Influential Parameters of Starching Process on Mechanical Properties of Yarns Intended for Multifunctional Woven Fabrics for Thermal Protective Clothing



Abstract
:1. Introduction
2. Materials and Methods
- Yarn breaking properties, which include the following properties: breaking force F (cN), elongation at break ε (%) and tenacity σ (cN/tex)—according to ISO 2062, on the Statimat M tensile tester, t.t. Textechno, Mönchengladbach, Germany;
- Yarn abrasion resistance, A (no. cycles)—the abrasion resistance test was performed on a Zweigle Abrasion Tester G551, Zweigle, Reutlingen, Germany, where each of the 20 threads, under a load of 20 g, is simultaneously subjected to the abrasion process until the thread breaks. The movement of the roller coated with sandpaper (finesses 600), left–right and rotating around its axis, achieves a certain intensity of yarn and sandpaper abrasion. During abrasion, the thread weakens and at the moment when the mass of the weight suspended on the thread exceeds the yarn strength, an interruption occurs and the number of movements is registered.
3. Results
4. Conclusions
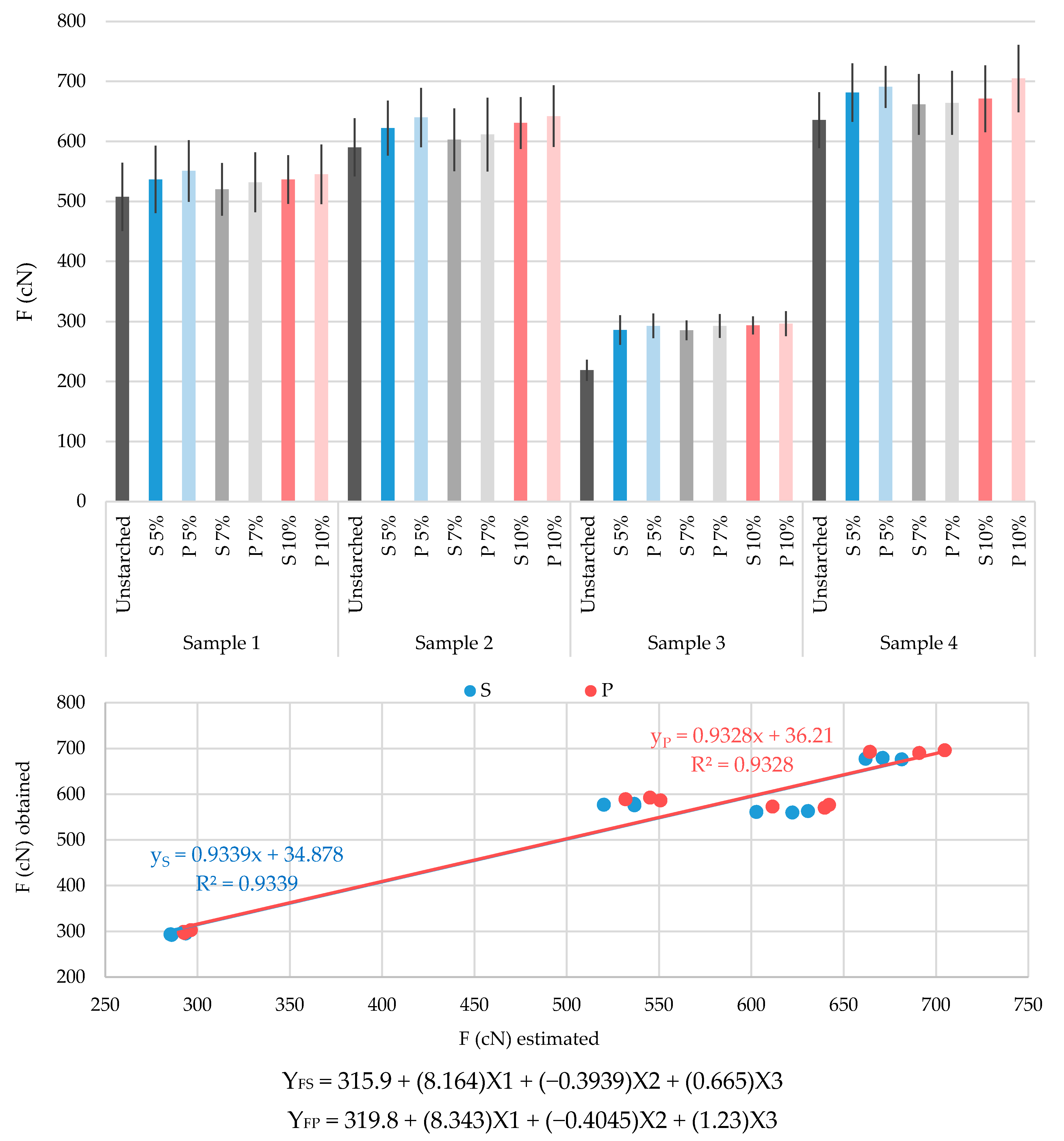
- The increase in breaking force is not accompanied by an increase of starch mass concentration.
- The smallest increase in breaking force is evident by applying a starch mass concentration of 7%.
- Starch mass concentrations of 5% and 10% do not show significant deviations, meaning that it is unnecessary to starch the yarn with a concentration mass above 5%.
- The prewetting starching process gives better results by increasing the breaking force for all tested samples.
- The indicator of the performed analysis of linear regressions and correlations between the estimated values and the values obtained by testing gives a high correlation coefficient (for S: R2 = 0.9339 and P: R2 = 0.9328).
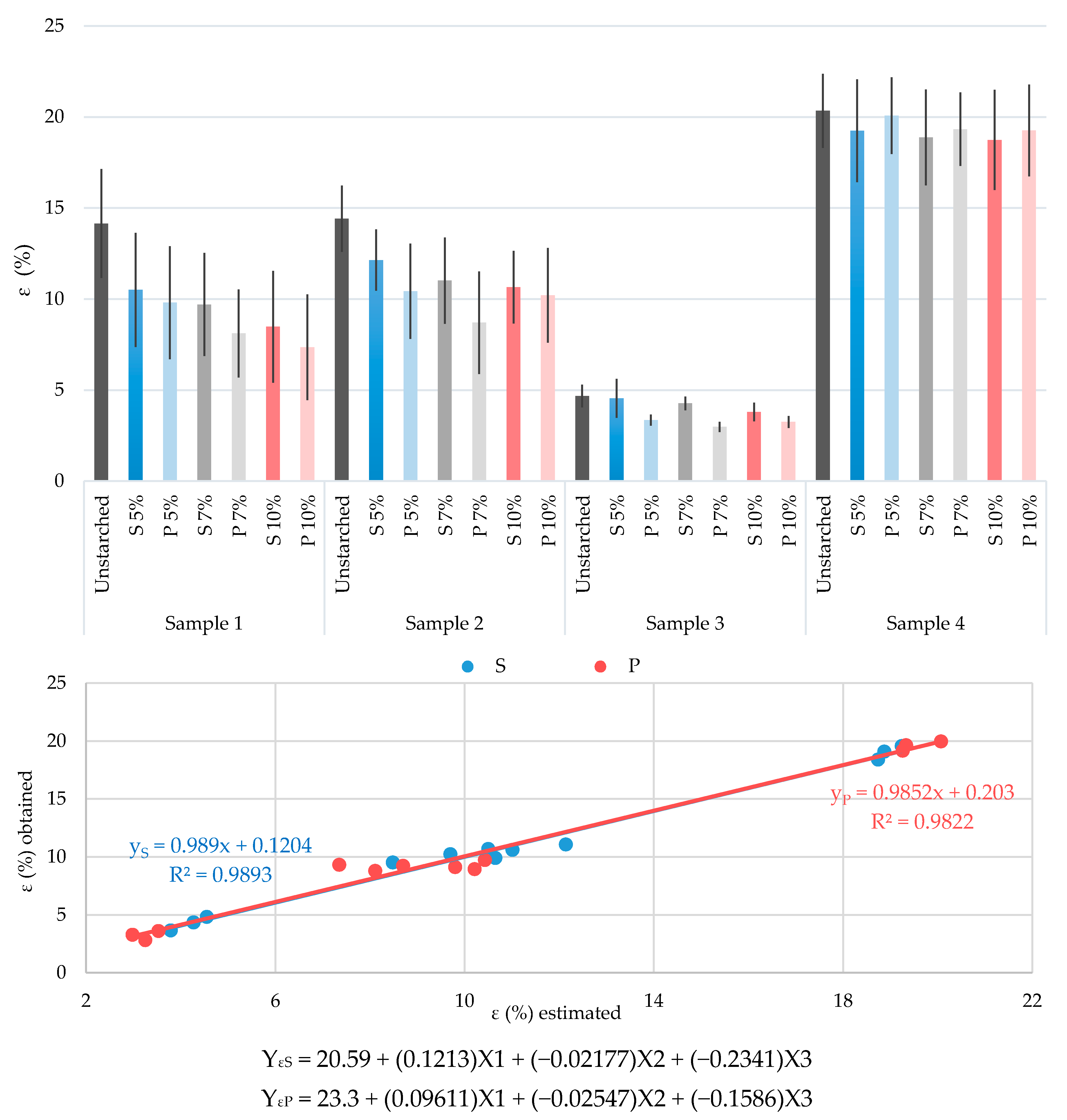
- Yarns starched with mass concentration of 5% show the best results, i.e., the smallest decrease in elasticity.
- Yarns starched by the prewetting process show the smallest elasticity decrease, especially the yarn sample composed of para- and meta-aramid fibers.
- The indicator of the performed analysis of linear regressions and correlations between the estimated values and the values obtained by testing gives a high correlation coefficient (for S: R2 = 0.9893 and P: R2 = 0.9822).
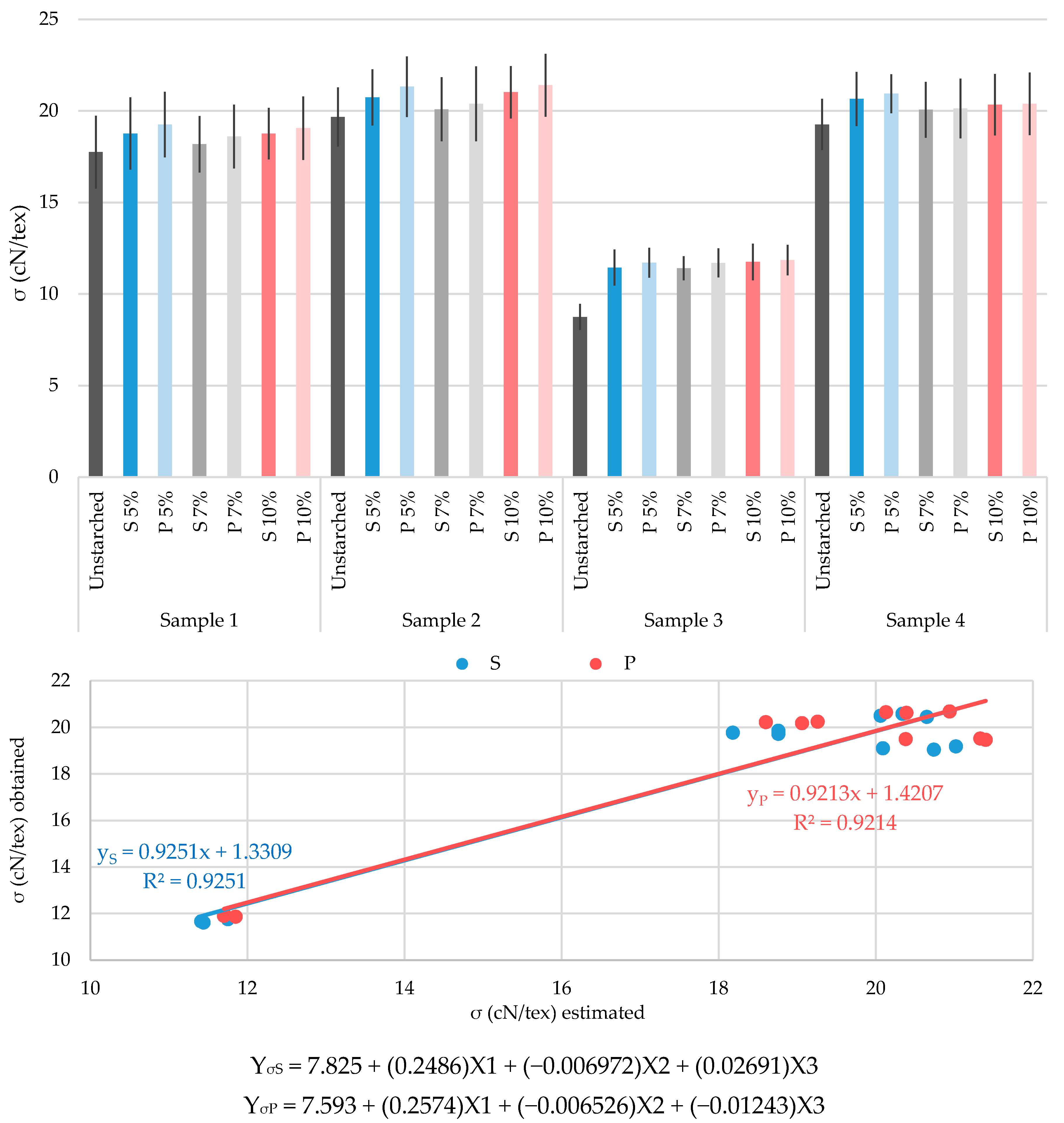
- The tenacity increase is more pronounced for yarns starched with the prewetting process with all mass concentrations.
- By applying a mass concentration of 5%, the best results of yarn tenacity are obtained.
- The indicator of the preformed analysis of linear regressions and correlations between the estimated values and the values obtained by testing gives a high correlation coefficient (for S: R2 = 0.9251 and P: R2 = 0.9214).
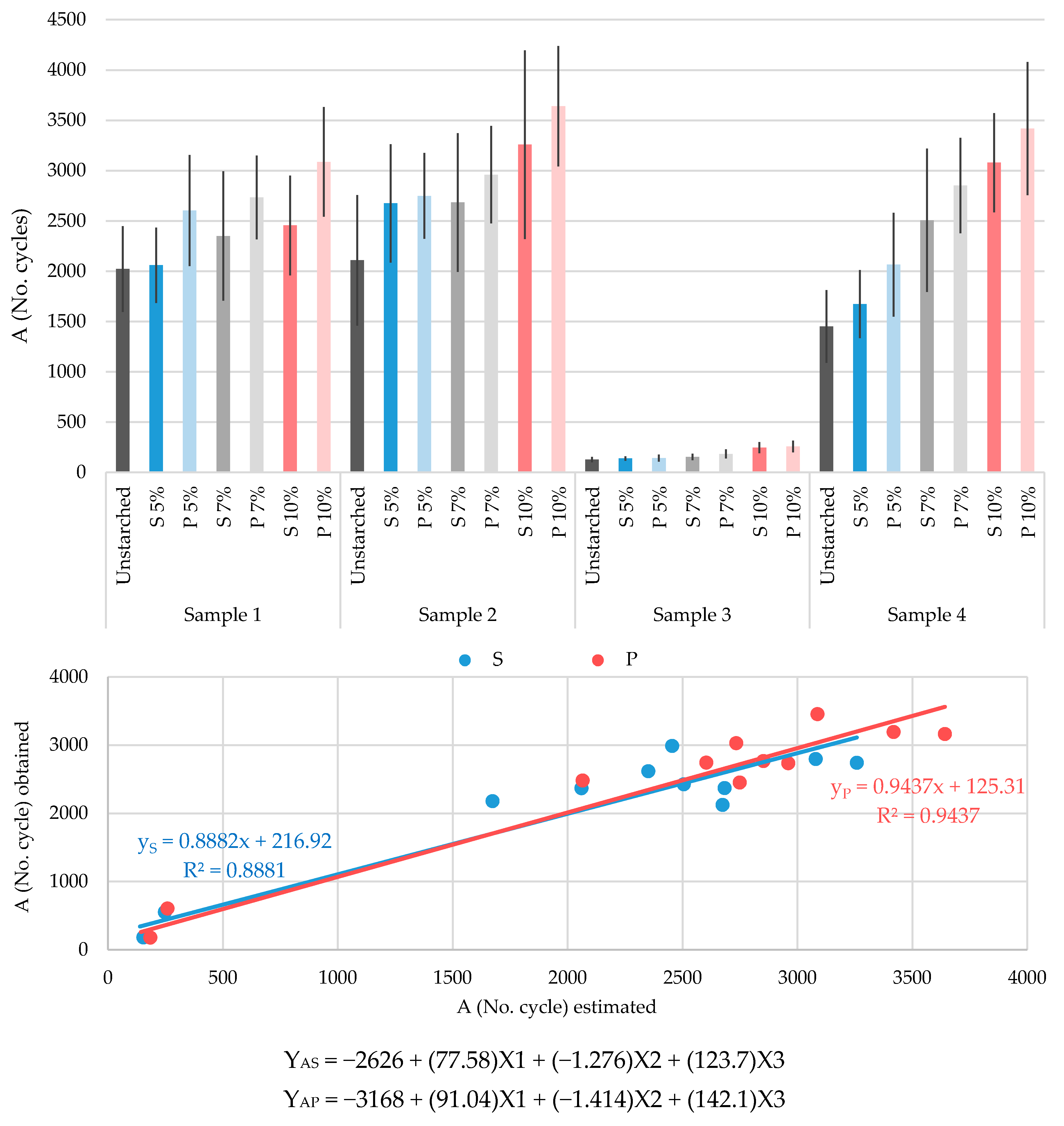
- By increasing the mass concentration, abrasion resistance increases, especially by applying the prewetting starching process.
- The greatest impact of the starching process on abrasion resistance increase is evident for the yarn sample composed of para- and meta-aramid fibers.
- Linear regressions and correlations between testing obtained and analysis of estimated values of wear resistance gives a high correlation coefficient (for S: R2 = 0.8881 and P: R2 = 0.9237).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sahbaz Karaduman, N.; Karaduman, Y.; Ozdemir, H.; Ozdemir, G. Textile Reinforced Structural Composites for Advanced Applications. In Textiles for Advanced Applications; Kumar, B., Thakur, S., Eds.; IntechOpen: London, UK, 2017. [Google Scholar]
- Pan, P.; Sun, G. Functional Textiles for Improved Performance, Protection and Health, 3rd ed.; Woodhead Publishing Limited in Association with The Textile Institute: Cambridge, UK, 2011. [Google Scholar]
- Rana, S.; Fangueiro, R. Fibrous and Textile Materials for Composite Applications; Springer: Singapore, 2016. [Google Scholar]
- Scott, R.A. Textiles for Protection, 3rd ed.; Elsevier: Cambridge, UK, 2005. [Google Scholar]
- Hursa Šajatović, A.; Zavec Pavlinić, D.; Dragčević, Z. Firefighters clothing systems for protection against heat and flame. Tekstil 2013, 62, 160–173. [Google Scholar]
- Hu, J. Structure and Mechanics of Woven Fabrics, 3rd ed.; Woodhead Publishing Limited: Cambridge, UK, 2005. [Google Scholar]
- Mandal, S.; Annaheim, S.; Greve, J.; Camenzind, M.; Rossi, R.M. Modeling for predicting the thermal protective and thermo-physiological comfort performance of fabrics used in firefighters clothing. Text. Res. J. 2019, 89, 2836–2849. [Google Scholar] [CrossRef]
- Mandal, S.; Annaheim, S.; Greve, J.; Camenzind, M.; Rossi, R.M. A categorization tool for fabric systems used in firefighters’ clothing based on their thermal protective and thermo-physiological comfort performances. Text. Res. J. 2019, 89, 3244–3259. [Google Scholar] [CrossRef]
- Magdalenić Bujanić, J.; Bujanić, B. Aramid fibres. Polimer 2011, 32, 130–134. [Google Scholar]
- Eichhorn, S.; Hearle, J.W.S.; Jaffe, M.; Kikutani, T. Handbook of Textile Fibre Structure; Woodhead Publishing: Cambridge, UK, 2009. [Google Scholar]
- Brnada, S.; Schwarz, I.G. Analysis of Electrostatic Conductivity of the Woven Fabrics with Bicomponent Carbon Fibres for Protective Clothing. In Proceedings of the 5th International Professional and Scientific Conference, Zadar, Croatia, 17–22 September 2014. [Google Scholar]
- Song, G.; Mandal, S.; Rossi, R.M. Thermal Protective Clothing for Firefighters; Woodhead Publishing in association with The Textile Institute, Woodhead Publishing Series; Woodhead Publishing Limited: Cambridge, UK, 2017. [Google Scholar]
- Mandal, S.; Song, G.; Ackerman, M.; Paskaluk, S.; Gholamreza, F. Characterization of textile fabrics under various thermal exposures. Text. Res. J. 2013, 83, 1005. [Google Scholar] [CrossRef]
- Goswami, B.C.; Anandjiwala, R.D.; Hall, D.M. Textile Sizing; Marcel Dekker, Inc.: New York, NY, USA, 2004. [Google Scholar]
- Gudlin Schwarz, I.; Kovacevic, S.; Dimitrovsk, K. Comparative Analysis of the Standard Sizing Process and the Pre-wet Sizing Process. Fibres Text. East. Eur. 2011, 19, 131–137. [Google Scholar]
- Horrocks, A.R.; Subhash, C.A. Handbook of Technical Textile; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Johnen, A. Experiences in wet-in-wet sizing. Melliand Int. 2005, 11, 34–36. [Google Scholar]
- Lewin, M. Cotton Fiber Chemistry and Technology; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2006. [Google Scholar]
- Li, Y.; Hardin, I.R. Enzymatic Scouring of Cotton: Effects on Structure and Properties. Text. Chem. Colorists 1997, 66, 71–76. [Google Scholar]
- Ormerod, A.; Sondhelm, W.S. Weaving: Operations and Technology; Woodhead Publishing Limited: Cambridge, UK, 1995. [Google Scholar]
- Kovačević, S.; Schwarz, I.; Skenderi, Z. Diversity of spun yarn properties sized with and without prewetting. Ind. Text. 2016, 67, 91–98. [Google Scholar]
- Sejri, N.; Harzallah, O.; Viallier, P.; Amar, S.B.; Nasrallah, S.B. Influence of Pre-wetting on the Characteristics of a Sized Yarn. Text. Res. J. 2008, 78, 326–335. [Google Scholar] [CrossRef]
- Stegmaier, T.; Wunderlich, W.; Hager, T.; Siddique, A.B.; Sarsour, J.; Planck, H. Chitosan—A sizing agent in fabric production—Development and ecological evaluation. Clean 2008, 36, 279–286. [Google Scholar] [CrossRef]
- Kovačević, S.; Dimitrovski, K.; Orešković, V. Optimization of size pick–up on yarn. In Proceedings of the 2nd International Textile, Clothing & Desing Conference—Magic World of Textiles, Dubrovnik, Croatia, 3–6 October 2004. [Google Scholar]
- Kovačević, S.; Schwarz, I.; Brnada, S. Analysis of Size Pick-up and Mechanical and Surface Properties of Multicolored Warps. Text. Res. J. 2008, 78, 158–167. [Google Scholar] [CrossRef]
- Nisbet, H. Theory of Sizing; Read Books: Vancouver, BC, Canada, 2010. [Google Scholar]
- Sarkodie, B.; Xun, Z.; Zhifeng, Z.; Frimpong, C.; Badoe, W.; Asinyo, B.; Kofi Howard, E. Phosphorylation and Octenylsuccinylation of Acid-Thinned Starch for Enhancing Adhesion on Cotton/Polyester Blend Fibers at Varied Temperature Sizing. Starch Starke 2019, 71, 1–8. [Google Scholar]
- Lambiso, S.T.; Murugesan, B.; Rotich, G. Performance Evaluation of Cotton Yarn Sized With Natural Starches Produced From Native Corn, Cassava and Potato Starches. J. Tex. Sci. Eng. 2019, 9, 1–5. [Google Scholar]
- Hebeish, A.; Abdel-Rahman, A.; El-Hilw, Z.; Hashem, M. Cationized Starch Derived from Pre-Oxidized Starch for Textile Sizing and Printing. Starch Stärke 2005, 57, 616–623. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Sample I | Sample II | Sample III | Sample IV | ||||
|---|---|---|---|---|---|---|---|---|
| Raw material | PA | cotton | PA | cotton | cotton | MAC | p-AR | m-AR |
| Ratio (%) | 50% | 50% | 50% | 50% | 45% | 55% | 5% | 95% |
| Finesses (Nm) | Nm 70/2 | Nm 65/2 | Nm 40/1 | Nm 60/2 | ||||
| Real finesses (Nm) | 69.36/2 | 65.55/2 | 39.69/1 | 59.28/2 | ||||
| Twists (twist/m) | 787.10 | 748.16 | 891.70 | 323.20 | ||||
| m-AR (meta-aramid) | High inherent flammability (high LOI, marginal oxygen index, 27–42) High strength Good dimensional stability Inferior textile-process properties |
| p-AR (para-aramid) | High inherent flammability (high LOI, limit oxygen index, 29) High strength, dimensional stability and resistance to chemicals Inferior textile-process properties Low degree of stability to solar radiation |
| MAC (modacrylic) | High inherent flammability (high LOI, marginal oxygen index, 30) High degree of compatibility in the mixture Good fire resistance |
| PA (polyamide) | Low inherent flammability (low LOI, limiting oxygen index, 20) High strength Antistatic properties Good dimensional stability |
| Cotton | Flammable (low LOI, oxygen limit, 16–18) High comfort properties Increased wet strength Poor dimensional stability |
| Starch Mass Composition | Industrial Values | Laboratory Values | ||
|---|---|---|---|---|
| L or kg | vol (%) | L or kg | vol (%) | |
| Water (L) | 500 | 88.03 | 5.00 | 88.03 |
| Fibrostin C75 (kg) | 50 | 8.80 | 0.50 | 8.80 |
| Inex 773C (kg) | 15 | 2.64 | 0.15 | 2.64 |
| Avilor 308AS (kg) | 3 | 0.53 | 0.03 | 0.53 |
| Starching mass (L) | 568 | 100 | 5.68 | 100 |
| Condition | Value |
|---|---|
| Thread tension before prewetting box | 40 cN |
| Water temperature in the prewetting box | 65 °C |
| Starch temperature in the starch box | 75 °C |
| Starching speed | 3 m/min |
| Pressure on the last pair of rollers for squeezing excess starch mass | 19.1 N/cm2 |
| Temperature on the contact dryer cylinders | 140 °C |
| Sample 1 | Sample 2 | ||||||
|---|---|---|---|---|---|---|---|
| CV (%) | pgg (%) | CV (%) | pgg (%) | ||||
| F (cN) | Unstarched | 507.62 | 10.53 | 2.84 | 589.92 | 7.73 | 2.07 |
| S 5% | 536.64 | 10.49 | 2.65 | 622.17 | 7.37 | 1.86 | |
| P 5% | 550.76 | 9.32 | 2.36 | 639.75 | 7.73 | 1.96 | |
| S 7% | 520.05 | 7.99 | 2.14 | 602.68 | 7.23 | 2.20 | |
| P 7% | 531.84 | 9.37 | 2.37 | 611.43 | 7.86 | 2.54 | |
| S 10% | 536.54 | 7.53 | 1.90 | 630.60 | 6.82 | 1.72 | |
| P 10% | 545.13 | 9.43 | 2.30 | 642.05 | 7.99 | 2.02 | |
| ε (%) | Unstarched | 14.15 | 21.09 | 5.35 | 14.41 | 12.66 | 3.20 |
| S 5% | 10.50 | 29.87 | 7.57 | 12.14 | 13.81 | 3.50 | |
| P 5% | 9.80 | 31.69 | 8.00 | 10.43 | 25.10 | 6.36 | |
| S 7% | 9.70 | 29.20 | 7.38 | 11.01 | 21.00 | 5.42 | |
| P 7% | 8.11 | 33.90 | 7.52 | 8.70 | 32.41 | 8.20 | |
| S 10% | 8.48 | 36.15 | 9.16 | 10.65 | 18.73 | 4.73 | |
| P 10% | 7.35 | 39.49 | 9.98 | 10.21 | 23.17 | 6.44 | |
| σ (cN/tex) | Unstarched | 17.75 | 10.53 | 2.84 | 19.66 | 7.73 | 2.07 |
| S 5% | 18.76 | 10.49 | 2.66 | 20.74 | 7.37 | 1.87 | |
| P 5% | 19.26 | 9.32 | 2.35 | 21.33 | 7.73 | 1.96 | |
| S 7% | 18.18 | 7.99 | 2.14 | 20.09 | 7.23 | 2.20 | |
| P 7% | 18.60 | 9.37 | 2.37 | 20.38 | 7.86 | 2.53 | |
| S 10% | 18.76 | 7.53 | 1.90 | 21.02 | 6.82 | 1.72 | |
| P 10% | 19.06 | 9.43 | 2.30 | 21.40 | 7.99 | 2.02 | |
| A (No. cycle) | Unstarched | 2021.75 | 21.05 | 5.33 | 2108.30 | 30.74 | 7.78 |
| S 5% | 2059.90 | 18.19 | 4.60 | 2674.40 | 21.93 | 5.55 | |
| P 5% | 2603.00 | 21.20 | 5.36 | 2748.70 | 15.50 | 3.92 | |
| S 7% | 2350.85 | 27.29 | 6.91 | 2683.10 | 25.72 | 6.51 | |
| P 7% | 2733.30 | 15.24 | 3.86 | 2960.00 | 16.33 | 4.13 | |
| S 10% | 2455.00 | 20.15 | 5.10 | 3258.40 | 28.79 | 7.29 | |
| P 10% | 3086.90 | 17.64 | 4.46 | 3641.20 | 16.42 | 4.16 | |
| Sample 3 | Sample 4 | ||||||
| CV (%) | pgg (%) | CV (%) | pgg (%) | ||||
| F (cN) | Unstarched | 218.77 | 8.06 | 2.04 | 635.44 | 7.30 | 1.85 |
| S 5% | 285.99 | 8.57 | 2.17 | 681.38 | 7.16 | 1.81 | |
| P 5% | 292.77 | 7.02 | 1.78 | 690.88 | 5.05 | 1.28 | |
| S 7% | 285.34 | 5.57 | 1.44 | 661.83 | 7.61 | 1.93 | |
| P 7% | 292.52 | 6.94 | 1.71 | 664.21 | 8.06 | 2.03 | |
| S 10% | 293.52 | 8.44 | 1.29 | 671.12 | 8.29 | 2.10 | |
| P 10% | 296.35 | 7.04 | 1.76 | 704.73 | 7.99 | 2.02 | |
| ε (%) | Unstarched | 4.67 | 13.25 | 3.36 | 20.34 | 9.97 | 2.53 |
| S 5% | 4.55 | 23.44 | 5.95 | 19.24 | 14.68 | 3.71 | |
| P 5% | 3.35 | 9.22 | 2.34 | 20.07 | 10.50 | 2.66 | |
| S 7% | 4.27 | 8.55 | 2.19 | 18.87 | 13.91 | 3.53 | |
| P 7% | 2.98 | 9.25 | 2.38 | 19.33 | 10.38 | 2.63 | |
| S 10% | 3.79 | 13.58 | 3.40 | 18.74 | 14.70 | 3.71 | |
| P 10% | 3.25 | 10.28 | 2.57 | 19.26 | 13.09 | 3.31 | |
| σ (cN/tex) | Unstarched | 8.75 | 8.06 | 2.05 | 19.26 | 7.30 | 1.84 |
| S 5% | 11.44 | 8.57 | 2.17 | 20.65 | 7.16 | 1.81 | |
| P 5% | 11.71 | 7.02 | 1.77 | 20.94 | 5.05 | 1.28 | |
| S 7% | 11.41 | 5.57 | 1.44 | 20.06 | 7.61 | 1.93 | |
| P 7% | 11.70 | 6.94 | 1.71 | 20.13 | 8.06 | 2.04 | |
| S 10% | 11.75 | 8.44 | 2.15 | 20.34 | 8.29 | 2.09 | |
| P 10% | 11.85 | 7.04 | 1.77 | 20.39 | 7.99 | 2.12 | |
| A (No. cycle) | Unstarched | 129.10 | 20.28 | 5.13 | 1450.85 | 24.81 | 6.28 |
| S 5% | 138.85 | 15.26 | 3.86 | 1673.50 | 20.27 | 5.13 | |
| P 5% | 143.15 | 24.29 | 6.15 | 2065.20 | 24.97 | 6.32 | |
| S 7% | 153.70 | 21.02 | 5.32 | 2505.50 | 28.42 | 7.19 | |
| P 7% | 184.05 | 24.83 | 6.28 | 2852.00 | 16.57 | 4.19 | |
| S 10% | 247.20 | 22.04 | 5.58 | 3079.25 | 15.97 | 4.04 | |
| P 10% | 258.70 | 22.63 | 5.73 | 3418.60 | 19.32 | 4.89 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schwarz, I.; Kovačević, S.; Vitlov, I. Influential Parameters of Starching Process on Mechanical Properties of Yarns Intended for Multifunctional Woven Fabrics for Thermal Protective Clothing. Polymers 2021, 13, 73. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13010073
Schwarz I, Kovačević S, Vitlov I. Influential Parameters of Starching Process on Mechanical Properties of Yarns Intended for Multifunctional Woven Fabrics for Thermal Protective Clothing. Polymers. 2021; 13(1):73. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13010073
Chicago/Turabian StyleSchwarz, Ivana, Stana Kovačević, and Ivana Vitlov. 2021. "Influential Parameters of Starching Process on Mechanical Properties of Yarns Intended for Multifunctional Woven Fabrics for Thermal Protective Clothing" Polymers 13, no. 1: 73. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13010073