
Effects of ESMT on Microstructure and Mechanical Properties of Al-8Zn-2Mg-1.5Cu-0.15Sc-0.15Zr Cast Alloy in Squeeze Casting Process

 ,
,
Abstract
:1. Introduction
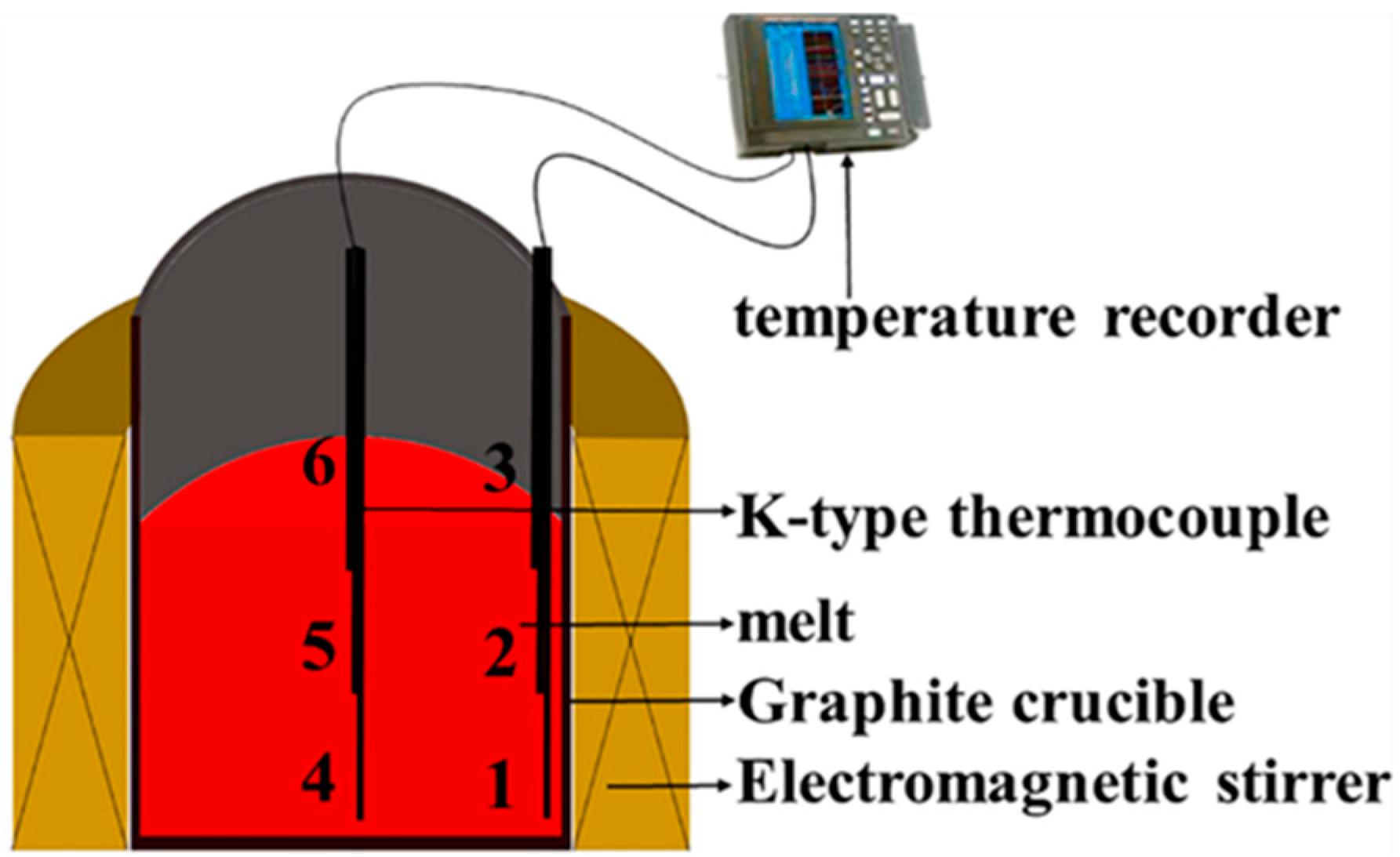
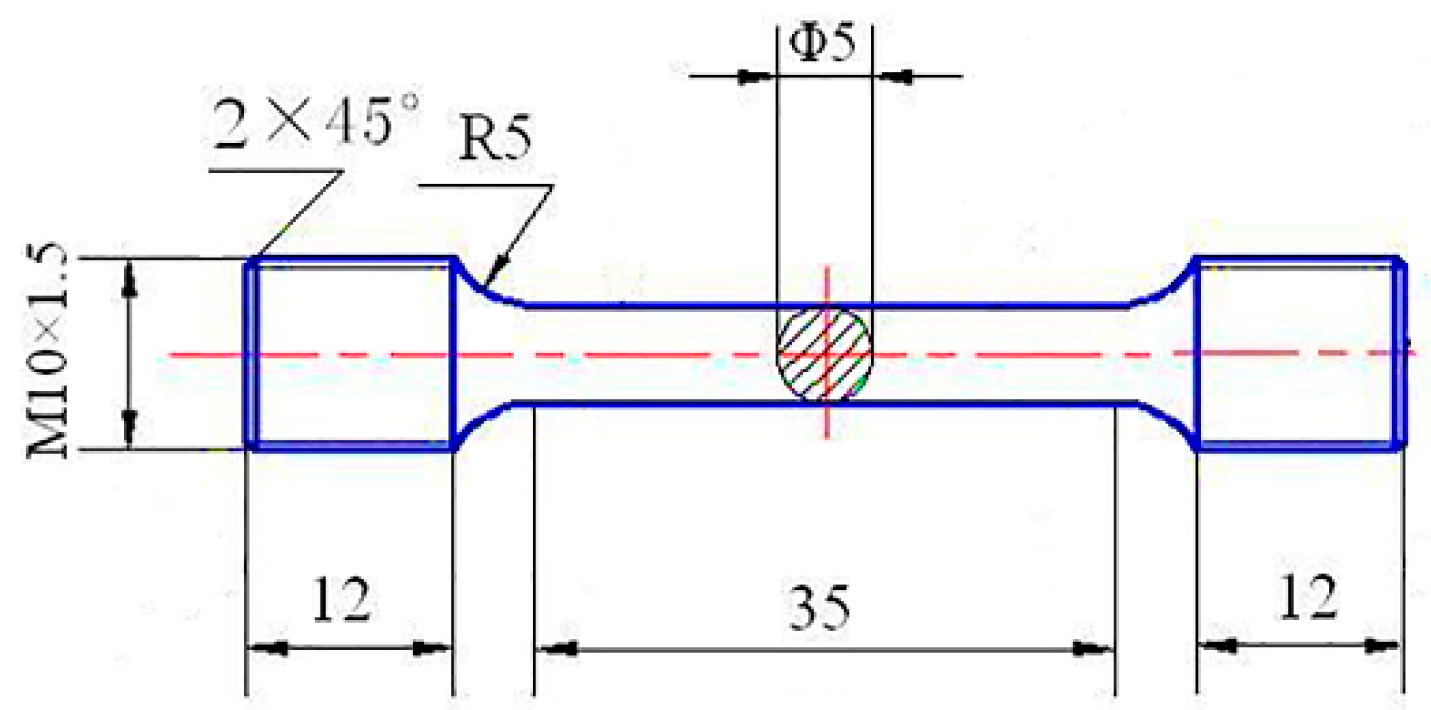
2. Materials and Methods
3. Results
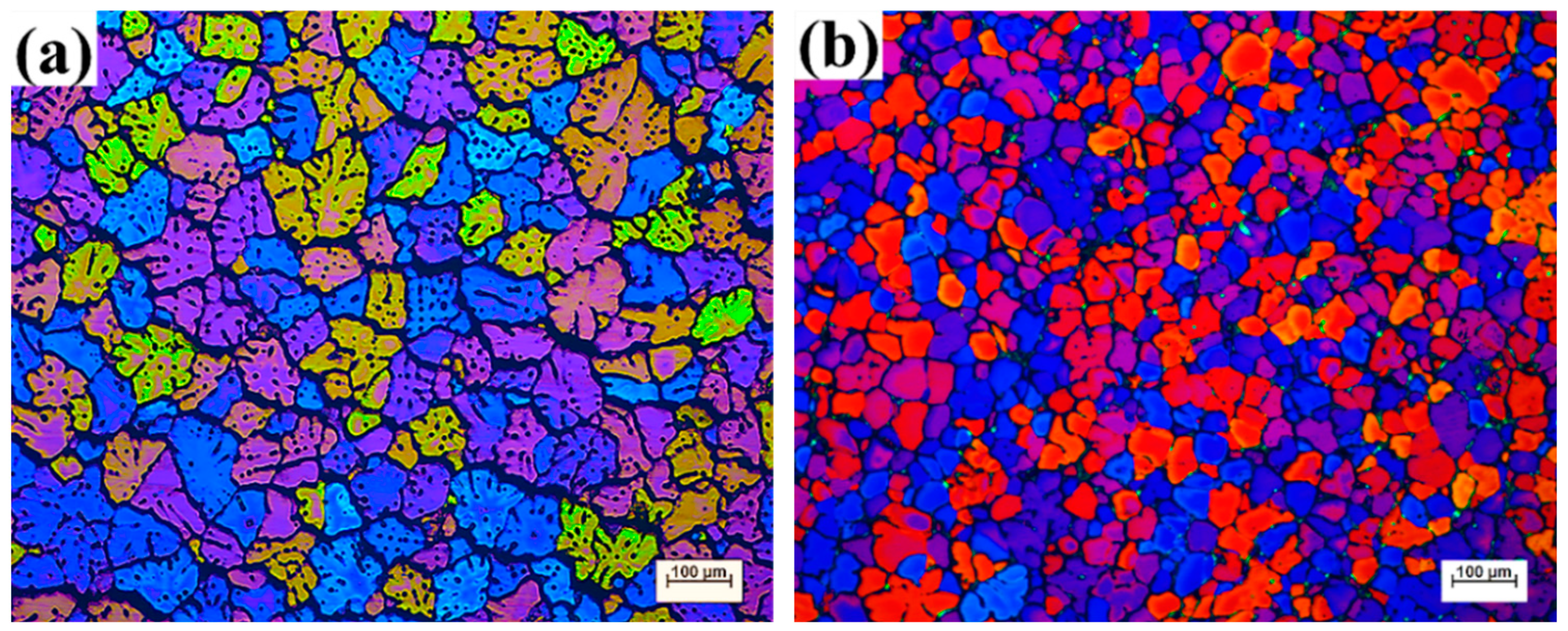
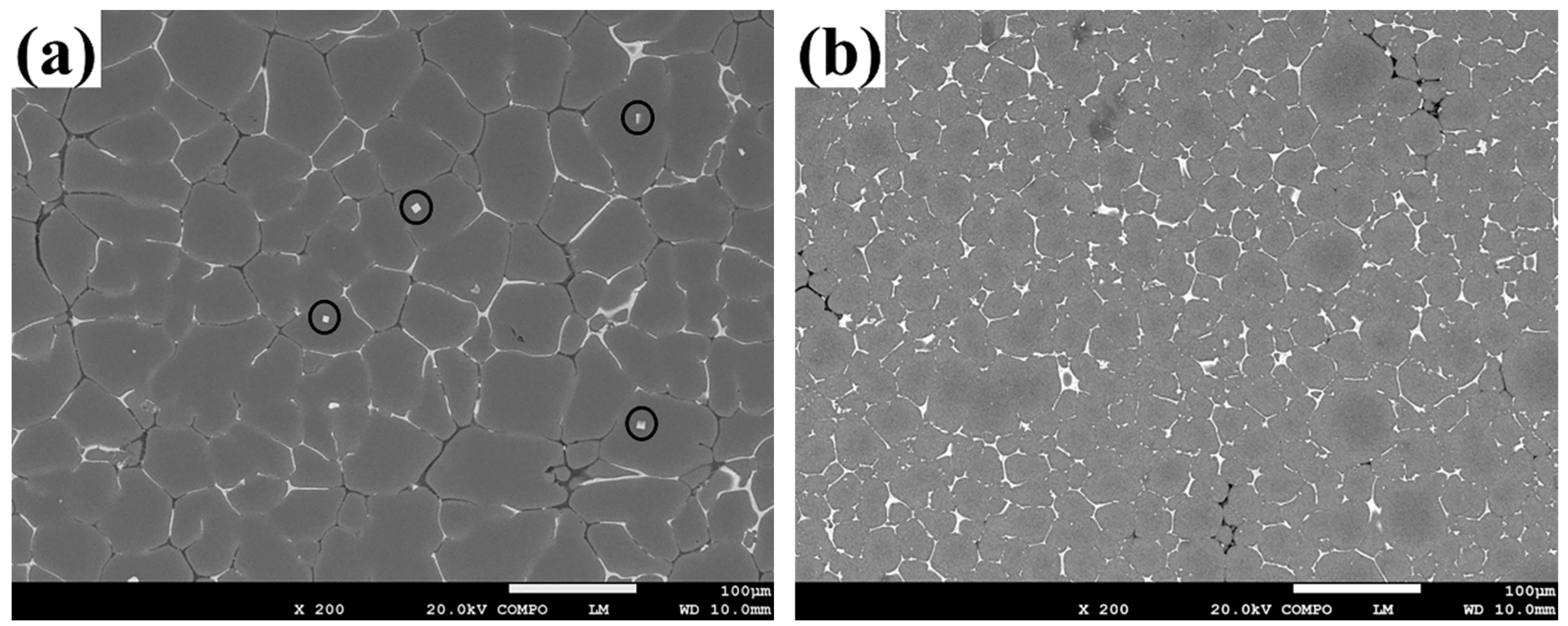
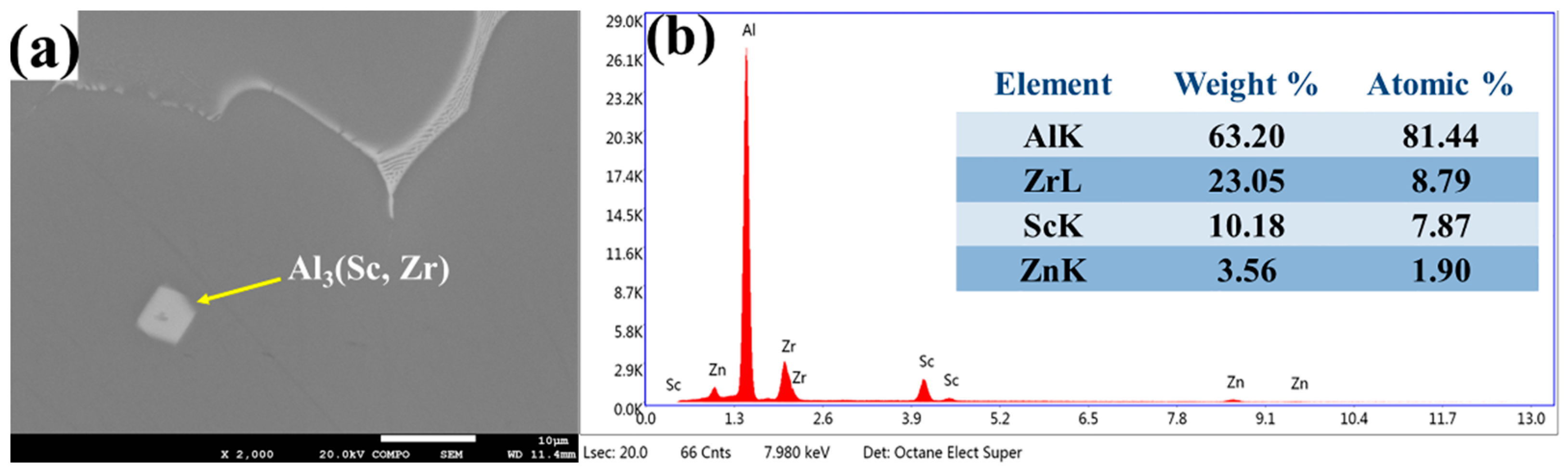
3.1. Microstructure Characterization
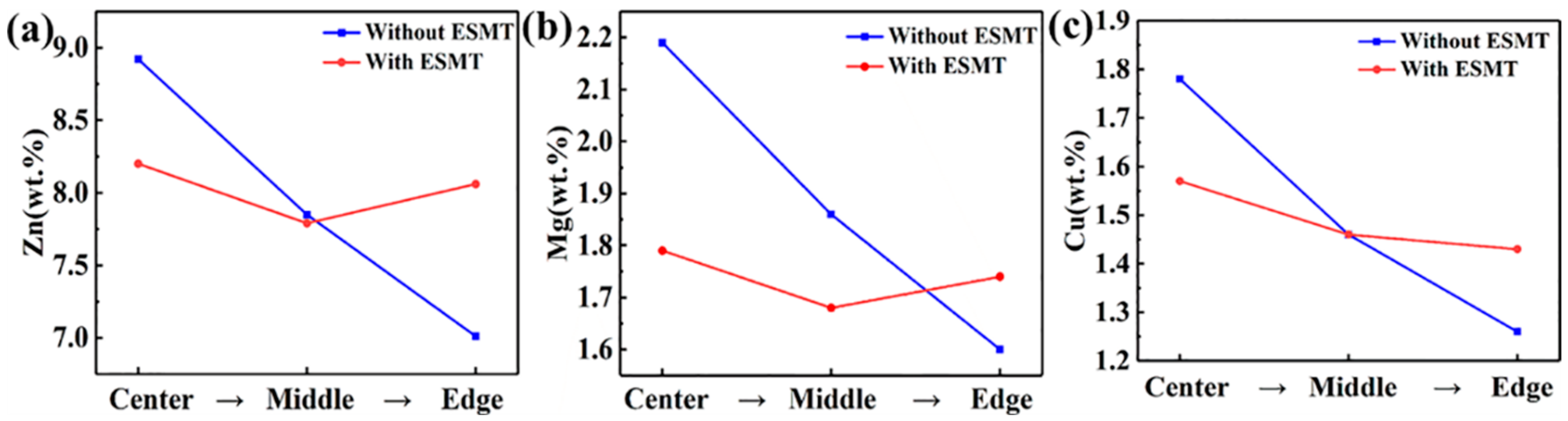
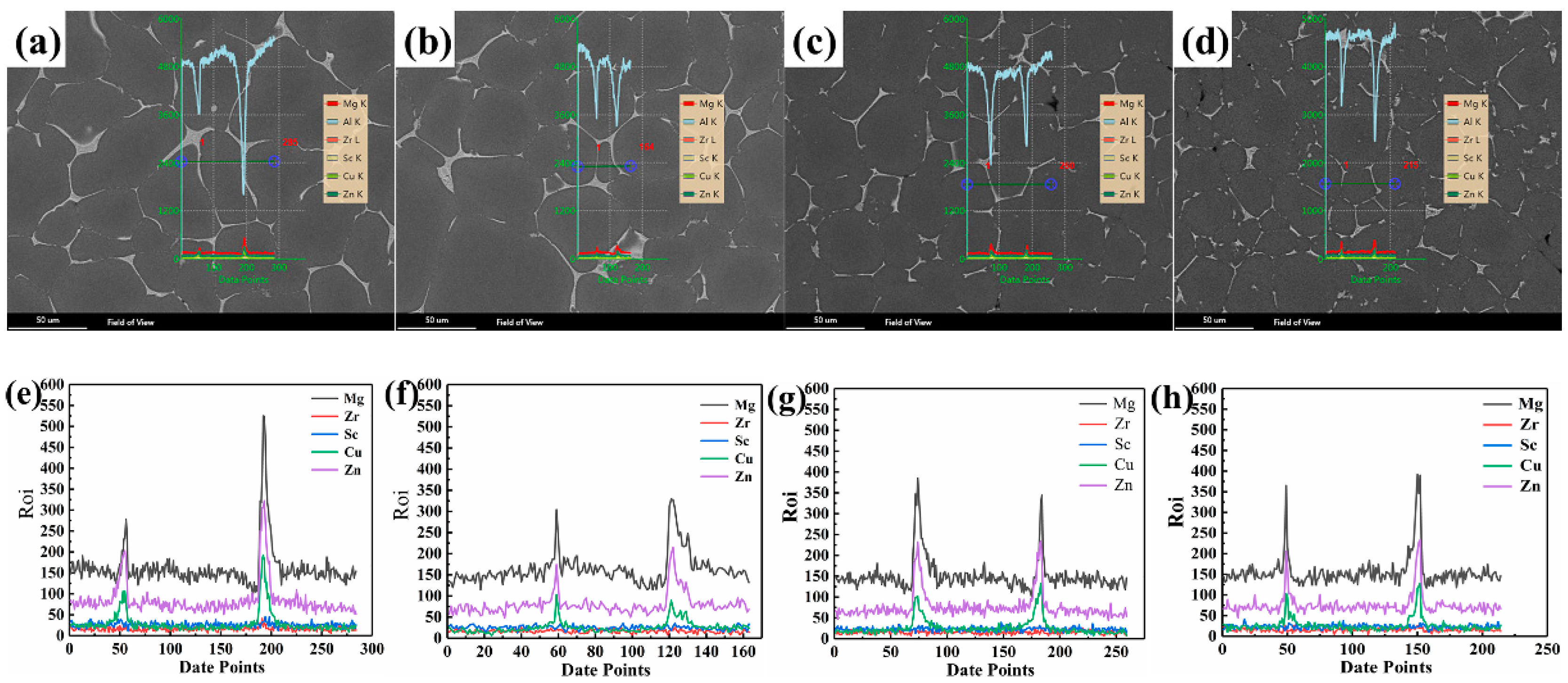
3.2. Composition Analysis
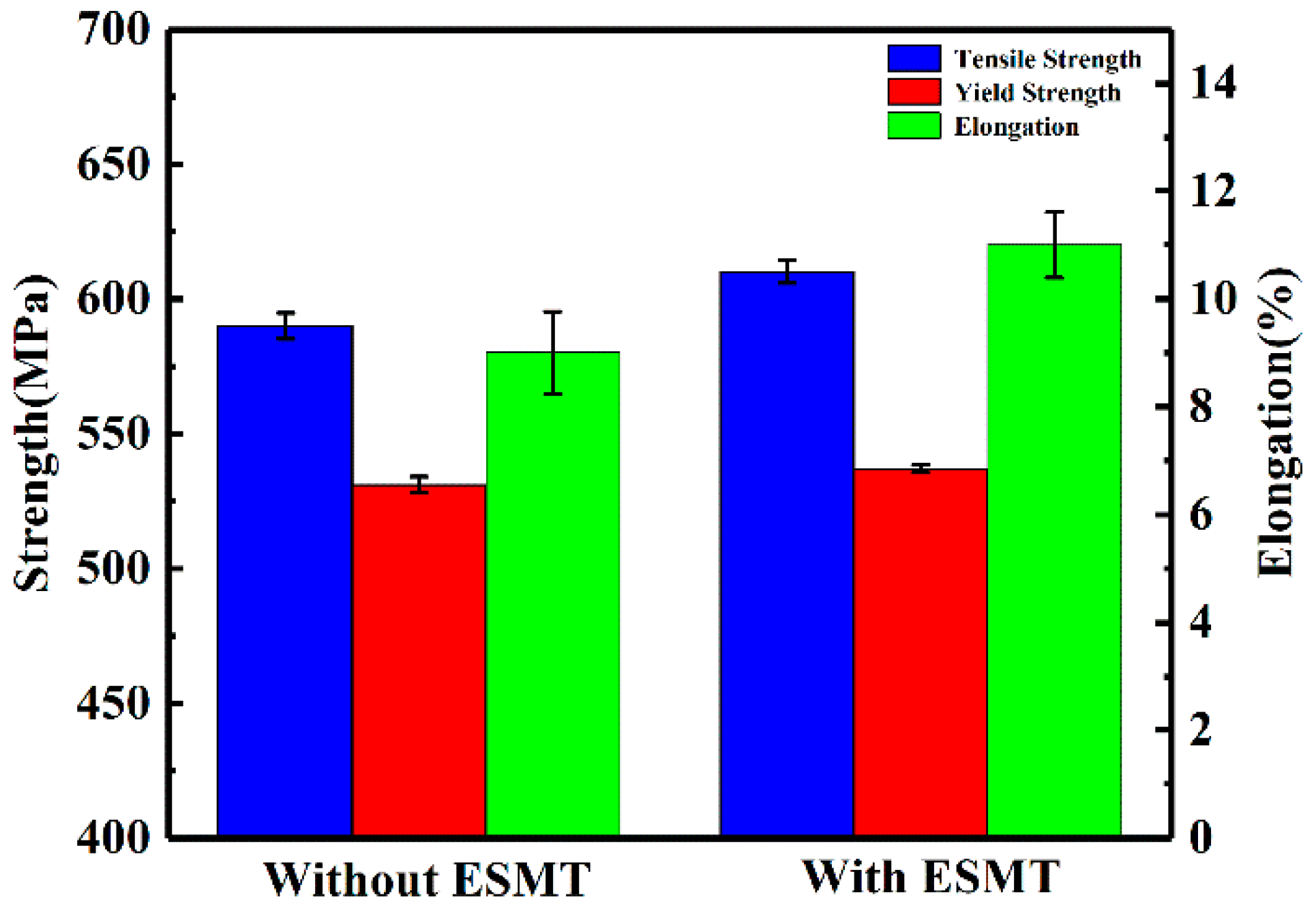
3.3. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
- Solidification structure and mechanical properties are significantly improved by ESMT; compared with the conventional squeeze casting, the average grain size decreases from 112 μm without ESMT to 53 μm with ESMT, and segregation degree of the main elements of Zn, Mg, Cu are greatly alleviated.
- (2)
- Rectangular and triangular bulk primary second phases with a size of about 10 μm inside the grains unavoidably occurred in cases without ESMT decrease or even nearly disappear by ESMT.
- (3)
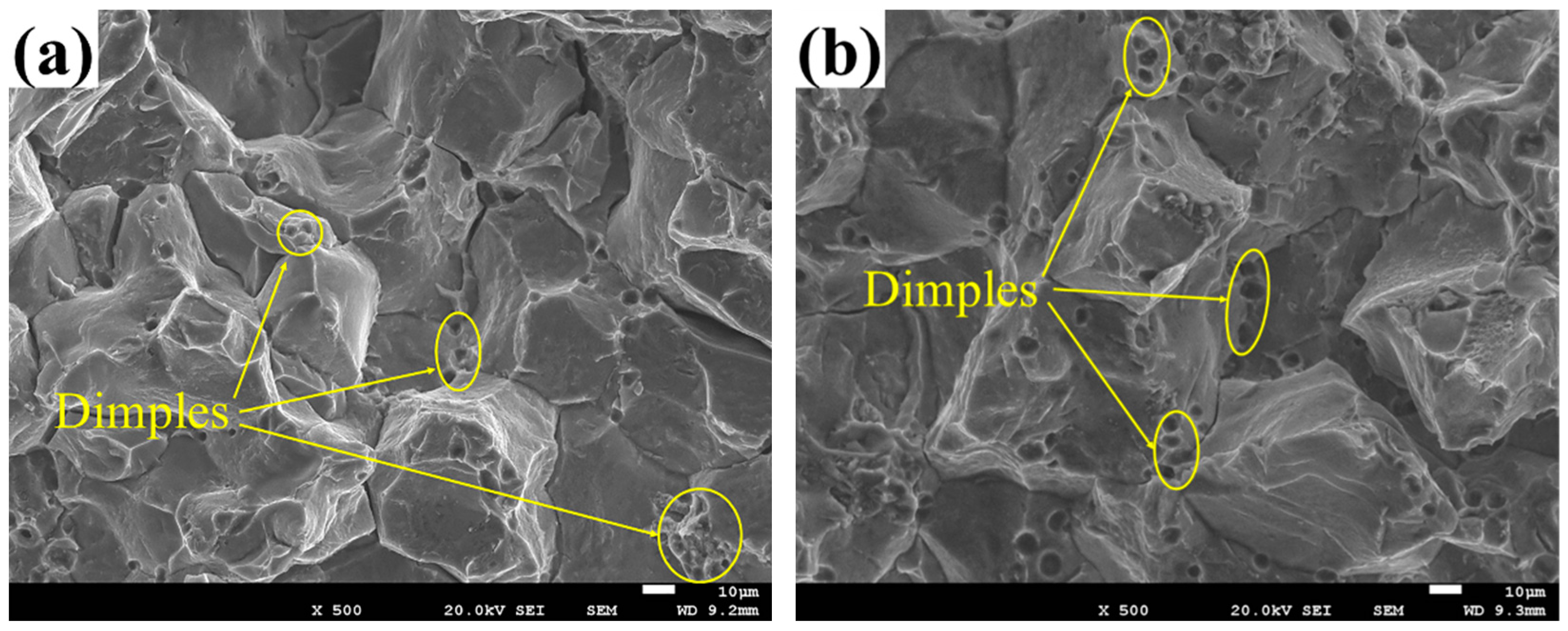
- The tensile strength increases from 590 MPa without ESMT to 610 MPa with ESMT, and the elongation increases from 9% without ESMT to 11% with ESMT. The improvement of the mechanical properties should owe to structure refinement and composition homogenization by ESMT under squeeze casting with rapid solidification.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xing, S. Advance in the Rheological processing for clean and perfect castings. Spec. Cast. Nonferrous Alloy. 2008, 1, 22–25. [Google Scholar]
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Kwak, H.S.; Kuwahara, K.; Hyun, J.M. Resonant enhancement of natural convection heat transfer in a square enclosure. Int. J. Heat Mass Transf. 1998, 41, 2837–2846. [Google Scholar] [CrossRef]
- Deng, Y.; Yin, Z.; Huang, J. Hot deformation behavior and microstructural evolution of homogenized 7050 aluminum alloy during compression at elevated temperature. Mater. Sci. Eng. A 2011, 528, 1780–1786. [Google Scholar] [CrossRef]
- Liu, Z.; Fecht, H.; Xu, Y.; Yin, J.; Tsuchiya, K.; Umemoto, M. Electron-microscopy investigation on nanocrystal formation in pure Fe and carbon steel during ball milling. Mater. Sci. Eng. A 2003, 362, 322–326. [Google Scholar] [CrossRef]
- Qi, P. Squeezing casting for wrought aluminum alloy. Spec. Cast. Nonferrous Alloy. 2008, 28, 769–772. [Google Scholar] [CrossRef]
- Zhang, W.; Lin, B.; Fan, J.; Zhang, D.; Li, Y. Microstructures and mechanical properties of heat-treated Al–5.0Cu–0.5Fe squeeze cast alloys with different Mn/Fe ratio. Mater. Sci. Eng. A 2013, 588, 366–375. [Google Scholar] [CrossRef]
- Xiong, Y.; Li, N.; Jiang, H.; Li, Z.; Xu, Z.; Liu, L. Microstructural Evolutions of AA7055 Aluminum Alloy under Dynamic and Quasi-static Compressions. Acta Met. Sin. Engl. Lett. 2014, 27, 272–278. [Google Scholar] [CrossRef]
- Wang, Z.G.; Xu, J.; Zhang, Z.F.; Li, B.; Li, D.Q. The Study on Microstructures and Properties of the Direct Squeeze Casting Al-Zn-Mg-Cu-Zr-Sc Alloy. Adv. Mater. Res. 2013, 652–654, 2455–2459. [Google Scholar] [CrossRef]
- Stangeland, A.; Mo, A.; Eskin, D. Thermal strain in the mushy zone for aluminum alloys. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2006, 37, 2219–2229. [Google Scholar] [CrossRef]
- Tang, Z.; Vollertsen, F. Influence of grain refinement on hot cracking in laser welding of aluminum. Weld. World 2014, 58, 355–366. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, Z.; Bai, Y.; Xu, Y. Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy. Materials 2020, 13, 5591. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Gao, Z.H.; Zhang, Z.F.; Tang, M.G.; Yu, W.D. Application Research on Annular Electromagnetic Stirring Casting Process of Al-Zn-Mg-Cu Alloy. Solid State Phenom. 2013, 192–193, 466–469. [Google Scholar] [CrossRef]
- Guan, T.; Zhang, Z.; Bai, Y.; Li, B.; Wang, P. Enhanced Refinement of Al-Zn-Mg-Cu-Zr Alloy via Internal Cooling with An-nular Electromagnetic Stirring above the Liquidus Temperature. Materials 2019, 12, 2337. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guan, T.; Zhang, Z.; Bai, Y.; He, M.; Zheng, H.; Zhao, H.; Li, X.; Wang, P. The Influence of Inter-Cooling and Electromagnetic Stirring above Liquidus on the Formation of Primary Al3Zr and Grain Refinement in an Al-0.2%Zr Alloy. Materials 2018, 12, 22. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- He, M.; Zhang, Z.; Mao, W.; Li, B.; Bai, Y.; Xu, J. Numerical and Experimental Study on Melt Treatment for Large-Volume 7075 Alloy by a Modified Annular Electromagnetic Stirring. Materials 2019, 12, 820. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, Y.; Zhang, Z.; Gao, Z.; Bai, Y.; Zhao, P.; Mao, W. Effect of main elements (Zn, Mg and Cu) on the microstructure, castability and mechanical properties of 7xxx series aluminum alloys with Zr and Sc. Mater. Charact. 2021, 182, 111559. [Google Scholar] [CrossRef]










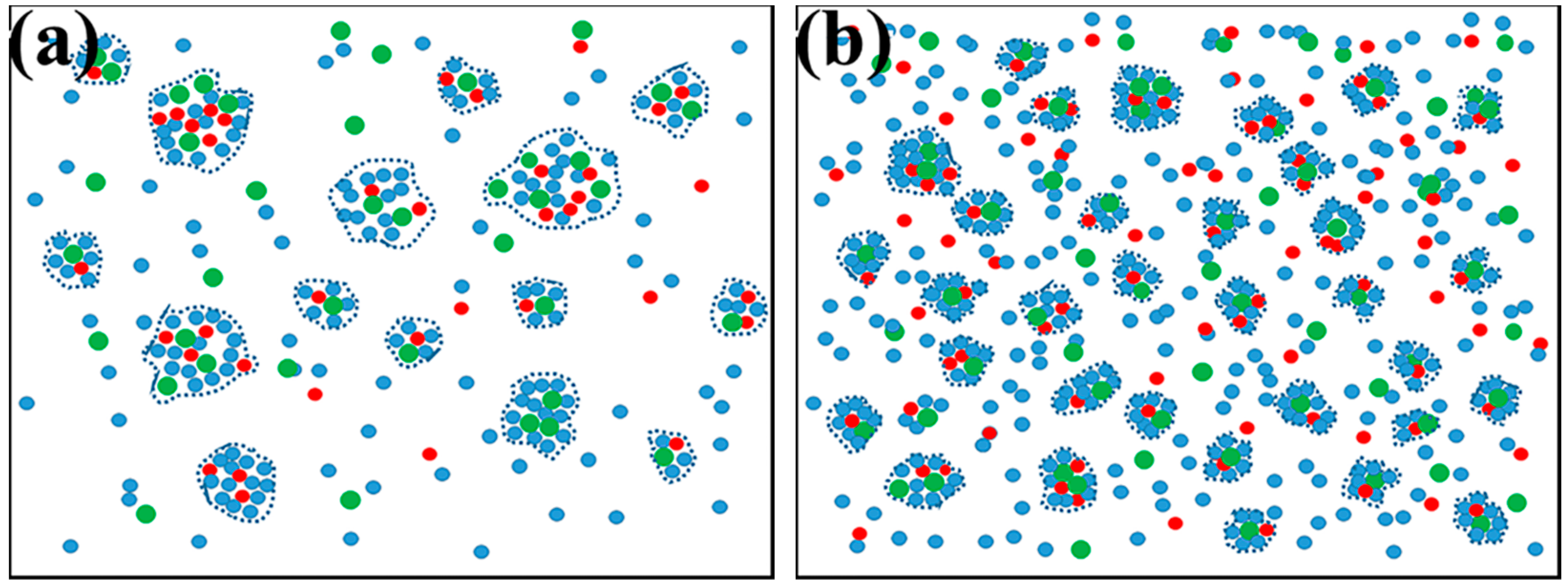
 Al atom group,
Al atom group,  Sc atom group,
Sc atom group,  Zr atom group.
Al atom group, Sc atom group, Zr atom group.
Zr atom group.
Al atom group, Sc atom group, Zr atom group.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Zr | Sc | Fe | Si | Others | Al |
|---|---|---|---|---|---|---|---|---|
| 7.94 | 1.94 | 1.48 | 0.14 | 0.14 | 0.02 | 0.02 | ≤0.01 | Bal. |
| Conditions | Pouring Temperature/°C | Stirring Frequency/Hz | Stirring Current/A | End Temperature/°C | Ratio PRESSURE/MPa |
|---|---|---|---|---|---|
| No ESMT | 760 | 0 | 0 | 632 | 100 |
| ESMT | 760 | 5 | 10 | 632 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Zhang, Z.; Zhao, P.; Gao, Z.; Bai, Y.; Mao, W. Effects of ESMT on Microstructure and Mechanical Properties of Al-8Zn-2Mg-1.5Cu-0.15Sc-0.15Zr Cast Alloy in Squeeze Casting Process. Crystals 2022, 12, 996. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12070996
Xu Y, Zhang Z, Zhao P, Gao Z, Bai Y, Mao W. Effects of ESMT on Microstructure and Mechanical Properties of Al-8Zn-2Mg-1.5Cu-0.15Sc-0.15Zr Cast Alloy in Squeeze Casting Process. Crystals. 2022; 12(7):996. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12070996
Chicago/Turabian StyleXu, Yongtao, Zhifeng Zhang, Purui Zhao, Zhihua Gao, Yuelong Bai, and Weimin Mao. 2022. "Effects of ESMT on Microstructure and Mechanical Properties of Al-8Zn-2Mg-1.5Cu-0.15Sc-0.15Zr Cast Alloy in Squeeze Casting Process" Crystals 12, no. 7: 996. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12070996