
Experimental Investigation of the Rapid Fabrication of Micron and Submicron Structures on Polymers Utilizing Ultrasonic Assisted Embossing

 , , , and
, , , and
Abstract
:
1. Introduction
2. Experimental Setup
2.1. Test Bench
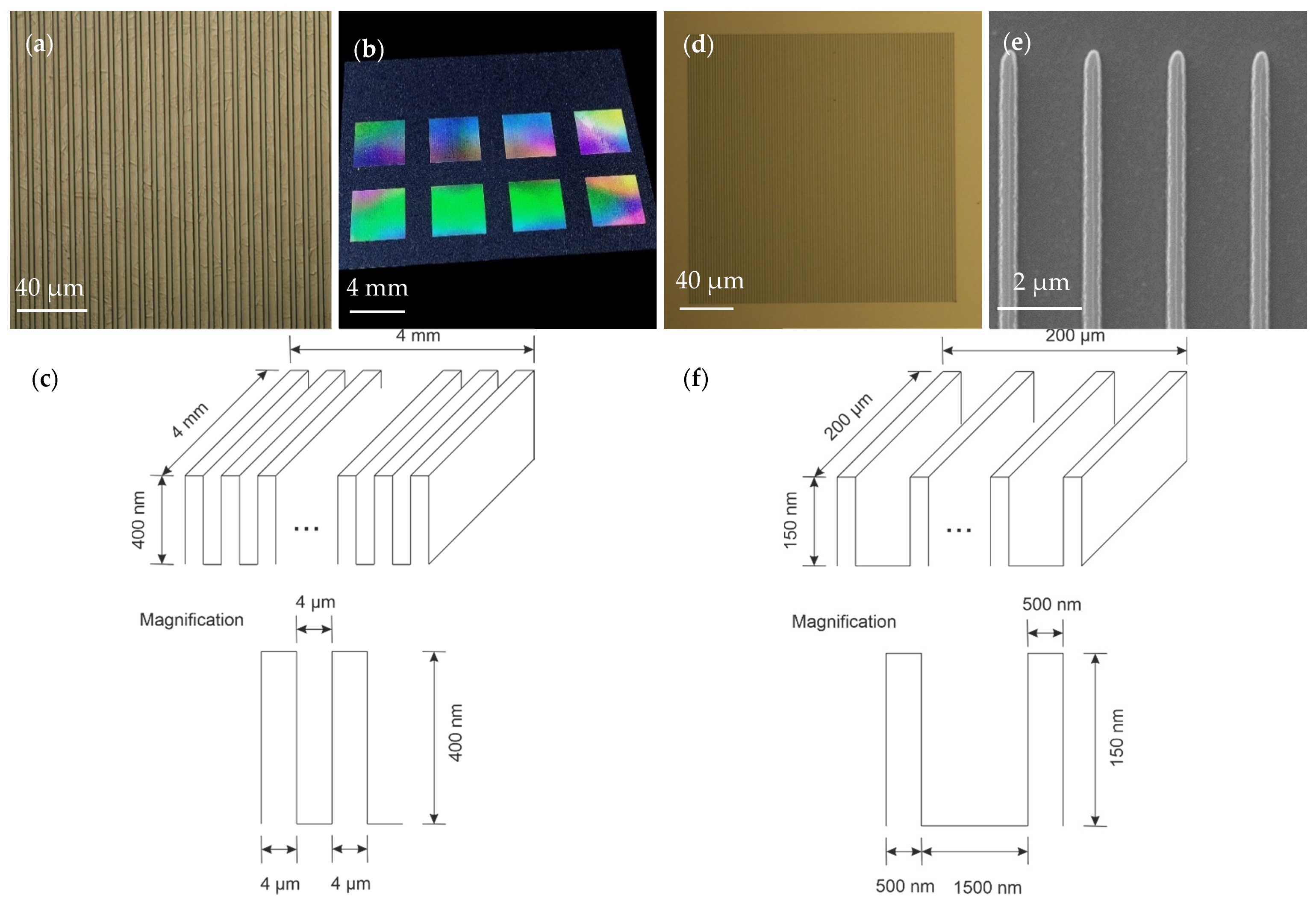
2.2. Embossing Pattern
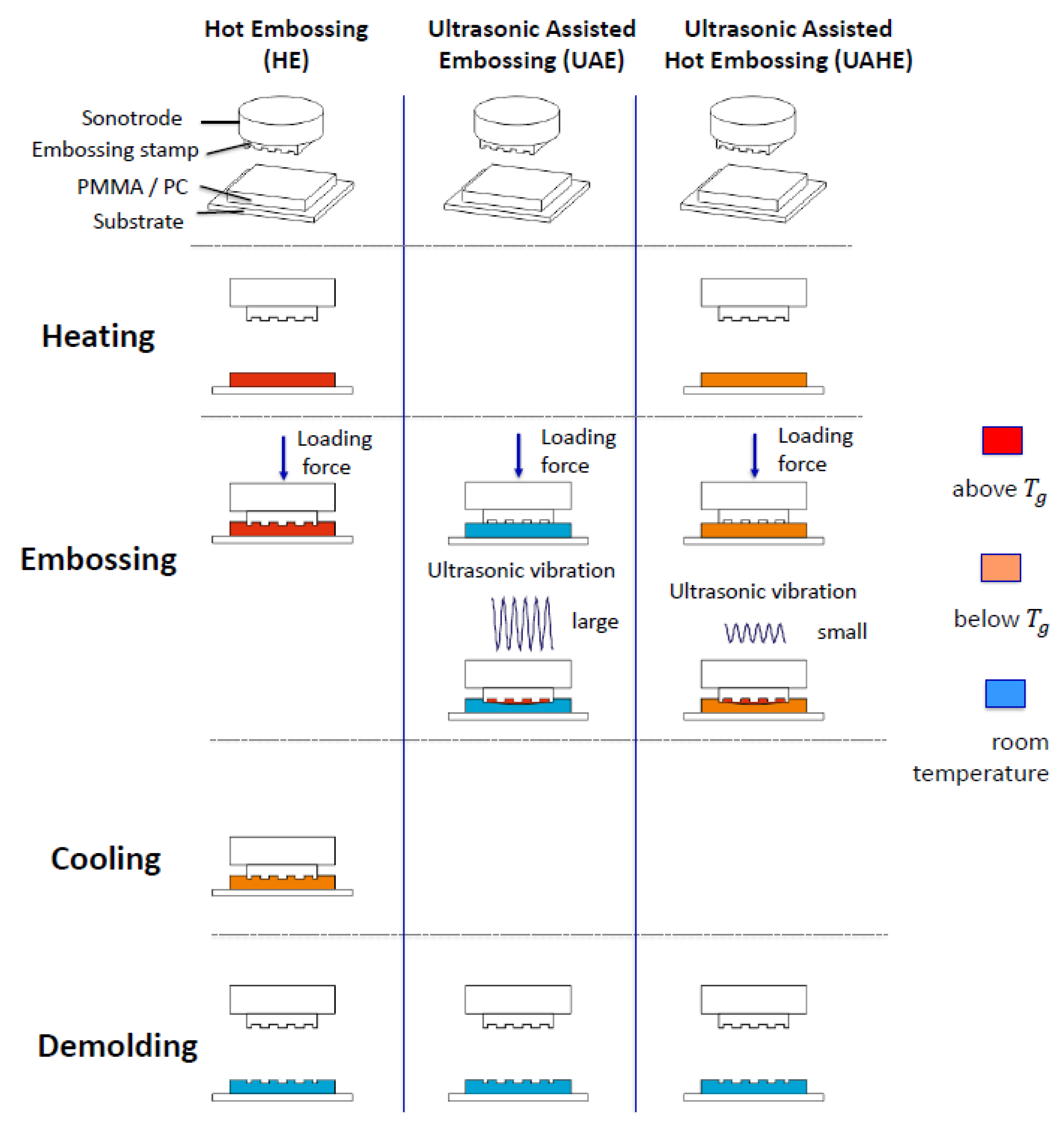
2.3. Procedure of Ultrasonic Assisted Embossing
3. Preliminary Study of the Setup
4. Results and Discussion
4.1. Embossing Time
4.2. Determining the Period
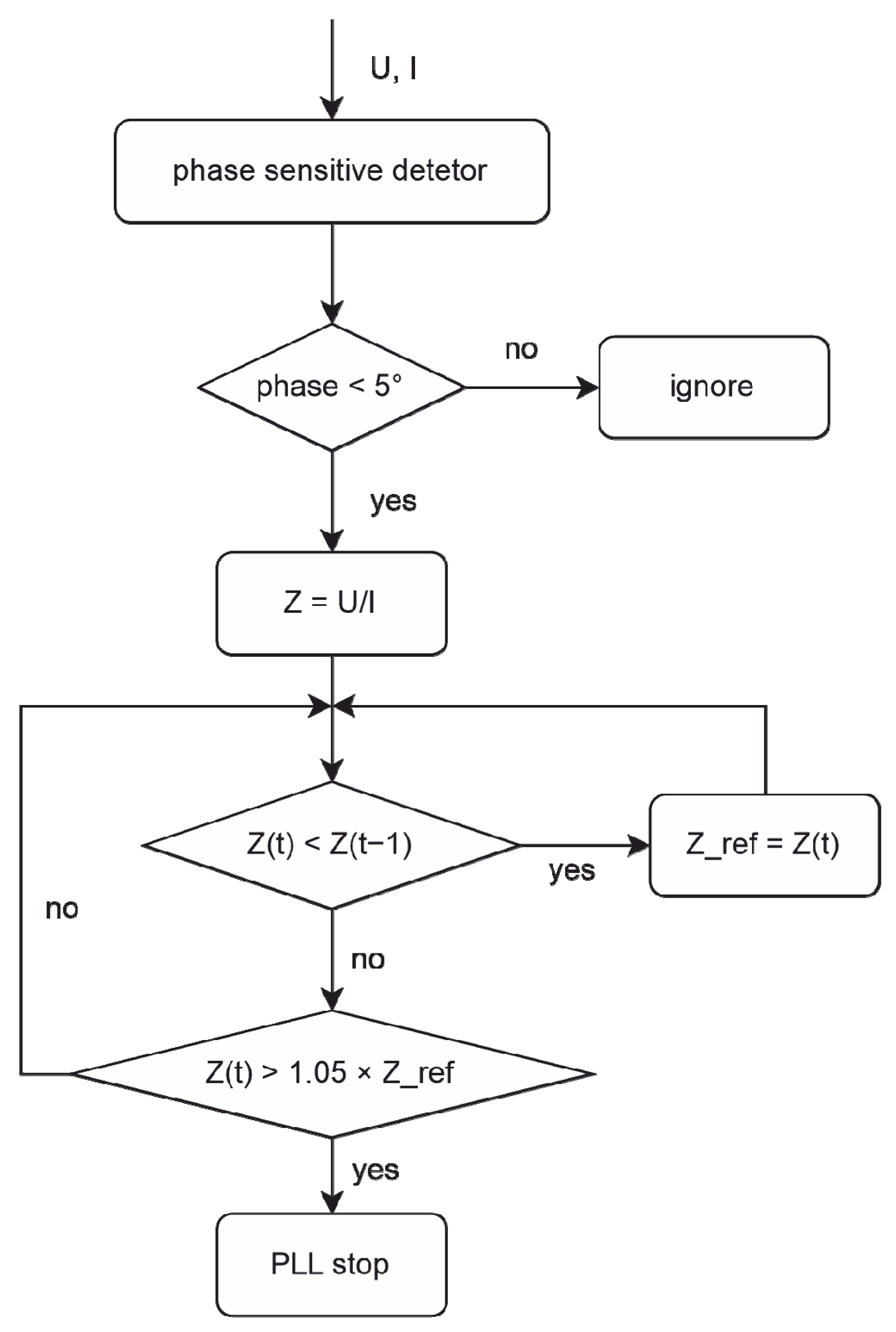
4.3. Comparison of Embossing Quality with and without Impedance-Based Control
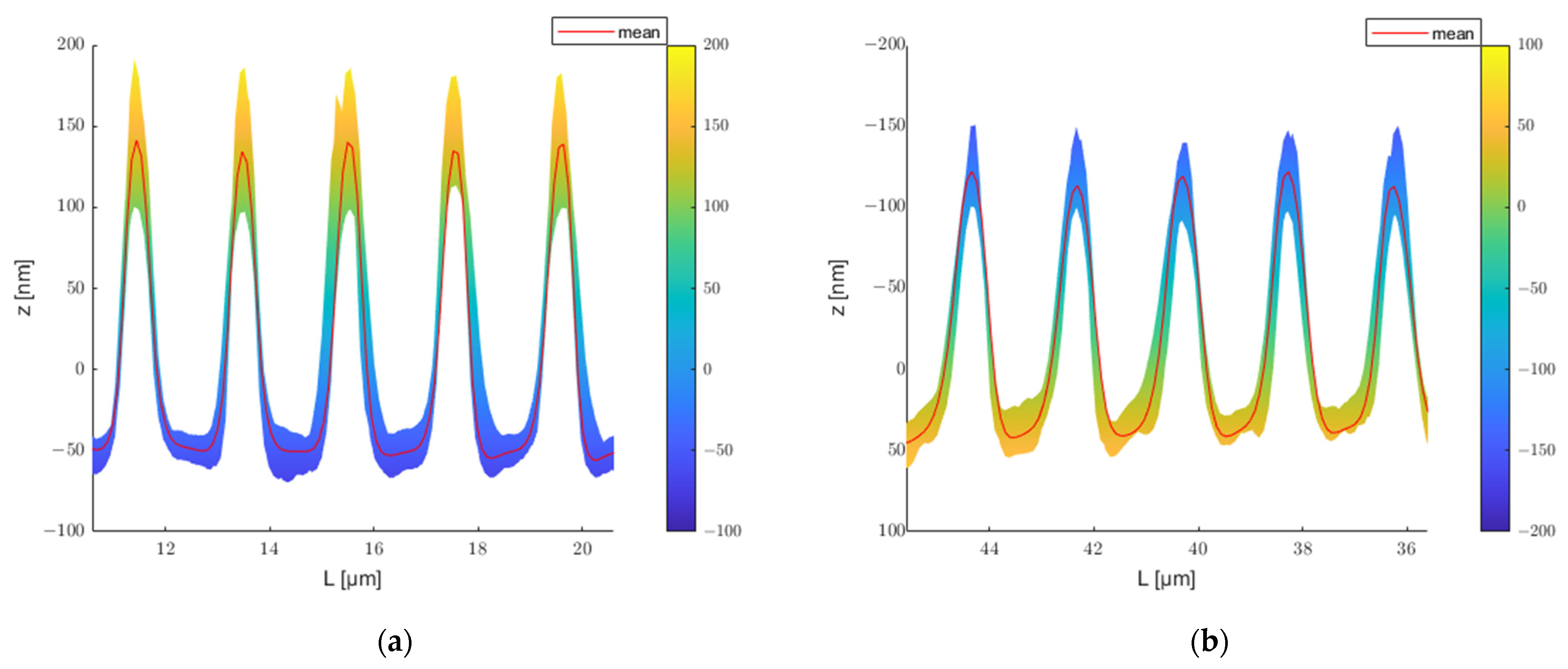
4.4. Results of Micrometric Structure
4.5. Results of Submicrometric Structure
4.6. Determining the Embossing Ratio
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hill, K.O.; Fujii, Y.; Johnson, D.C.; Kawasaki, B.S. Photosensitivity in optical fiber waveguides: Application to reflection filter fabrication. Appl. Phys. Lett. 1978, 32, 647–649. [Google Scholar] [CrossRef]
- Kawasaki, B.S.; Hill, K.O.; Johnson, D.C.; Fujii, Y. Narrow-band Bragg reflectors in optical fibers. Opt. Lett. 1978, 3, 66–68. [Google Scholar] [CrossRef]
- Becker, M.; Bergmann, J.; Brückner, S.; Franke, M.; Lindner, E.; Rothhardt, M.W.; Bartelt, H. Fiber Bragg grat-ing inscription combining DUV sub-picosecond laser pulses and two-beam interferometry. Opt. Express 2008, 16, 19169–19178. [Google Scholar] [CrossRef] [PubMed]
- Petermann, I.; Sahlgren, B.; Helmfrid, S.; Friberg, A.T.; Fonjallaz, P.-Y. Fabrication of advanced fiber Bragg gratings by use of sequential writing with a continuous-wave ultraviolet laser source. Appl. Opt. 2002, 41, 1051–1056. [Google Scholar] [CrossRef] [PubMed]
- Lai, Y.; Zhou, K.; Sugden, K.; Bennion, I. Point-by-point inscription of first-order fiber Bragg grating for C-band applications. Opt. Express 2007, 15, 18318–18325. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hill, K.O.; Malo, B.; Bilodeau, F.; Johnson, D.C.; Albert, J. Bragg gratings fabricated in monomode photosensitive optical fiber by UV exposure through a phase mask. Appl. Phys. Lett. 1993, 62, 1035–1037. [Google Scholar] [CrossRef] [Green Version]
- Su, Y.C.; Shah, J.; Lin, L. Implementation and analysis of polymeric microstructure replication by micro injection molding. J. Micromech. Microeng. 2003, 14, 415. [Google Scholar] [CrossRef]
- Zhao, D.; Jin, Y.; Wang, M.; Li, K.; Song, M. Numerical simulation and experimental study of polymer micro extrusion flow. In Proceedings of the 2009 International Conference on Mechatronics and Automation, Changchun, China, 9–12 August 2009; pp. 3155–3160. [Google Scholar]
- Heyderman, L.J.; Schift, H.; David, C.; Gobrecht, J.; Schweizer, T. Flow behaviour of thin polymer films used for hot embossing lithography. Microelectron. Eng. 2000, 54, 229–245. [Google Scholar] [CrossRef]
- Schift, H.; Jaszewski, R.W.; David, C.; Gobrecht, J. Nanostructuring of polymers and fabrication of interdigitated electrodes by hot embossing lithography. Microelectron. Eng. 1999, 46, 121–124. [Google Scholar] [CrossRef]
- Heyderman, L.J.; Schift, H.; David, C.; Ketterer, B.; der Maur, M.A.; Gobrecht, J. Nanofabrication using hot embossing lithography and electroforming. Microelectron. Eng. 2001, 57, 375–380. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yang, S.Y.; Chu, M.H. Rapid fabrication of ultraviolet-cured polymer microlens arrays by soft roller stamping process. Microelectron. Eng. 2007, 84, 355–361. [Google Scholar] [CrossRef]
- Jiang, J.; Zhan, J.; Yue, W.; Yang, M.; Yi, C.; Li, C.-W. A single low-cost microfabrication approach for polymethylmethacrylate, polystyrene, polycarbonate and polysulfone based microdevices. RSC Adv. 2015, 5, 36036–36043. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Liu, Y.; Liu, Z.; Ma, J.; Zhang, Z.; Ruan, W.; Ren, S.; Peng, T.; Wu, X.; Shi, H. Ultrasonic injection molding of glass fiber re-inforced polypropylene parts using tungsten carbide-cobalt mold core. Mater. Des. 2021, 205, 109771. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yu, C.H. A basic experimental study of ultrasonic assisted hot embossing process for rapid fabrication of microlens arrays. J. Micromech. Microeng. 2015, 25, 025010. [Google Scholar] [CrossRef]
- Zhu, J.; Tian, Y.; Yang, C.; Cui, L.; Wang, F.; Zhang, D.; Liu, X. Low-cost and fast fabrication of the ultrasonic embossing on polyethylene terephthalate (PET) films using laser processed molds. Microsyst. Technol. 2017, 23, 5653–5668. [Google Scholar] [CrossRef]
- Runge, T.; Sackmann, J.; Schomburg, W.K.; Blank, L.M. Ultrasonically manufactured microfluidic device for yeast analysis. Microsyst. Technol. 2017, 23, 2139–2144. [Google Scholar] [CrossRef]
- Kosloh, J.; Sackmann, J.; Schomburg, W.K. Ultrasonic fabrication of micro fluidic channels from polyether ether ketone (PEEK). Microsyst. Technol. 2017, 23, 5505–5513. [Google Scholar] [CrossRef]
- Qi, N.; Luo, Y.; Wang, X.D.; Wang, L.D.; Zhang, Z.B. Local thermal-assisted ultrasonic embossing for the fabrication of polymer microstructures. Microsyst. Technol. 2015, 21, 1101–1110. [Google Scholar] [CrossRef]
- Luo, Y.; Yan, X.; Qi, N.; Wang, X.; Wang, L. Study of double-side ultrasonic embossing for fabrication of microstructures on thermoplastic polymer substrates. PLoS ONE 2013, 8, e61647. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cui, L.; Huo, Z.; Zhang, D. Ultrasonic Molding of Polymer Micro Devices. In Proceedings of the 2019 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Zhenjiang, China, 4–8 August 2019; Institute of Electrical and Electronics Engineers (IEEE): New York, NY, USA, 2019; pp. 233–236. [Google Scholar]
- Zou, W.; Sackmann, J.; Striegel, A.; Worgull, M.; Schomburg, W.K. Comparison of hot embossing micro structures with and without ultrasound. Microsyst. Technol. 2019, 25, 4185–4195. [Google Scholar] [CrossRef]
- Fan, F.-Y.; Cheng, H.-C.; Huang, C.-F.; Lin, Y.; Lin, W.-C.; Shen, Y.-K.; Wang, L. Replicability of process conditions of ultrasonic hot embossing for micropattern fabrication on thermoplastic substrates. J. Manuf. Process. 2020, 60, 283–291. [Google Scholar] [CrossRef]
- Ille, I.; Twiefel, J. Model-based feedback control of an ultrasonic transducer for ultrasonic assisted turning using a novel digital controller. Phys. Procedia 2015, 70, 63–67. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Article | Structure and Dimension | Results | Process Time | Controlling Strategy |
|---|---|---|---|---|
| Chang et al. [15] | microlens arrays (250 µm; pitch: 400 µm) | max. height: 39.5 µm | <10 s | vibration time: 0.5, 1, 1.5 and 2 s hold time: 2, 4, 6, 8 s |
| Zhu el al. [16] | microcavities (272.4 500 500 µm) | max. depth: 271.7 µm max. replication rata: 99.74% | - | vibration time: 1, 1.5, 2 s hold time: 3.5, 4, 4.5 s |
| Runge et al. [17] | microfluidic device (groove: 250 µm) | - | - | vibration time: 0.45, 1.05, 3.5 s hold time: 1, 1.05, 1.5 s |
| Kosloh et al. [18] | microfluidic channels (length: 1.6 cm; width: 1 mm; depth: 1 mm) | withstand a pressure difference of 700 kPa at a temperature of 220 °C | - | vibration time: 0.26, 0.28, 0.37, 0.5, 0.6, 3.2 s hold time: 1, 1.5 s |
| Qi et al. [19] | microgrooves (depth: 9.59 µm) | max. replication depth: 9.414 µm | <30 s | vibration time: 10, 15, 20, 25 s hold time: 0, 10, 20, 30 s |
| Luo et al. [20] | Grooves (min. width: 70 µm) | max. replication rate: 97.5% | <50 s | vibration time: 16, 19, 22 25 s hold time: 25 s |
| Cui et al. [21] | micro fluidic channels (min. width > 50 µm height < 0.5 cm) | - | - | vibration time: 200, 400 ms cooling time: several seconds |
| Zou et al. [22] | channels (length: 13.5 mm; width: 250 µm; depth: 100–500 µm) | height ratio: 58 23% lateral shrinkage: 0.79 0.17% (length) 0.76 0.29% (depth) | 0.7–3.3 s | - |
| Fan et al. [23] | grooves (width: 2 µm; depth: 200 nm) | replication height: ~12–~220 nm (PP) ~10–~230 nm (PMMA) | - | vibration time: 0.5, 0.7, 0.9, 1.2, 1.5 s hold time: 0.5, 0.7, 0.9, 1.2, 1.5 s |
| Output Current | Vibration Amplitude | Embossing Time 1 |
|---|---|---|
| 2.5 A | 18.5 µm | |
| 2.7 A | 20.0 µm | ~3.0 s |
| 4.0 A | 29.6 µm | ~1.0 s |
| 5.5 A | 40.7 µm | ~0.5 s |
| Units: nm | Micrometric | Submicrometric | ||
|---|---|---|---|---|
| Tool | Polycarbonate | Tool | Polycarbonate | |
| Mean Depth | 419.385 | 320.804 | 188.396 | 141.607 |
| Standard Deviation | 5.479 | 6.781 | 10.759 | 12.964 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Y.; Bengsch, S.; Zheng, L.; Long, Y.; Roth, B.W.; Wurz, M.C.; Twiefel, J.; Wallaschek, J. Experimental Investigation of the Rapid Fabrication of Micron and Submicron Structures on Polymers Utilizing Ultrasonic Assisted Embossing. Polymers 2021, 13, 2417. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13152417
Zhu Y, Bengsch S, Zheng L, Long Y, Roth BW, Wurz MC, Twiefel J, Wallaschek J. Experimental Investigation of the Rapid Fabrication of Micron and Submicron Structures on Polymers Utilizing Ultrasonic Assisted Embossing. Polymers. 2021; 13(15):2417. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13152417
Chicago/Turabian StyleZhu, Yongyong, Sebastian Bengsch, Lei Zheng, Yangyang Long, Bernhard Wilhelm Roth, Marc Christopher Wurz, Jens Twiefel, and Jörg Wallaschek. 2021. "Experimental Investigation of the Rapid Fabrication of Micron and Submicron Structures on Polymers Utilizing Ultrasonic Assisted Embossing" Polymers 13, no. 15: 2417. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13152417