Influence of Washing and Sterilization on Properties of Polyurethane Coated Fabrics Used in Surgery and for Wrapping Sterile Items


Abstract
:
1. Introduction
2. Materials and Methods
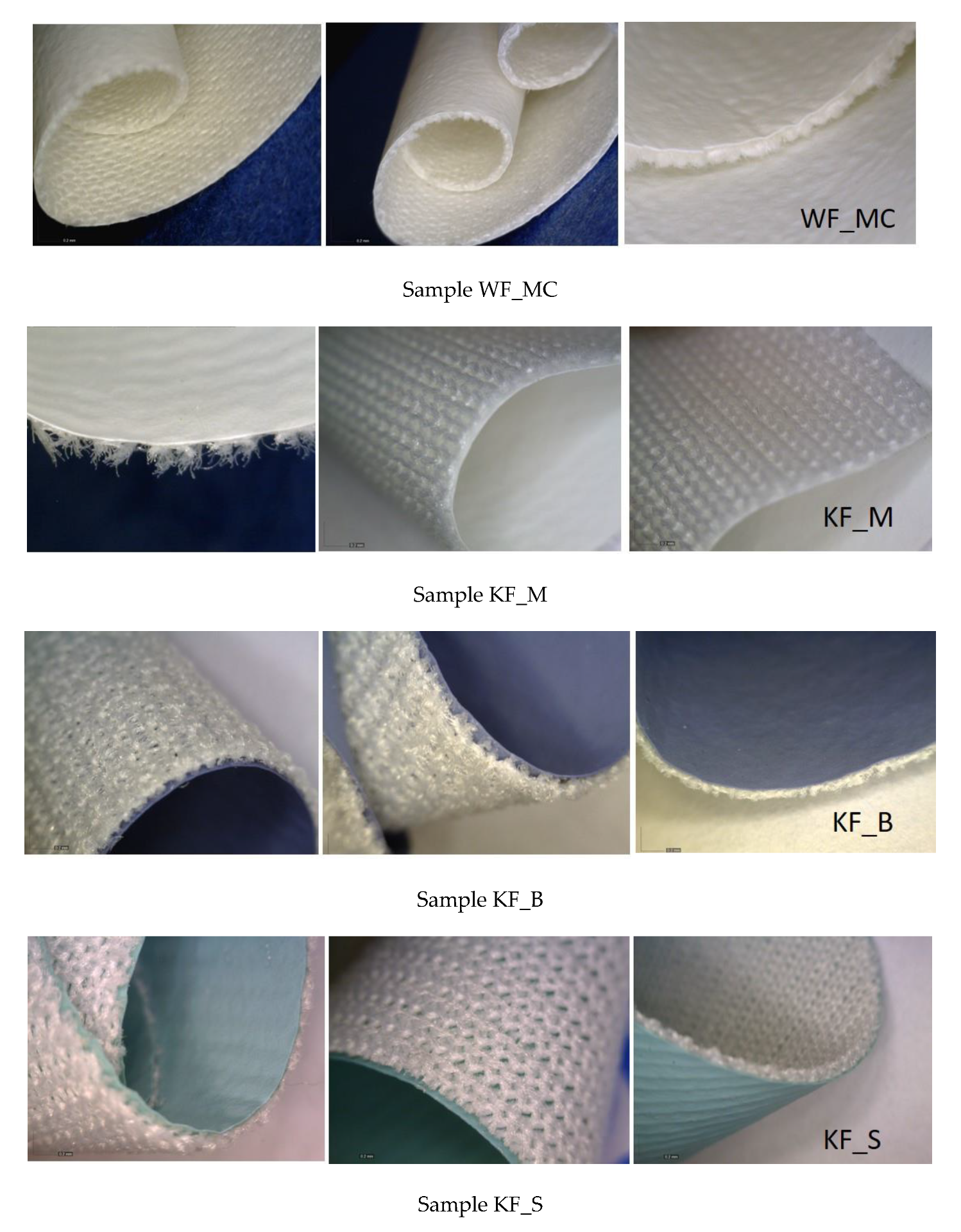
2.1. Materials
2.2. Methods
2.2.1. Washing and Sterilization
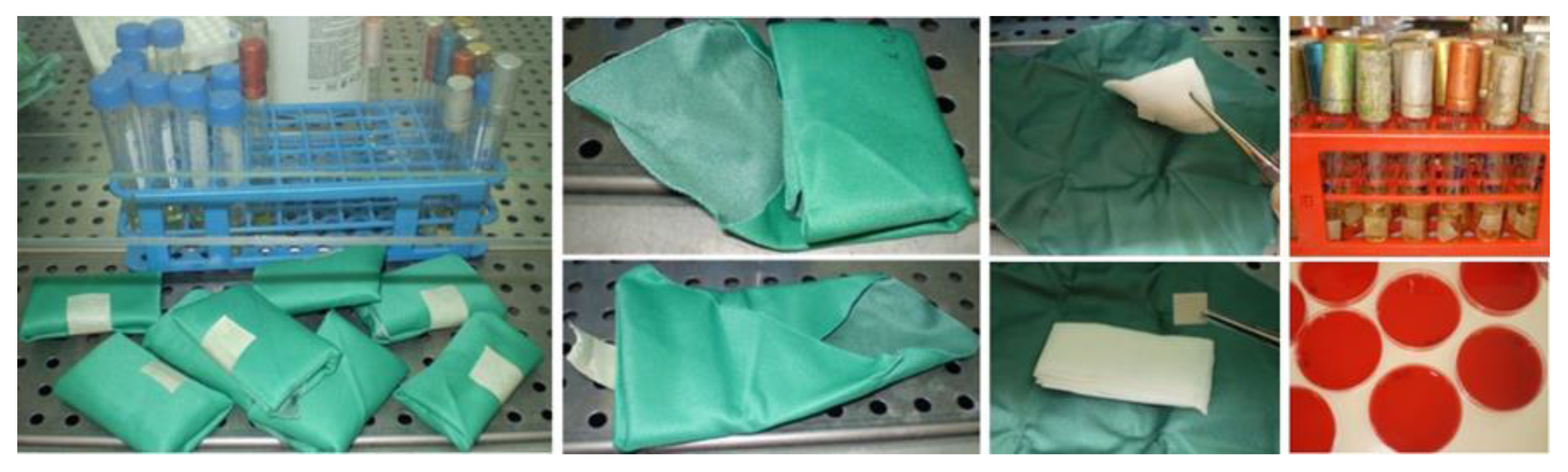
2.2.2. Microbial Barrier Properties
2.2.3. New Method for Testing the Durability of Microbial Package Barrier after Sterilization
2.2.4. Breaking Strength and Breaking Elongation
2.2.5. Fourier-Transform Infrared Spectroscopy-FTIR
3. Results and Discussion
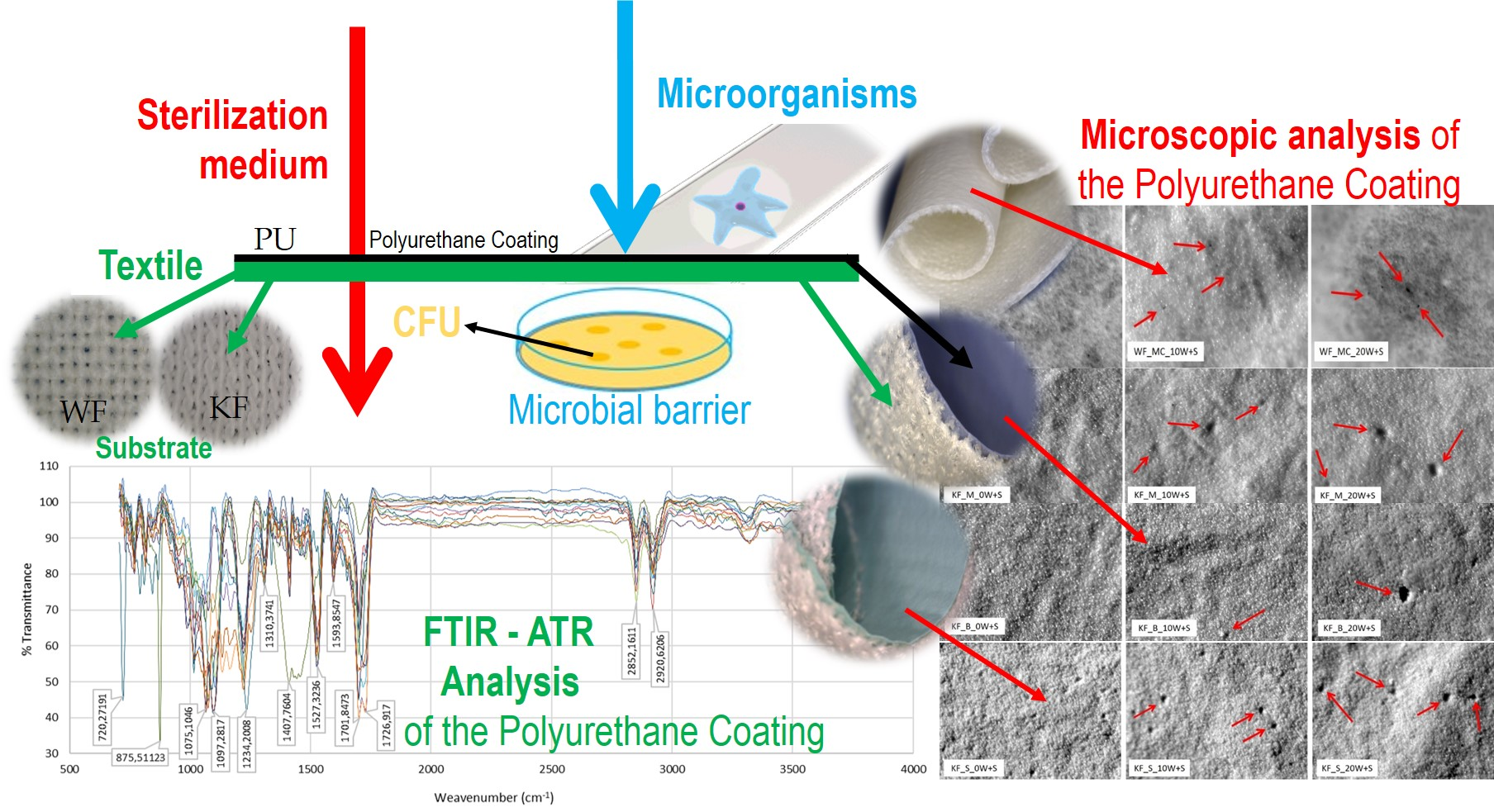
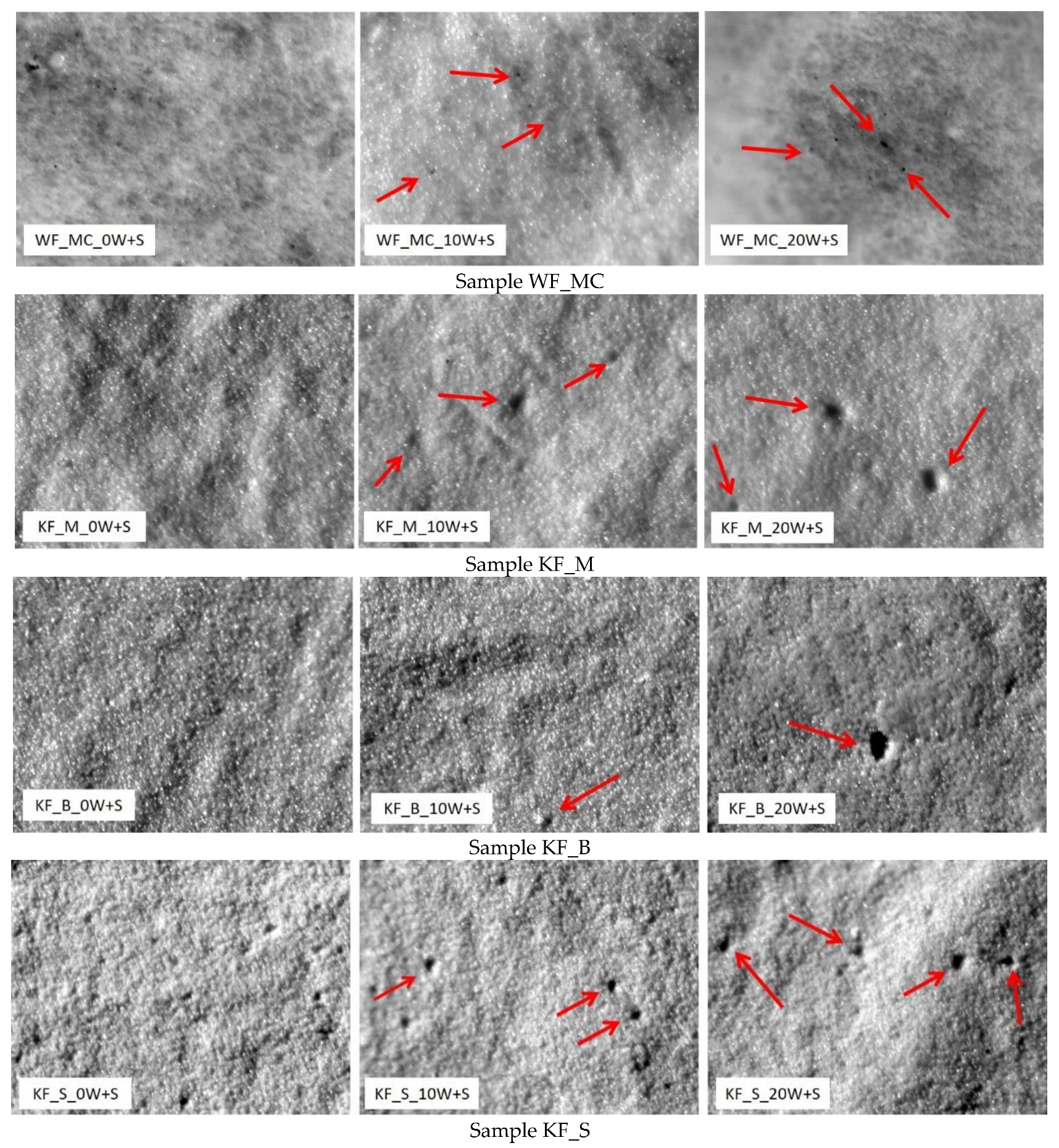
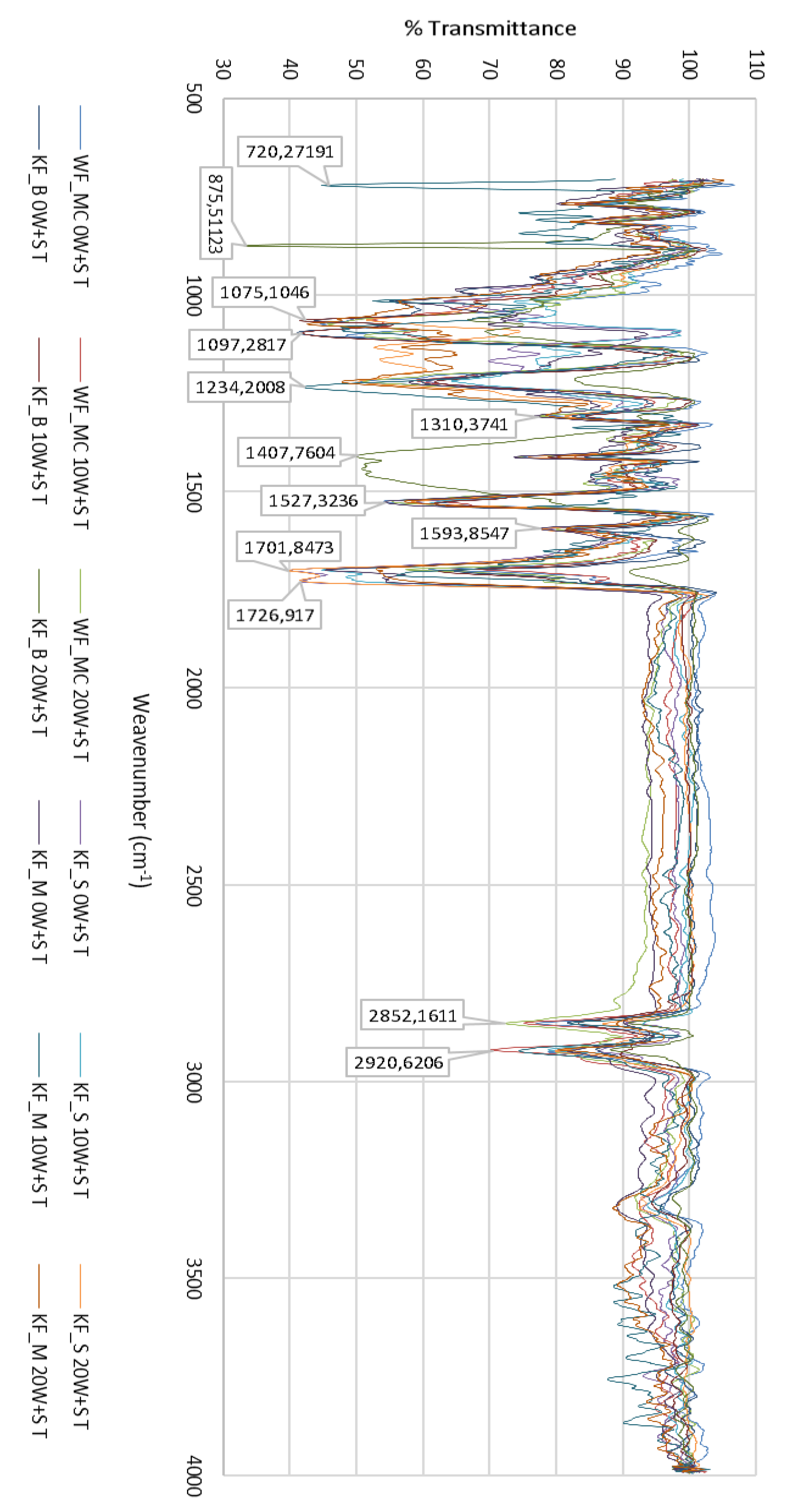
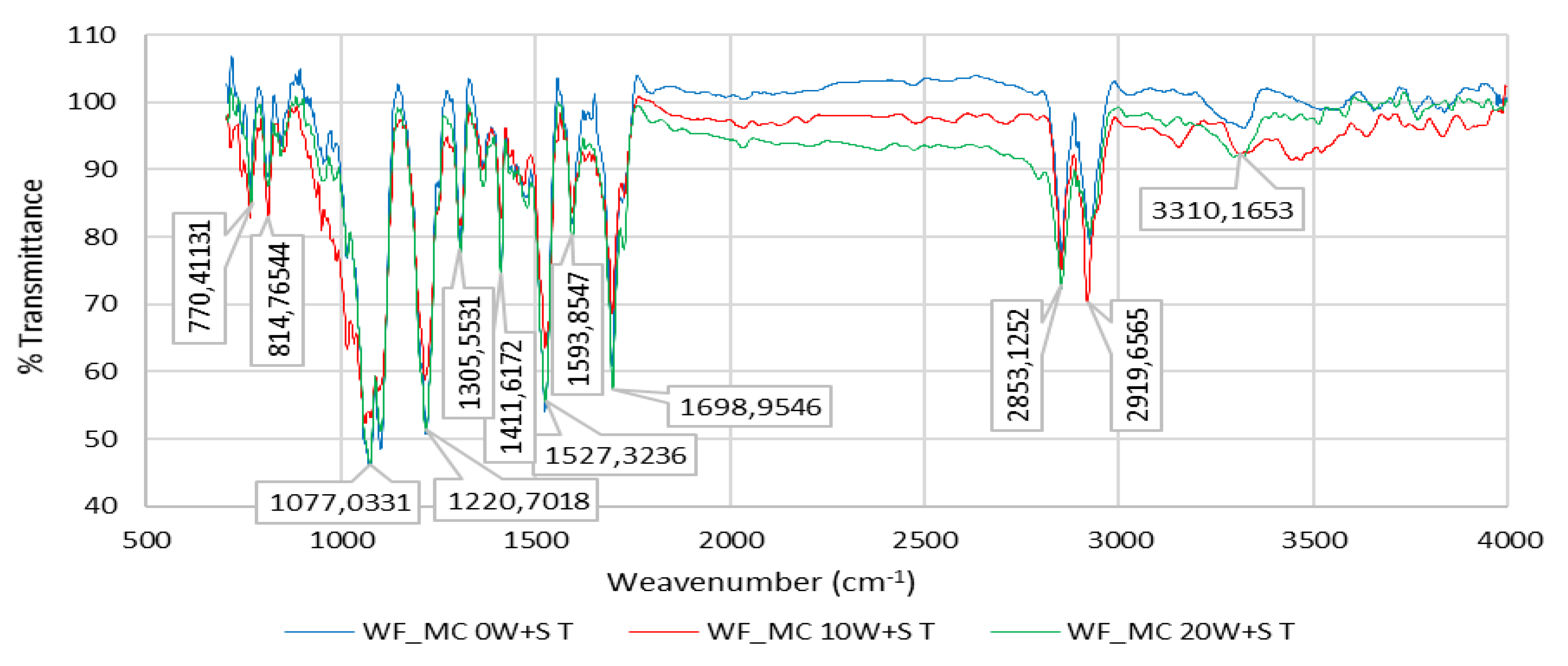
3.1. FTIR–ATR Analysis of the Polyurethane Coating
3.2. FTIR Spectrum of the PU Coating of Sample WF_MC (40%/CO 60%) for 0 W + S
3.3. FTIR Spectrum of the PU Coating of Sample WF_MC (40%/CO 60%) after 10 W + S
3.4. FTIR Spectrum of the PU Coating of Sample WF_MC (40%/CO 60%) after 20 W + S
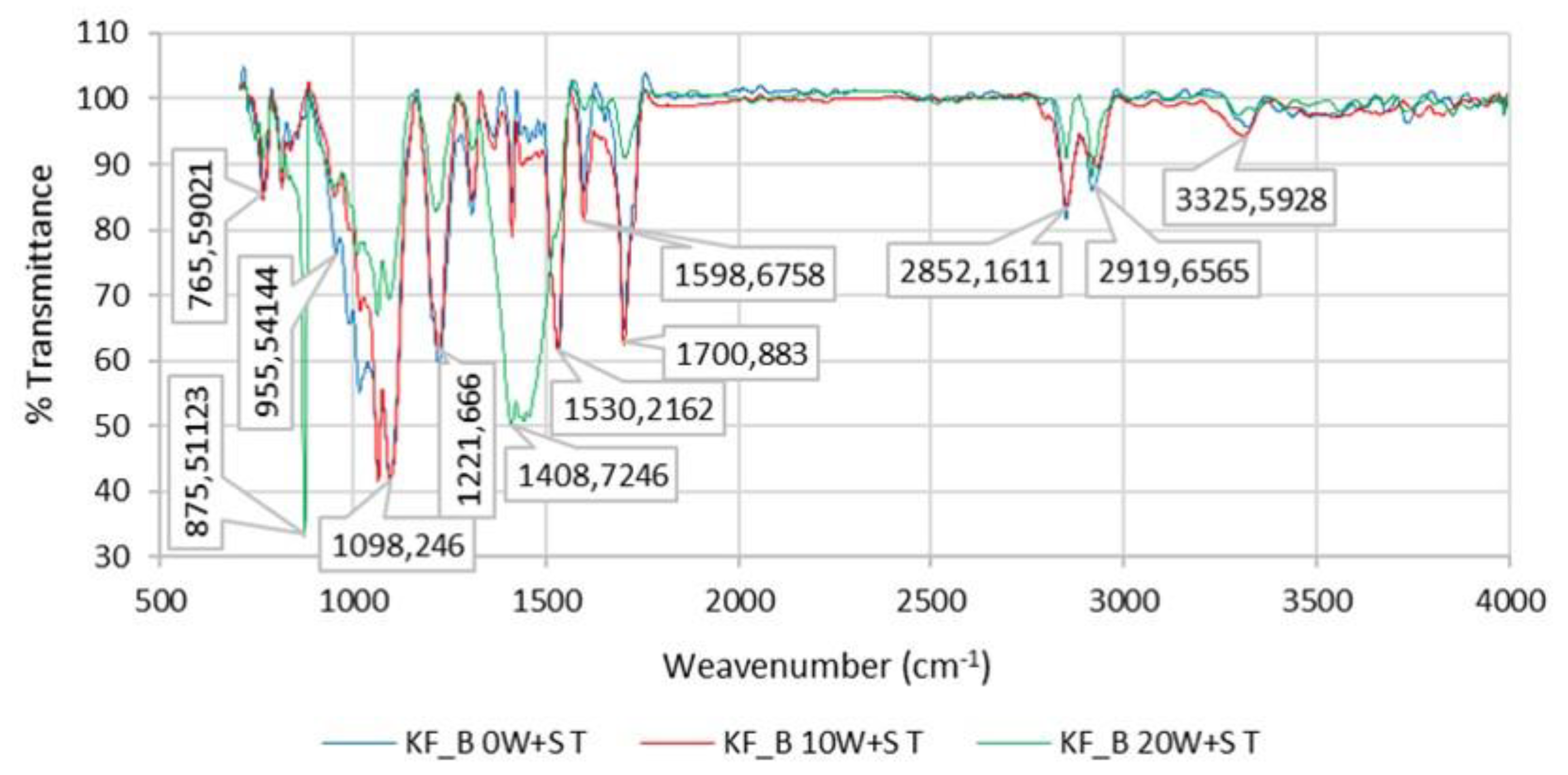
3.5. FTIR Spectrum of the PU Coating of Sample KF_B (PU 47%/PA 53%) for 0 W + S, after 10 W + S and after 20 W + S
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fung, W. Coated and Laminated Textiles; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Zhou, W.; Reddy, N.; Yang, Y. Textiles for Protection; Scott, R.A., Ed.; Woodhead Publishing: Cambridge, UK, 2005. [Google Scholar]
- Shishoo, R. Textiles for Sports; Woodhead Publishing: Cambridge, UK, 2005. [Google Scholar]
- Dembický, J.; Jain, S.; Charaya, V. Characteristics of coating process. Vlak. Text. (Fibres Text.) 2008, 15, 19–27. [Google Scholar]
- Sen, A.K.; Damewood, J. Coated Textiles: Principles and Applications; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Williamsona, M.R.; Blackb, R.; Kielty, C. Mechanical responses of a compliant electrospun poly(L-lactide-co-e-caprolactone) small-diameter vascular graft. Biomaterials 2006, 27, 3608–3616. [Google Scholar]
- Buttafocoa, L.; Kolkmana, N.G.; Engbers-Buijtenhuijsa, P.; Poota, A.A.; Dijkstraa, P.J.; Vermesa, I.; Feijen, J. Electrospinning of collagen and elastin for tissue engineering applications. Biomaterials 2006, 27, 724–734. [Google Scholar] [CrossRef] [PubMed]
- Ma, Z.; Kotak, M.; Yong, T.; Heb, W.; Ramakrishna, S. Surface engineering of electrospun polyethylene terephthalate (PET) nanofibers towards development of a new material for blood vessel engineering. Biomaterials 2005, 26, 2527–2536. [Google Scholar] [CrossRef]
- Eberhart, A.; Zhang, Z.; Guidoin, R.; Laroche, G.; Guay, L.; Faye, D.D.L.; Batt, M.; King, M.W. A new generation of polyurethane vascular prostheses: Rara Avis or Ignis Fatuus? J. Biomed. Mater. Res. Appl. Biomater. 2004, 48, 546–558. [Google Scholar] [CrossRef]
- Kitamoto, Y.; Tomita, M.; Kiyama, S.; Inoue, T.; Yabushita, Y.; Sato, T.; Ryoda, H.; Sato, T. Antithrombotic mechanisms of urokinase immobilized polyurethane. Thromb. Haemost. 1991, 65, 73–76. [Google Scholar]
- Edwards, A.; Carson, R.J.; Szycher, M.; Bowald, S. In vitro and in vivo biodurability of a compliant microporous vascular graft. J. Biomater. Appl. 1998, 13, 23–45. [Google Scholar] [CrossRef]
- Tiwari, A.; Salacinski, H.J.; Seifalian, A.M.; Hamilton, G. New prostheses for use in bypass grafts with special emphasis on polyurethanes. Cardiovasc. Surg. 2002, 10, 191–197. [Google Scholar] [CrossRef]
- Marois, Y.; Akoum, A.; King, M.; Guidoin, R.; Maltzahn, W.; Kowligi, R.; Eberhart, R.C.; Teijeira, F.J.; Verreault, J. A novel microporous polyurethane vascular graft: In vivo evaluation of the UTA prosthesis implanted as infra-renal aortic substitute in dogs. J. Investig. Surg. 1993, 6, 273–288. [Google Scholar] [CrossRef]
- Uchida, N.; Kambic, H.; Emoto, H.; Ji-Feng, C.; Shan-hui, H.; Murabayashi, S.; Harasaki, H.; Nose, Y. Compliance effect on small diameter polyurethane graft patency. J. Biomed. Mater. Res. 1993, 27, 1269–1279. [Google Scholar] [CrossRef]
- Hsu, S.H.; Tseng, H.; Wu, M.S. Comparative in vitro evaluation of two different preparations of small diameter polyurethane vascular grafts. J. Artif. Organ. 2000, 24, 119–128. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z.; Liu, S.; Kodama, M. Pore size, tissue in growth, and endothelialization of small-diameter microporous polyurethane vascular prostheses. Biomaterials 2004, 25, 177–187. [Google Scholar] [CrossRef]
- Pezelj, E.; Andrassy, M.; Čunko, R. Suvremeni tehnički tekstil—Specifični zahtjevi na vlakna. Tekstil-Zagreb 2002, 51, 261–277. [Google Scholar]
- Kovačević, S.; Schwarz, I.; Brnada, S. Technical Fabrics; University textbook; University of Zagreb Faculty of Textile Technology Zagreb: Zagreb, Croatia, 2020. [Google Scholar]
- Rogina-Car, B. Microbial Barrier Properties of Medical Textiles. Ph.D. Thesis, Faculty of Textile Technology, University of Zagreb, Zagreb, Croatia, 2014. [Google Scholar]
- Belkin, N.L. Aseptic barrier materials for surgical gowns and drapes. AORN J. 1988, 47, 572–576. [Google Scholar]
- Šoša, T. Kirurgija; Naklada Ljevak: Hrvatska, Zagreb, Croatia, 2007; ISBN 978-953-178-855-7. [Google Scholar]
- Van Langenhove, L. Smart Textiles for Medicine and Healthcare; Woodhead Publishing Limited: Cambrige, UK, 2007; ISBN-13: 978-1-84569-097-7. [Google Scholar]
- Scott, R.A. Textiles for Protection; Woodhead Publishing Limited: Cambrige, UK, ISBN-13: 978-1-84569-097-7.
- Die EN 13795: OP-Textilien Sind Medizinprodukte. Medical Fabrick GORE™ und ASSIST™ Sind Marken von W.L. Gore & Associates W.L. Gore & Associates GmbH. 2006. Printed in Germany. D1020.TESB7025L02. Available online: https://www.beuth.de/de/norm/din-en-13795/135087909 (accessed on 2 February 2020).
- Enko, M.T. Pakiranje Materijala za Sterilizaciju; WFHSS-ÖGSV Basic Script: Zagreb, Croatia, 2009. [Google Scholar]
- Bojic-Turcic, V. Sterilization and Disinfection in Medicine; Medicinska naklada, Medicom: Zagreb, Croatia, 1994; ISBN 953-176-024-1. [Google Scholar]
- ISO 11607-1. Packaging for Terminally Sterilized Medical Devices—Part 1: Requirements for Materials, Sterile Barrier Systems and Packaging Systems. 2006. Available online: https://www.iso.org/obp/ui/#iso:std:iso:11607:-1:ed-1:v1:en (accessed on 2 February 2020).
- ISO 11607-2. Packaging for Terminally Sterilized Medical Devices—Part 2: Validation Requirements for Forming, Sealing and Assembly Processes. 2006. Available online: https://www.iso.org/standard/70800.html (accessed on 2 February 2020).
- Chen, H.D.; Ashwini, S.; Kucknoor, S.A.; Guo, Z.; Gomes, J.A. Silver-Doped TiO2/Polyurethane Nanocomposites for Antibacterial Textile Coating. BioNanoScience 2014, 4, 136–148. [Google Scholar]
- Chattopadhyay, D.; Prasad, P.; Sreedhar, B.; Raju, K. The phase mixing of moisture cured polyurethane-urea during cure. Prog. Org. Coat. 2005, 54, 296–304. [Google Scholar] [CrossRef]
- Ni, H.; Aaserud, D.J.; Simonsick, W.J., Jr.; Soucek, M.D. Preparation and characterization of alkoxysilane functionalized isocyanurates. Polymer 2000, 41, 57–71. [Google Scholar] [CrossRef]
- Gouveia, I.C. Nanobiotechnology: A new strategy to develop non-toxic antimicrobial textiles for healthcare applications. J. Biotechnol. 2010, 150, 407–414. [Google Scholar] [CrossRef]
- Dubas, S.; Kumlangdudsana, T.; Potiyaraj, P. Layer-by-layer deposition of antimicrobial silver nanoparticles on textile fibers. Colloid Surf. A Physicochem. Eng. Asp. 2006, 289, 105–109. [Google Scholar] [CrossRef]
- Charpentier, P.A.; Burgess, K.; Wang, L.; Chowdhury, R.R.; Lotus, A.F.; Moula, G. Nano-TiO2/polyurethane composites for antibacterial and self-cleaning coatings. Nanotechnology 2012, 23, 425606. [Google Scholar] [CrossRef]
- Tehrani-Bagha, R.A.; Holmberg, K. Solubilization of hydrophobic dyes in surfactant solutions. Materials 2013, 6, 580–608. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Horvat-Varga, S. The Impact of Technological Parameters of the High-Frequency Welding Process. Master’s Thesis, University of Zagreb, Zagreb, Croatia, 2009. [Google Scholar]
- Specifications of the Textile Factory Čateks d.d., Čakovec, Croatia—Internal Instructions for the PU Layering Process.
- Rogina-Car, B.; Budimir, A.; Turčić, V.; Katović, D. Do multi-use cellulosic textiles provide safe protection against contamination of sterilized items? Cellulose 2014, 21, 2101–2109. [Google Scholar] [CrossRef]
- Rogina-Car, B.; Budimir, A.; Turčić, V.; Katović, D. Cellulosic textiles as wrapping material in medical sterilization. In Cellulose and Cellulose Composites: Modification, Characterization and Applications; Mondal, I.H., Ed.; Nova Science Publishers, Inc.: New York, NY, USA, 2015; pp. 415–444. [Google Scholar]
- ISO 13934-1. Textiles—Tensile Properties of Fabrics—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. 1999. Available online: https://www.iso.org/standard/60676.html (accessed on 2 February 2020).
- HRN EN ISO 3801. Textil—Woven Fabrics—Determination of Mass Per Unit Length and Mass Per Unit Area (ISO 3801:1977). 2003. Available online: https://www.iso.org/standard/9335.html (accessed on 2 February 2020).
- ISO 5084. Textiles-Determination of Thickness of Textiles and Textile Products. 1996. Available online: https://www.iso.org/standard/23348.html (accessed on 2 February 2020).
- Schwanninger, M.; Rodriguez, J.C.; Pereira, H.; Hinterstoisser, B. Effects of short-time vibratory ball milling on the shape of FT-IR spectra of wood and cellulose. Vibr. Spec. Vib. Spectrosc. 2004, 36, 23–40. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Structure | Composition | Substrate/Raw Material Content | Layer/Coated | Mass Per Unit Area (g/m2) | Thickness (mm) |
|---|---|---|---|---|---|---|
| WF_MC | Plain | 40% PU/60% CO | 100% Cotton woven fabric | 100% PU | 258.70 | 0.44 |
| KF_M | Plain | 58% PU/42% PES | 100% PES knitted fabric | 100% PU | 127.26 | 0.30 |
| KF_B | Rib 1x1 | 47% PU/53% PA | 100% PA knitted fabric | 100% PU | 194.15 | 0.52 |
| KF_S | Rib 1x1 | 50% PU/50% PES | 100% PES knitted fabric | 100% PU | 200.56 | 0.47 |
| Washing Solution | Disinfecting Agent | Temperature, °C | Bath Ratio |
|---|---|---|---|
| 0.7 g/kg Ce 2.5 g/kg Ca | 4 g/kg Cc | 60 | 1:5 |
| Samples | Mass Per Area (g/m2) | Thickness (mm) | * Dimensional Change (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 0 W + S | 10 W + S | 20 W + S | 0 W + S | 10 W + S | 20 W + S | 10 W + S | 20 W + S | ||
| WF_MC | Mean | 258.70 | 258.35 | 250.09 | 0.44 | 0.46 | 0.44 | 625 cm2 0% | 623.13 cm2 −0.3% |
| SD | 1.07 | 4.29 | 1.82 | 0 | 0 | 0 | |||
| CV (%) | 0.41 | 1.66 | 0.73 | 1.15 | 2.9 | 2.0 | |||
| KF_M | Mean | 127.26 | 136.05 | 136.01 | 0.30 | 0.34 | 0.34 | 575 cm2 −8% | 575 cm2 −8% |
| SD | 1.72 | 0.23 | 3.15 | 0 | 0 | 0 | |||
| CV (%) | 1.35 | 0.17 | 2.32 | 1.0 | 2.0 | 2.9 | |||
| KF_B | Mean | 194.15 | 203.33 | 209.00 | 0.52 | 0.55 | 0.58 | 600 cm2 −4% | 587.50 cm2 −6% |
| SD | 1.32 | 3.97 | 0.01 | 0 | 0 | 0 | |||
| CV (%) | 0.68 | 1.95 | 0 | 0.9 | 1.9 | 1.4 | |||
| KF_S | Mean | 200.56 | 215.96 | 216.13 | 0.47 | 0.50 | 0.51 | 568.75 cm2 −9% | 568.75 cm2 −9% |
| SD | 2.6 | 0.42 | 2.73 | 0 | 0 | 0 | |||
| CV (%) | 1.3 | 0.19 | 1.26 | 3.2 | 1.8 | 2.3 | |||
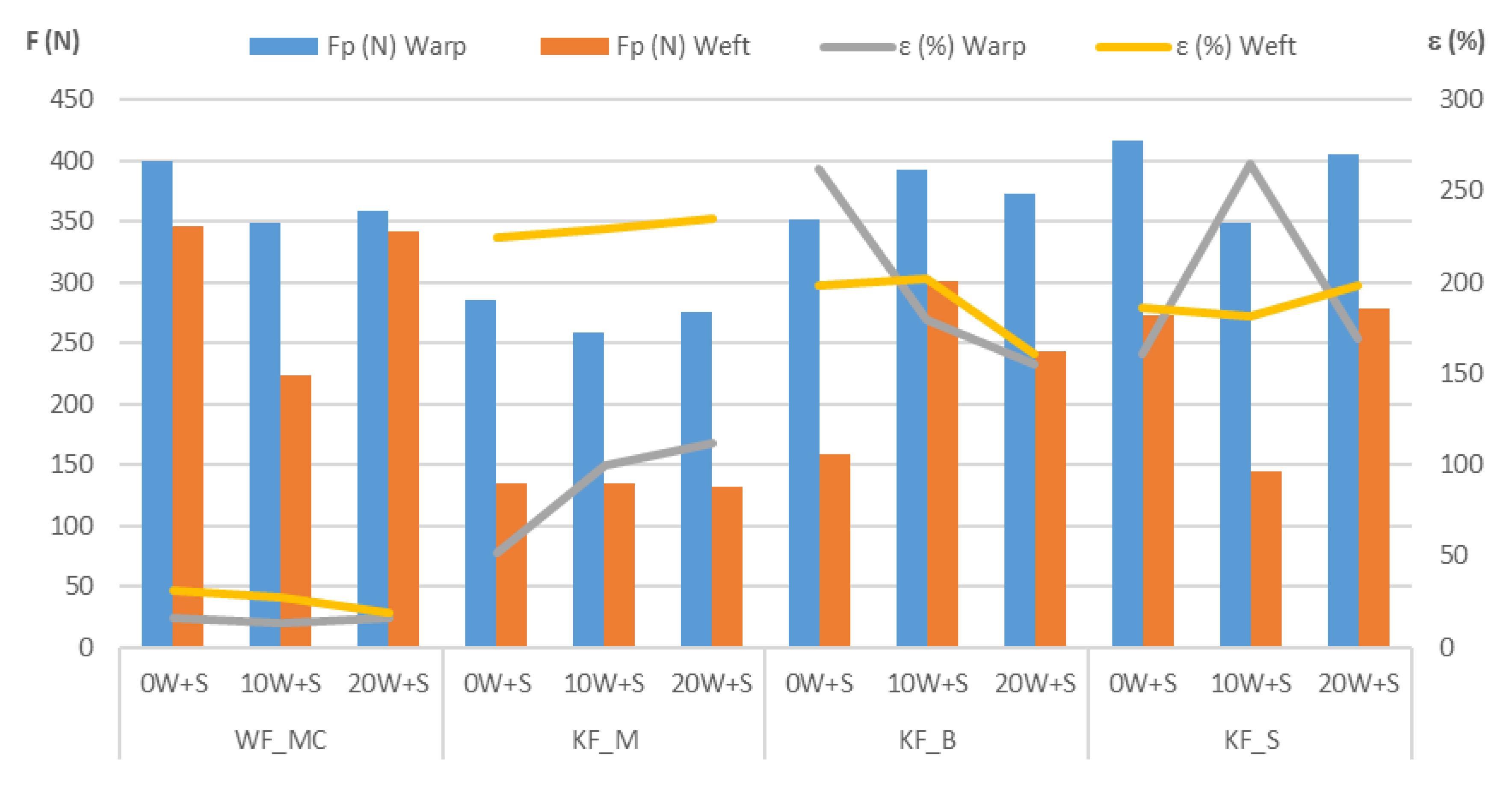
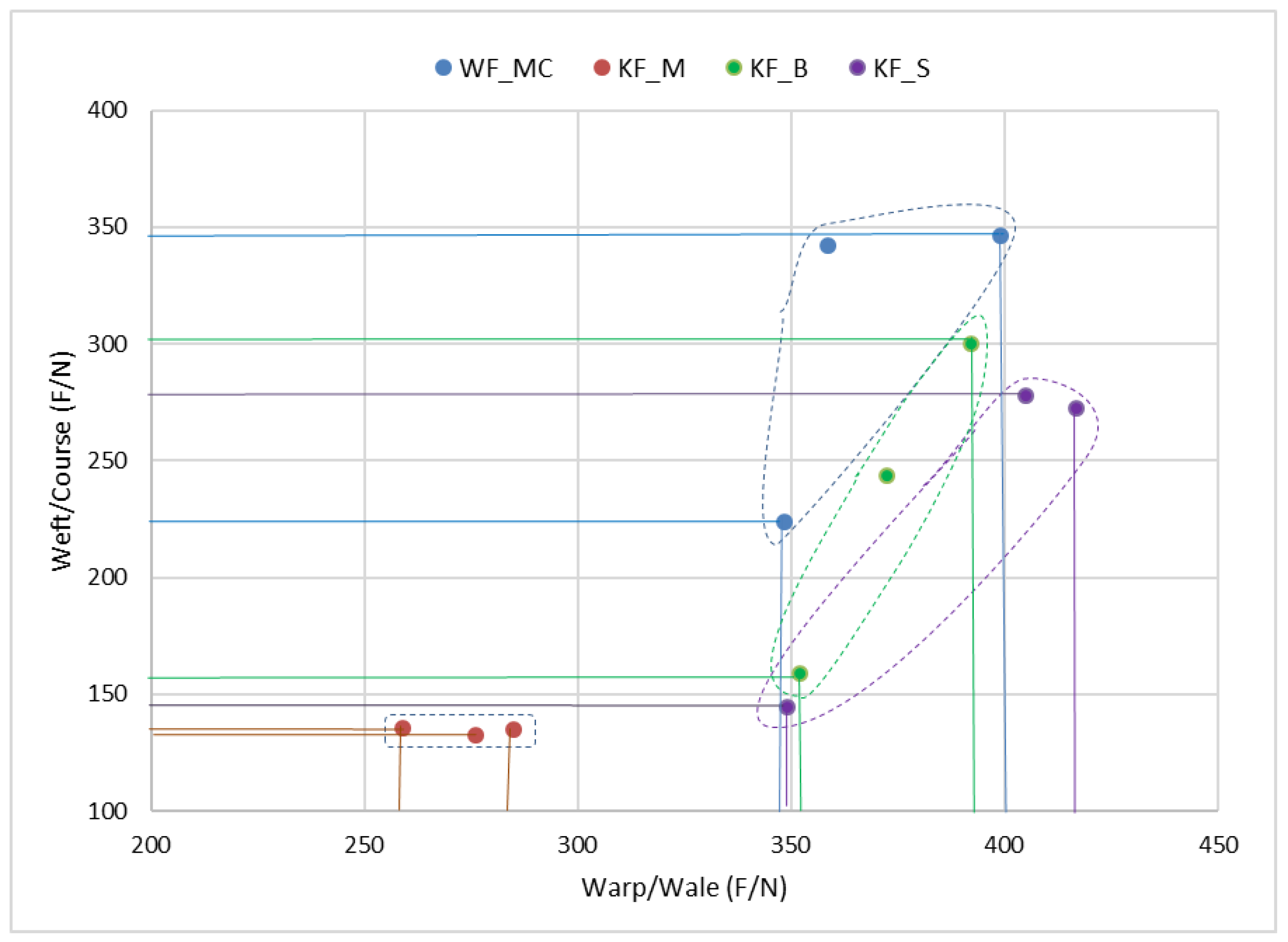
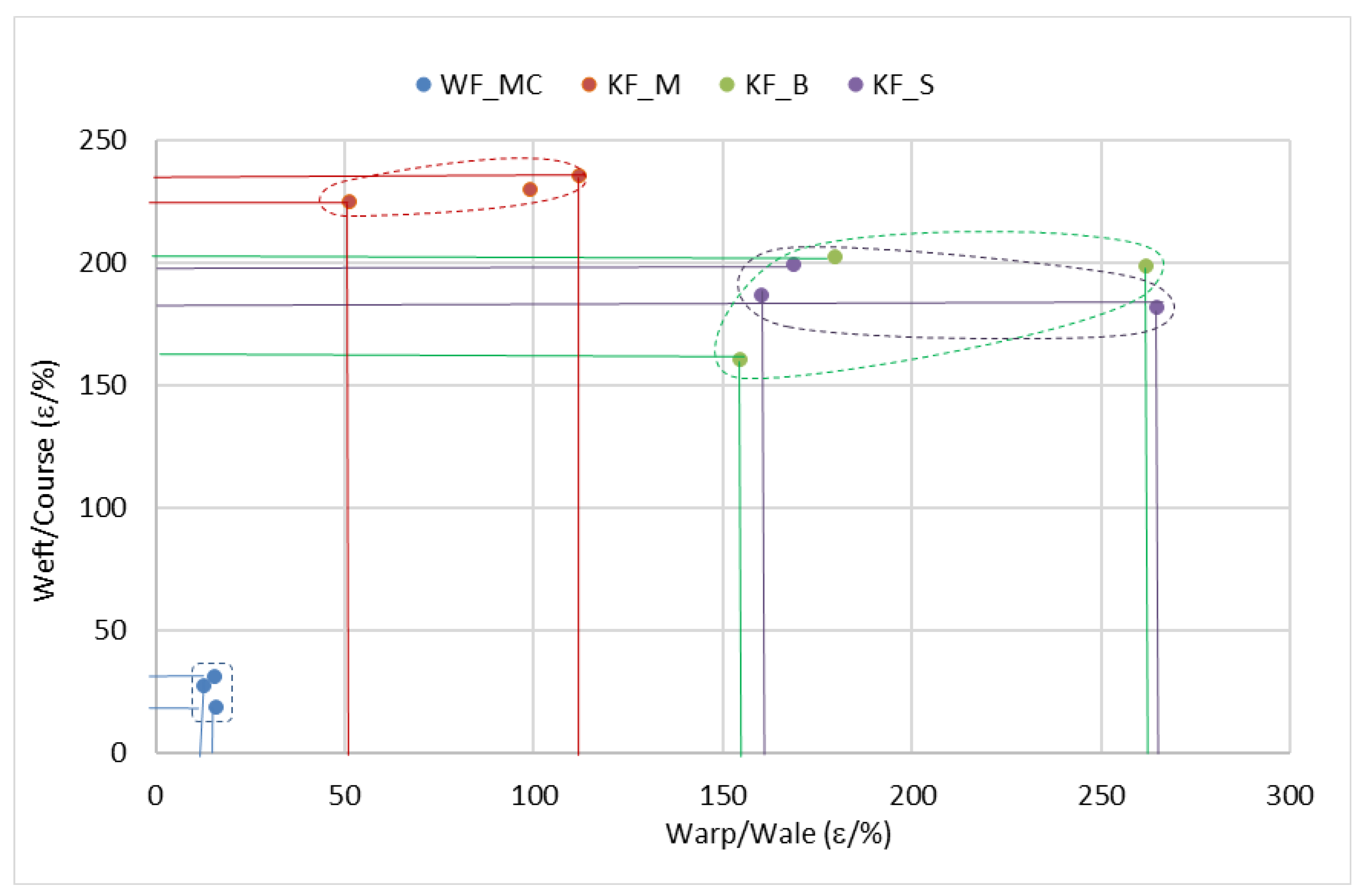
| Samples | Warp | Weft | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F (cN) | T (N/mm) | ε (%) | F (cN) | T (N/mm) | ε (%) | ||||||||
| Mean | CV (%) | Mean | CV (%) | Mean | CV (%) | Mean | CV (%) | Mean | CV (%) | Mean | CV (%) | ||
| WF_MC | 0 W + S | 399.01 | 5.90 | 18.14 | 3.81 | 15.80 | 5.73 | 346.19 | 7.75 | 15.74 | 6.65 | 30.84 | 3.53 |
| 10 W + S | 348.33 | 7.25 | 15.14 | 6.02 | 12.99 | 10.33 | 223.70 | 25.86 | 9.73 | 10.23 | 27.48 | 4.15 | |
| 20 W + S | 358.75 | 12.23 | 16.31 | 10.33 | 16.16 | 9.17 | 342.18 | 10.88 | 15.55 | 8.99 | 18.45 | 1.80 | |
| KF_M | 0 W + S | 285.02 | 9.31 | 19.00 | 7.52 | 51.54 | 5.19 | 134.73 | 8.94 | 8.98 | 7.66 | 224.43 | 3.69 |
| 10 W + S | 258.95 | 5.78 | 15.23 | 4.54 | 99.27 | 2.89 | 135.36 | 2.84 | 7.96 | 2.05 | 229.65 | 4.40 | |
| 20 W + S | 276.12 | 4.27 | 16.24 | 3.27 | 112.11 | 2.57 | 132.50 | 2.90 | 7.79 | 3.11 | 235.20 | 2.98 | |
| KF_B | 0 W + S | 352.21 | 2.27 | 13.55 | 1.99 | 158.98 | 2.68 | 262.13 | 2.34 | 10.08 | 2.98 | 198,08 | 1.82 |
| 10 W + S | 392.30 | 5.13 | 14.27 | 4.02 | 179.83 | 2.84 | 300.32 | 13.26 | 10.92 | 9.87 | 202.10 | 4.50 | |
| 20 W + S | 372.5 | 9.11 | 12.84 | 7.56 | 154.69 | 4.37 | 243.54 | 10.49 | 8.40 | 8.73 | 160.50 | 4.70 | |
| KF_S | 0 W + S | 416.74 | 4.24 | 17.73 | 3.28 | 160.41 | 1.81 | 272.60 | 5.56 | 11.60 | 6.01 | 186.49 | 0.88 |
| 10 W + S | 348.96 | 3.98 | 13.96 | 2.07 | 144.48 | 1.94 | 264.81 | 6.74 | 10.59 | 6.51 | 181.71 | 5.52 | |
| 20 W + S | 405.02 | 4.30 | 15.88 | 2.99 | 169.04 | 2.10 | 278.10 | 1.59 | 10.91 | 2.65 | 198.60 | 2.83 | |
| Data Summary | ||||||||
| Groups | N | Mean | Std. Dev. | Std. Error | ||||
| Group 1 | 24 | 22.7083 | 23.9809 | 4.8951 | ||||
| Group 2 | 24 | 101.2917 | 106.0092 | 21.639 | ||||
| Group 3 | 24 | 192.8333 | 167.4875 | 34.1882 | ||||
| Group 4 | 24 | 136.5 | 123.2862 | 25.1657 | ||||
| ANOVA Summary | ||||||||
| Source | Degrees of Freedom DF | Sum of Squares SS | Mean Square MS | F-Stat | p-Value | |||
| Between Groups | 3 | 365156.0819 | 121718.694 | 8.8419 | 0.00003 | |||
| Within Groups | 92 | 1266485.4278 | 13766.146 | |||||
| Total: | 95 | 1631641.5096 | ||||||
| Data Summary | ||||||||
| Groups | N | Mean | Std. Dev. | Std. Error | ||||
| Group 1 | 24 | 22.7083 | 23.9809 | 4.8951 | ||||
| Group 2 | 24 | 101.2917 | 106.0092 | 21.639 | ||||
| Group 3 | 24 | 76.125 | 59.436 | 12.1323 | ||||
| Group 4 | 24 | 96.4583 | 86.9017 | 17.7387 | ||||
| ANOVA Summary | ||||||||
| Source | Degrees of Freedom DF | Sum of Squares SS | Mean Square MS | F-Stat | p-Value | |||
| Between Groups | 3 | 93227.5484 | 31075.8495 | 5.42867 | 0.00175 | |||
| Within Groups | 92 | 526644.285 | 5724.3944 | |||||
| Total: | 95 | 619871.8334 | ||||||
| Samples | Number of Isolate | The Average Number of Bacterial Colonies on the Face Side (CFU) | The Average Number of Bacterial Colonies on the Back Side (CFU) | ||||
|---|---|---|---|---|---|---|---|
| 0 W + S | 10 W + S | 20 W + S | 0 W + S | 10 W + S | 20 W + S | ||
| WF_MC | 6 | 82 | 162 | 218 | 0 | 0 | 0 |
| KF_M | 6 | 25 | 92 | 93 | 0 | 0 | 0 |
| KF_B | 6 | 44 | 173 | 171 | 0 | 0 | 0 |
| KF_S | 6 | 56 | 185 | 187 | 0 | 0 | 0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rogina-Car, B.; Kovačević, S.; Đorđević, S.; Đorđević, D. Influence of Washing and Sterilization on Properties of Polyurethane Coated Fabrics Used in Surgery and for Wrapping Sterile Items. Polymers 2020, 12, 642. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12030642
Rogina-Car B, Kovačević S, Đorđević S, Đorđević D. Influence of Washing and Sterilization on Properties of Polyurethane Coated Fabrics Used in Surgery and for Wrapping Sterile Items. Polymers. 2020; 12(3):642. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12030642
Chicago/Turabian StyleRogina-Car, Beti, Stana Kovačević, Suzana Đorđević, and Dragan Đorđević. 2020. "Influence of Washing and Sterilization on Properties of Polyurethane Coated Fabrics Used in Surgery and for Wrapping Sterile Items" Polymers 12, no. 3: 642. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12030642