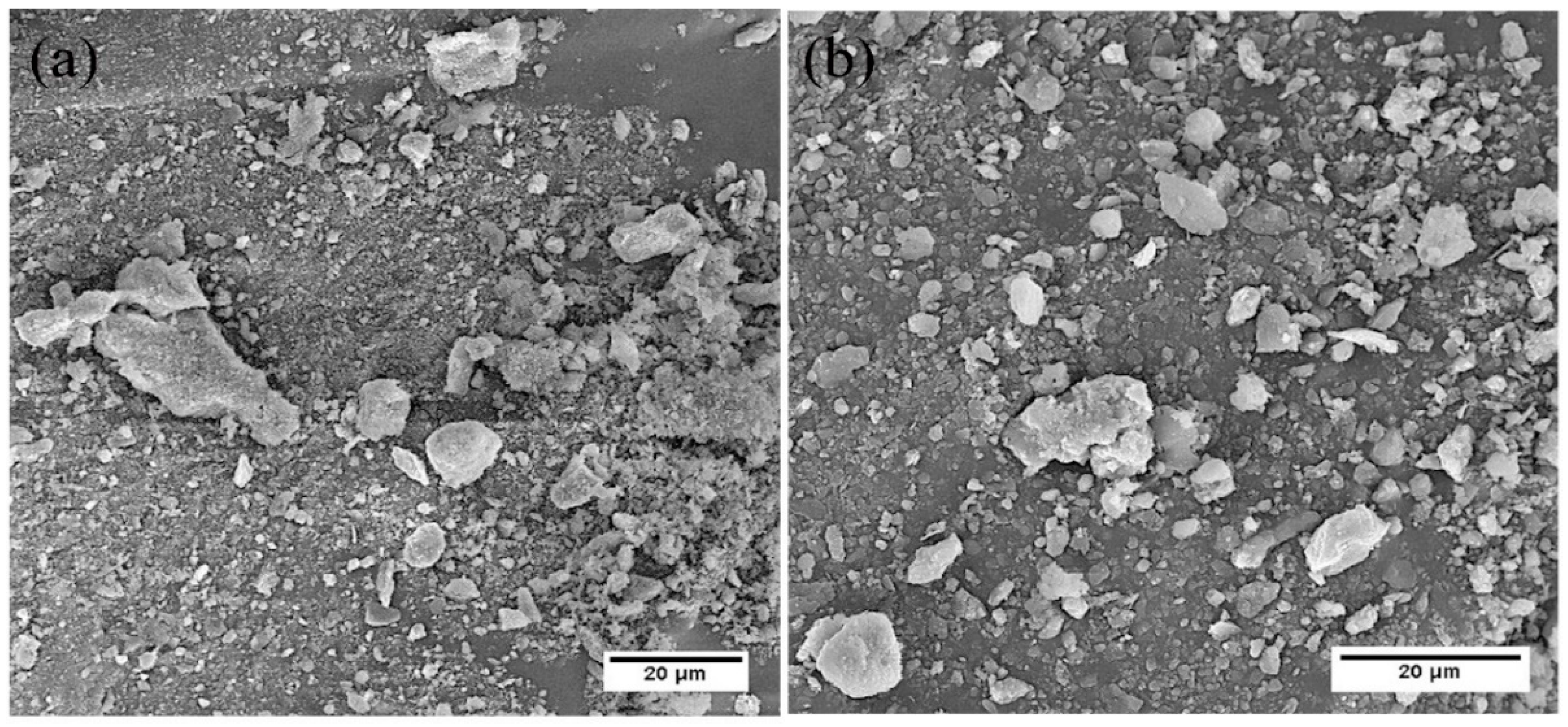
Therefore, it is reasonable that the extent of delamination increased whilst increasing the number of APB steps. Indeed, during the wear test, the nature of the laminated structure in the APB process enabled more extensive delamination. In Figure 11, a model describing the wear mechanism is presented for Al-based multilayered composites [14,15,16]. In Figure 11, the second zone describes deformed regions of the base matrix. The elastic-plastic deformation was noted as the interface between zone 1 and 2. Additionally, Zone 3 is known as the tribolayer which includes worn surfaces and oxide that has formed and counter-face material. Additionally, the wear debris made between zone 2 and 3 contains voids and is a suitable suite for crack formation. So, the conditions of the material, environment, and sliding wear severely effects the compositional features and extents of these subsurface regions which are established rapidly [15]. Based on the above mentioned discussions, after the beginning of the wear between the worn surface and the pin, development of the grains occurred at deformed regions due to high temperature, with a greater growth in the subsurface region than the middle thickness. Therefore, containing a strain incompatibility regarding the fine grain structure and non-equilibrium UFG grains, a coarse grain structure is formed under the subsurface. In the other words, debris particles were formed when the strain incompatibility produced a delamination of coarse grains. Additionally, these delamination and recrystallization processes happened in repetitive rounds. As can be seen in Figure 12, the generation of large particle debris in a shape is the result of this kind of wear mechanism. The initiation and nucleation of cracks on the sliding surfaces are the results of high shear stresses. Therefore, this changes the shape of loss of material from flakes to plates. So, the flows of the surface material move in a sliding direction which generates abrasive grooves under higher applied loads [13,14,15].
3.5. Fractography
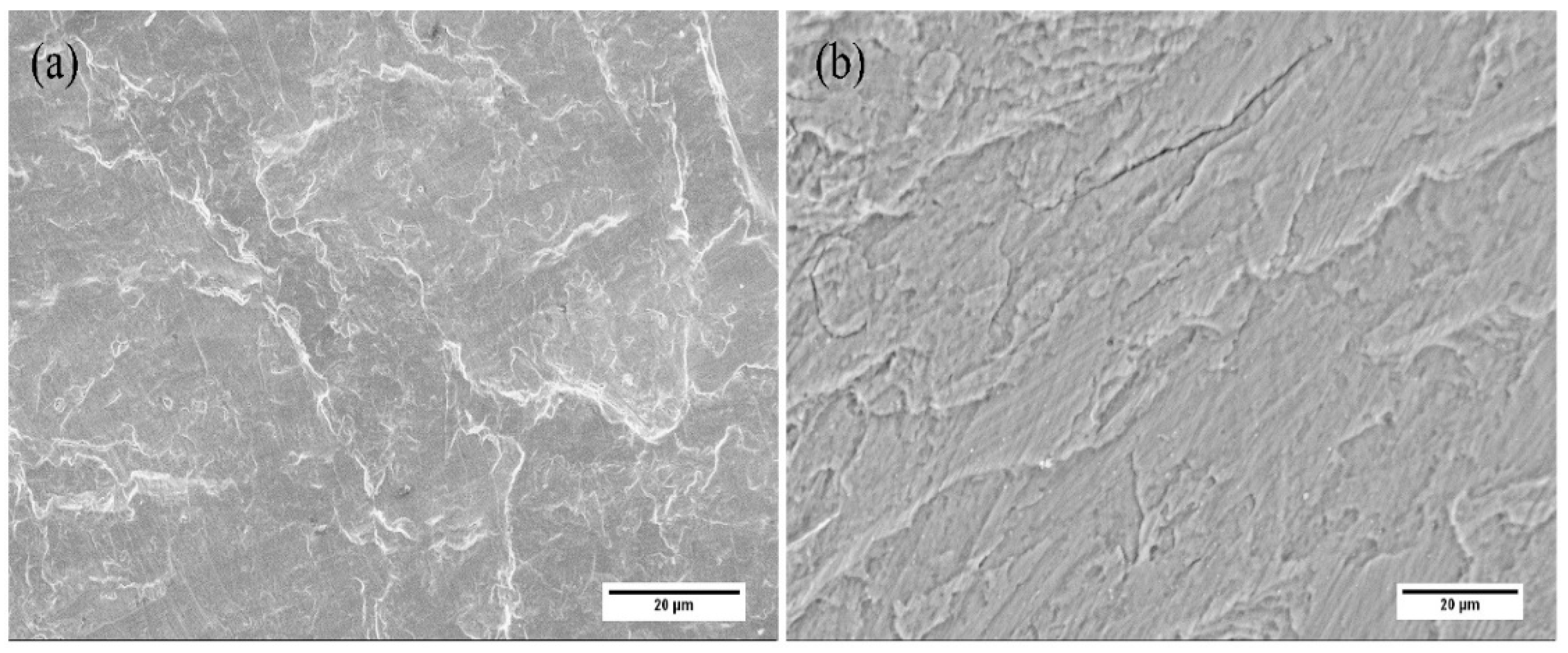
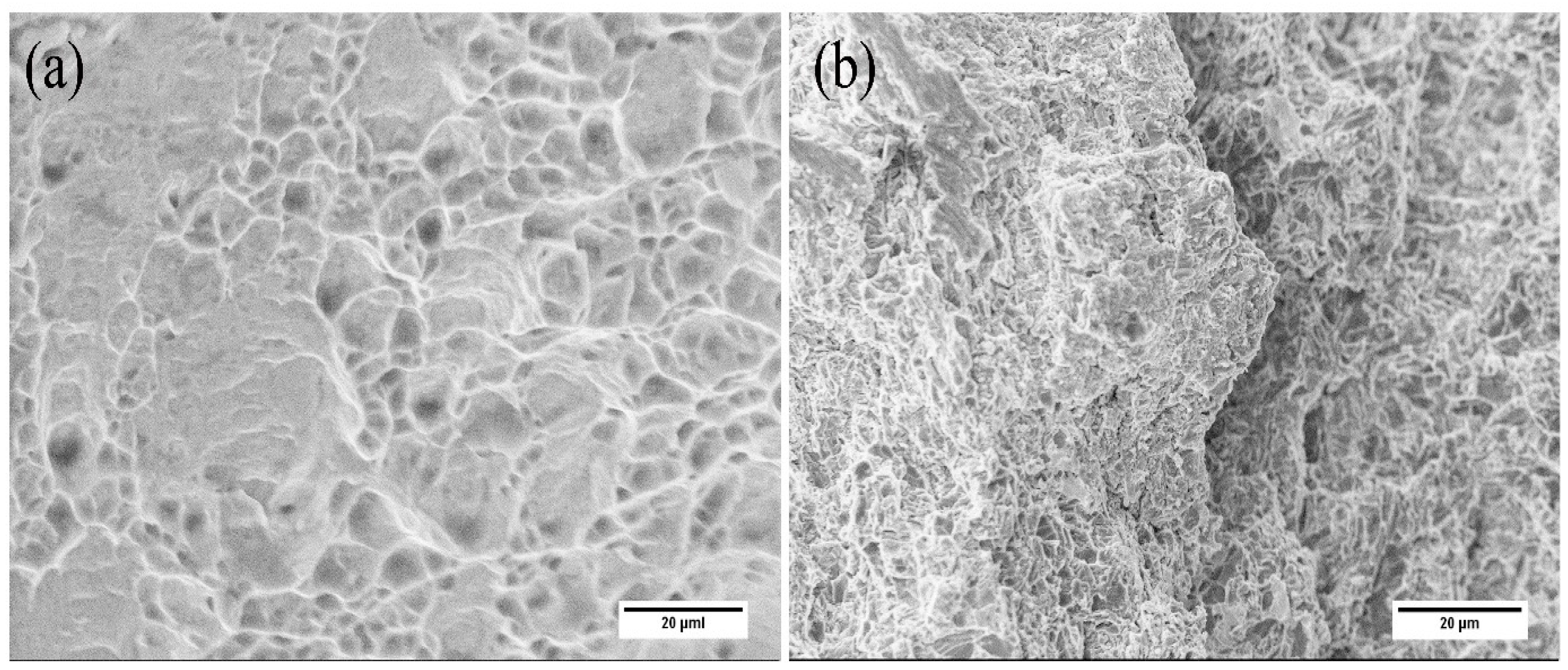
Figure 13a,b clearly shows the SEM fracture surface of samples with two and four steps. In the fracture surface of samples at prior steps, the fracture surface contains long and deep-rooted dimples. However, by cumulating the steps up to six and especially eight, the basic rapture surfaces do not illustrate long and rooted shape dimples [15]. Figure 13b shows that the TiC particles have an important effect on the shape of the rapture surface. They sit on the walls and ends of dimples and become suitable colonies for crack initiation and nucleation [3,16].
4. Conclusions
- Uniform scattering of TiC particles in the Al matrix released by the scanning electron microscopy. The strength, tensile toughness and wear resistance of composites were enhanced due to the presence of additive TiC particles.
- The maximum UTS value of samples reaches a maximum value of 157 MPa after the 8th step, which is about two times more than that of annealed Al.
- The maximum elongation of the annealed Al is 25.2%, which drops to 2.05% for the sample with two steps. Then, after a certain number of steps, it improves to 7.6% after the 8th step, which reveals that the titanium carbide can have an improving role on the elongation value.
- The tensile toughness of the annealed Al is 19.2 j.m−3 × 104 which drops to 2.1 j.m−3 × 104 for the sample with two APB steps, and then it increases to 8.43 j.m−3 × 104 for the eighth-stepped sample. In other words, the titanium carbide particles can improve the tensile toughness of composites with more steps.
- The hardness value improves with the APB steps due to the presence of the reinforcement phase.
- The results revealed that the composites with TiC particulates have a better wear resistance compared to annealed base aluminum 1100 alloy.
Author Contributions
Funding acquisition, W.W.; Writing – original draft, M.H.V.; Writing–review & editing, W.W. and S.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors gratefully acknowledge the Islamic Azad university Majlesi Branch and Anhui University of Technology for the provision of research facilities used in this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jamaati, R.; Toroghinejad, M.R. Manufacturing of High-Strength Aluminum/Alumina Composite by Accumulative Roll Bonding. Mater. Sci. Eng. A 2010, 527, 4146–4151. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Jamaati, R.; Niroumand, B.; Toroghinejad, M.R. Using ARB Process as A Solution for Dilemma of Si and Sic P Distribution in Cast Al–Si/Sic P Composites. J. Mater. Process. Technol. 2011, 211, 1159–1165. [Google Scholar] [CrossRef]
- Vini, M.H.; Sedighi, M.; Mondali, M. Mechanical Properties, Bond Strength and Microstructural Evolution of AA1060/TiO2 Composites Fabricated by Warm Accumulative Roll Bonding (WARB). J. Mater. Res. 2017, 108, 53–59. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, Y.; Tsuji, N. Novel Ultra-High Straining Process for Bulk Materials—Development of The Accumulative Roll-Bonding (ARB) Process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Korbel, A.; Richert, M.; Richert, J. The Effects of Very High Cumulative Deformation on Structure and Mechanical Properties of Aluminium. In Proceedings of the Second RISO International Symposium on Metallurgy and Material Science, Roskilde, Denmark, 14–18 September 1981; pp. 14–18. [Google Scholar]
- Liu, C.Y.; Wang, Q.; Jia, Y.Z.; Zhang, B.; Jing, R.; Ma, M.Z.; Jing, Q.; Liu, R.P. Effect of W Particles on the Properties of Accumulatively Roll-Bonded Al/W Composites. Mater. Sci. Eng. A 2012, 547, 120–124. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Bonding evolution of bimetallic Al/Cu laminates fabricated by asymmetric roll bonding. Adv. Mater. Res. 2019, 8, 1–10. [Google Scholar]
- Lu, C.; Tieu, K.; Wexler, D. Significant Enhancement of Bond Strength in the Accumulative Roll Bonding Process Using Nano-Sized Sio2 Particles. J. Mater. Process. Technol. 2009, 209, 4830–4834. [Google Scholar] [CrossRef]
- Alizadeh, M. Comparison of Nanostructured Al/B4C Composite Produced by ARB and Al/B4C Composite Produced by RRB Process. Mater. Sci. Eng. A 2010, 528, 578–582. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Fabrication of bimetal aluminum-5% alumina-bromine composites by warm accumulative roll bonding. J. Test. Eval. 2020, 49, 2757–2766. [Google Scholar] [CrossRef]
- Ipek, R. Adhesive Wear Behaviour of B4C and Sic Reinforced 4147 Al Matrix Composites (Al/B4C-Al/SiC). J. Mater. Process. Technol. 2005, 162–163, 71–75. [Google Scholar] [CrossRef]
- Farhadipour, P.; Sedighi, M.; Heydari, M. Using Warm Accumulative Roll Bonding Method to Produce Al-Al2O3, Proceedings of the Institution of Mechanical Engineers Part B. J. Eng. Manuf. 2017, 231, 889–896. [Google Scholar] [CrossRef]
- Sedighi, M.; Vini, M.H.; Farhadipour, P. Effect of Alumina Content On the Mechanical Properties of AA5083/Al2O3 Composites Fabricated by Warm Accumulative Roll Bondingm. Powder Metall. Met. Ceram. 2016, 55, 413–418. [Google Scholar] [CrossRef]
- Su, L.; Lu, C.; Li, H.; Deng, G.; Tieu, K. Investigation of Ultrafine Grained AA1050 Fabricated by Accumulative Roll Bonding. Mater. Sci. Eng. A 2014, 614, 148–155. [Google Scholar] [CrossRef] [Green Version]
- Jamaati, R.; Toroghinejad, M.R.; Dutkiewicz, J.; Szpunar, J.A. Investigation of Nanostructured Al/Al2O3 Composite Produced by Accumulative Roll Bonding Process. Mater. Des. 2012, 35, 37–42. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Effect of TiO2 particles on the mechanical, bonding properties and microstructural evolution of AA1060/TiO2 composites fabricated by WARB. Surf. Rev. Lett. 2020, 9, 99–107. [Google Scholar]
Figure 1.
The stir casting process of Al/TiC composites.

Figure 2.
Diagram design of the APB.

Figure 3.
Orientation of the tensile test specimens.

Figure 4.
Mechanical properties of Al/TiC composites.

Figure 5.
The SEM microphotographs of a stir casted Al/TiC composite for samples (a) as stir casted and (b) after eight steps of APB.
Figure 5.
The SEM microphotographs of a stir casted Al/TiC composite for samples (a) as stir casted and (b) after eight steps of APB.

Figure 6.
The average Vickers micro-hardness and tensile toughness.

Figure 7.
Weight loss in sliding wear for Al–TiC composite at different steps. ×10−11.

Figure 8.
Schematic illustration of the delamination during the wear test at the (a) starting, (b,c) middle and (d) reciprocating wear round.
Figure 8.
Schematic illustration of the delamination during the wear test at the (a) starting, (b,c) middle and (d) reciprocating wear round.

Figure 9.
Diagram of the bonding mechanism of stir casted composites.

Figure 10.
SEM microphotographs of worn surface of composite samples after (a) Step #1 and (b) Step #8.
Figure 10.
SEM microphotographs of worn surface of composite samples after (a) Step #1 and (b) Step #8.

Figure 11.
Drawings of the sliding wear of APB composite samples vs. different steps of deformation and recrystallization mechanism.
Figure 11.
Drawings of the sliding wear of APB composite samples vs. different steps of deformation and recrystallization mechanism.

Figure 12.
Micromorphology of debris after (a) one and (b) eight steps.

Figure 13.
The rapture morphology of composites with (a) one and (b) eight steps APB process.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical components of AA1100.
| Element. | Al | Si | Mn | Fe | Mg | Zn | Cu |
|---|---|---|---|---|---|---|---|
| Wt. % | Balance | 0.295 | 0.04 | 0.61 | 0.019 | 0.11 | 0.101 |
Table 2.
The cumulative steps of the APB process to fabricate Al/TiC composites.
| APB Steps | Pressing Temperature (°C) | No. of Al-layers | Reduction in Each Cycle (%) | The Al-Layers Thickness (µm) | Total Thickness Reduction (%) | |
|---|---|---|---|---|---|---|
| 1 | 300 | 4 | 50 | 5000 | 50 | 0.8 |
| 2 | 300 | 8 | 50 | 2500 | 75 | 1.6 |
| 3 | 300 | 16 | 50 | 1250 | 87.5 | 2.4 |
| 4 | 300 | 32 | 50 | 625 | 93.75 | 3.2 |
| 5 | 300 | 64 | 50 | 312.5 | 96.87 | 4 |
| 6 | 300 | 128 | 50 | 156.25 | 98.43 | 4.8 |
| 7 | 300 | 256 | 50 | 78.127 | 99.21 | 5.6 |
| 8 | 300 | 512 | 50 | 39.06 | 99.6 | 6.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, W.; Heydari Vini, M.; Daneshmand, S. Mechanical and Wear Properties of Al/TiC Composites Fabricated via Combined Compo-Casting and APB Process. Crystals 2022, 12, 1440. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12101440
AMA Style
Wang W, Heydari Vini M, Daneshmand S. Mechanical and Wear Properties of Al/TiC Composites Fabricated via Combined Compo-Casting and APB Process. Crystals. 2022; 12(10):1440. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12101440
Chicago/Turabian StyleWang, Weining, Mohammad Heydari Vini, and Saeed Daneshmand. 2022. "Mechanical and Wear Properties of Al/TiC Composites Fabricated via Combined Compo-Casting and APB Process" Crystals 12, no. 10: 1440. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12101440
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.