
Surface Quality Experimental Study on Rotary Ultrasonic Machining of Honeycomb Composites with a Circular Knife Cutting Tool


Abstract
:1. Introduction
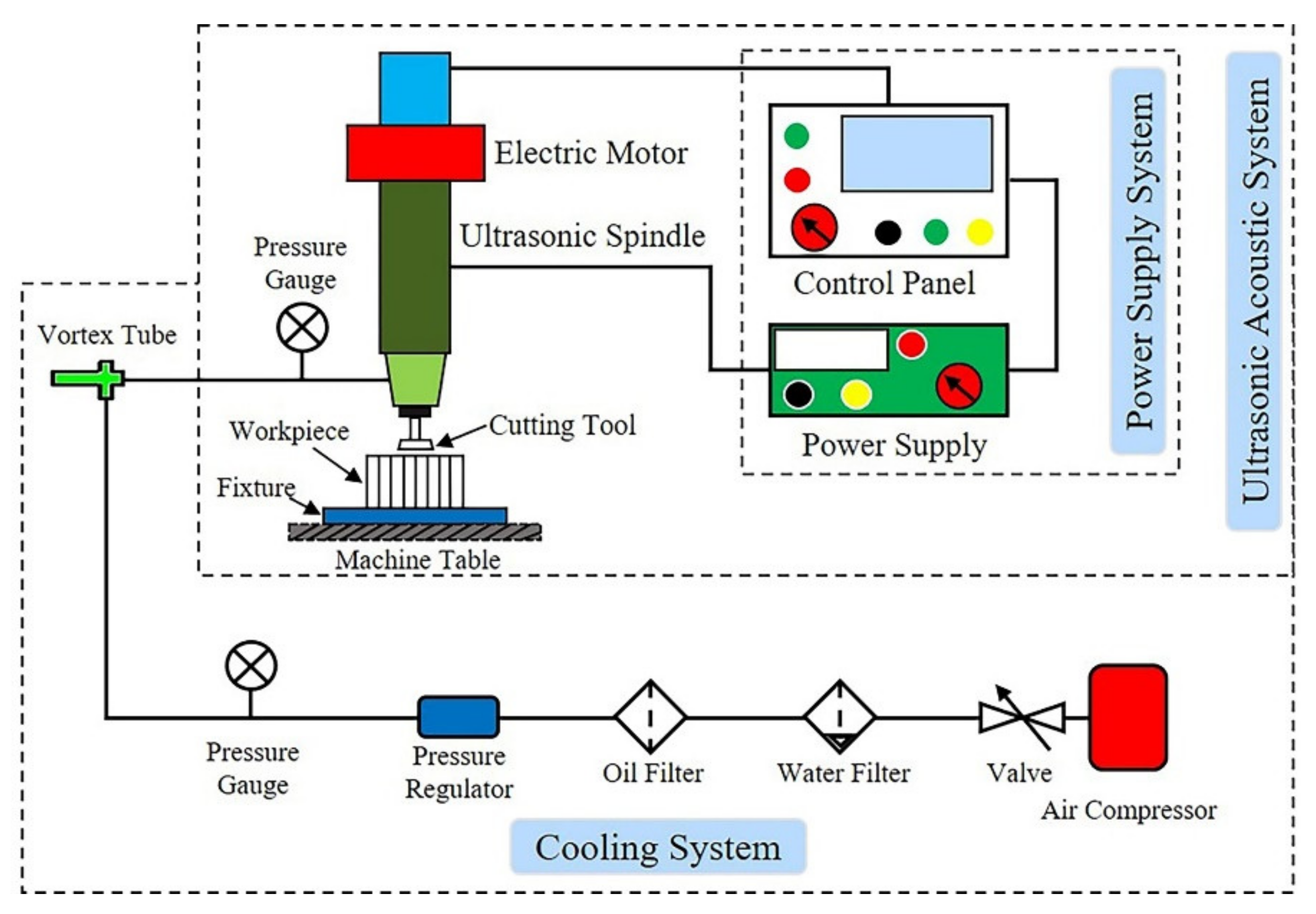
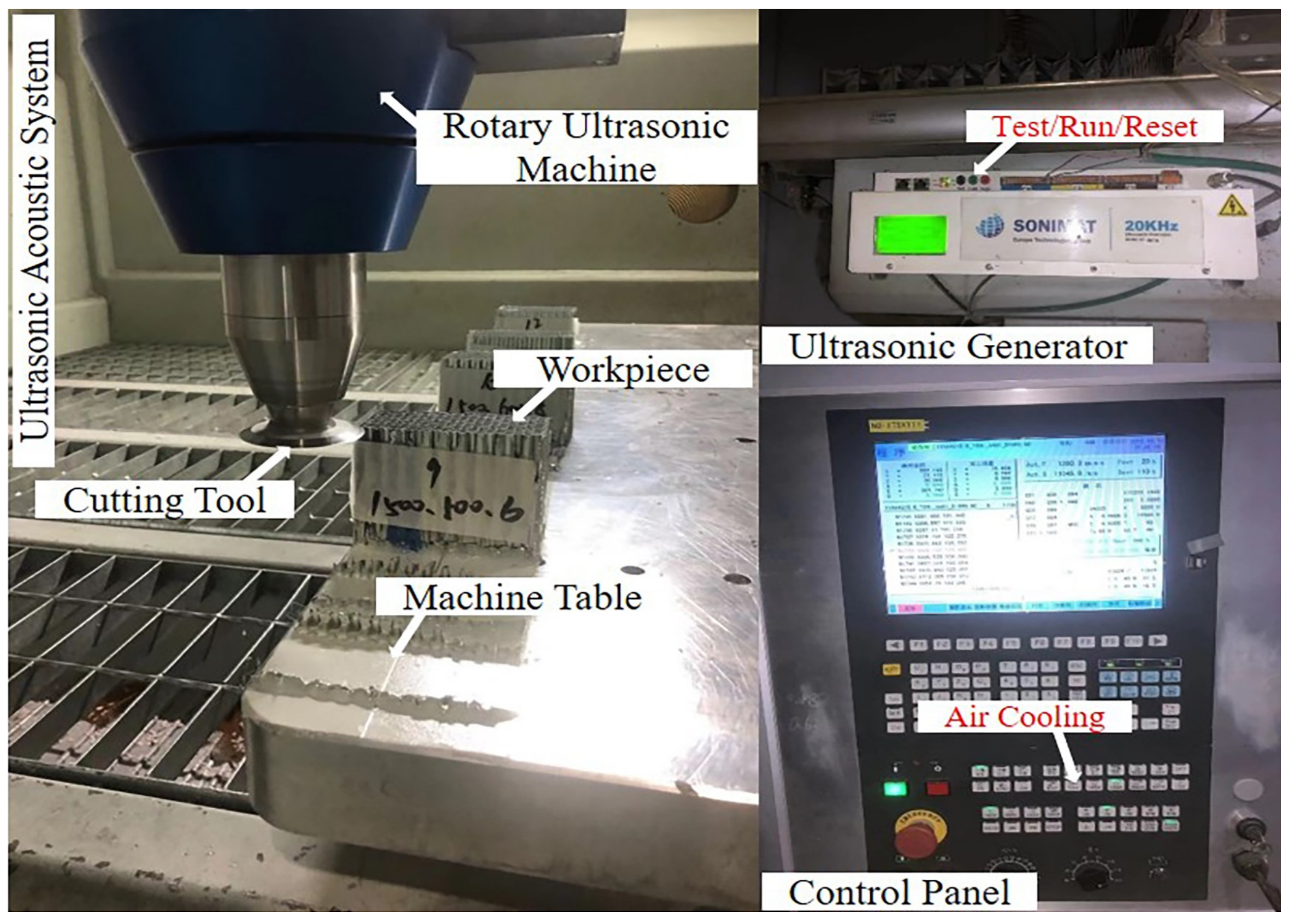
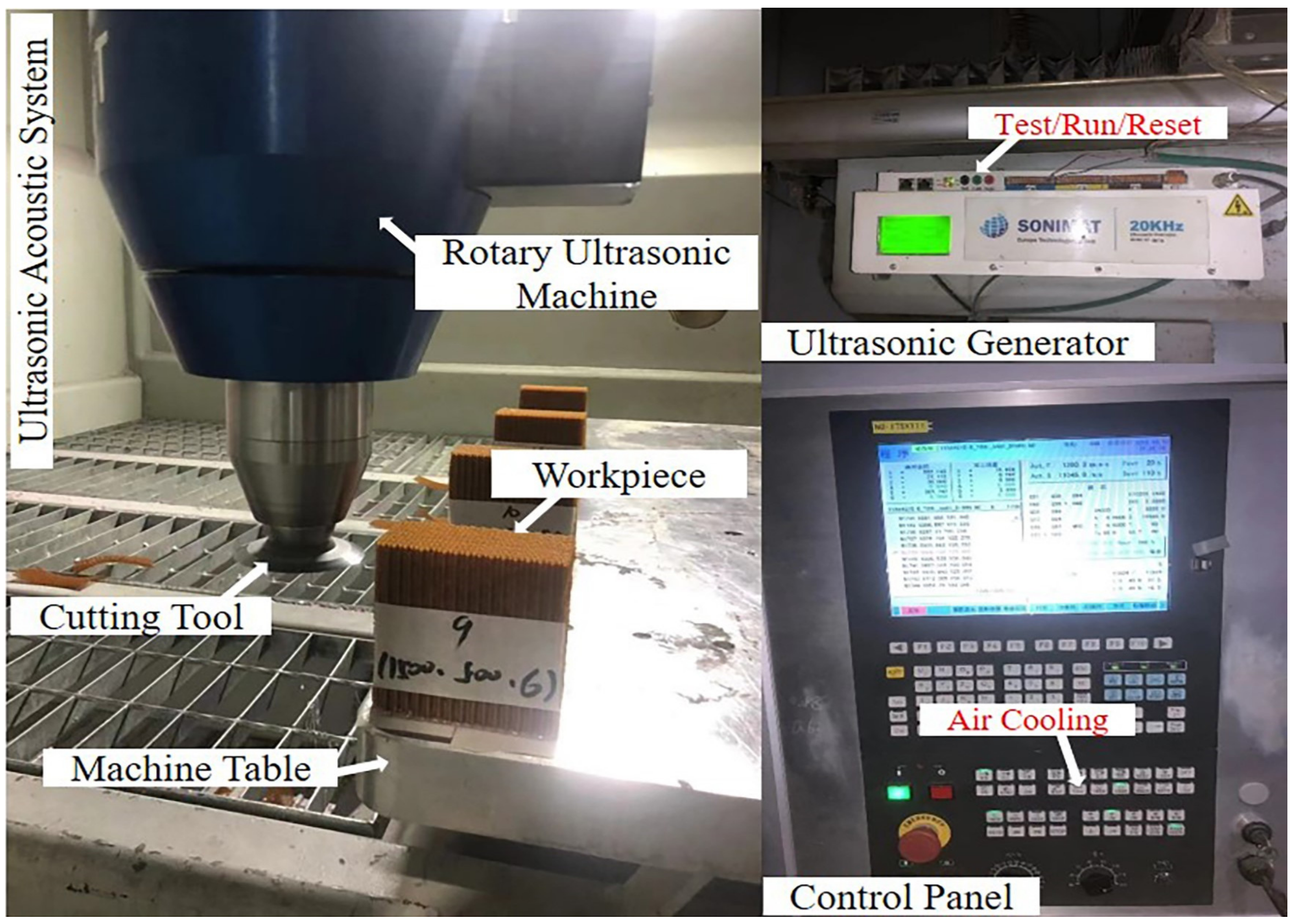
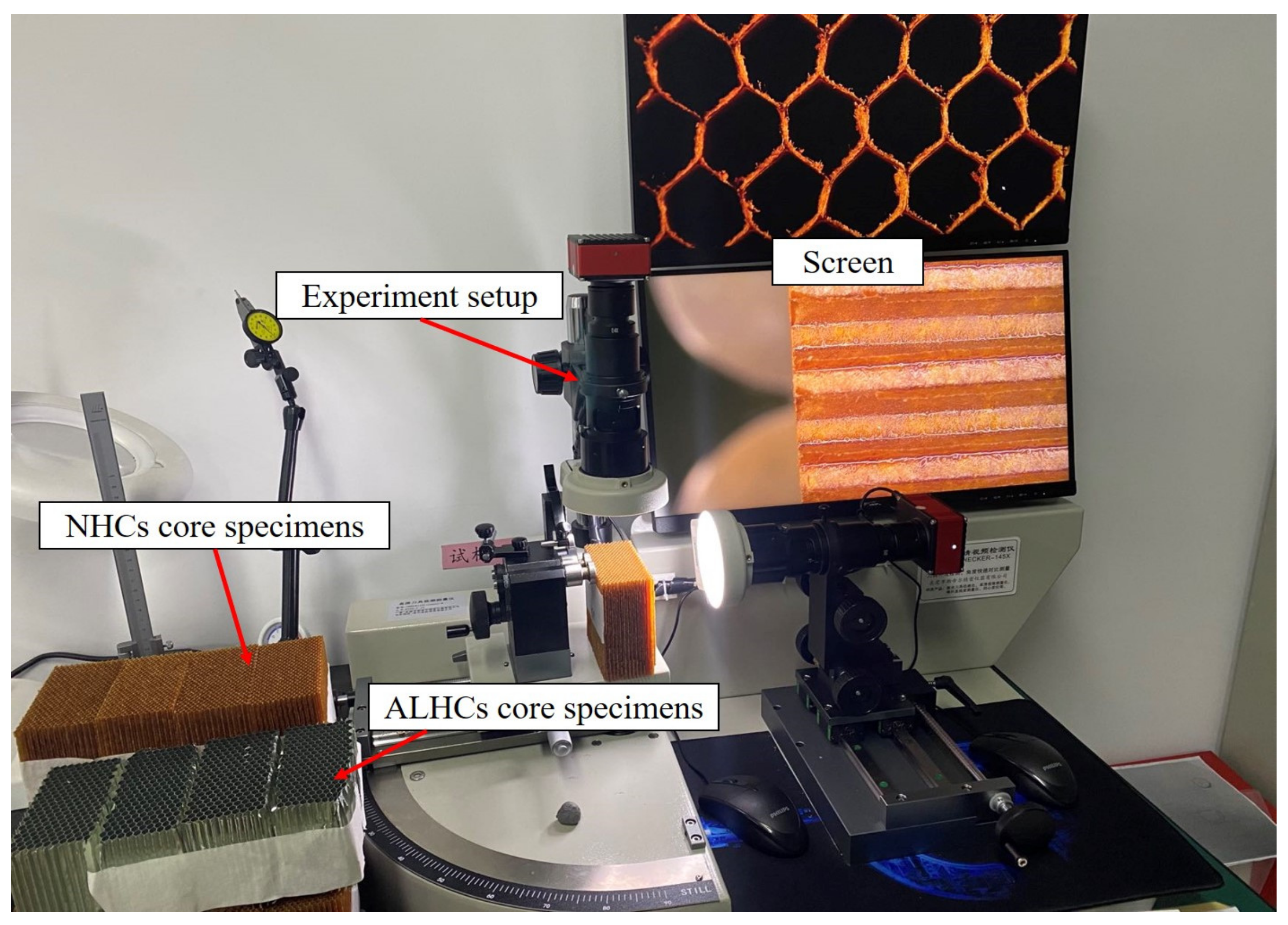
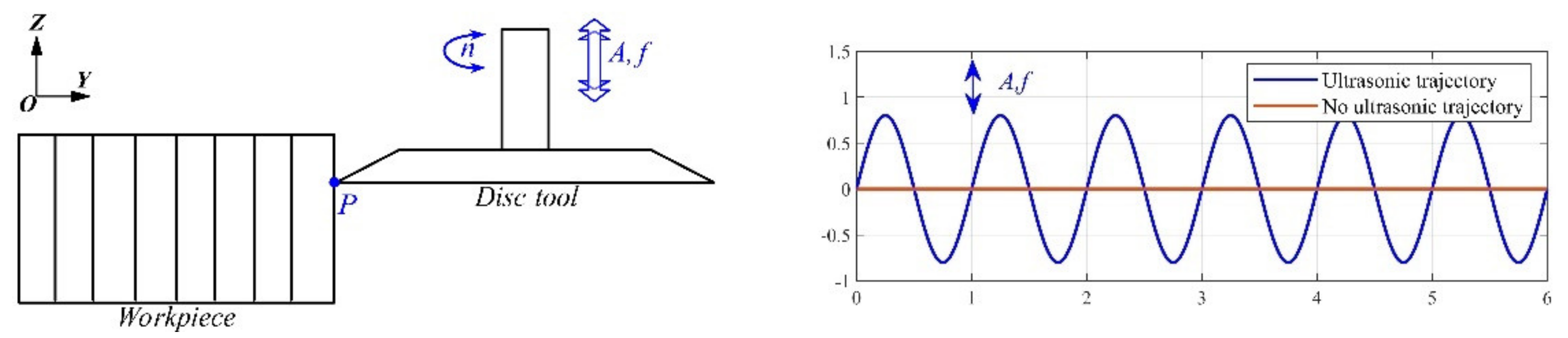
2. Experimental Synopsis
3. Experiment Program
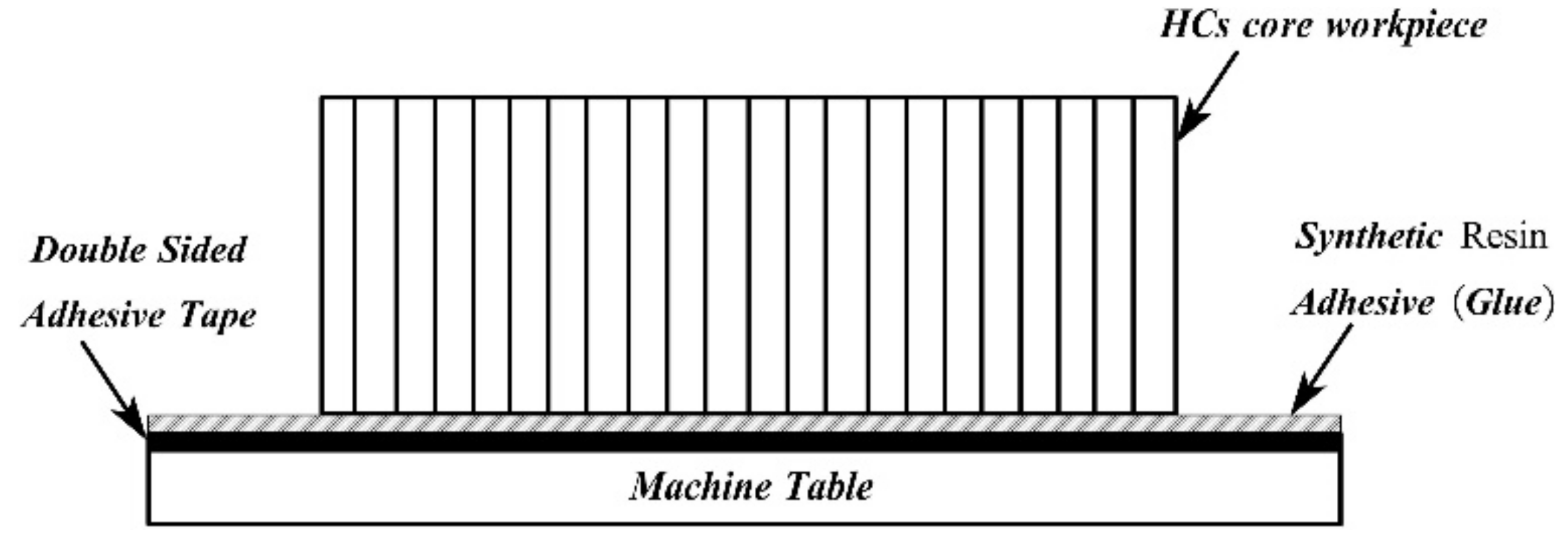
3.1. Materials Used in Experiment
3.2. Measurement Methods for Surface Characteristics
3.3. Processing Conditions in the Experiment
4. Results and Discussion
4.1. ALHC Core Surface Quality Analysis
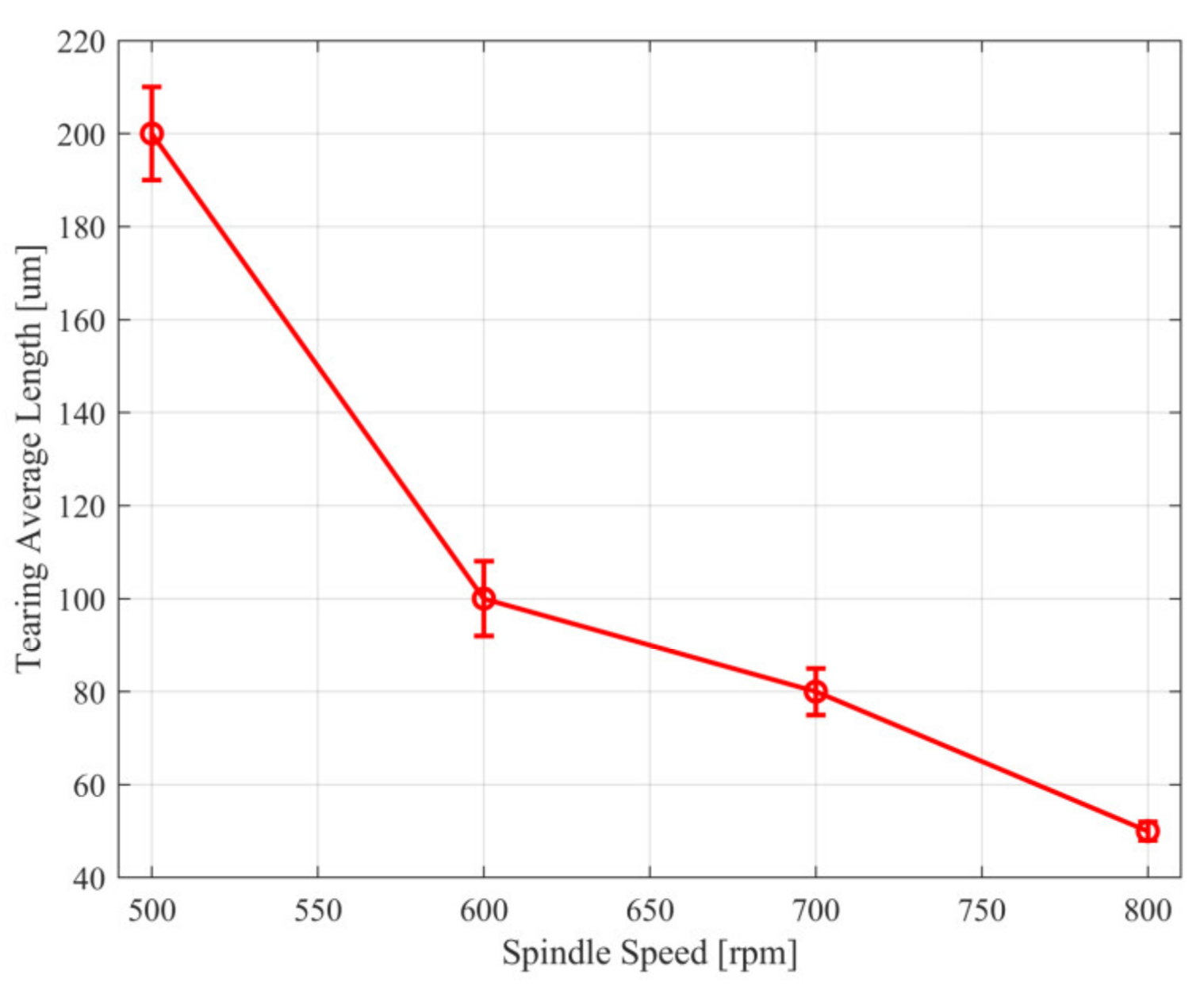
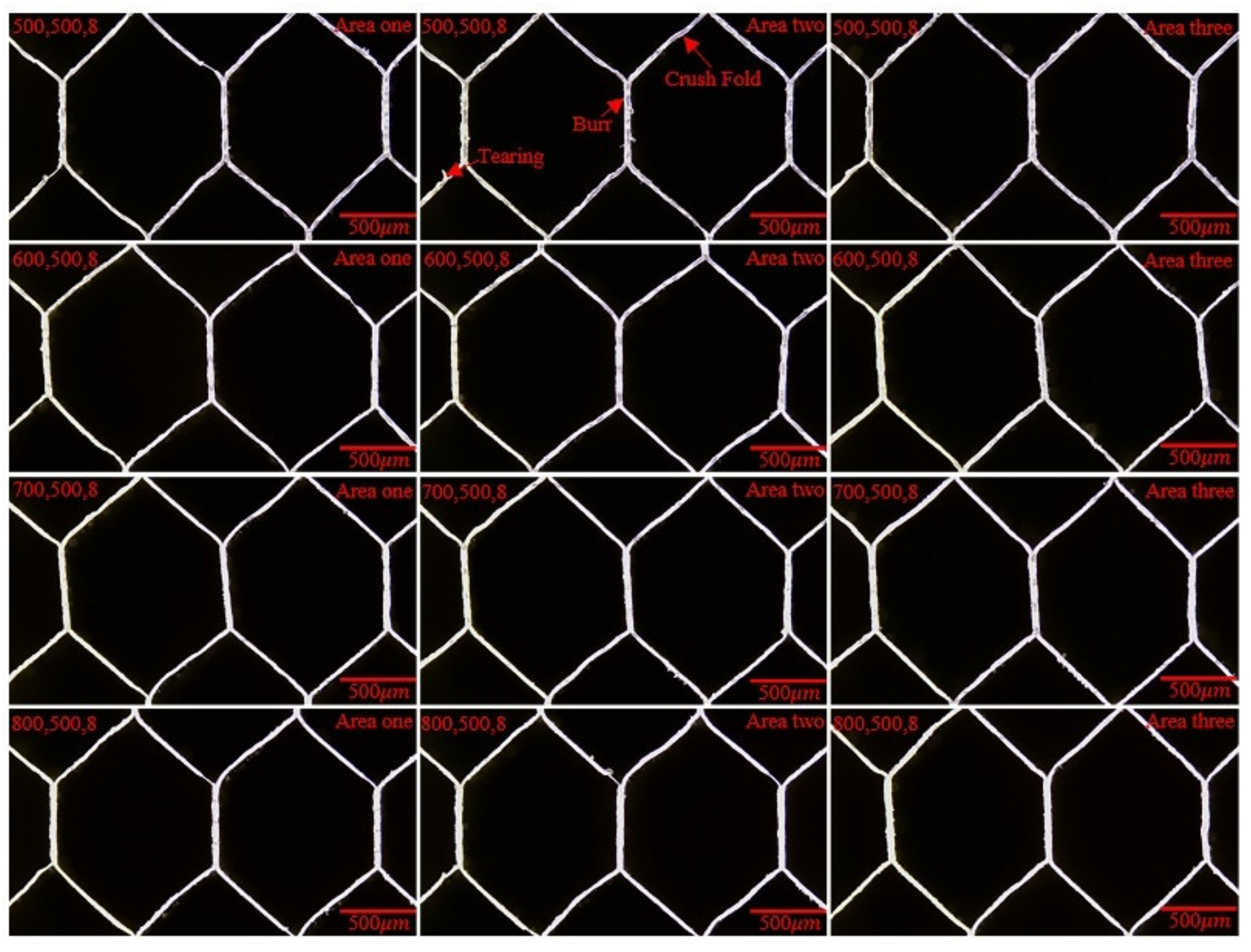
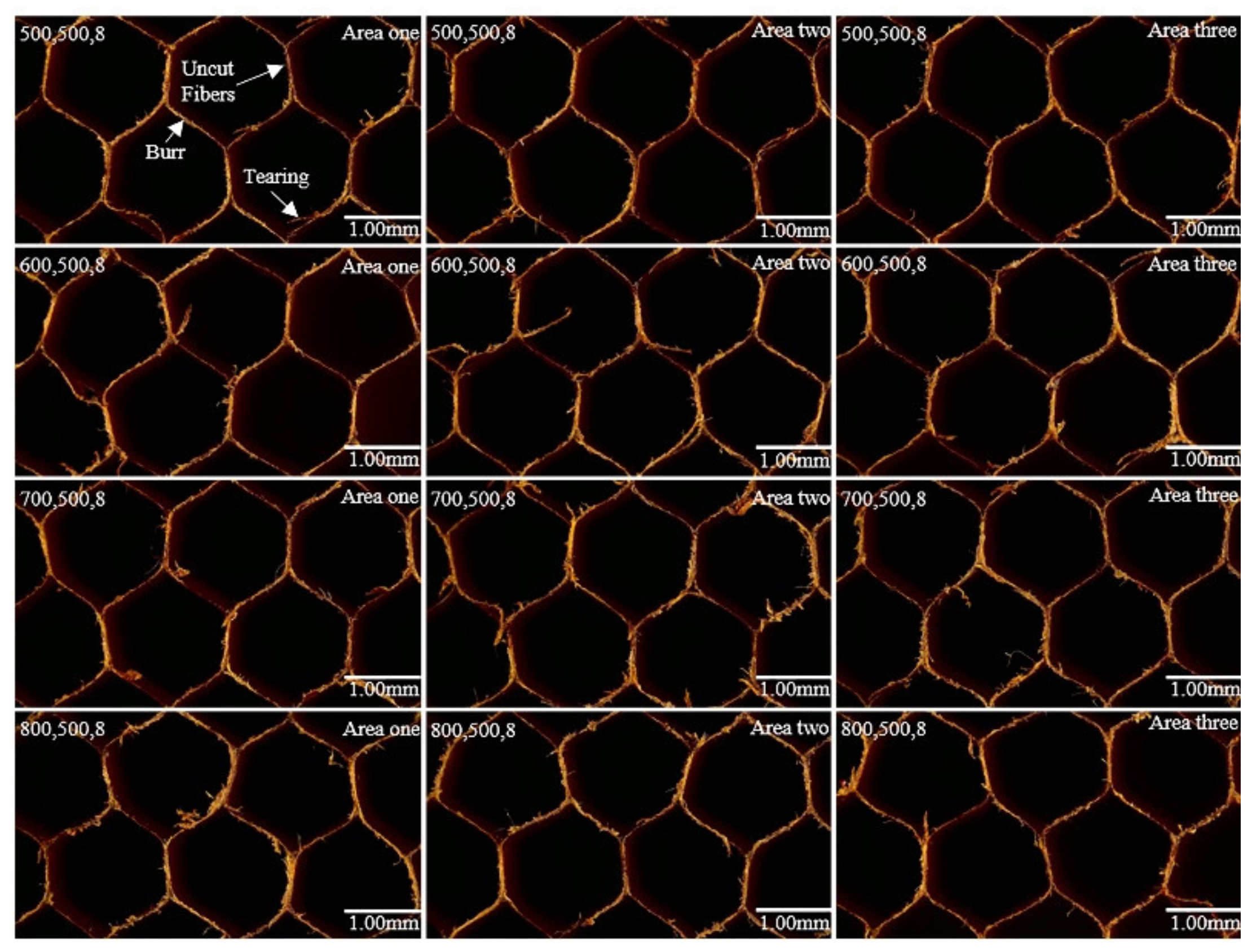
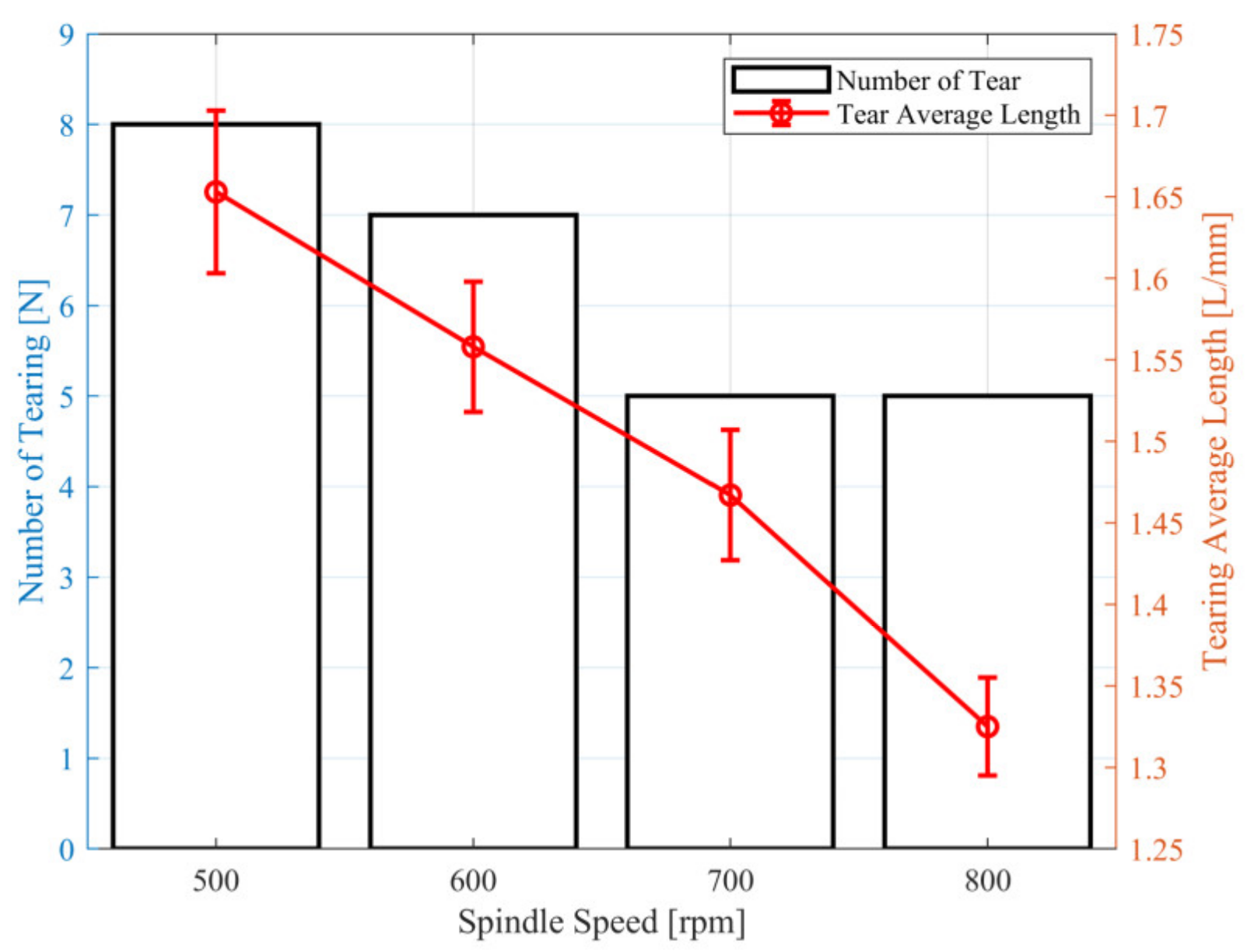
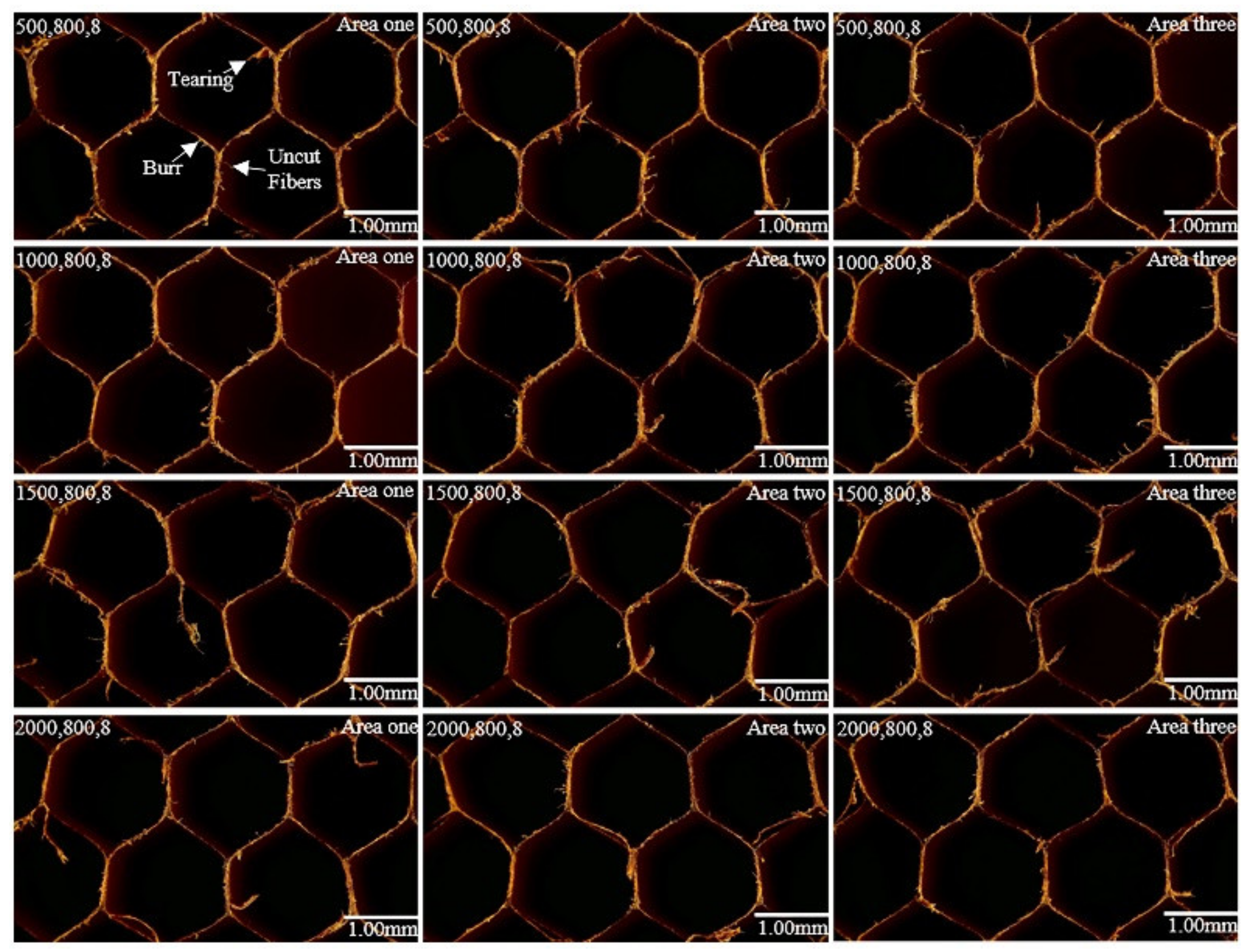
4.1.1. Results of Ultrasonic Spindle Speed on Surface Morphology
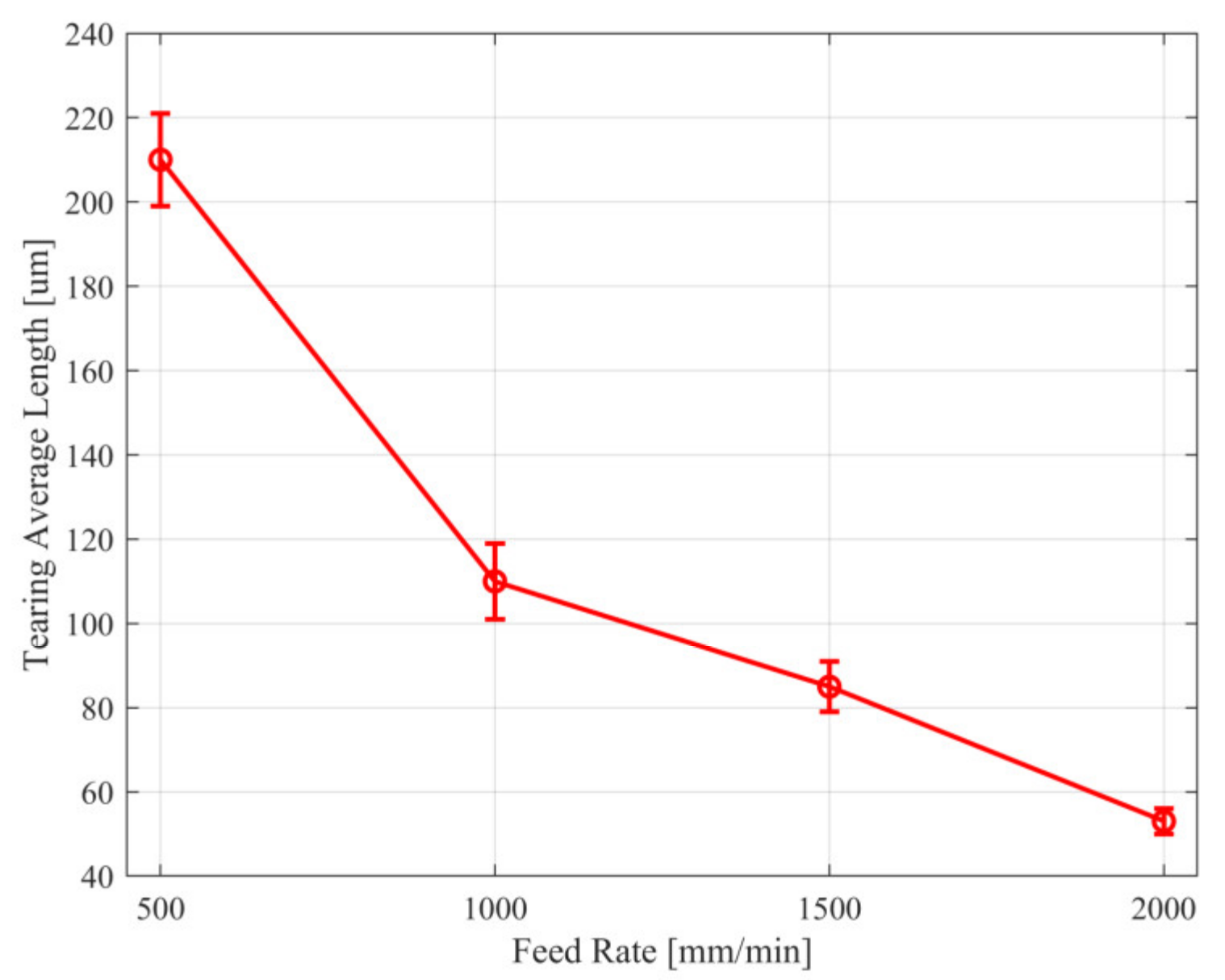
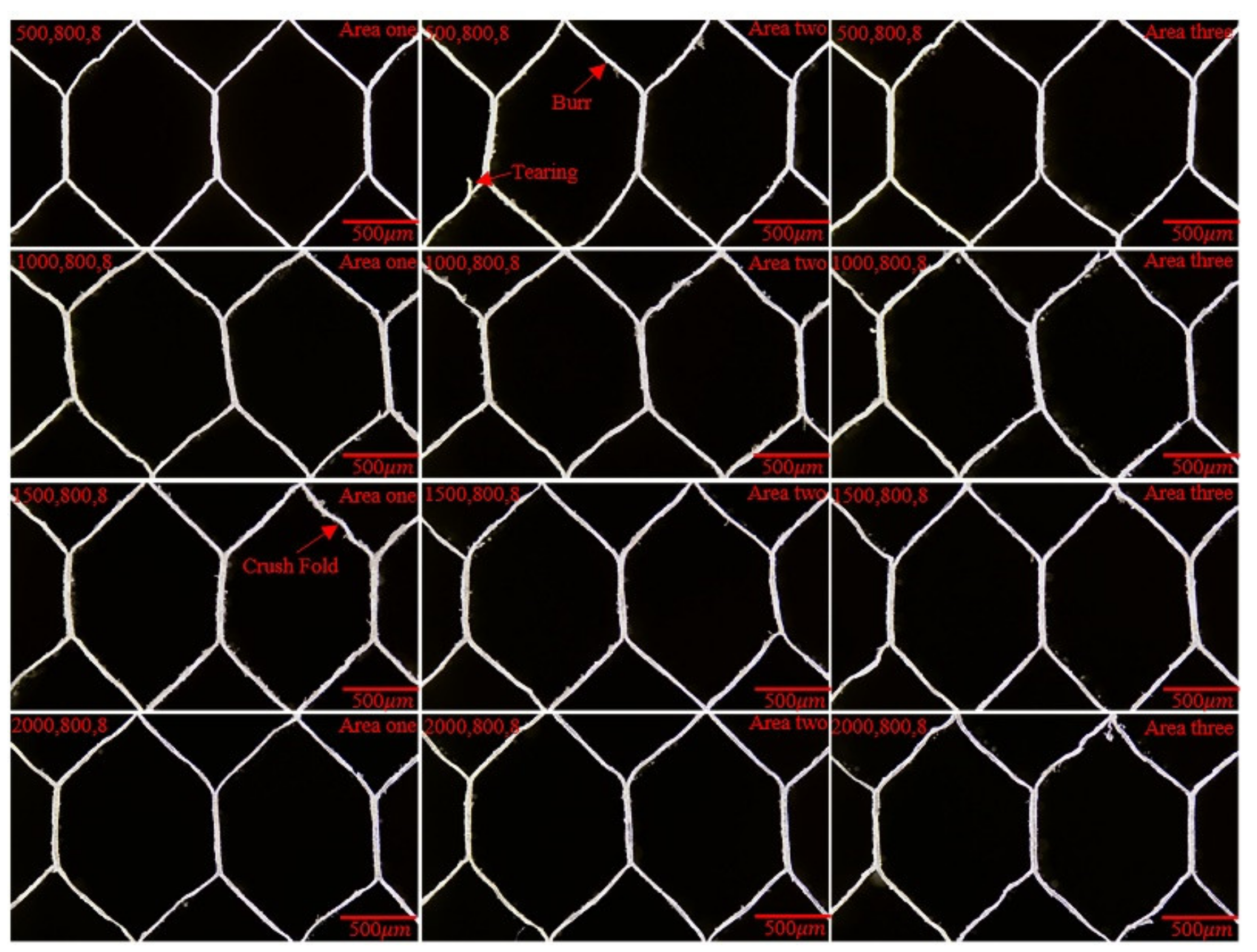
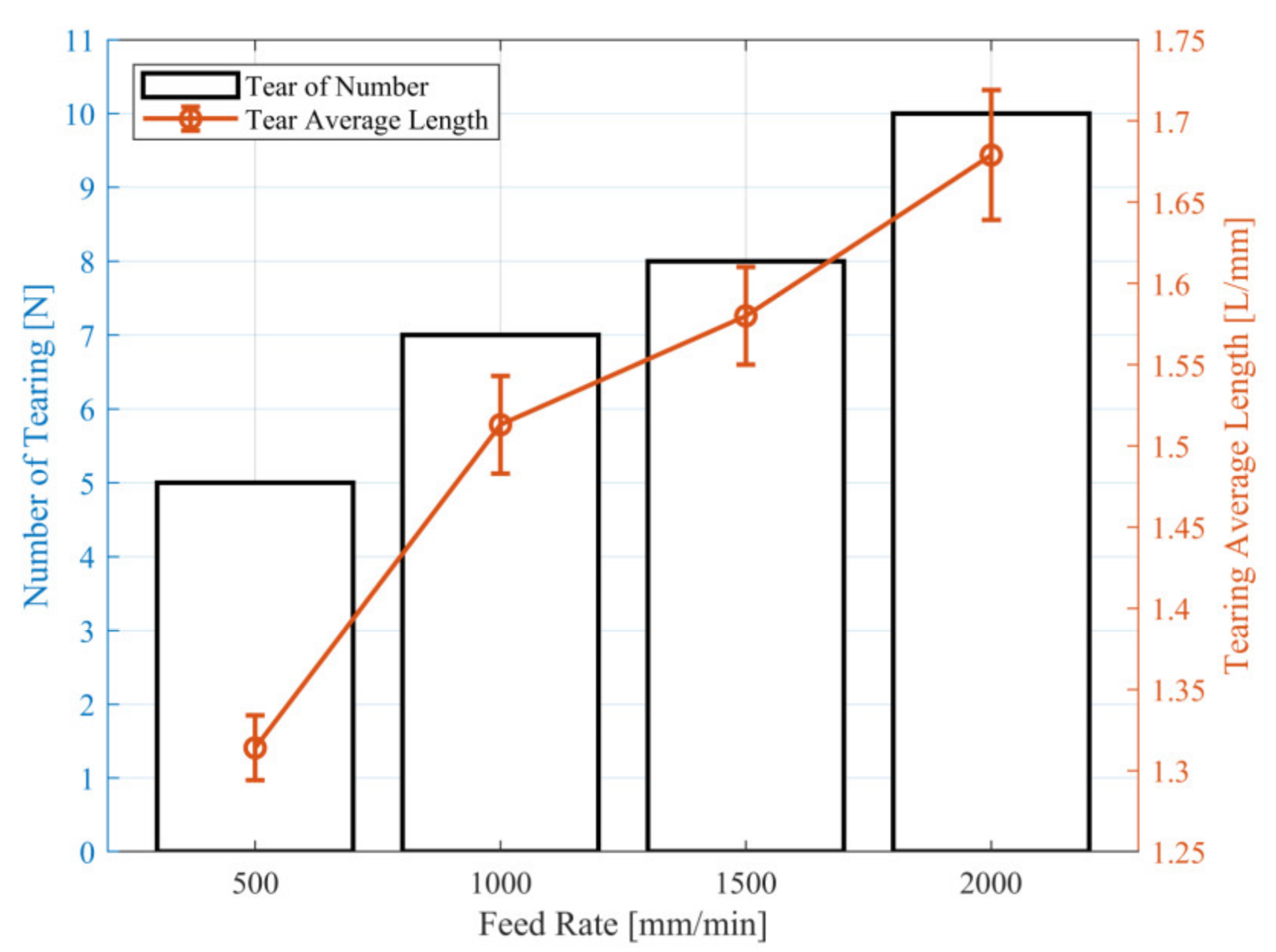
4.1.2. Results of Tool Feed Rate on Surface Morphology
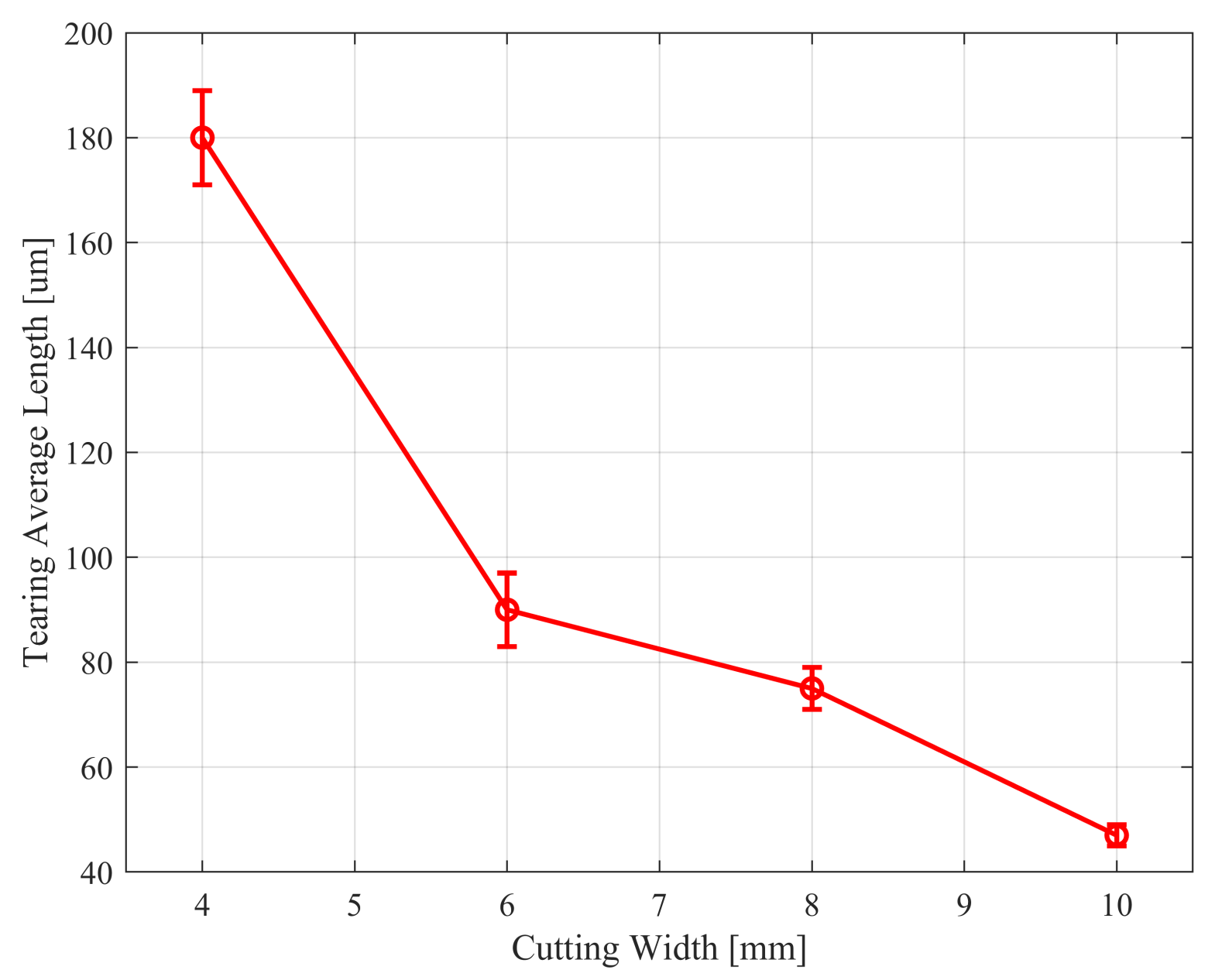
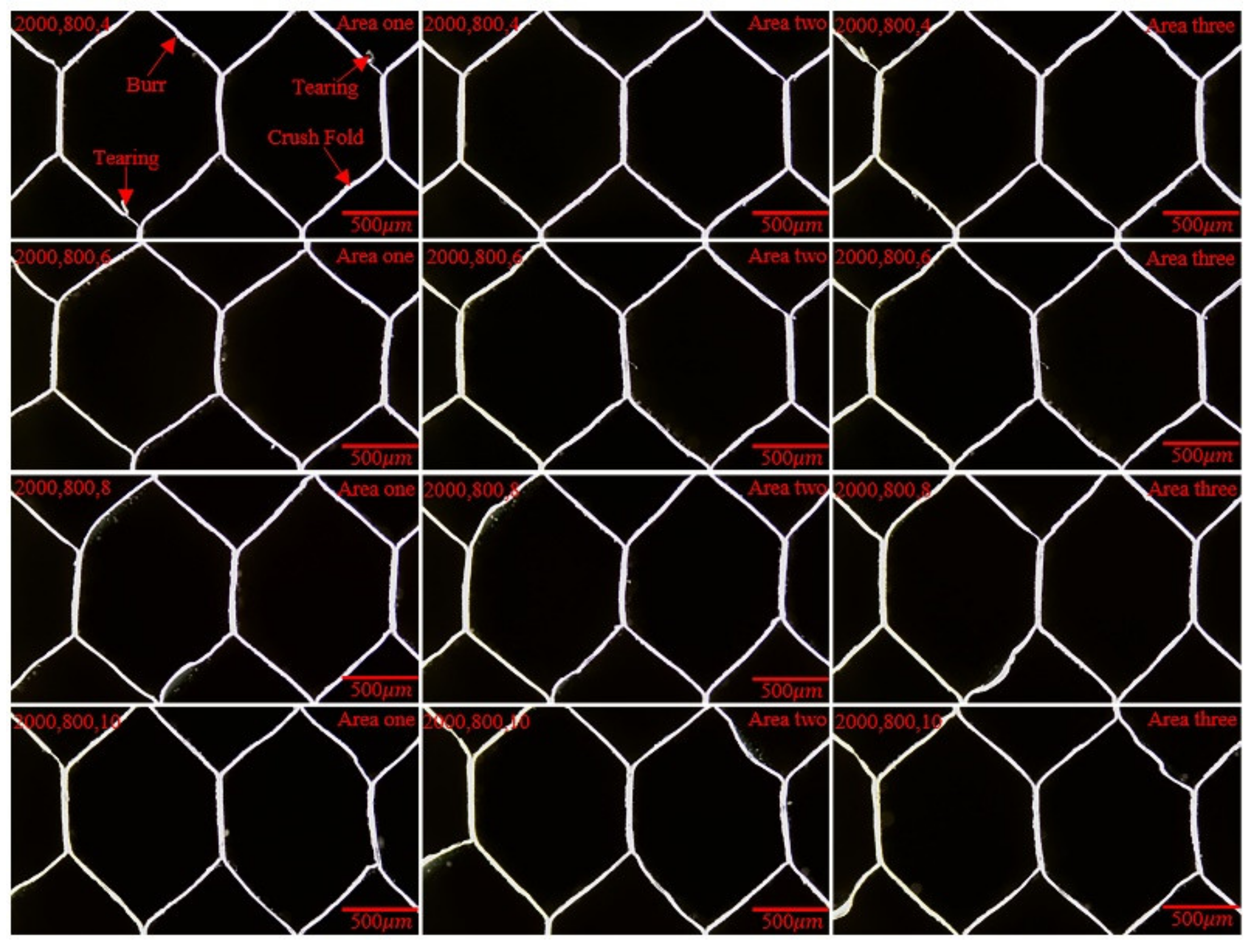
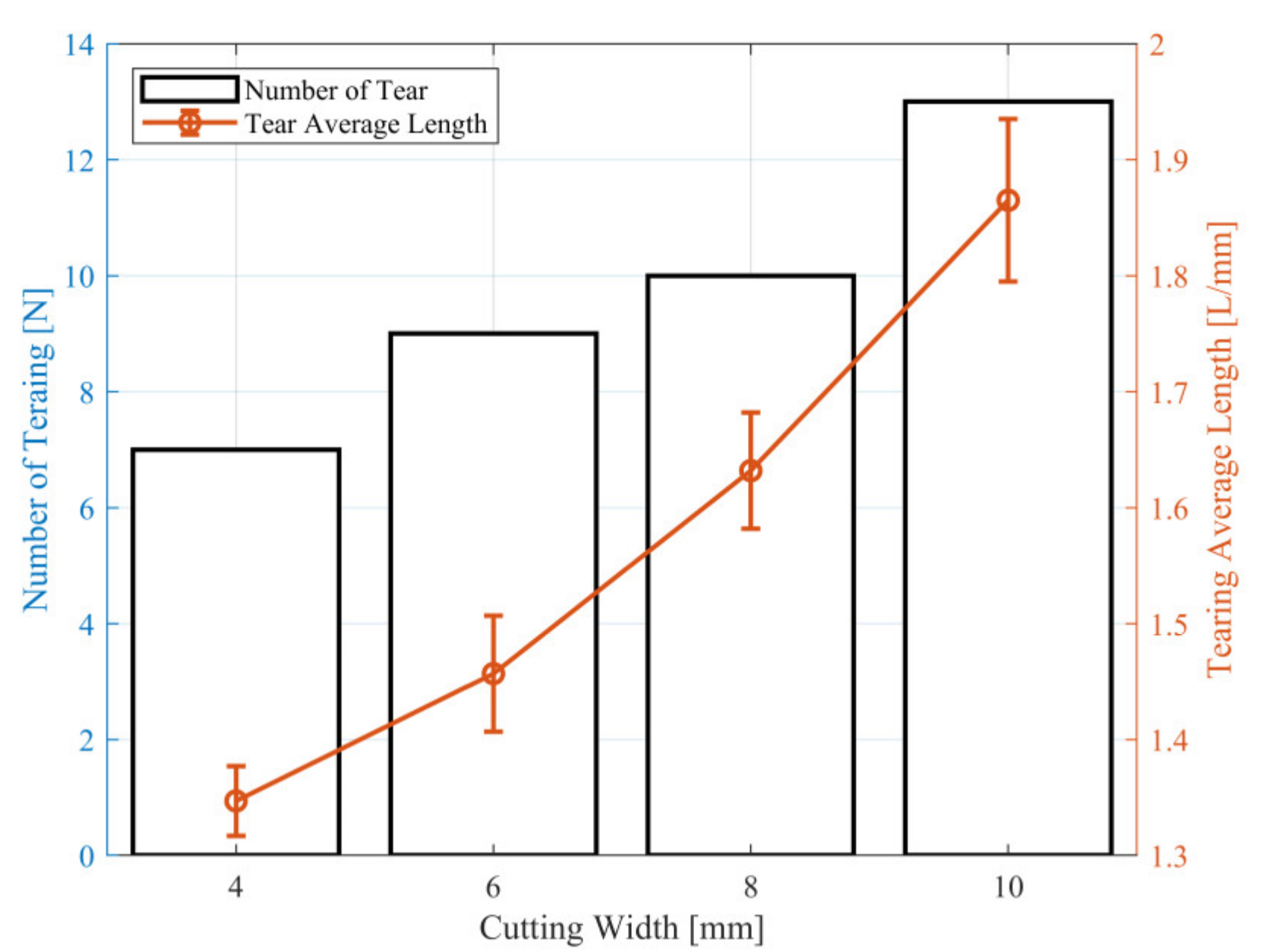
4.1.3. Result of Tool Cutting Width on Surface Morphology
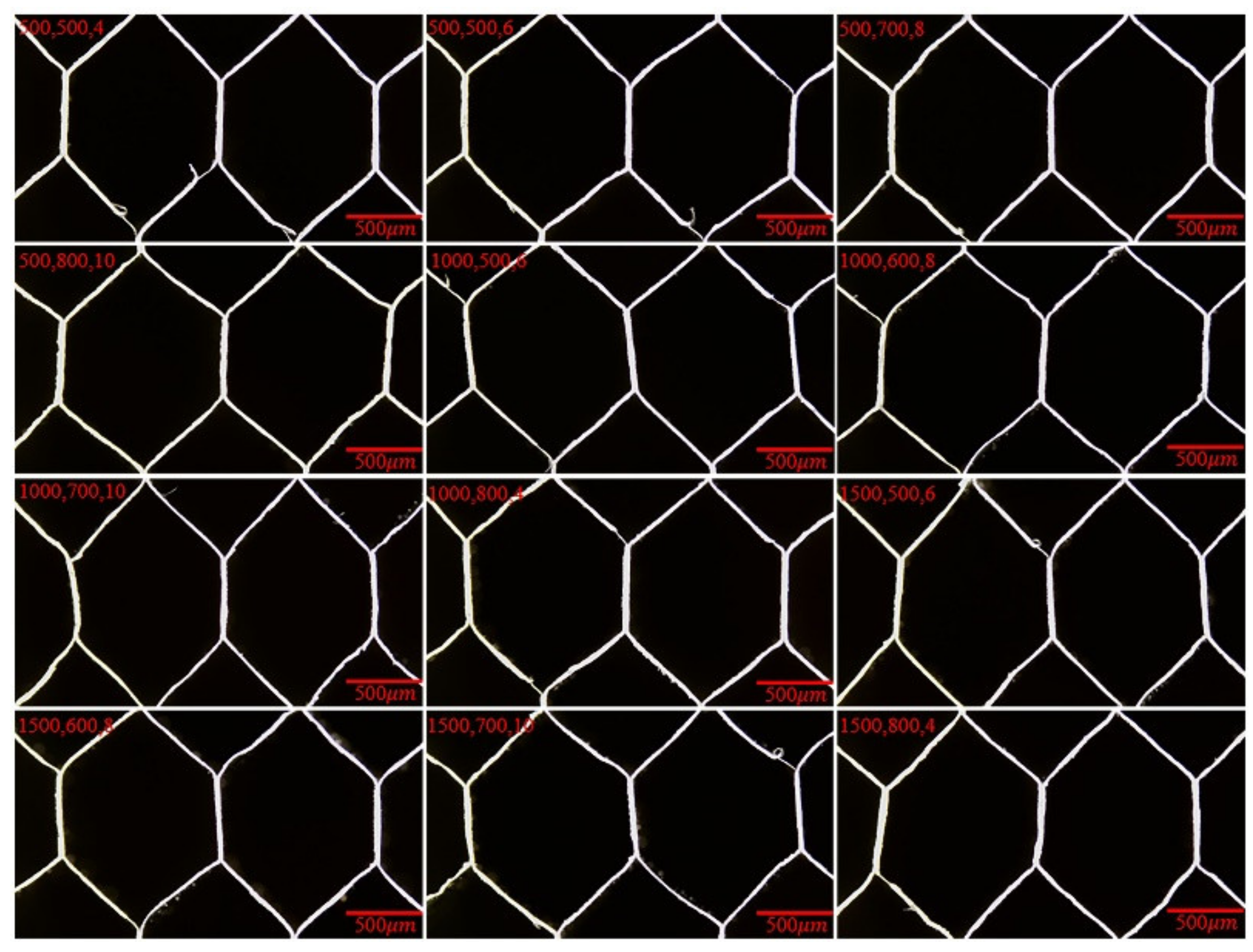
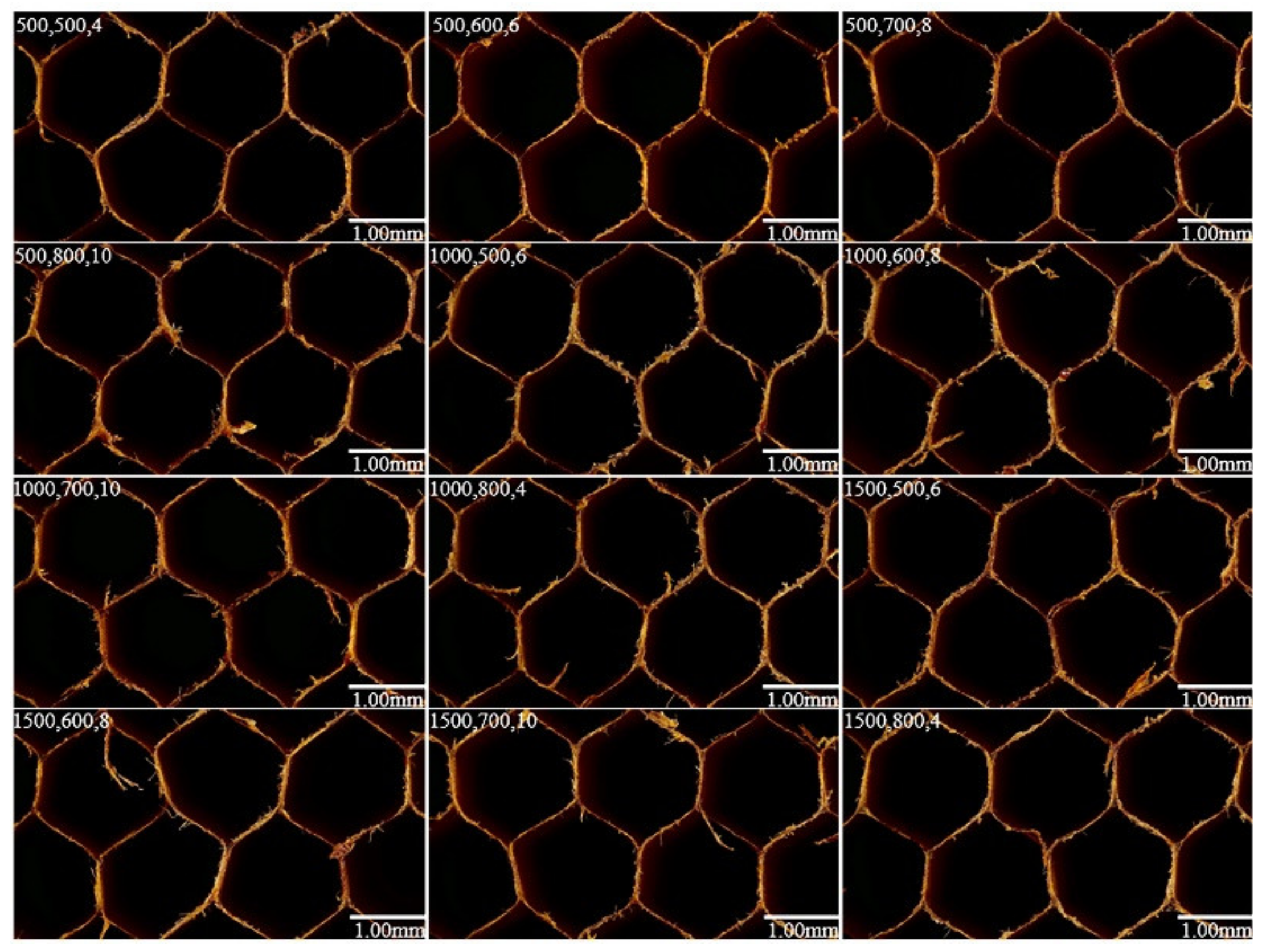
4.1.4. Results of Cutting Parameters on Surface Morphology by Two-Factors/Four-Levels and One-Factor/Three-Factors Orthogonal Experiments
4.2. NHC Core Surface Quality Analysis
4.2.1. Results of Ultrasonic Spindle Speed on Surface Morphology
4.2.2. Results of Tool Feed Rate on Surface Morphology
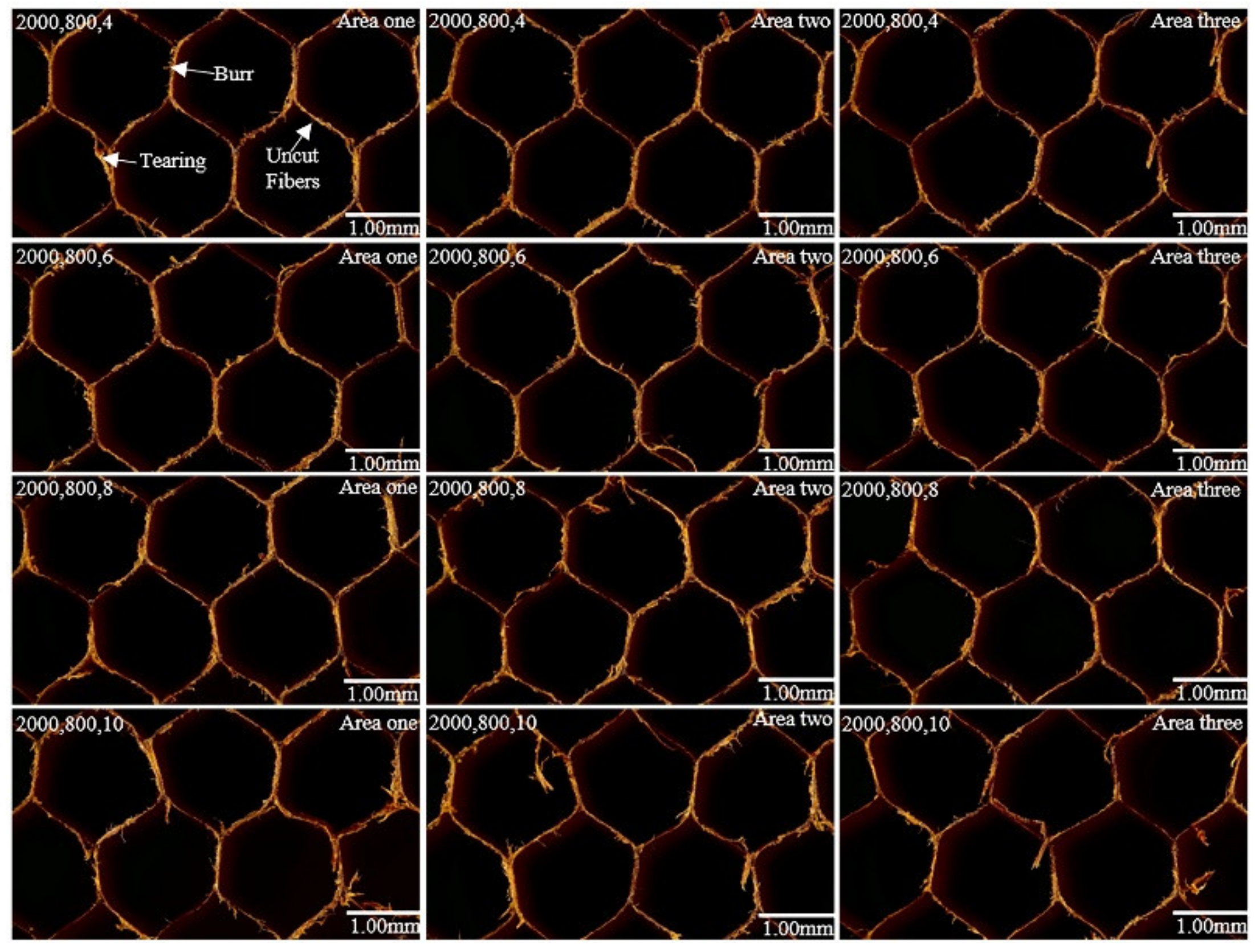
4.2.3. Results of Tool Cutting Width on Surface Morphology
4.2.4. Results of Cutting Parameters on Surface by Two-Factors/Four-Levels and One-Factor/Three-Factors Orthogonal Experiments
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Harders, H.; Hupfer, K.; Rösler, J. Influence of cell wall shape and density on the mechanical behaviour of 2D foam structures. Acta Mater. 2005, 53, 1335–1345. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. Cell geometry effect on in-plane energy absorption of periodic honeycomb structures. Int. J. Adv. Manuf. Technol. 2018, 94, 2369–2380. [Google Scholar] [CrossRef]
- Cvitkovich, M.K.; Jackson, W.C. Compressive Failure Mechanisms in Composite Sandwich Structures. J. Am. Helicopter Soc. 1999, 44, 260–268. [Google Scholar] [CrossRef]
- Zhou, G.; Hill, M.; Loughlan, J.; Hookham, N. Damage Characteristics of Composite Honeycomb Sandwich Panels in Bending under Quasi-static Loading. J. Sandw. Struct. Mater. 2006, 8, 55–90. [Google Scholar] [CrossRef]
- Kim, C.-G.; Jun, E.-J. Impact Resistance of Composite Laminated Sandwich Plates. J. Compos. Mater. 1992, 26, 2247–2261. [Google Scholar] [CrossRef]
- Abrate, S. Localized Impact on Sandwich Structures with Laminated Facings. Appl. Mech. Rev. 1997, 50, 69–82. [Google Scholar] [CrossRef]
- Lacy, T.E.; Hwang, Y. Numerical modeling of impact-damaged sandwich composites subjected to compres-sion-after-impact loading. Compos. Struct. 2003, 61, 115–128. [Google Scholar] [CrossRef]
- Aktay, L.; Johnson, A.F.; Kröplin, B.-H. Numerical modelling of honeycomb core crush behaviour. Eng. Fract. Mech. 2008, 75, 2616–2630. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, Z.; Zhao, L.; Shu, X. Experimental investigation on the yield behavior of Nomex honeycombs under combined shear-compression. Lat. Am. J. Solids Struct. 2012, 9, 515–530. [Google Scholar] [CrossRef] [Green Version]
- An, Q.; Dang, J.; Ming, W.; Qiu, K.; Chen, M. Experimental and Numerical Studies on Defect Characteristics During Milling of Aluminum Honeycomb Core. J. Manuf. Sci. Eng. 2019, 141, 031006. [Google Scholar] [CrossRef]
- Abbadi, A.; Tixier, C.; Gilgert, J.; Azari, Z. Experimental study on the fatigue behaviour of honeycomb sandwich panels with artificial defects. Compos. Struct. 2015, 120, 394–405. [Google Scholar] [CrossRef]
- Meruane, V.; del Fierro, V. An inverse parallel genetic algorithm for the identification of skin/core debonding in honeycomb aluminium panels. Struct. Control Health Monit. 2015, 22, 1426–1439. [Google Scholar] [CrossRef]
- Wang, J.; Feng, P.; Zhang, J.; Guo, P. Experimental study on vibration stability in rotary ultrasonic machining of ceramic matrix composites: Cutting force variation at hole entrance. Ceram. Int. 2018, 44, 14386–14392. [Google Scholar] [CrossRef]
- Wang, H.; Cong, W.; Ning, F.; Hu, Y. A study on the effects of machining variables in surface grinding of CFRP composites using rotary ultrasonic machining. Int. J. Adv. Manuf. Technol. 2018, 95, 3651–3663. [Google Scholar] [CrossRef]
- Yuan, S.; Li, Z.; Zhang, C.; Guskov, A. Research into the transition of material removal mechanism for C/SiC in rotary ultrasonic face machining. Int. J. Adv. Manuf. Technol. 2018, 95, 1751–1761. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H.; Hu, Y.; Zhang, D.; Cong, W.; Burks, A.R. Rotary ultrasonic machining of CFRP compo-sites: Effects of machining variables on workpiece delamination. In International Manufacturing Science and Engineering Conference. Am. Soc. Mech. Eng. 2019, 58752, V002T03A051. [Google Scholar]
- Li, C.; Piao, Y.; Meng, B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tools Manuf. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Sandá, A.; Sanz, C. Rotary ultrasonic machining of ZrO2-NbC and ZrO2-WC ceramics. Int. J. Mach. Mach. Mater. 2020, 22, 165–179. [Google Scholar]
- Abdo, B.M.A.; El-Tamimi, A.; Alkhalefah, H. Parametric Analysis and Optimization of Rotary Ultrasonic Machining of Zirconia (ZrO2) Ceramics. IOP Conf. Series: Mater. Sci. Eng. 2020, 727, 012009. [Google Scholar] [CrossRef]
- Liu, J.; Jiang, X.; Han, X.; Zhang, D. Influence of parameter matching on performance of high-speed rotary ultra-sonic elliptical vibration-assisted machining for side milling of titanium alloys. Int. J. Adv. Manuf. Technol. 2019, 101, 1333–1348. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, D.; Geng, D.; Shao, Z.; Liu, Y.; Jiang, X. Effects of tool vibration on surface integrity in rotary ultrasonic elliptical end milling of Ti–6Al–4V. J. Alloy. Compd. 2020, 821, 153266. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Feng, P.; Guo, P. Damage formation and suppression in rotary ultrasonic machining of hard and brittle materials: A critical review. Ceram. Int. 2018, 44, 1227–1239. [Google Scholar] [CrossRef]
- Wang, J.; Feng, P.; Zhang, J. Reducing edge chipping defect in rotary ultrasonic machining of optical glass by compound step-taper tool. J. Manuf. Process. 2018, 32, 213–221. [Google Scholar] [CrossRef]
- Zha, H.; Feng, P.; Zhang, J.; Yu, D.; Wu, Z. Material removal mechanism in rotary ultrasonic machining of high-volume fraction SiCp/Al composites. Int. J. Adv. Manuf. Technol. 2018, 97, 2099–2109. [Google Scholar] [CrossRef]
- Dong, S.; Liao, W.; Zheng, K.; Liu, J.; Feng, J. Investigation on exit burr in robotic rotary ultrasonic drilling of CFRP/aluminum stacks. Int. J. Mech. Sci. 2019, 151, 868–876. [Google Scholar] [CrossRef]
- Xiang, D.; Wu, B.; Yao, Y.; Liu, Z.; Feng, H. Ultrasonic longitudinal-torsional vibration-assisted cutting of Nomex® honeycomb-core composites. Int. J. Adv. Manuf. Technol. 2019, 100, 1521–1530. [Google Scholar] [CrossRef]
- Xia, Y.; Zhang, J.; Wu, Z.; Feng, P.; Yu, D. Study on the Design of Cutting Disc in Ultrasonic-Assisted Machining of Honeycomb Composites. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 611, p. 012032. [Google Scholar]
- Sun, J.; Dong, Z.; Wang, X.; Wang, Y.; Qin, Y.; Kang, R. Simulation and experimental study of ultrasonic cutting for aluminum honeycomb by disc cutter. Ultrasonics 2020, 103, 106102. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z.; Ke, M. Processing technologies for Nomex honeycomb composites (NHCs): A critical review. Compos. Struct. 2020, 250, 112545. [Google Scholar] [CrossRef]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z.; Ke, M. Research on Design and FE Simulations of Novel Ultrasonic Circular Saw Blade (UCSB) Cutting Tools for Rotary Ultrasonic Machining of Nomex Honeycomb Composites. In Proceedings of the 2019 16th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 8–12 January 2019; pp. 113–119. [Google Scholar]
- Ahmad, S.; Zhang, J.; Feng, P.; Yu, D.; Wu, Z. Experimental study on rotary ultrasonic machining (RUM) character-istics of Nomex honeycomb composites (NHCs) by circular knife cutting tools. J. Manuf. Processes 2020, 58, 524–535. [Google Scholar] [CrossRef]
- Asmael, M.; Safaei, B.; Zeeshan, Q.; Zargar, O.; Nuhu, A.A. Ultrasonic machining of carbon fiber–reinforced plastic composites: A review. Int. J. Adv. Manuf. Technol. 2021, 113, 3079–3120. [Google Scholar] [CrossRef]
- Hu, X.; Yu, B.; Li, X.; Chen, N. Research on Cutting Force Model of Triangular Blade for Ultrasonic Assisted Cutting Honeycomb Composites. Proc. CIRP 2017, 66, 159–163. [Google Scholar] [CrossRef]
- Cao, W.; Zha, J.; Chen, Y. Cutting Force Prediction and Experiment Verification of Paper Honeycomb Materials by Ultrasonic Vibration-Assisted Machining. Appl. Sci. 2020, 10, 4676. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Value | Cell Parameters | Value |
|---|---|---|---|
| Compressive modulus | Cell size (c) | ||
| Compressive strength | Cell signal wall thickness (t) | ||
| Plate shear strength L direction | Cell edge (a) | ||
| Plate shear strength W direction | Cell edge (b) | ||
| Plate shear modulus L direction | ) | 120° | |
| Plate shear modulus W direction | |||
| Nominal density |
| Material Properties | Value | Cell Parameters | Value |
|---|---|---|---|
| Compressive modulus | Cell size (c) | ||
| Compressive strength | Cell signal wall thickness (t) | ||
| Plate shear strength L direction | Cell edge (a) | ||
| Plate shear strength W direction | Cell edge (b) | ||
| Plate shear modulus L direction | ) | 120° | |
| Plate shear modulus W direction | |||
| Tensile strength | |||
| Tensile modulus | |||
| Nominal density |
| Variable | Parameter Levels | Constant Parameters |
|---|---|---|
| Spindle Speed ) | ||
| Feed Rate ) | ||
| Cutting Width ) |
| Level | |||
|---|---|---|---|
| Exp. | Processing Factors | ||
|---|---|---|---|
| Spindle Speed | Feed Rate | Cutting Width | |
| Level | |||
|---|---|---|---|
| ) |
| Level | |||
|---|---|---|---|
| ) |
| Level | |||
|---|---|---|---|
| ) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Yang, J.; Zhang, L.; Gao, Q.; Qian, L.; Zhang, R. Surface Quality Experimental Study on Rotary Ultrasonic Machining of Honeycomb Composites with a Circular Knife Cutting Tool. Crystals 2022, 12, 725. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050725
Liu G, Yang J, Zhang L, Gao Q, Qian L, Zhang R. Surface Quality Experimental Study on Rotary Ultrasonic Machining of Honeycomb Composites with a Circular Knife Cutting Tool. Crystals. 2022; 12(5):725. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050725
Chicago/Turabian StyleLiu, Gang, Jie Yang, Liqiang Zhang, Qiuge Gao, Long Qian, and Rongyao Zhang. 2022. "Surface Quality Experimental Study on Rotary Ultrasonic Machining of Honeycomb Composites with a Circular Knife Cutting Tool" Crystals 12, no. 5: 725. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050725