
Lignin Inter-Diffusion Underlying Improved Mechanical Performance of Hot-Pressed Paper Webs

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pressing Methods
2.3. Sheet Testing
2.4. Characterisation
2.4.1. Scanning Electron Microscope (SEM)
2.4.2. X-ray Microtomography
3. Results
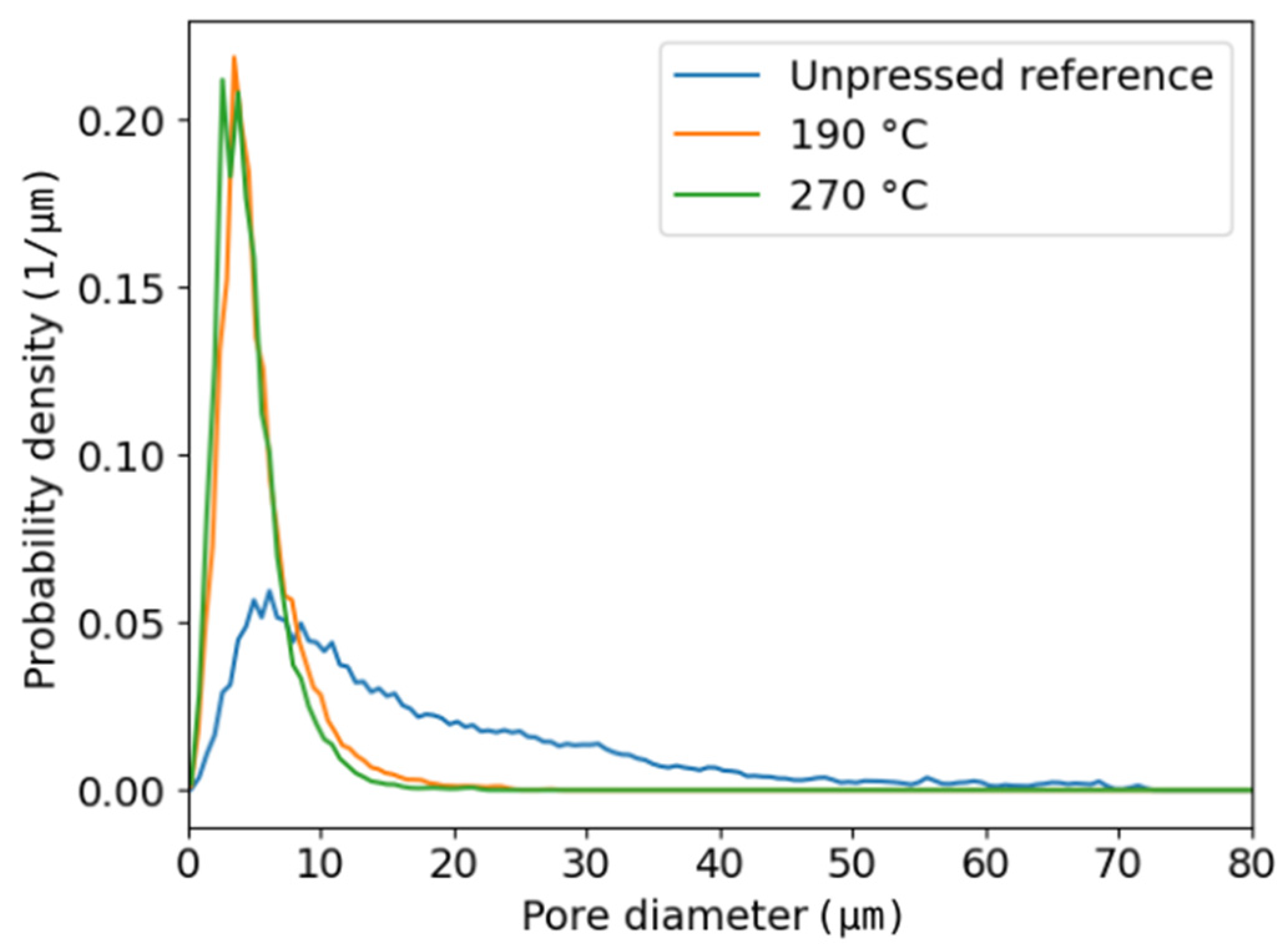
3.1. Porosity of the Fibre Networks from X-ray Microtomography
3.2. Visual Observations on Pressing-Induced Changes in Fibres
3.3. Lignin Inter-Diffusion Affecting Wet Tensile Strength
3.4. Network Stiffness and Dry Tensile Strength
4. Discussion
5. Conclusions
- Hot-pressing does not cause a noticeable change in density in the fibre walls, despite a large reduction in network porosity and mean pore size.
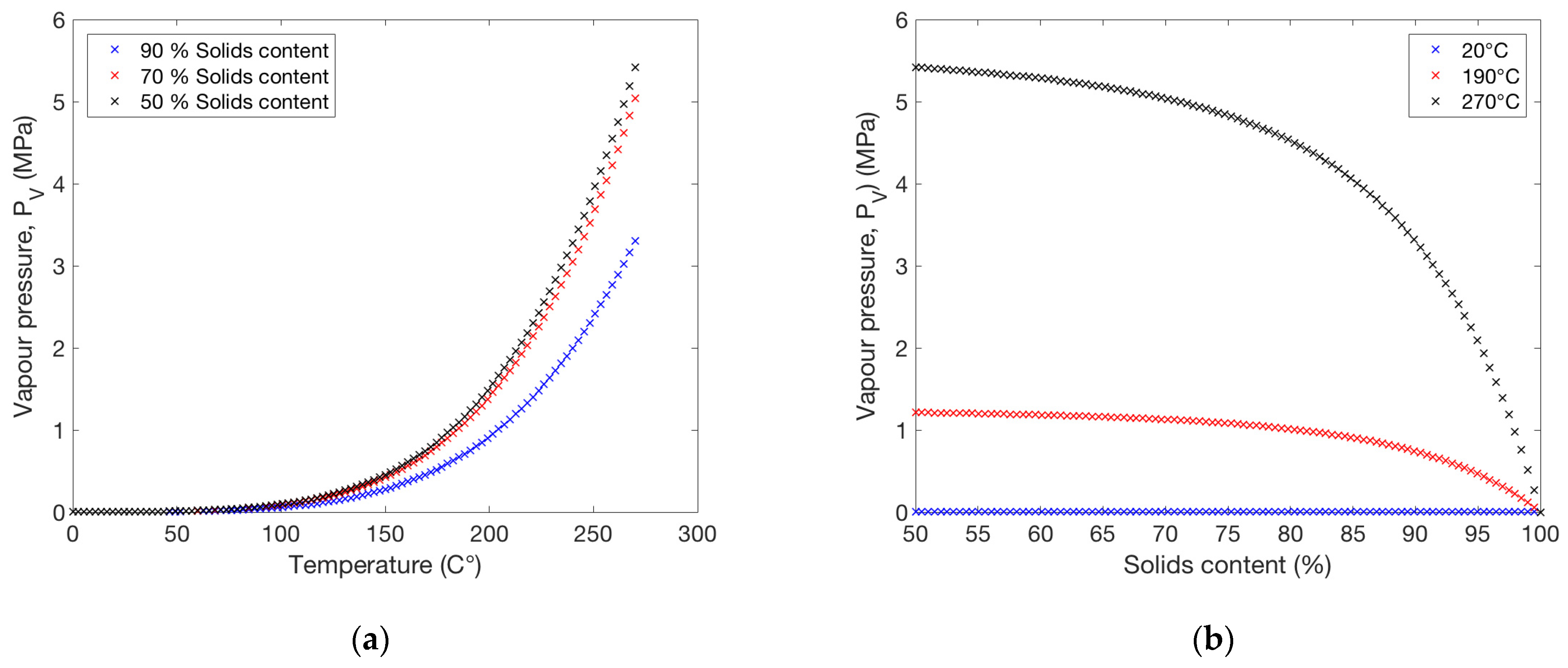
- The wet strength increases with increasing pressing temperature. The stronger bonding of the wet fibres can be explained by inter-diffusion of lignin macromolecules (with an activation energy around 26 kJ mol−1) after lignin softening. The associated exponential acceleration of diffusion with temperature dominates the setting of wet strength over other factors such as process dynamics or final material density.
- The highest solids content before hot-pressing for the TMP sheets was found to give the highest values for wet strength. A possible explanation for this is that when a drier sheet is pressed, a higher temperature is reached, which accelerates the inter-diffusion of the lignin and thus enhance bonding. No significant correlation was observed between the varied solids content before pressing and dry strength.
- The elastic modulus increases with the increasing density of the sheets after hot-pressing, as expected. On the other hand, the dry strength does not show the same trend, indicating that the inelastic behaviour after yielding is responsible for the observed differences among the trial points.
- For dry strength and elastic modulus, the optimum pressing temperature is lower than for wet strength due to the degradation of hemicelluloses.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Molar volume of water () | 18.02 cm3/mol |
| Molar volume of cellulose () | 101.3 cm3/mol |
| Flory–Huggins interaction parameter () | 0.67 [35] |
| Density of water () | 1000 kg/m3 |
| Density of (crystal) cellulose () | 1600 kg/m3 |
| Lignin content of fibre () | 25% |
References
- Ourworldindata. Available online: https://ourworldindata.org/plastic-pollution (accessed on 3 March 2021).
- Östlund, S.; Niskanen, K. Mechanics of Paper Products; De Gruyter: Berlin, Germany, 2021; ISBN 9783110617412. [Google Scholar]
- Karlsson, M.; Paltakari, J. Papermaking Science and Technology; Karlsson, M., Ed.; Papermakin; Fapet Oy: Atlanta, GA, USA, 2008. [Google Scholar]
- Norgren, S.; Pettersson, G.; Höglund, H. Strong paper from spruce CTMP—Part II: Effect of pressing at nip press temperatures above the lignin softening temperature. Nord. Pulp Pap. Res. J. 2018, 33, 142–149. [Google Scholar] [CrossRef] [Green Version]
- Joelsson, T.; Pettersson, G.; Norgren, S.; Svedberg, A.; Höglund, H.; Engstrand, P. High strength paper from high yield pulps by means of hot-pressing. Nord. Pulp Pap. Res. J. 2020, 35, 195–204. [Google Scholar] [CrossRef] [Green Version]
- Joelsson, T.; Pettersson, G.; Norgren, S.; Svedberg, A.; Höglund, H.; Engstrand, P. Improving paper wet-strength by increasing lignin content and hot-pressing temperature. Tappi J. 2020, 19, 487–499. [Google Scholar] [CrossRef]
- Good, R.J. Contact Angles and the Surface Free Energy of Solids BT—Surface and Colloid Science: Volume 11: Experimental Methods; Good, R.J., Stromberg, R.R., Eds.; Springer: Boston, MA, USA, 1979; pp. 1–29. ISBN 978-1-4615-7969-4. [Google Scholar]
- Vaziri, M.; Karlsson, O.; Abrahamsson, L.; Lin, C.F.; Sandberg, D. Wettability of welded wood-joints investigated by the Wilhelmy method: Part 1. Determination of apparent contact angles, swelling, and water sorption. Holzforschung 2021, 75, 65–74. [Google Scholar] [CrossRef]
- Karlsson, O.; Torniainen, P.; Dagbro, O.; Granlund, K.; Morén, T. Presence of water-soluble compounds in thermally modified wood: Carbohydrates and furfurals. BioResources 2012, 7, 3679–3689. [Google Scholar] [CrossRef]
- Gupta, P.R.; Rezanowich, A.; Goring, D.A.I. The adhesive properties of lignin. Pulp Pap. Mag. Can 1962, 63, 21–30. [Google Scholar]
- Goring, D.A.I. Thermal softening of lignin, hemicelluolose and cellulose. Pulp Pap 1963, 64, T517–T527. [Google Scholar]
- Back, E.L.; Salmen, N.L. Glass Transitions of Wood Components Hold Implications for Molding and Pulping Processes. Tappi 1982, 65, 107–110. [Google Scholar]
- Joelsson, T.; Persson, E.; Pettersson, G.; Norgren, S.; Svedberg, A.; Engstrand, P. The impact of sulfonation and hot-pressing of low-energy high temperature chemi-thermomechanical pulp. Holzforsch 2021. submitted. [Google Scholar]
- Thakur, V.K.; Thakur, M.K.; Raghavan, P.; Kessler, M.R. Progress in green polymer composites from lignin for multifunctional applications: A review. ACS Sustain. Chem. Eng. 2014, 2, 1072–1092. [Google Scholar] [CrossRef]
- Bajpai, P. Pulp and Paper Production Processes and Energy Overview; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9780128034118. [Google Scholar]
- Pettersson, G.; Norgren, S.; Engstrand, P.; Rundlöf, M.; Höglund, H. Aspects on bond strength in sheet structures from TMP and CTMP—A review. Nord. Pulp Pap. Res. J. 2021, 36, 177–213. [Google Scholar] [CrossRef]
- Joelsson, T.; Svedberg, A.; Norgren, S.; Pettersson, G.; Berg, J.-E.; Garcia-Lindgren, C.; Engstrand, P. Unique steel belt press technology for high strength papers from high yield pulp. SN Appl. Sci. 2021, 3, 561. [Google Scholar] [CrossRef]
- Tomasi, C.; Manduchi, R. Bilateral filtering for gray and color images. In Proceedings of the Sixth International Conference on Computer Vision (IEEE Cat. No. 98CH36271), Bombay, India, 7 January 1998; pp. 839–846. [Google Scholar]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Turpeinen, T.; Myllys, M.; Kekalainen, P.; Timonen, J. Interface Detection Using a Quenched-Noise Version of the Edwards-Wilkinson Equation. IEEE Trans. Image Process. 2015, 24, 5696–5705. [Google Scholar] [CrossRef] [PubMed]
- Hildebrand, T.; Rüegsegger, P. A new method for the model-independent assessment of thickness in three-dimensional images. J. Microsc. 1997, 185, 67–75. [Google Scholar] [CrossRef]
- Ali, C.M.; Jean-Francis, B.; Elodie, B.; Patrice, M. 3D synchrotron X-ray microtomography for paper structure characterization of z-structured paper by introducing micro nanofibrillated cellulose. Nord. Pulp Pap. Res. J. 2016, 31, 219–224. [Google Scholar] [CrossRef]
- Kellogg, R.M.; Wangaard, F.F. Variation in the cell-wall density of wood. Wood Fiber Sci. 1969, 1, 180–204. [Google Scholar]
- Li, K.; Wang, S.; Chen, H.; Yang, X.; Berglund, L.A.; Zhou, Q. Self-Densification of Highly Mesoporous Wood Structure into a Strong and Transparent Film. Adv. Mater. 2020, 32, 2003653. [Google Scholar] [CrossRef]
- Simão, J.P.F.; Carvalho, M.G.V.S.; Baptista, C.M.S.G. Heterogeneous studies in pulping of wood: Modelling mass transfer of dissolved lignin. Chem. Eng. J. 2011, 170, 264–269. [Google Scholar] [CrossRef]
- Kaarlo, N. Paper Physics; Paperi ja Puu Oy: Atlanta, GA, USA, 2008; ISBN 9525216292. [Google Scholar]
- Niskanen, K. Mechanics of Paper Products; De Gruyter: Berlin, Germany, 2011; ISBN 9783110254617. [Google Scholar]
- Lucenius, J.; Valle-Delgado, J.J.; Parikka, K.; Österberg, M. Understanding hemicellulose-cellulose interactions in cellulose nanofibril-based composites. J. Colloid Interface Sci. 2019, 555, 104–114. [Google Scholar] [CrossRef]
- Sorieul, M.; Dickson, A.; Hill, S.J.; Pearson, H. Plant fibre: Molecular structure and biomechanical properties, of a complex living material, influencing its deconstruction towards a biobased composite. Materials 2016, 9, 618. [Google Scholar] [CrossRef]
- Börcsök, Z.; Pásztory, Z. The role of lignin in wood working processes using elevated temperatures: An abbreviated literature survey. Eur. J. Wood Wood Prod. 2021, 79, 511–526. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Pizzi, A.; Zhang, H.; Halis, R. Critical Links Governing Performance of Self-binding and Natural Binders for Hot-pressed Reconstituted Lignocellulosic Board without Added Formaldehyde: A Review. BioResources 2017, 13, 2049–2115. [Google Scholar] [CrossRef]
- Delmotte, L.; Ganne-Chédeville, C.; Leban, J.-M.; Pizzi, A.; Pichelin, F. CP-MAS 13C NMR and FT-IR investigation of the degradation reactions of polymer constituents in wood welding. Polym. Degrad. Stab. 2008, 93, 406–412. [Google Scholar] [CrossRef]
- Khansary, M.A. Vapor pressure and Flory-Huggins interaction parameters in binary polymeric solutions. Korean J. Chem. Eng. 2016, 33, 1402–1407. [Google Scholar] [CrossRef]
- Jallabert, B.; Vaca-Medina, G.; Cazalbou, S.; Rouilly, A. The pressure–volume–temperature relationship of cellulose. Cellulose 2013, 20, 2279–2289. [Google Scholar] [CrossRef] [Green Version]
- Hakalahti, M.; Faustini, M.; Boissière, C.; Kontturi, E.; Tammelin, T. Interfacial mechanisms of water vapor sorption into cellulose nanofibril films as revealed by quantitative models. Biomacromolecules 2017, 18, 2951–2958. [Google Scholar] [CrossRef]










| Sample | Effective Sheet Density (CT) | Sheet Density (ISO 534) |
|---|---|---|
| Unpressed | 367 kg/m3 | 313 kg/m3 |
| Pressed 190 °C | 955 kg/m3 | 694 kg/m3 |
| Pressed 270 °C | 1000 kg/m3 | 734 kg/m3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mattsson, A.; Joelsson, T.; Miettinen, A.; Ketoja, J.A.; Pettersson, G.; Engstrand, P. Lignin Inter-Diffusion Underlying Improved Mechanical Performance of Hot-Pressed Paper Webs. Polymers 2021, 13, 2485. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13152485
Mattsson A, Joelsson T, Miettinen A, Ketoja JA, Pettersson G, Engstrand P. Lignin Inter-Diffusion Underlying Improved Mechanical Performance of Hot-Pressed Paper Webs. Polymers. 2021; 13(15):2485. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13152485
Chicago/Turabian StyleMattsson, Amanda, Tove Joelsson, Arttu Miettinen, Jukka A. Ketoja, Gunilla Pettersson, and Per Engstrand. 2021. "Lignin Inter-Diffusion Underlying Improved Mechanical Performance of Hot-Pressed Paper Webs" Polymers 13, no. 15: 2485. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13152485