
Multi-Source Ferrous Metallurgical Dust and Sludge Recycling: Present Situation and Future Prospects

College of Metallurgy and Energy, North China University of Science and Technology, Tangshan 063009, China
*
Authors to whom correspondence should be addressed.
Crystals 2024, 14(3), 273; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14030273
Submission received: 30 January 2024
/
Revised: 1 March 2024
/
Accepted: 3 March 2024
/
Published: 13 March 2024
Abstract
:Multi-source ferrous metallurgical dust and sludge are significant components of iron-containing solid waste in the iron and steel industry. It is crucial for the sustainable operation of steel enterprises to recycle iron from ferrous metallurgical dust and sludge (FMDS) for use in steel smelting. However, besides Fe, FMDS also contains valuable elements such as Zn, Pb, K, and Na, among others. While these valuable elements hold high recovery value, they impede the direct reuse of FMDS by iron and steel enterprises. This paper introduces the compositional characteristics of multi-source ferrous metallurgical dust and sludge, analyzes the main recycling technologies associated with FMDS at the present stage of development, and discusses the characteristics of different technologies. In view of this, a new idea of the “cooperative treatment of multi-source ferrous metallurgical dust and sludge—full quantitative recovery of valuable elements” is put forward. This new idea integrates a variety of treatment processes to directly recycle FMDS within the steel plant, enhancing the adequacy of dust and sludge recovery and reducing the risk of environmental pollution. This paper provides a reference for achieving the full quantification and utilization of high-value-added FMDS in steel plants.
1. Introduction
The ferrous metallurgical industry is one of the basic industries of all industrialized countries in the world, and it is also a major emitter of industrial solid waste. FMDS is a typical iron-containing solid waste in iron and steel enterprises, producing 8–12% of crude steel output [1]. Figure 1 shows that in the past two decades, FMDS production in China and the world has increased, caused by an increase in crude steel production, and China’s dust and sludge production has exceeded 100 million tons since 2020.
In addition to its high iron content, FMDS also contains a certain amount of K, Na, Zn, Pb, and other valuable elements, which are valuable secondary resources [2]. However, the heavy metal elements contained in FMDS, such as Pb, Cr, and Cd, easily pollute soil and groundwater resources under the action of rainwater, bringing harm to the living environment of animals, plants, and human beings [3,4]. In addition, with the rapid development of China’s economy, it has become difficult for the country to be self-sufficient domestically in terms of mineral resources, and the dependence on foreign mineral resources is becoming higher and higher [5,6,7]. The efficient recovery of valuable metal elements in FMDS is a pressing need.
For steel enterprises, sintering, blast furnace, and converter processes can all recover ferrous metallurgical solid waste. The sintering process is considered the main process for metallurgical solid waste recovery, as it effectively recovers iron resources from FMDS. However, some FMDS contains high levels of harmful elements (such as K, Na, Pb, and Zn) that can adversely affect blast furnace production. Recycling these materials via the sintering process can lead to the enrichment of harmful elements in the subsequent blast furnace smelting process, potentially impacting the operation and longevity of the blast furnace. When FMDS is added to the converter, the iron element in the dust and sludge is transformed into liquid steel, and the remaining part is discharged in the form of dust and steel slag, increasing the burden of dust and steel slag treatment in the later stage. At the same time, the composition of dust and sludge generated by different production processes is quite different, and the composition of dust and sludge generated by the same process is also different due to the change in raw materials, which also increases the difficulty of processing FMDS directly recycled in iron and steel enterprises.
Currently, most iron and steel enterprises directly recycle dust and sludge with lower levels of harmful elements within the company’s premises. However, dust and sludge containing higher levels of K and Zn are sold to companies specializing in KCl and Zn production, prioritizing the economic benefits of KCl and Zn extraction. This results in the presence of certain amounts of K, Na, Zn, and Pb elements in the iron-containing leaching slag, making these leaching slags undesirable for metallurgical enterprises and leading to the wasting of resources. Additionally, the transportation of dust and sludge increases recycling costs and the risk of environmental pollution. Therefore, achieving the full quantitative recycling of metallurgical dust and sludge in steel plants not only enhances economic value but also reduces the risk of environmental pollution. The direct recycling of metallurgical dust sludge in steel plants is a direction worth paying attention to in the future.
The world’s iron and steel enterprises and metallurgical workers have conducted a lot of research on FMDS, ranging from past investigations of the stacking of harmful elements to the present large-scale recycling techniques. Combined with an explanation of the characteristics of the dust and mud in each process, this paper analyzes the current FMDS treatment technologies and puts forward a new idea of “multi-source ferrous metallurgical dust and sludge cooperative treatment—full quantitative recovery of valuable elements”. This new idea aims to achieve the transformation of FMDS into fine iron powder, KCl, NaCl, Zn, Pb, and In in steel plants via exploiting they synergy between multiple processes. As the main product, iron essence powder can be directly recycled. In the enterprise sector, KCl, NaCl, Zn, Pb, and In can be sold in the form of products, which provides a reference for achieving the full resource utilization of valuable elements without leaving the factory.
2. Methods
This article summarizes the composition and crystalline phases of several typical FMDSs presently used and evaluates the current treatment process. It aims to present a method suitable for the full quantitative recovery of FMDS. A literature search was carried out by using the most important and commonly used databases, such as China National Knowledge Infrastructure, ScienceDirect, Web of Science, and Google Scholar. At first, the following specific keywords were chosen: dust, metallurgical dust and sludge, electric arc furnace dust, sintering dust, blast furnace dust, dust recycling, wet leaching process, and pyrometallurgical process. Then, the retrieved studies were read one by one to sort out the literature related to the objectives of this review. In order to understand the latest resource utilization methods related to FMDS, a focus was placed on studies published in the past decade. In particular, the authors summarized and analyzed the following studies: (1) Chemical composition and crystalline phase present of FMDS; (2) K and Na recovery from sintering dust; (3) Pyrometallurgical process of FMDS; (4) Study on wet leaching of FMDS.
3. Chemical Composition and Major Elements of Typical FMDSs
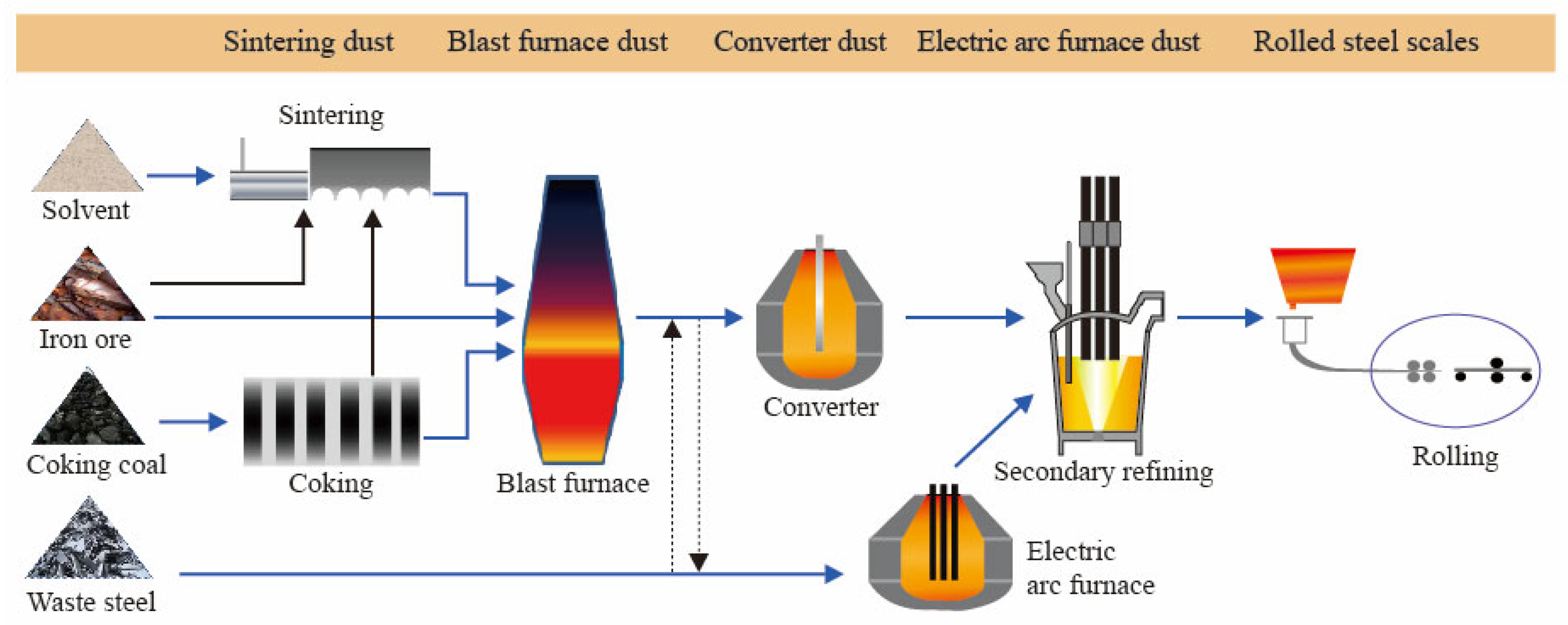
FMDS sources are mainly divided into two types. One type of FMDS comes from the preparation of raw materials, including the crushing, screening, and transportation of raw materials. The chemical composition of this type of dust and sludge is basically the same as that of the raw material, and it can be directly reused in the production process of the raw material. The other part comes from the metal smelting or heating process, as shown in Figure 2 [8], including sintering, the use of a blast furnace, conversion, the use of an electric furnace, rolling, and other production processes. The chemical composition of the dust and sludge produced by these processes is quite different from that of raw materials, and they cannot be directly recycled in the original production process. In order to realize the effective utilization of multi-source metallurgical dust and sludge, it is necessary to study the chemical composition and element occurrence state of this type of dust and the sludge generated in the process of metal smelting or heating.
3.1. Chemical Composition Properties
The dust and sludge produced by steel enterprises in the process of high-temperature smelting mainly include sintering dust, blast furnace dust and sludge, converter dust and sludge, and electric arc furnace dust. Different types of dust and sludge exhibit significant differences in chemical composition due to different production materials and processes. Table 1 shows the chemical composition of typical FMDSs.
Iron is the main component of several FMDSs, and the iron content of sintering dust fluctuates greatly but is generally in the range of 20–30%, with this type of dust being classified as a low-iron content metallurgical dust. Blast furnace dust and electric arc furnace dust are FMDSs with medium iron content. Converter dust and sludge belong to high-iron FMDSs [21]. From a single type of dust, it is possible to determine that the sintering dust has a higher potassium content, the blast furnace dust has a higher carbon content, the electric arc furnace dust has a higher zinc content, and the converter dust and sludge have a higher iron and zinc content. Overall, FMDS has a high iron content, and priority should be given to the reuse of iron resources during treatment while also taking into account the extraction of other valuable components.
In addition, some FMDSs also contains certain trace valuable elements and sparse elements such as Ag, In, Bi, Cd, and Sn [22,23,24], which are less abundant in the Earth’s crust, especially In, whose global reserves are about 160,000–190,000 tons. Therefore, the extraction of these valuable elements in metallurgical dust has high economic value [25].
3.2. Assignment States of Major Elements
Sintering dust, blast furnace dust and sludge, converter dust and sludge, and electric arc furnace dust are all produced via a high-temperature process. Different production processes and raw materials are used, and the occurrence states of elements are different. The mineral phases of the major elements in several FMDSs are shown in Table 2.
From Table 2, it can be seen that most of the iron in several types of dust exists in the form of oxides. Unlike other dusts, there is a small amount of MFe in converter dust and sludge, and ZnFe2O4 in electric arc furnace dust is also a major form of iron storage. Most of the zinc in blast furnace dust and sludge, converter dust and sludge, and electric arc furnace dust exists in the form of ZnO and ZnFe2O4. Alkali metals in sinter dust, blast furnace dust and sludge, and electric arc furnace dust are mainly present in the form of chlorides. Lead exists in sintering dust in the form of PbCl2 and Pb3O4, while Pb in electric arc furnace dust exists mainly in the form of PbO.
4. Valuable Element Recovery Process in FMDS
The selection of the valuable element recovery process of FMDS is mainly based on the type of dust and sludge, the chemical composition, and the target products. For several kinds of dust and sludge described in this review, the iron element is the main component, and the reuse of iron resources in the iron and steel smelting process is the common goal of several kinds of dust and sludge resource recovery methods. At present, most steel enterprises sell sintering dust with high a KCl content and electric arc furnace dust with a high Zn content to corresponding enterprises. Enterprises that recover KCl and Zn only focus on the economic benefits, and tailings often cannot be reused in metallurgical processes due to unclean extraction, resulting in the wastage of iron-containing resources. Other types of dust and sludge with low K and Zn contents are not relevant due to their poor economic value. This situation ignores the advantages of the collaborative utilization of multi-source ferrous metallurgical dust and sludge and restricts the comprehensive utilization of multi-source ferrous metallurgical dust and sludge [34,35].
4.1. Beneficiation Recovery Process
The beneficiation method is mainly used to deal with blast furnace dust and sludge. Blast furnace dust and sludge iron oxides have magnetic properties, the element zinc is mainly distributed in dust and sludge with a fine particle size, and carbon has good floatability. Through magnetic separation, gravity separation, and flotation separation, these can be enriched in the dust and sludge of iron, zinc, and carbon resources. After beneficiation treatment, iron ore concentrate is generally mostly used for sintering, carbon concentrate can be used as a substitute for fuel, and the enriched zinc-containing products need to be further processed to realize the recovery and utilization of the valuable elements of blast furnace dust and sludge.
A single beneficiation process can be used for the enrichment of a certain mineral, while the enrichment and separation of a variety of minerals require a combination of beneficiation processes. Niu et al. [36] used a flotation separation method with a one-step roughing process and a three-step concentrating process to finally obtain a carbon concentrate with a grade of 69.85% and a carbon recovery of 70.31%. To realize the effective separation of the three resources of zinc, iron and carbon, a variety of beneficiation processes can be used for joint treatment. Zhang et al. [37] used a self-made dispersant DW to disperse dust and sludge. After dispersion, a process of hydraulic cyclone zinc removal flotation carbon extraction and heavy selection iron collection was adopted to obtain zinc-, iron-, and carbon-enriched products with grades of 22.31%, 54.25%, and 72.36%, respectively. The beneficiation method processing process is a simple, mature technology with a good enrichment effect, but the separation grade is low, and the obtained iron and carbon products still contain zinc, lead, and other harmful elements. Therefore, beneficiation is more suitable for treating zinc-containing metallurgical dust and sludge in combination with pyrometallurgical or wet leaching processes.
4.2. In-Plant Recycling Process
The in-plant recycling process involves reusing dust and sludge with less harmful elements by incorporating the dust and sludge directly into the metallurgical process. As shown in Figure 3, this process mainly realizes the recycling of iron, carbon, and other resources in the dust and sludge in the iron and steel plants by using the sintering and pelletizing methods.
4.2.1. Sintering Process
The sintering process is the main recycling process for iron and steel plants that deal with ferrous solid waste, and most steel companies utilize the practice of utilizing the sintering process to recover FMDS. Iron, carbon, and calcium oxide in dust and sludge are all target components for recovery in the sintering process [38,39]. However, the large water content and high Zn content of some dust and sludge are obstacles to its recovery in the sintering process.
Sludge with excessive moisture content is prone to clumping and difficult to granulate when mixed with other raw materials. Sludge with a water content of about 30% can be further reduced in moisture by mixing and stacking it with dry materials such as lime. When the moisture content is about 50%, the sludge can be directly sprayed into the primary mixing system, or a tube press can be used for dehydration, and a filter cake with low moisture content can be mixed into the sintering raw material mixing system [40,41].
Normally, 15% of the zinc is removed during the sintering process. When using dust and sludge with high zinc contents to replace some sintering materials, the zinc content in the sintered ore exceeds the standard, causing zinc enrichment in later blast furnace smelting and reducing the service life of the blast furnace [42]. The lowest assimilation temperatures (LATs), liquid-phase fluidity index (IFL), and mineral-phase composition of sinter are affected by increasing the Zn content in the sludge. At the same time, the zinc in the sinter is mainly adsorbed in the crystals of hematite and magnetite, and the increase in zinc content leads to a decrease in crystal strength and deformation resistance, thus affecting the mechanical properties of hematite and magnetite in the sinter [43]. Zinc removal should be considered when the zinc-containing dust is reused in the sintering process. The most important thing for zinc removal is ensuring that the reducing atmosphere is appropriate and that the reduced zinc steam can quickly leave the sinter. By using multi-layer sintering technology, the sludge filter cake and reducing agent can be placed in the same layer, which is conducive to providing a sufficient reducing atmosphere. Stecko et al. [42] used a multi-layer sintering process in which converter sludge was placed under a layer of sintered material and a layer of coke powder was spread between the sludge layer and the sintered material layer in order to improve the reduction of the gas phase. Under these conditions, it is possible to replace 15% of the raw material with converter sludge in the sintering process, and the removal of zinc from the sludge is increased to 95%. Li et al. [44] pressed converter sludge into a filter cake and mixed it with coke powder for sintering. When the coke powder allotment is 9.43 wt%, the zinc removal rate of the filter cake can reach 69.6%, and the zinc migrates to the lower part of the sintered bed. Therefore, dispensing the filter cake coke powder mixture into the bottom of the sinter layer facilitates zinc removal.
Recovering metallurgical sludge with few hazardous elements through the sintering process by using existing equipment directly enables the full recycling of the iron and carbon in the sludge. However, dust and sludge with a high zinc content need to have the zinc removed by incorporating a reducing agent. The excessive addition of a reducing agent will make the local sintering temperature too high, resulting in excessive liquid-phase generation and reducing the quality of the sinter. Therefore, the direct reuse of metallurgical dust and sludge in the sintering process is not an ideal approach for efficient resource utilization.
4.2.2. Pelletizing Process
The pelletizing or balling process is a method of using FMDS as part of the main raw material and reusing it in the iron and steel smelting process. At present, the pelletizing process for the recovery of FMDS is mainly divided into the oxidation roasting method and the cold solidification method.
Finished pellets produced by oxidizing and roasting with a small amount of pellet production process dust or low-zinc, high-iron metallurgical dust and sludge can be used in blast furnaces [45,46]. The composition of the dust in the pellet production process is basically the same as that of the raw materials for pellet production, and this dust can be directly mixed into the raw materials for pellet production. Converter dust and sludge have a high iron content and fine particle size, so it is easy to form pellets from them. Blending them into a pellet can reduce the amount of bentonite used and contribute to the improvement of pellet ore grade [47]. However, it should be noted that pellet roasting in an oxidizing atmosphere cannot facilitate the removal of zinc, lead, and other elements from the dust slime, limiting the use of most of the dust and sludge in the oxidation roasting pellet process.
Cold solidification refers to the production of pellets by using the low-temperature solidification of FMDS as the raw material with a binder. It is not easy for the product index to meet the requirements of blast furnace smelting, and it is mainly used as a coolant and slagging agent for converter steelmaking [48,49]. The abundant CaO in the dust and sludge helps to reduce the use of lime in the steelmaking process, and FeO helps to improve the oxidization and accelerate the formation of slag. It also allows the iron in the dust and sludge that has been converted into steel to be recovered [50,51]. However, attention should be paid to the P and S content of the dust and sludge, which is too high and can increase the burden of P and S removal in the converter steelmaking process [52].
The pelletization method for recovering converter dust and sludge is simple and technically mature. However, there are more stringent requirements on the amount of dust and sludge allocated in the use of oxidized roasted pellets in blast furnaces and the alkali metal and zinc content, whereas valuable elements such as zinc and lead cannot be recovered from the cold-solidified pellets used in converters. Thus, the pelletization method of recovering converter dust and sludge is not a permanent solution.
4.3. Water Washing Salt-Rich Process
Sintering dust contains a high content of potassium and sodium elements and exists mainly in the form of chlorides, which cannot be recovered directly in the sintering and pelletizing processes. The alkali metal chloride is easily soluble in water, so the removal and recovery of alkali metal elements in the sintering dust is mostly achieved with a water washing process. The recovery of alkali metals from sintering dust can be achieved directly with primary or secondary washing and leaching processes. Su et al. [53] obtained a KCl product with a content of 95.84% by primary leaching under optimal conditions; Zhang et al. [54] used secondary leaching in an experimental study of sintering dust leaching. The potassium and sodium leaching rates in the experiment were 100% and 97.72%, respectively. The electrostatic precipitator of the sintering machine head is generally divided into three–four electric fields. There is a large difference in alkali metal content in the dust of each electric field, and the graded treatment method can be adopted for recovery. Qin et al. [55] used hierarchical treatment for an iron and steel enterprise with four types of electric precipitator field dust. A primary leaching method was adopted for Nos. 1–2 electric field dust, and a secondary leaching method was adopted for Nos. 3–4. The final potassium leaching rate was more than 99%, and the leaching effect was ideal.
The water washing salt extraction process mainly includes water washing, solid–liquid separation, purification, and evaporation concentration. Figure 4 shows the water washing and quadruple-effect evaporation crystallization process of FMDS. The soluble substances in the dust and sludge enter the brine after water washing, and solid–liquid separation is realized with pressure filtration. After separation, the iron-rich filter cake can be recovered for the metallurgical process, and the brine needs to be further purified to remove plasma impurities such as iron, calcium, and magnesium from the filtrate. The purified brine enters the quadruple-effect evaporation crystallization process. The quadruple-effect evaporation crystallization process adjusts the pressure in different evaporation tanks by using the vacuum system to achieve multi-stage evaporation concentration. Finally, the potassium chloride product is obtained by the dehydration of the potassium chloride salt slurry precipitated by the crystallization of the quadruple-effect evaporation tank, carried out via centrifugation [56].
The water washing salt-rich process is simple, the treatment effect is good, and the recovery rate of potassium and sodium is high, and it is the main process for recovering KCl and NaCl from sintering dust. The water washing salt-rich process can also be used for the removal of chloride salts from blast furnace dust and electric arc furnace dust, with significant treatment effects [57,58].
4.4. Wet Leaching Process
The wet leaching process is used to extract zinc, lead, indium, and other valuable elements from FMDS by selecting an appropriate leaching agent. The extracted iron-rich residue can be reused in the metallurgical process to realize the resource utilization of FMDS. Wet leaching can selectively extract valuable elements, which is the main process of non-ferrous metal recovery.
Zinc content in FMDS is high, and there are many studies on the wet leaching of zinc from dust and sludge. Leaching methods mainly include acid leaching [59,60], alkali leaching [61,62], and ammonia leaching [63,64]. Common leaching agents and leaching principles are shown in Figure 5.
Zinc powder can be prepared with acid leaching through leaching, purification, electrodeposition, and other processes, and zinc oxide can be prepared with leaching, purification, calcination, and other processes. Regardless of the kind of product produced, the leaching process is the key link. Zinc leaching mainly includes ZnO and ZnFe2O4 leaching. ZnFe2O4, insoluble in dilute acid, is a spinel with a stable structure, and a concentrated acid needs to selected as the leaching agent [65,66]. Increasing the leaching temperature, acid concentration, and liquid–solid ratio is beneficial to the leaching of zinc, but the leaching rate of iron will also increase. The difficulty of leaching solution purification is increased, and the iron grade of the leaching residue is also reduced [67,68]. Alkali leaching and ammonia leaching have strong selectivity, and the leaching solution does not easily react with iron content in dust and sludge, which reduces the burden of later treatment [69,70]. However, it is difficult to leach zinc from ZnFe2O4 by alkali leaching and ammonia leaching. Therefore, in alkali leaching and ammonia leaching, calcium oxide roasting [71,72], magnetization roasting [73], and other methods are usually used for pretreatment, or high-temperature techniques, high-pressure techniques, and other means are used to improve the leaching rate of zinc [74].
In addition to zinc, the sintering dust and blast furnace dust and sludge also contain valuable elements such as lead, silver, indium, and bismuth. Wu et al. [75] used the ammonia leaching method to leach lead, silver, and copper from sintering machine head ash in the form of a complex. After leaching, formaldehyde reduction, zinc powder replacement, and calcination were used to obtain silver, copper, and zinc oxide, respectively. The recovery rates of the three elements were 71.20%, 60.40%, and 56.71%, respectively. Wang et al. [12] obtained 99% lead chloride products after coordination leaching, cooling crystallization, and impurity removal by using sintering machine head ash as the raw material and ammonium chloride–hydrochloric acid as the leaching agent. Wang et al. [76] took blast furnace gas slime as the raw material to leach zinc from another raw material by using the ammonia leaching method. Then, sulfuric acid was used as the leaching agent to extract bismuth from the filter residue, and the recovery of zinc and bismuth was 70% and 72%, respectively, under the optimum experimental conditions. Qiao et al. [77] used blast furnace dust removal ash as the raw material, and DES of choline chloride–hydrated oxalic acid as the leaching agent. After leaching, Zn(II) and Fe(II) in the leaching solution were removed by using hydrolysis and light induction, and then, NaOH was added to the filtrate after impurity removal for secondary hydrolysis to obtain the final product, BiOCl.
The wet leaching process is necessary to extract non-ferrous metals from FMDS, but the content of non-ferrous metals such as zinc and lead in metallurgical dust and sludge in China is low, so it is not economical to directly use this process to recover valuable elements from FMDS [78].
4.5. Pyrometallurgical Process
Currently, the pyrometallurgical process is the mainstream process for treating zinc-containing dust in countries around the world. This process can be divided into the direct reduction process and the melting reduction process according to different working temperatures and product types, and the main processes involved include the rotary kiln process, the rotary hearth furnace process, the DK blast furnace process, and the OxyCup process [79].
At present, the direct reduction process, represented by the rotary kiln process and the rotary hearth furnace process, is most commonly used in China. This process is based on the carbothermal reduction reaction to reduce and volatilize non-ferrous metal oxides such as zinc and lead in dust into higher-grade secondary dust and convert iron oxides into iron concentrates or metallized pellets with less harmful elements. The main chemical reactions and mechanisms involved are shown in Figure 6 [80].
The carbon thermal reduction reaction of FMDS includes two parts: the direct reduction reaction of iron and zinc oxides with solid carbon and the indirect reduction reaction with CO. Initially, solid carbon is in close contact with FMDS, facilitating the smooth progress of the direct reduction reaction and the generation of CO gas. As the reaction progresses, the contact area between the solid carbon and the reactant diminishes. Simultaneously, carbon gasification reactions occur, leading to an increase in the CO concentration in the reaction system. Consequently, the indirect reduction reaction involving CO becomes the predominant mechanism in the overall reduction process [81]. With increasing temperature and the continuation of the reaction, the zinc and lead oxides in the raw materials are reduced to elemental forms and volatilized and removed, while the iron oxides in the material persist as metallic irons.
4.5.1. Rotary Kiln Process
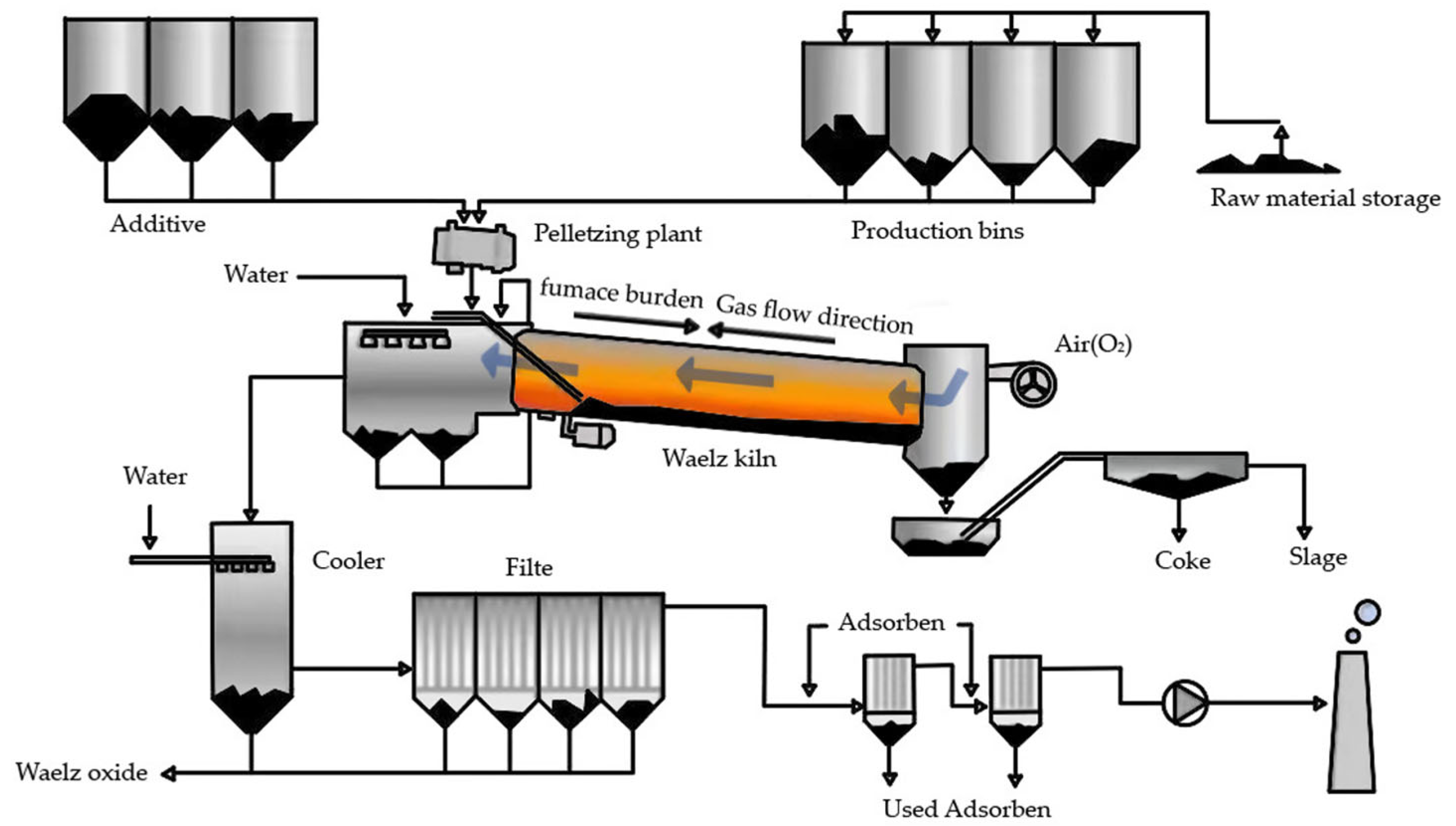
The rotary kiln process is the most widely used process in the harmless treatment of Zn-containing FMDS [82,83], and the representative processes are the SPM method and Waelz method.
A flowchart of the rotary kiln process is shown in Figure 7 [80], including batching, mixed granulation, rotary kiln roasting, flue gas settlement, product collection, and other processes. The blast furnace gravity dust, blast furnace bag dust, converter dust and sludge, electric arc furnace dust, and other FMDSs are in accordance with a certain proportion of mixed granulation (the SPM method does not need granulation). The material is fed by the conveyor belt into the kiln tail feeding port into the kiln, and it moves to the high-temperature area of the kiln head as the rotary kiln rotates continuously. According to the temperature, the kiln can be divided into the pre-reduction zone, the reduction zone, and the sponge iron zone [84]. Among them, the highest temperature in the reduction zone and sponge iron zone exceeds 1200 °C, the zinc-containing compounds are reduced to zinc steam, which is released from the end of the kiln into the dust collection system, and harmless kiln slag is excluded from the kiln head. Generally, the rotary kiln process can remove more than 85% of the zinc from dust, the metallization rate of iron in a kiln slag is about 50%, and the iron grade is improved to about 60% [56].
The coal-based rotary kiln process is very popular in most parts of China, and the rich carbon source of blast furnace dust and sludge can be used as a heating agent and reducing agent in rotary kiln production. Therefore, in recent years, the rotary kiln process has been used to treat FMDS in large iron and steel enterprises such as Masteel, Kunming Steel, and Yongfeng Iron and Steel, as well as in a number of third-party solid waste enterprises. The rotary kiln process has a long history and is a mature technology for the treatment of zinc-containing dust and sludge. However, due to the high-temperature kiln slag cooling process involving full contact with the air, the metallization rate is generally difficult to improve. At the same time, the rotary kiln process also has the problems of easy ring formation and high maintenance costs.
4.5.2. Rotary Hearth Furnace Process
In the 1950s, Ross Company invented the Fastmelt process, which was initially used for the production of directly reduced iron and later for the treatment of zinc-containing dust in steel mills before being extended to many countries and regions of the world [85].
A flowchart of the rotary hearth furnace process, which mainly includes four parts— mixing, low-temperature pelleting, reduction smelting, and secondary dust collection— is shown in Figure 8. The rotary hearth furnace process uses FMDS, mixed with coal powder and a binder, as the raw material to make carbon-containing pellets, which are dried and sent to the furnace for smelting [86]. The thickness of the material layer in the furnace is 15–40 mm, and the pellet is rapidly reduced in 10–20 min at 1250–1350 °C. The metallization rate of the produced metallized pellets, which can be used in converters and electric furnaces, is about 70% [8,87]. The Zn, Pb, K, and Na contained in the pellets are reduced to secondary dust using volatilization. In actual production, the removal rates of Zn and Pb are more than 85%, and the removal rates of K and Na are about 70% [88].
The rotary hearth furnace process has been applied in China for nearly 30 years, and many large iron and steel enterprises, such as Baosteel, Masteel, Laisteel, and Yanshan steel, have put it into application. Rotary hearth furnace technology is mature, allowing Fe, Zn, and other secondary resources in the dust and sludge to be effectively recovered. However, this process also has some technical problems, such as its small processing capacity, high energy consumption, and easy blockage of the heat exchanger.
The DK process and OxyCup process have also been applied in China. The target products of both processes are hot metals which consume a lot of energy. In addition, the DK process uses small blast furnaces as reactors, and there is a problem of alkali metal load in the production process. The long-term treatment of raw materials containing Zn, Pb, K, and Na will endanger the stability and safety of blast furnace production. The OxyCup process has some disadvantages, such as the unclear reduction mechanism in the furnace and short operation cycle of the equipment. Therefore, the two processes are applied less frequently than the others discussed herein.
The pyrometallurgical process can take advantage of the chemical composition characteristics of FMDS and use blast furnace dust and sludge with a high carbon content as a carbon source. Through the reasonable matching of multi-source ferrous metallurgical dust and sludge in the steel plant, not only are the coal resources saved, but the harmless treatment of iron-containing materials can also be realized, providing raw materials for the iron and steel smelting process. At the same time, the non-ferrous metals in the dust and sludge are also enriched, which increases the economic benefits of the multi-source ferrous metallurgical dust and sludge resource. Therefore, the pyrometallurgical process is most commonly used in the harmless treatment of FMDS.
5. Discussion
The advantages and disadvantages of several processes are shown in Table 3. The direct in-plant recycling processes, such as the sintering method and pelletizing method, represent the most direct approaches for recovering iron from solid waste. However, dust and sludge from sintering, blast furnaces, converters, and electric furnaces may contain harmful elements that could adversely affect blast furnace production, limiting the utilization of direct in-plant recycling processes. The separation effect of harmful elements in the beneficiation process is not good. The water washing salt-rich process is only suitable for the recovery of KCl and NaCl in the dust. The wet process can realize the recovery of zinc, lead, bismuth, indium, and other non-ferrous metals, but the content of these elements in the general dust is relatively small, and the efficiency is poor. The pyrometallurgical process can effectively address the harmful elements in the dust and sludge, with elements like K, Na, Zn, Pb, and In being concentrated in secondary ash, thereby improving the economic viability of subsequent wet process recoveries.
The recycling of iron and carbon in the smelting process of iron and steel is the key aspect of the resource utilization of FMDS, and the recovery of other valuable elements makes the resource utilization of dust and sludge more economical. At present, most steel enterprises in China export sintering dust with a high potassium content and electric arc furnace dust with a high zinc content to manufacturers producing KCl and Zn. After recycling KCl and Zn, the iron tailings from these factories need to be transported back to the steel mills, which increases the additional transportation costs and the risk of environmental pollution. Some steel enterprises use the pyrometallurgical process to carry out the harmless treatment of dust and sludge, and the treated iron-containing roasting ore is returned to the smelting process, and the secondary dust after roasting is sold to zinc-producing enterprises. In fact, FMDS containing heavy metals should be reasonably recycled within steel plants as much as possible, but a single treatment process cannot achieve the full quantitative recovery of multi-source ferrous metallurgical dust. This article proposes a comprehensive treatment process of ‘multi-source ferrous metallurgical dust and sludge cooperative treatment—full quantitative recovery of valuable elements’ (hereinafter referred to as the comprehensive treatment process).
The comprehensive treatment process mainly includes four stages: multi-source ferrous metallurgical dust and sludge classification, the water washing salt-rich process, the pyrometallurgical process, and the wet leaching process. The specific processing concept is shown in Figure 9.
According to the characteristics of metallurgical dust and sludge, metallurgical dust and sludge can be divided into three categories: high-carbon dust and sludge, high-alkali dust and sludge, and high-zinc dust and sludge. High-carbon dust and sludge mainly refer to blast furnace dust and sludge. High-alkali dust and sludge mainly refer to sintering dust and some of the blast furnace dust and sludge. High-zinc dust and sludge include electric arc furnace dust and converter dust and sludge with a high zinc content.
KCl and NaCl in the high-alkali dust and sludge can be leached out in the water washing salt-rich stage. The potassium and sodium crystallization of the leaching solution is completed through the multi-effect evaporation process. After that, the crystallization products are separated by potassium and sodium to obtain NaCl and KCl products. After washing, the filter cake usually contains a small amount of potassium, sodium, zinc, lead, and other harmful elements that need further treatment.
In the stage of pyrometallurgical treatment, the high-carbon dust and sludge, zinc-containing dust, and leaching tailings are rationally mixed, and the residual carbon in the dust and sludge is used as a reducing agent and heating agent to separate the harmful elements in the iron-containing dust and sludge. At this stage, the reasonable combination of several types of dust and sludge avoids the addition of carbon during the impurity removal process. It not only reduces the consumption of fossil energy in the pyrometallurgical process but also realizes the enrichment of valuable elements in the secondary dust and improves the economy of FMDS recovery. Iron-containing roasting ore can be produced by magnetic separation to produce fine iron powder and recycled for the sintering process, and the magnetic separation tailings can be used for the preparation of building materials.
The grade of zinc, lead, indium, and other valuable elements in the secondary dust produced in the pyrometallurgical process stage is greatly improved. The secondary dust first removes potassium and sodium from the dust through the water washing salt-rich process to obtain NaCl and KCl products. After a series of wet leaching processes, zinc, lead, indium, and other valuable elements can be extracted.
At present, China is actively promoting the recycling and coordinated disposal of solid waste within iron and steel enterprises, exploring the comprehensive treatment of solid waste and the synergy of pollution and carbon reduction in iron and steel enterprises, and creating a recycling model in which solid waste in the iron and steel industry does not leave the factory. The comprehensive treatment process can remove harmful elements through the synergistic reaction of high-carbon dust and sludge and high-zinc dust and sludge, reduce the addition of extra carbon in the process of impurity removal, and save fossil energy. At the same time, this comprehensive treatment process integrates the water washing salt-rich process, the pyrometallurgical process, the wet leaching process, and the beneficiation recovery process, which can convert difficult to recycle FMDS into iron fine powder, KCl, NaCl, Zn, Pb and In products in the steel plant.This comprehensive treatment process can realize the efficient recovery of FMDS in iron and steel enterprises, which provides a new approach for future dust and sludge resource utilization.
6. Conclusions
FMDSs contains zinc, lead, cadmium, and other heavy metal elements, posing an environmental pollution risk that needs to be properly addressed. Additionally, the dust contains a certain amount of iron, carbon, potassium, sodium, zinc, lead, indium, and other elements, valuable secondary resources. The complete quantitative recovery of valuable elements in a reasonable way is not only helpful in realizing the sustainable development of steel enterprises but can also increase the economic benefits of dust and sludge recovery.
There are significant differences in the chemical composition and phase composition of FMDSs. The treatment processes for dust and sludge, including the beneficiation recovery process, water washing salt-rich process, wet leaching process, and pyrometallurgical process, each have their own specific applicable conditions. The appropriate process should be selected according to the characteristics of the dust and sludge. Iron is the main component of dust and sludge, and it is the responsibility of steel enterprises to return it harmlessly to the smelting process. In order to realize the recovery of iron from all dust and sludge, the deep integration of multiple treatment processes is essential.
KCl and NaCl in FMDS can be recovered by the water washing salt-rich process, and the recovery rate is close to 100%. The non-ferrous metals in the dust can be enriched in the secondary ash by using the pyrometallurgical process, and the harmless roasting ore can be incorporated back into the iron and steel smelting process. The wet leaching process is necessary for extracting Zn, Pb, In, and Bi from secondary dust.
The comprehensive treatment process (‘multi-source ferrous metallurgical dust and sludge cooperative treatment—full quantitative recovery of valuable elements’) deeply integrates the water washing salt-rich process, the pyrometallurgical process, and the wet leaching process to achieve harmless iron-containing raw materials in FMDS and obtain KCl, NaCl, Zn, Pb, In, and other products at the same time. Most importantly, this new process can allow FMDS to be recycled without it leaving the steel mill, reducing transportation costs and the risk of environmental pollution, which will become an important direction in the full resource utilization of FMDS in the future.
Author Contributions
Conceptualization, J.Z. and Y.Z.; methodology, J.Z. and Y.Z.; formal analysis, J.Z., Y.Z. and Y.L.; investigation, P.D.; resources, Y.Z. and Y.L.; data curation, T.T.; writing—original draft preparation, J.Z.; writing—review and editing, Y.Z. and Y.L.; visualization, J.Z. and Q.R.; supervision, Y.Z. and Y.L.; project administration, Y.Z. and Y.L.; funding acquisition, Y.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (grant no. U20A20271), the Science Research Project of Hebei Education Department (grant no. QN2022091), and the Graduate Student Innovation Fund of Hebei Province (grant no. CXZZBS2023130).
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Peng, C.; Zhang, H.; Li, H.; Guo, Z. Removal Behavior of Zn, Pb, K and Na from Cold Bonded Briquettes of Metallurgical Dust in Simulated RHF. ISIJ Int. 2009, 12, 1874–1881. [Google Scholar] [CrossRef]
- She, X.; Wang, J.; Wang, G.; Xue, Q.; Zhang, X. Removal Mechanism of Zn, Pb and Alkalis from Metallurgical Dusts in Direct Reduction Process. J. Iron Steel Res. Int. 2014, 21, 488–495. [Google Scholar] [CrossRef]
- Kang, M.J.; Kwon, Y.K.; Yu, S.; Lee, P.K.; Park, H.S.; Song, N. Assessment of Zn pollution sources and apportionment in agricultural soils impacted by a Zn smelter in South Korea. J. Hazard. Mater. 2019, 364, 475–487. [Google Scholar] [CrossRef] [PubMed]
- de Araújo, J.A.; Schalch, V. Recycling of electric arc furnace (EAF) dust for use in steel making process. J. Mater. Res. Technol. 2014, 3, 274–279. [Google Scholar] [CrossRef]
- Han, Y.; Zhang, Q.; Sun, Y.; Gao, P.; Li, Y. Progress in phase transformation technology for clean and efficient utilization of refractory iron ore. J. Iron Steel Res. 2022, 28, 1303–1313. [Google Scholar]
- Jiang, S.; Li, X.; Chen, Z. The Supply Situation and Investment Selection Analysis of Zinc Resources in China. Yunnan Metall. 2019, 48, 9–13. [Google Scholar]
- Hou, D.; He, M.; Chen, Y.; Yang, H.; Li, H. Application analysis of resource allocation optimization and circular economy in development and utilization of potassium resources. Chem. Ind. Eng. Prog. 2023, 42, 3197–3208. [Google Scholar]
- Li, Y.; Feng, H.; Wang, J.; She, X.; Wang, G.; Zuo, H.; Xue, Q. Current status of the technology for utilizing difficult-to-treat dust and sludge produced from the steel industry. J. Clean. Prod. 2022, 367, 132909. [Google Scholar] [CrossRef]
- Suetens, T.; Guo, M.; Van Acker, K.; Blanpain, B. Formation of the znfe2o4 phase in an electric arc furnace off-gas treatment system. J. Hazard. Mater. 2015, 287, 180–187. [Google Scholar] [CrossRef]
- Moosavi Nezhad, S.M.; Zabett, A. Thermodynamic analysis of the carbothermic reduction of electric arc furnace dust in the presence of ferrosilicon. Calphad 2016, 52, 143–151. [Google Scholar] [CrossRef]
- Baik, D.S.; Fray, D.J. Recovery of zinc from electric-arc furnace dust by leaching with aqueous hydrochloric acid, plating of zinc and regeneration of electrolyte. Miner. Process. Extr. Metall. 2000, 109, 121–128. [Google Scholar] [CrossRef]
- Wang, C.Y.; Deng, Z.G.; Li, X.B.; Wei, C.; Sun, P.; Shi, X.G.; Li, M.T. Coordination leaching behaviors of lead from sintering dust of steel plants. Chin. J. Nonferr. Met. 2020, 30, 421–430. [Google Scholar]
- Zhan, G.; Guo, Z.C. Basic properties of sintering dust from iron and steel plant and potassium recovery. J Environ. Sci. 2013, 25, 1226–1234. [Google Scholar] [CrossRef]
- Peng, C.; Guo, Z.C.; Zhang, F.L. Existing state of potassium chloride in agglomerated sintering dust and its water leaching kinetics. Trans. Nonferr. Met. Soc. China 2011, 21, 1847–1854. [Google Scholar] [CrossRef]
- Luo, X.G.; Wang, C.Y.; Shi, X.G.; Li, X.B.; Wei, C.; Li, M.T.; Deng, Z.G. Selective separation of zinc and iron/carbon from blast furnace dust via a hydrometallurgical cooperative leaching method. Waste Manag. 2022, 139, 116–123. [Google Scholar] [CrossRef]
- Ashrit, S.S.; Sarkar, S.; Singh, R.; Yadav, S.Z.; Chatti, R.V. Characterization of blast furnace flue dust—A multi analytical techniques approach. Metall. Res. Technol. 2020, 117, 606–613. [Google Scholar] [CrossRef]
- Zhong, Y.; Qiu, X.; Gao, J.; Guo, Z. Structural characterization of carbon in blast furnace flue dust and its reactivity in combustion. Energy Fuels 2017, 31, 8415–8422. [Google Scholar] [CrossRef]
- Vereš, J.; Šepelálk, V.; Hredzák, S. Chemical, Mineralogical and Morphological Characterisation of Basic Oxygen Furnace Dust. Miner. Process. Extr. Metall. 2015, 124, 1–8. [Google Scholar] [CrossRef]
- Heinrich, T. Reducing Zinc Contamination in Basic Oxygen Steelmaking Dust. Ph.D. Thesis, Cardiff University, Cardiff, UK, 2015. [Google Scholar]
- Wang, J.X.; Wang, Z.; Zhang, Z.Z.; Zhang, G.Q. Comparison of Butyric Acid Leaching Behaviors of Zinc from Three Basic Oxygen Steelmaking Filter Cakes. Metals 2019, 9, 417. [Google Scholar] [CrossRef]
- Shang, H.; Li, H.; Wei, R.; Long, H.; Li, K.; Liu, W. Present situation and prospect of iron and steel dust and sludge utilization technology. Iron Steel 2019, 54, 9–17. [Google Scholar]
- Xiao, X.; Zhang, S.; Zhang, H.; Qiu, G.; Xin, Y.; Wang, J. Extraction of Rare and High-Valued Metals from Blast Furnace Dust. In Rare Metal Technology 2020; Azimi, G., Forsberg, K., Ouchi, T., Kim, H., Alam, S., Baba, A.A., Eds.; Springer: Cham, Germany, 2020; pp. 305–315. [Google Scholar]
- Zhang, R.; Guo, Z.; Zhu, D.; Pan, J.; Yang, C.; Huang, X. Co-disposal study of zinc-containing slag and dust based on coal-based rotary kiln direct reduction method. J. Iron Steel Res. 2022, 35, 219–231. [Google Scholar]
- Wang, C. Research on Selective Leaching of Lead, Silver, and Zinc from Steel Smelting Dust and Mud. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2020. [Google Scholar]
- He, Y.; Ma, E.; Xu, Z. Recycling indium from waste liquid crystal display panel by vacuum carbon-reduction. J. Hazard. Mater. 2014, 268, 185–190. [Google Scholar] [CrossRef] [PubMed]
- Chang, F.; Wu, S.; Zhang, F.; Lu, H.; Du, K. Characterization of Sintering Dust, Blast Furnace Dust and Carbon Steel Electric Arc Furnace Dust. In Characterization of Minerals, Metals, and Materials 2015, TMS 2015 144th Annual Meeting; Springer: Orlando, FL, USA, 2015; pp. 83–90. [Google Scholar]
- Peng, C.; Guo, Z.; Zhang, F. Discovery of Potassium Chloride in the Sintering Dust by Chemical and Physical Characterization. ISIJ Int. 2008, 48, 1398–1403. [Google Scholar] [CrossRef]
- Yu, H.; Huang, X.; Li, K.; Li, S. Present situation and prospect of comprehensive utilization of precipitator dust in iron and steel enterprises. Conserv. Util. Miner. Resour. 2021, 41, 164–171. [Google Scholar]
- Nayak, N. Characterization of blast furnace flue dust-an assessment for its utilization. Mater. Today Proc. 2022, 50, 2078–2083. [Google Scholar] [CrossRef]
- Vere, J.; Jakabsk, S.; Lovás, M. Comparison of conventional and microwave assisted leaching of zinc from the basic oxygen furnace dust. Acta Montan. Slovaca 2010, 42, 369–374. [Google Scholar]
- Pasquoto, C.G.; Trovo, R.S.; Tenório, J.A.S.; Espinosa, D.C.R. Chemical and Mineralogical Characterization of Electric Arc Furnace Dust. In Proceedings of the 6th International Conference on Industrial and Hazardous Waste Management, Crete, Greece, 1 September 2018. [Google Scholar]
- de Buzin, P.J.W.K.; Heck, N.C.; Vilela, A.C.F. EAF dust: An overview on the influences of physical, chemical and mineral features in its recycling and waste incorporation routes. J. Mater. Res. Technol. 2017, 6, 194–202. [Google Scholar] [CrossRef]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef]
- Lv, W.; Gan, M.; Fan, X.; Ji, Z.; Chen, X.; Yao, J.; Jiang, T. Recycling utilization of zinc-bearing metallurgical dust by reductive sintering: Reaction behavior of zinc oxide. JOM 2019, 71, 3173–3180. [Google Scholar] [CrossRef]
- Fu, X.; Wang, B.; Liu, H.; Ma, H. Treatment Technology of Zinc Containing Dust and Recovery of Zinc in Steel-making Plant. Hot Work. Technol. 2019, 48, 10–13. [Google Scholar]
- Niu, F.; Liu, Y.; Zhang, J. Research on Carbon Flotation Recovery from Blast Furnace Sludge. Multipurp. Util. Miner. Resour. 2018, 3, 121–124. [Google Scholar]
- Zhang, J.; Niu, F.; Xu, Z. Research on separation of iron, carbon and zinc in metallurgical dust slime from iron and steel industry. Min. Process. Equip. 2014, 6, 97–102. [Google Scholar]
- Zhang, Y.; Liu, B.; Xiong, L.; Li, G.; Jiang, T. Recycling of the carbonaceous iron-bearing dusts from iron & steel plants by composite agglomeration process (CAP). Ironmak. Steelmak. 2017, 44, 532–543. [Google Scholar]
- Denk, M.; Glaber, C.; Kurz, T.H.; Buckley, S.J.; Drissen, P. Mapping of iron and steelwork by-products using close range hyperspectral imaging: A case study in Thuringia, Germany. Eur. J. Remote Sens. 2015, 48, 489–509. [Google Scholar] [CrossRef]
- Kovalenko, A.G.; Zubenko, A.V.; Padalka, V.P.; Kochura, V.V.; Korobkin, N.N.; Khaibulaev, A.S.; Polokhin, A.V.; Padalka, A.V. Implementation of Technology for Preparing Blast Furnace Sludge for Subsequent Use in Sinter Charges at the Yenakiyeve Iron and Steel Works. Metallurgist 2022, 65, 1449–1457. [Google Scholar] [CrossRef]
- Longbottom, R.J.; Monaghan, B.J.; Zhang, G.; Pinson, D.J.; Cheng, S.J. Self-sintering of BOS Filter Cake for Improved Recyclability. ISIJ Int. 2019, 59, 432–441. [Google Scholar] [CrossRef]
- Stecko, J.; Stachura, R.; Niesler, M.; Bernasowski, M.; Klimczyk, A. Utilisation of metallurgical sludge by multi-layer sintering. Ironmak. Steelmak. 2018, 45, 779–786. [Google Scholar] [CrossRef]
- Chen, X.; Wang, W.; Yang, D.; Zheng, H.; Wang, L.; Chen, S. Influence Mechanism of Zn on the Iron Ore-Sintering Mineralization Process. Metall. Mater. Trans. B 2023, 54, 550–561. [Google Scholar] [CrossRef]
- Li, H.B.; Pinson, D.J.; Zulli, P.; Lu, L.M.; Longbottom, R.J.; Chew, S.J.; Monaghan, B.J.; Zhang, G.Q. Zinc removal from basic oxygen steelmaking (BOS) filter cake by sintering. J. Hazard. Mater. 2019, 385, 121592. [Google Scholar] [CrossRef]
- Cheng, J. Influence of Inner Coal on Acid Pellets Roasted by Compact Sintering. Sinter. Pelletizing 2001, 26, 6–9. [Google Scholar]
- Drobíková, K.; Vallová, S.; Motyka, O.; Kutláková, K.M.; Plachá, D.; Seidlerová, J. Effects of binder choice in converter and blast furnace sludge briquette preparation: Environmental and practical implications. Waste Manag. 2018, 79, 30–37. [Google Scholar] [CrossRef]
- Jia, W.; Wang, J.; Zhang, H.; Wei, Q. Experimental research on adding metallurgical dust to pellets. Henan Metall. 2017, 25, 7–9. [Google Scholar]
- Wang, R.; Zhang, J.; Liu, Y.; Liu, Z.; Liu, X.; Li, N. Effects of an inorganic binder on the strength property of cold-bonded Pellets, Metall. Res. Technol. 2017, 114, 604. [Google Scholar]
- Pal, J.; Ghorai, S.; Bandyopadhyay, D.; Ghosh, S. Performance assessment of partially pre-fused synthetic flux in basic oxygen steel making. J. Iron Steel Res. Int. 2015, 22, 916–923. [Google Scholar] [CrossRef]
- Mao, R.; Wang, F.; Xu, Y.; Ren, K.; Wang, G. Preparation process of cold bonded pellets with iron-bearing dust and sludge from steel production process. Metall. Res. Technol. 2021, 118, 602. [Google Scholar] [CrossRef]
- Gisi, S.D.; Romaniello, L.; Dalessandro, M.; Todaro, F.; Notarnicola, M. Recovery of iron rich residues from integrated steel making process by hydrated lime/molasses pressurised cold agglomeration. J. Clean. Prod. 2019, 233, 830–840. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Z.; Zhang, J.; Mao, R.; Zhang, Y. Advanced converter sludge utilization technologies for the recovery of valuable elements: A review. J. Hazard. Mater. 2019, 381, 120902. [Google Scholar] [CrossRef] [PubMed]
- Su, Y.; Yi, D.; Zheng, R. Experimental Study on Extracting Potassium from sintering dust collecting ash of iron ore powder. Chem. Ind. Eng. 2019, 36, 37–41. [Google Scholar]
- Zhang, J.; Xue, Y.; Li, W.; Xue, Z.; Cai, L. Experimental study on chemical leaching of dust at sintering machine feed end. Sinter. Pelletizing 2020, 45, 77–81. [Google Scholar]
- Qin, L.; Qiang, Q.; Yang, H.; Sun, C.; Dai, M.; Chun, T. Classified utilization of sintering EFA dust. J. Iron Steel Res. 2020, 32, 802–808. [Google Scholar]
- Liu, C.; Zhang, Y.; Wang, F.; Xu, X.; Xing, H.; Kang, Y. Research status and prospect of multi-source metallurgical dust recycling. China Metall. 2022, 32, 38–44. [Google Scholar]
- Guo, X. Experimental study on chloride removal from BF bad dust by washing and purification of its filtrate. Sichuan Metall. 2021, 43, 9–13. [Google Scholar]
- Bruckard, W.J.; Davey, K.J.; Rodopoulos, T. Water leaching and magnetic separation for decreasing the chloride level and upgrading the zinc content of EAF steelmaking baghouse dusts. Int. J. Miner. Process. 2005, 75, 1–20. [Google Scholar] [CrossRef]
- Park, S.J.; Son, I.; Sohn, H.S. Leaching of Zinc from EAF Dust by Sulfuric Acid. Korean J. Met. Mater. 2015, 53, 793–800. [Google Scholar]
- Zheng, X.; Li, S.; Liu, B.; Zhang, L.; Ma, A.Y. A Study on the Mechanism and Kinetics of Ultrasound-Enhanced Sulfuric Acid Leaching for Zinc Extraction from Zinc Oxide Dust. Materials 2022, 15, 5969. [Google Scholar] [CrossRef]
- Stefanova, A.; Aromaa, J.; Forsen, O. Alkaline leaching of zinc from stainless steel electric arc furnace dust. Physicochem. Probl. Miner. Process. 2015, 51, 293–302. [Google Scholar]
- Petranikova, M.; Ssenteza, V.; Lousada, C.M.; Ebin, B.; Tunsu, C. Novel process for decontamination and additional valorization of steel making dust processing using two-step correlative leaching. J. Hazard. Mater. 2020, 384, 121442. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Meng, F.; Gao, W.; Zeng, Y.; Su, H.; Li, Q.; Xu, B.; Yang, Y.; Zhong, Q. Leaching behavior of zinc from crude zinc oxide dust in ammonia leaching. J. Cent. South Univ. 2021, 28, 2711–2723. [Google Scholar] [CrossRef]
- Rodriguez, N.R.; Gijsemans, L.; Bussé, J.; Roosen, J.; Önal, M.A.R.; Torres, V.M.; Fernández, A.M.; Jones, P.T.; Binnemans, K. Selective Removal of Zinc from BOF Sludge by Leaching with Mixtures of Ammonia and Ammonium Carbonate. J. Sustain. Metall. 2020, 6, 680–690. [Google Scholar] [CrossRef]
- Wang, C.; Guo, Y.; Wang, S.; Chen, F.; Tan, Y.; Zheng, F.; Yang, L. Characteristics of the reduction behavior of zinc ferrite and ammonia leaching after roasting. Int. J. Miner. Metall. Mater. 2020, 27, 26–36. [Google Scholar] [CrossRef]
- Kukurugya, F.; Vindt, T.; Havlík, T. Behavior of zinc, iron and calcium from electric arc furnace (EAF) dust in hydrometallurgical processing in sulfuric acid solutions: Thermodynamic and kinetic aspects. Hydrometallurgy 2015, 154, 20–32. [Google Scholar] [CrossRef]
- Montenegro, V.; Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P. Hydrometallurgical Treatment of EAF Dust by Direct Sulphuric Acid Leaching at Atmospheric Pressure. Waste Biomass Valorization 2016, 7, 1531–1548. [Google Scholar] [CrossRef]
- Brunelli, K.; Dabalá, M. Ultrasound effects on zinc recovery from EAF dust by sulfuric acid leaching. Int. J. Miner. Metall. Mater. 2015, 22, 353–362. [Google Scholar] [CrossRef]
- Teo, Y.Y.; Lee, H.S.; Low, Y.C.; Choong, S.W.; Low, K.O.; Bhd, M.S. Hydrometallurgical Extraction of Zinc and Iron from Electric Arc Furnace Dust (EAFD) using Hydrochloric Acid. J. Phys. Sci. 2018, 29, 49–54. [Google Scholar] [CrossRef]
- Gargul, K.; Jarosz, P.; Malecki, S. Alkaline leaching of low zinc content iron-bearing sludges. Arch Metall. Mater. 2016, 61, 43–50. [Google Scholar] [CrossRef]
- Halli, P.; Hamuyuni, J.; Revitzer, H.; Lundstrom, M. Selection of leaching media for metal dissolution from electric arc furnace dust. J. Clean. Prod. 2017, 164, 265–276. [Google Scholar] [CrossRef]
- Xie, Z.; Jiang, T.; Chen, F.; Guo, Y.; Wang, S.; Yang, L. Phase Transformation and Zinc Extraction from Zinc Ferrite by Calcium Roasting and Ammonia Leaching Process. Crystals 2022, 12, 641. [Google Scholar] [CrossRef]
- Xie, Z.; Li, G.; Guo, Y.; Wang, S.; Chen, F.; Yang, L.; Fu, G.; Jiang, T. Mineral Phase Reconstruction and Separation Behavior of Zinc and Iron from Zinc-Containing Dust. Materials 2023, 16, 3481. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Liu, R.; Wang, H.; Liu, W.; Yang, T.; Chen, L. Recovery of zinc from electric arc furnace dust by alkaline pressure leaching using iron as a reductant. J. Cent. South Univ. 2021, 28, 2701–2710. [Google Scholar] [CrossRef]
- Wu, B.; Zhang, M.; Fu, Z.; Yang, S.; Wang, W.; Yang, Y. Recovery of Silver, Copper and Zinc in Sintering Filtrated Dust from Iron and Steel Metallurgical Process. Chin. J. Rare Met. 2015, 39, 1108–1114. [Google Scholar]
- Wang, Y.; Yang, Y.; Li, G.; Duan, Z.; Liu, W. Research on zinc and bismuth recovery from blast furnace sludge. Inorg. Chem. Ind. 2007, 39, 42–44. [Google Scholar]
- Qiao, Z.; Yang, Y.; He, Q.; Yang, H.; Li, W.; Li, Z.; Wang, W.; Shen, Z. Recovery of bismuth and other metals from blast furnace dust by leaching with oxalic acid-based deep eutectic solvent and precipitation. Hydrometallurgy 2023, 220, 106091. [Google Scholar] [CrossRef]
- Xue, Y.; Hao, X.; Liu, X.; Zhang, N. Recovery of Zinc and Iron from Steel Mill Dust-An Overview of Available Technologies. Materials 2022, 15, 4127. [Google Scholar] [CrossRef] [PubMed]
- Stewart, D.J.C.; Barron, A.R. Pyrometallurgical removal of zinc from basic oxygen steelmaking dust –A review of best available technology. Resour. Conserv. Recycl. 2020, 157, 104746. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Cui, K.; Fu, T.; Gao, J.; Hussain, S.; Algarni, T.S. Pyrometallurgical recovery of zinc and valuable metals from electric arc furnace dust—A review. J. Clean. Prod. 2021, 298, 126788. [Google Scholar] [CrossRef]
- Zhu, D.; Wang, D.; Pan, J.; Tian, H.; Xue, Y. A study on the zinc removal kinetics and mechanism of zinc-bearing dust pellets in direct reduction. Powder Technol. 2021, 380, 273–281. [Google Scholar] [CrossRef]
- Yakornov, S.A.; Panshin, A.M.; Kozlov, P.A.; Ivakin, D.A. Current state of electrical arc furnace dusts processing in Russia and abroad. Tsvetnye Met. 2017, 4, 23–29. [Google Scholar] [CrossRef]
- Grudinsky, P.; Zinoveev, D.; Kondratiev, A.; Delitsyn, L.; Kulumbegov, R.; Lysenkov, A.; Kozlov, P.; Dyubanov, V. Reduction Smelting of the W aelz Slag from Electric Arc Furnace Dust Processing: An Experimental Study. Crystals 2023, 13, 318. [Google Scholar] [CrossRef]
- Zhu, R.; Huang, R.; Xu, A.; Li, B.; Zang, Y.; Deng, X.; Yang, J.; Li, M.; Long, X. Research status and development of extraction process of zinc-bearing dust from ironmaking and steelmaking-a critical review. J. Iron Steel Res. Int. 2023, 30, 1303–1323. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Z.; Feng, H.; Wang, J.; She, X.; Xue, Q. Technology of treating zinc-containing dust and mud in iron and steel plant by rotary hearth furnace. Sinter. Pelletizing 2022, 47, 106–145. [Google Scholar]
- Xie, X.; Lu, J.; Wang, P. Baosteel comprehensive utilization technology of sludge and dust resources. Baosteel Technol. 2019, 3, 7–10. [Google Scholar]
- Kuwauchi, Y.; Barati, M. A Mathematical Model for Carbothermic Reduction of Dust-Carbon Composite Agglomerates. ISIJ Int. 2013, 53, 1097–1105. [Google Scholar] [CrossRef]
- Peng, C.; Fan, J.F. Rotary hearth furnace process development in Baosteel. Iron Steel 2019, 54, 97–100. [Google Scholar]
Figure 1.
Global and Chinese production of crude steel and FMDS from 2003 to 2022. (a) Global production volume; (b) Chinese production volume.
Figure 1.
Global and Chinese production of crude steel and FMDS from 2003 to 2022. (a) Global production volume; (b) Chinese production volume.

Figure 2.
Different processes of FMDS production. Reprinted from [8] with permission from Elsevier Copyright 2022.
Figure 2.
Different processes of FMDS production. Reprinted from [8] with permission from Elsevier Copyright 2022.

Figure 3.
Schematic diagram of in-plant recycling process.

Figure 4.
Flowchart of FMDS recycling process in washing and quadruple-effect evaporator.

Figure 5.
Common leaching agents and leaching principles.

Figure 6.
Mechanism of carbon thermal reduction of metallurgical dust and sludge. Reprinted from [80] with permission from Elsevier Copyright 2021.
Figure 6.
Mechanism of carbon thermal reduction of metallurgical dust and sludge. Reprinted from [80] with permission from Elsevier Copyright 2021.

Figure 7.
Flowchart of rotary kiln process. Reprinted from [80] with permission from Elsevier Copyright 2021.
Figure 7.
Flowchart of rotary kiln process. Reprinted from [80] with permission from Elsevier Copyright 2021.

Figure 8.
Flowchart of rotary hearth furnace process.

Figure 9.
Flowchart of the proposed process: multi-source ferrous metallurgical dust and sludge cooperative treatment—full quantitative recovery of valuable elements.
Figure 9.
Flowchart of the proposed process: multi-source ferrous metallurgical dust and sludge cooperative treatment—full quantitative recovery of valuable elements.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition (wt%) of typical FMDSs.
| Fe | C | K | Na | Zn | Pb | Cr | References | |
|---|---|---|---|---|---|---|---|---|
| Electric furnace arc dust | 29 | 3 | 1.2 | 1.5 | 27 | 2.5 | 0.5 | [9] |
| 30 | - | 0.16 | 3.38 | 19.02 | 0.99 | 0.34 | [10] | |
| 32.3 | - | 2.2 | 1.54 | 26.7 | 3.16 | 0.11 | [11] | |
| Sintering dust | 25 | 2.7 | 2.8 | 0.3 | - | 22.4 | - | [12] |
| 30.31 | - | 10.35 | 2.52 | 0.07 | 1.09 | - | [13] | |
| 21.73 | 2.76 | 11.5 | 1.48 | 0.2 | 0.89 | - | [14] | |
| Blast furnace dust | 35.9 | 13.5 | 0.5 | 0.3 | 9.54 | - | - | [15] |
| 30.73 | 32.53 | 0.18 | 0.048 | 0.09 | - | 0.009 | [16] | |
| 23.51 | 25.8 | 9.71 | 4.89 | 5.65 | 1.63 | - | [17] | |
| Converter sludge | 49.87 | 0.97 | - | - | 9.37 | 0.24 | - | [18] |
| 50–80 | 0.2–4.5 | <0.2 | 0.2–1.4 | 1.7–6.5 | 0.2–1.8 | 0.01–0.5 | [19] | |
| 57.47 | - | 0.027 | - | 7.58 | 0.072 | 0.037 | [20] |
Table 2.
Typical crystalline phases present in several FMDSs.
| Element | Sintering Dust | Blast Furnace Dust and Sludge | Electric Arc Furnace Dust | Converter Dust and Sludge |
|---|---|---|---|---|
| Fe | Fe2O3, Fe3O4 | Fe3O4, Fe2O3 | Fe3O4, FeO, ZnFe2O4 | FeO, Fe2O3, Fe3O4, MFe |
| Zn | - | ZnO, ZnFe2O4 | ZnO, ZnFe2O4 | ZnO, ZnFe2O4 |
| Pb | PbCl2, Pb3O4 | - | PbO | - |
| K | KCl | KCl | KCl | - |
| Na | NaCl | NaCl | NaCl | - |
| References | [26,27,28] | [29] | [18,30] | [31,32,33] |
Table 3.
Comparison of advantages and disadvantages of various processes.
| Process Mode | Common Process | Advantages | Disadvantages | Type of Dust and Sludge Treated |
|---|---|---|---|---|
| In-plant recycling process | Sintering Process Pelletizing Process | 1. Iron resources can be directly recovered 2. Can directly use the existing equipment in the plant | 1. Raw materials with high content of harmful elements shall not be used 2. Harmful elements cannot be effectively removed | Dust and sludge with less harmful elements |
| Beneficiation Recovery Process | Independent mineral processing Beneficiation combined method | 1. Simple process, less investment 2. The payback period of investment is short | 1. The type of dust suitable for handling is limited 2. The separation of iron and zinc elements is not complete | Blast furnace dust and sludge |
| Water washing process | Water washing salt-rich process | 1. Mature technology 2. The effect of salt extraction is remarkable | 1. High water consumption 2. Serious corrosion of equipment | ESP dust and Blast furnace bag dust |
| Wet leaching process | Acid leaching Alkaline leaching Ammonia leaching | 1. Strong leaching ability, good leaching effect 2. Low energy consumption | 1. It is not suitable to deal with low zinc dust 2. Environmental pollution 3. The impurity removal process is complex | Secondary dust after fire treatment and Electric furnace dust |
| Pyrometallurgical process | Rotary kiln process Rotary hearth furnace process DK process OxyCup process | 1. To separate iron from harmful elements 2. Can use the residual carbon in the dust 3. Enrichment of non-ferrous metal elements 4. Mature technology, large processing capacity | 1. High energy consumption 2. The metallization rate of iron is not easy to control | A variety of metallurgical dusts with high iron content |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, J.; Zhang, Y.; Long, Y.; Du, P.; Tian, T.; Ren, Q. Multi-Source Ferrous Metallurgical Dust and Sludge Recycling: Present Situation and Future Prospects. Crystals 2024, 14, 273. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14030273
AMA Style
Zhang J, Zhang Y, Long Y, Du P, Tian T, Ren Q. Multi-Source Ferrous Metallurgical Dust and Sludge Recycling: Present Situation and Future Prospects. Crystals. 2024; 14(3):273. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14030273
Chicago/Turabian StyleZhang, Jiansong, Yuzhu Zhang, Yue Long, Peipei Du, Tielei Tian, and Qianqian Ren. 2024. "Multi-Source Ferrous Metallurgical Dust and Sludge Recycling: Present Situation and Future Prospects" Crystals 14, no. 3: 273. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14030273
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.