
Wheat Biocomposite Extraction, Structure, Properties and Characterization: A Review
by
 , , and
, , and
Abdulrahman A. B. A. Mohammed
1, 
Abdoulhdi A. Borhana Omran
1,2,*,
Zaimah Hasan
1,
R. A. Ilyas
3,4,* and
and
S. M. Sapuan
5,6,* 1
Department of Mechanical Engineering, College of Engineering, Universiti Tenaga Nasional, Jalan Ikram-Uniten, Kajang 43000, Selangor, Malaysia
2
Department of Mechanical Engineering, College of Engineering Science & Technology, Sebha University, Sabha 00218, Libya
3
School of Chemical and Energy Engineering, Faculty of Engineering, Universiti Teknologi Malaysia, Johor Bahru 81310, Johor, Malaysia
4
Centre for Advanced Composite Materials (CACM), Universiti Teknologi Malaysia, Johor Bahru 81310, Johor, Malaysia
5
Laboratory of Biocomposite Technology, Institute of Tropical Forestry and Forest Products (INTROP), Universiti Putra Malaysia, Serdang 43400, Selangor, Malaysia
6
Advanced Engineering Materials and Composites Research Centre (AEMC), Department of Mechanical and Manufacturing Engineering, Universiti Putra Malaysia, Serdang 43400, Selangor, Malaysia
*
Authors to whom correspondence should be addressed.
Polymers 2021, 13(21), 3624; https://0-doi-org.brum.beds.ac.uk/10.3390/polym13213624
Submission received: 20 August 2021
/
Revised: 24 September 2021
/
Accepted: 7 October 2021
/
Published: 21 October 2021
(This article belongs to the Special Issue Bio and Synthetic Based Polymer Composite Materials)
Abstract
:Biocomposite materials create a huge opportunity for a healthy and safe environment by replacing artificial plastic and materials with natural ingredients in a variety of applications. Furniture, construction materials, insulation, and packaging, as well as medical devices, can all benefit from biocomposite materials. Wheat is one of the world’s most widely cultivated crops. Due to its mechanical and physical properties, wheat starch, gluten, and fiber are vital in the biopolymer industry. Glycerol as a plasticizer considerably increased the elongation and water vapor permeability of wheat films. Wheat fiber developed mechanical and thermal properties as a result of various matrices; wheat gluten is water insoluble, elastic, non-toxic, and biodegradable, making it useful in biocomposite materials. This study looked at the feasibility of using wheat plant components such as wheat, gluten, and fiber in the biocomposite material industry.
1. Introduction
Plastic materials cause significant environmental damage and are one of humanity’s greatest issues. Petroleum-based plastics are non-biodegradable, even after a hundred years. Plastic polymers, which are created from non-renewable elements, are one of the primary causes of global warming. Biocomposite materials are the ideal choice for possibly replacing fossil-based polymers. However, biocomposite materials require further development in terms of their characteristics [1].
Improving the properties of biocomposite material is still being investigated by researchers [2,3,4,5,6,7]. There is an abundance of research on wood and non-wood plants to extract starch, gluten and fiber in order to produce bio-composite materials. The ingredients of biocomposite materials are extracted from various types of agricultural crops, such as wheat, corn, cassava, hemp, jute, kenaf and other crops [8]. The advantages that make plants more useful than other sources for biopolymers are their availability, quality and quantity. In addition, plants offer variation in physical properties such as thickness, density, water content, water absorption and water solubility. There exists a variation in chemical constituents such as cellulose, hemicellulose, lignin and protein content in fiber, amylose and amylopectin ratio in starch [9]. Furthermore, their diversity in degree of polymerization, degree of crystallinity, water-vapor permeability and porosity make a difference in the biocomposite properties.
Wheat is a non-wood plants based fiber [10], which is planted in many countries and produces a lot of waste. Starch is the primary component of wheat, having a number of food and industrial applications [11]. In biocomposite application, wheat starch is used as biopolymer film with or without filler. Wheat fiber can be extracted from different parts of the plant to be used as reinforcement filler for either natural or synthesis matrix. Surface treatment is a method that is commonly used to clean, modify and improve the fiber surface to decrease surface tension and to improve the interaction between the fiber filler and the starch film matrix or synthesis matrix [12,13,14,15,16]. Several publications have addressed the effects of sodium hydroxide treatment on the structure and properties of natural fibers such as kenaf, flax, jute, hemp, sugar palm and wheat fiber [17,18,19,20,21,22].
Straws such as wheat, rice and rapeseed straws, which known as cereal straws, are not only highly abundant but they are also a low-cost, potential candidate to be utilized in the development of green composites [23]. Wheat is one of the crops that is most sought after, and it is widely cultivated. The source of it comes from a grass named (Triticum) that is grown in countless countries around the entire globe. The total production of wheat in 2019–2020 was 763.9 million metric tons [24] and this percentage increases yearly.
One of the co-products from the starch and bioethanol industry is wheat gluten, which is utilized in many food and non-food application. It is widely used to develop films and other Bioplastics [25,26,27,28,29]. In 36 days, the decomposition of wheat gluten takes place in aerobic fermentation and takes 50 days in farmland soil without releasing any toxic residues into the environment [30]. Wheat gluten protein has a high decomposition rate, even when it is subjected to chemical and physical treatments. Therefore, wheat gluten polymer is a perfect alternative for the development of new biodegradable polymers, because of its decomposition properties and its unique viscoelastic and gas barrier properties [31]. Furthermore, wheat gluten has been explored as a raw material for non-food applications such as biopolymers [32,33,34]. In order to develop the eco-industry on our planet, biodegradable materials such as wheat-based biocomposites, which are distinguished with unique advantages such as, renewability, availability and low-cost raw materials.
Plasticizers used with starch to create the polymeric entangled phase, by reducing intramolecular hydrogen bonding [35,36,37]. Adding plasticizer to wheat starch improves the physical and mechanical properties because plasticizer increases the flexibility of the material. There are many types of plasticizer such as, fructose, sorbitol, urea and glycerol used to improve physical and mechanical properties. Similarly, to enhance mechanical and physical properties, plasticizers have been applied in many biocomposite materials, such as corn [38,39,40], sugar palm (Arenga pinnata) starch [41], cassava [42] and rice starch [43,44].
In this work, we conduct a comprehensive study on wheat fiber, as well as wheat starch biopolymers. This review paper will reveal the improvement of the properties in terms of mechanical response, thermal behavior, antioxidant, antimicrobial, and morphological properties of different parts of the wheat plant that can be used as a bioplastic material.
2. Wheat Plant
Wheat is a grass plant of the Poaceae plants family; the scientific name of wheat plant is Triticum. Wheat is one of the world’s most ancient and essential cereal crops, which is grown across a wide range of climates and types of soils [45].
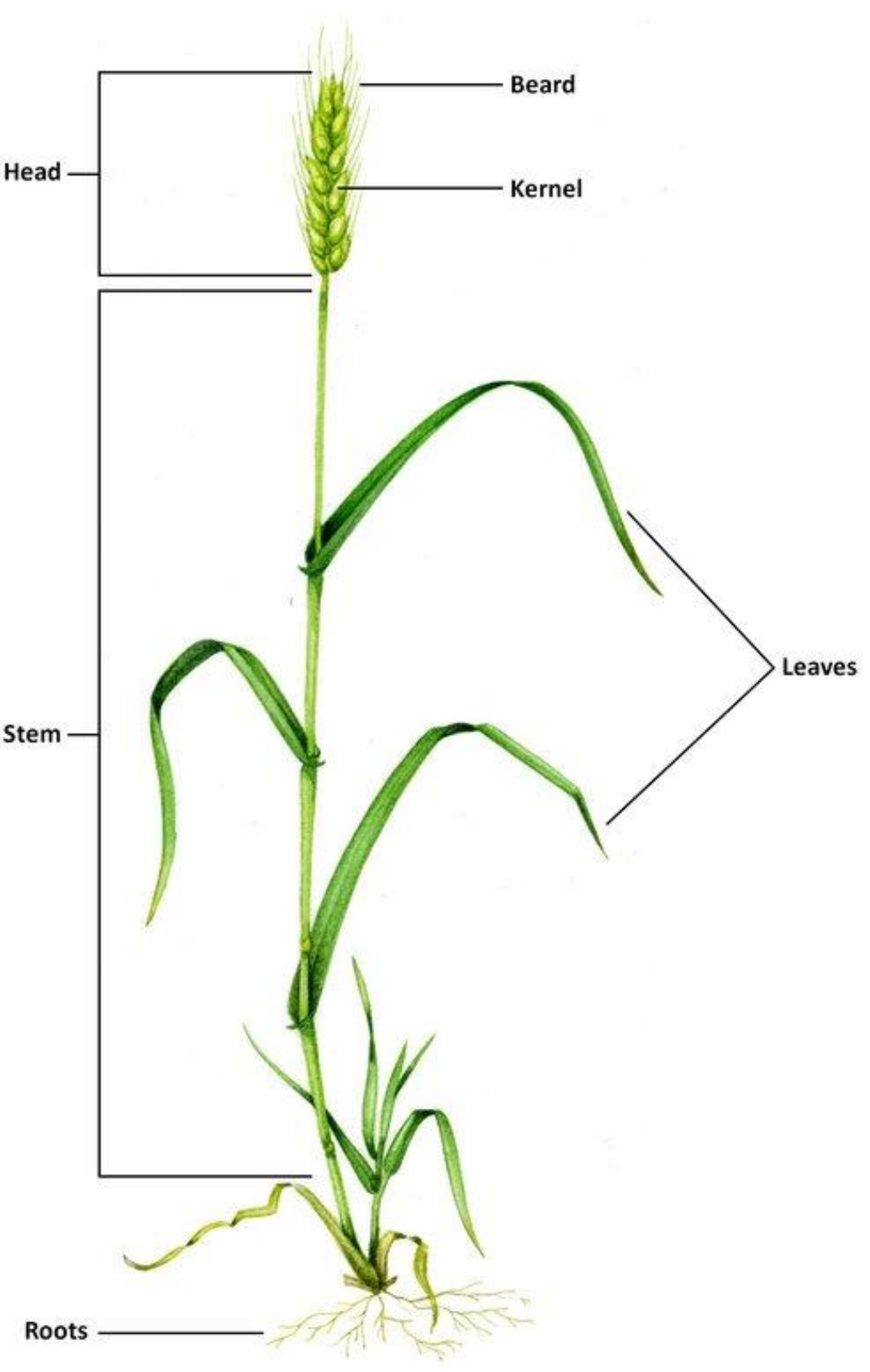
The main parts of the wheat plant are head spike, stem, leaves and roots. Wheat plants grow up to 2–4 feet tall. Figure 1 shows wheat plants’ main parts. The kernel of the wheat (also called the wheat berry) is the seed of the wheat plant [46], while the part that covers the kernel and protects it is called the beard; similar to all the grass plants, wheat plants stand on the stem. The leaves of wheat plants are long and comparatively thin; flog leaves are in the top of the leaves, which are responsible for the protection of the leaves. The nourishment from the soil to the plant comes through roots in the bottom of the plant [47].
3. Film Preparation and Properties Characterization of Films Based Wheat Starch
There are many factors that affect biopolymer properties, including: starch type, treatment temperature, additions such as plasticizer and co-biopolymers [35]. In this section, we will discuss properties of film-based wheat starch.
3.1. Physical and Chemical Properties of Wheat Starch
Wheat is one of the most widely farmed crops worldwide; the type of the soil and soil-dryness conditions affects the quality of the starch and other plant parts. The gelatinization enthalpy and swelling power of moderate soil-dryness treated starch are low. When compared to well-watered conditions, however, a greater gelatinization temperature, retrogradation enthalpy, and retrogradation percentage are found. According to Weiyang Zhang et al. [49], soil dryness affects amylose structure more than amylopectin structure in wheat grains. Furthermore, moderate soil dryness improves molecular structure and functional properties of the starch. Table 1 shows a comparison between the chemical and physical structure of wheat, corn, rice and potato starches. There is no significant difference between the chemical composition of various starches.
The starch basically contains Amylose and Amylopectin. In biocomposite materials, it is important to identify the percentage of Amylose and Amylopectin, which directly affect the properties of the film or the matrix of the bio-polymer [50]. Amylose has a lower molecular weight than amylopectin; however, the high relative weight of Amylopectin reduces the mobility of polymer chains, resulting in high viscosity, whereas the linear structure of Amylose has demonstrated behavior more similar to that of conventional synthetic polymers [51]. The majority of natural starches are semicrystalline. Depending on the resource of the starch, the crystallinity of starch is around 20–45% percent. The short-branched chains in Amylopectin are mostly responsible for crystalline regain and appear as double helices with a length of around 5 nm. In the crystalline areas, the Amylopectin segments are all parallel to the big helix’s axis [52]. Since proteins and polysaccharides are the primary components of natural polymers, the structure–property relationships in these materials are determined by their interactions with water and with each other in an aquatic medium [53].
Thianming Zhu et al. [54] applied different techniques to determine the percentage of Amylose in the starch; techniques included Differential Scanning Calorimetry (DSC), High-Performance Size-Exclusion Chromatography (HPSEC), iodine binding, and Megazyme amylose/amylopectin. Michael Ronoubigouwa Ambouroue Avaro [55] developed a method that used Tristimulus CIE Lab Values and developed a specific color board of Starch-iodine complex solution, the conversion of the regression values L*a*b* to Red, Green, Blue (RGB) values and to color hexadecimal codes. This method used a colorimeter device. A spectrophotometer is another device that can be used to detect the percentage of the Amylose by calculating the absorbent light that gets through the mixture of the starch and iodine solution [56,57,58].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
A comparison between the chemical composition and physical properties of wheat, corn, rice and potato starches [59,60,61,62,63,64,65,66,67,68,69,70,71,72].
| Type of Starch | ||||
|---|---|---|---|---|
| Parameter | Wheat Starch | Corn Starch | Rice Starch | Potato Starch |
| Amylose (%) | 16.0–31.5 | 20.0–28 | 20–28 | 25–31 |
| Amylopectin (%) | 68.5–75 | 75–83 | 65–85 | 76–83 |
| Ash (%) | 0.20–0.29 | 0.32–0.62 | 0.17–0.19 | 15.95–16.05 |
| Proteins (%) | 0.40–0.46 | 0.38–7.7 | 0.33–0.38 | 4.26–4.82 |
| Density (g/cm3) | 1.5 | 1.356–1.4029 | 1.282 | 0.763 |
| Moisture content (%) | 10.65–13.3 | 10.45–10.82 | 3.60 | 15.98 ± 0.36 |
3.2. Production of Films Based Wheat Starch
In order to produce starch-based films, starch should be isolated from granules [73], then the isolated starch is mixed with distilled water and plasticizer to prepare the slurry. Subsequently, casting and drying processes takes place.
3.2.1. Wheat Starch Isolation
Zuosheng Zhang et al. [74] discussed different methods of starch isolation, including Alkaline Washing (ALW), Ultrasonic Assist Ethanol Soaking (UAES), Hot Water Soaking (HWS) and Ultrasonic Assist Hot Water Soaking (UAWS). A similar crystalline pattern of C-type was found for all the isolated starch samples; starch isolated using the ALW and UAES methods shows a greater degree of crystallinity than the other isolation methods. FT-IR spectra analysis shows similar chemical interactions with different isolation methods. Starch isolated using the UAES method exhibited the highest water solubility. The HWS and ALW methods resulted in greater enthalpy and gelatinization temperatures, while the UAES and UAWS isolation methods resulted in greater peak viscosity.
According to Ali et al. [75], starch can be isolated from the kernel by soaking 1 kg of flour in four liter of distilled water and keeping the mixture at 4 °C for 12 h. Then the slurry mixture is diluted 10 times (volume/volume) with distilled water. Then a 20 g of sodium hydroxide is dissolved in 1000 mL of water to make 0.5 M of NaOH. The solution of NaOH is then added to the diluted slurry. The diluted slurry is then mixed by continuously stirring for one hour. The starch is filtered and centrifuged for 30 min at 10 °C. The sediment gained from the surface is scraped and the lower white portion recovered as starch and, subsequently, dried at 40 °C in a hot air oven.
3.2.2. Wheat Starch Film Preparation
The process of preparing wheat-starch film starts with mixing the pure starch that has been isolated from other kernel ingredients with distilled water. Then the mixture is put on a hot plate mechanical stirrer for full dispersion in a temperature around 80 °C to 100 °C [76,77]. If the process contains the addition of a plasticizer, to ensure high homogeneity in the film, the plasticizer addition is recommended to take place after the starch is dispersed in the distilled water [39]. Once the slurry is cooled to room temperature, the slurry is casted on a petri dish or Teflon mold. However, Teflon mold prevents sticking of the film that happens with petri dishes [78,79]. Subsequently, the slurry is put into a drying oven at 45 °C with air circulation to remove water and moisture [76]. After the film is fully dried, it is peeled off carefully as to avoid rupture. Figure 2 shows the casting method of film formation.
3.3. Properties Characteristics of Wheat Starch-Based Film
3.3.1. Pasting Properties
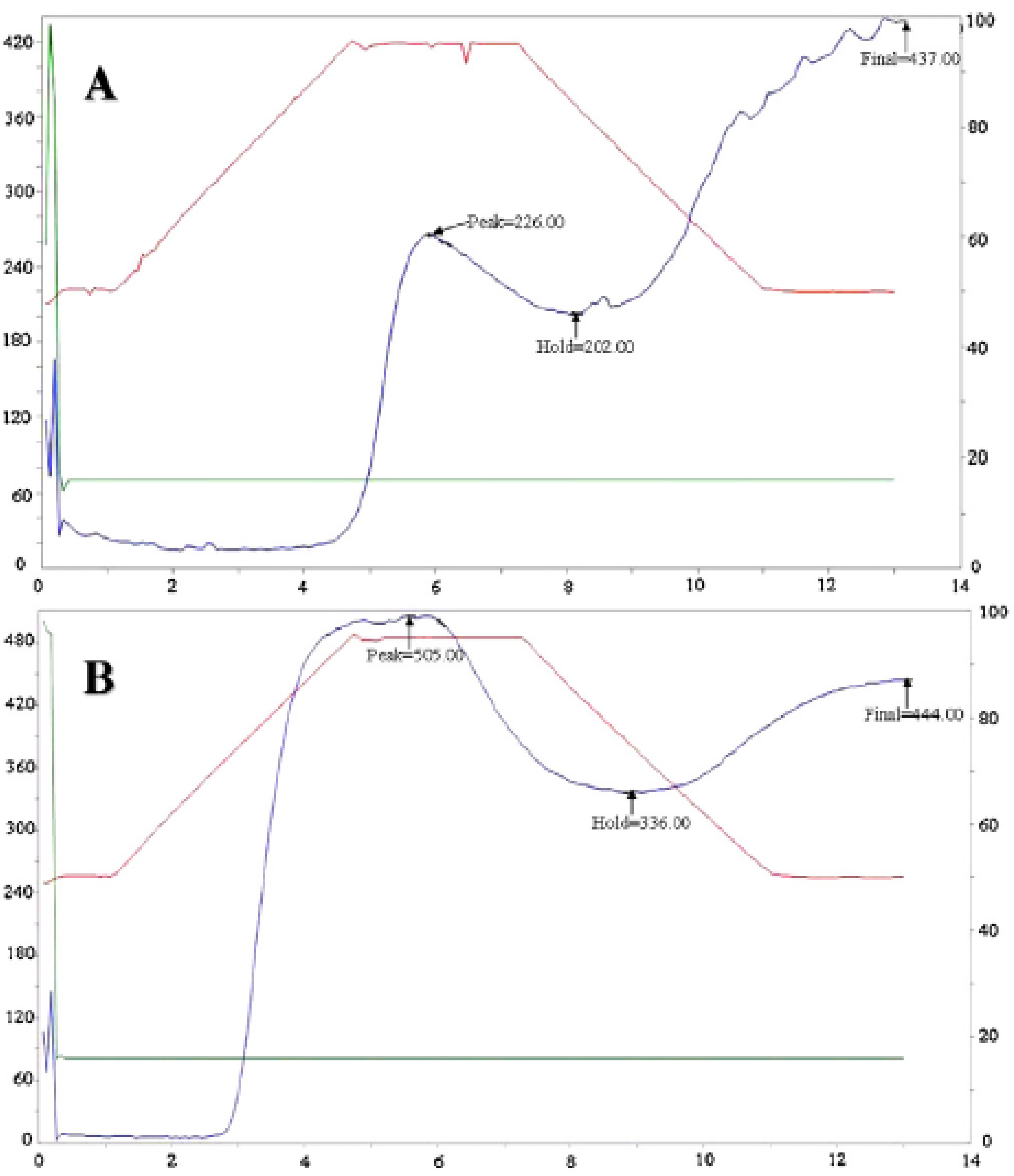
The pasting properties of starch samples can be determined using a Rapid Visco-Analyzer RVA; the properties of pasting viscosity profiles are shown in Figure 3. The process of testing the pasting properties can be undertaken by following H. Liu method, where weighed starch and distilled water is mixed and stirred in the aluminum Rapid Visco-Analyzer RVA sample canister to obtain a 10.0% starch suspension. A programmed cooling and heating is used to record the amylograms of the pastes [81]. Studies by Huanxin Zhang et al. [77] show that the paste viscosity of the waxy wheat-starch was gradually enhanced and reached a peak at 73.6 °C, while the normal wheat starch peak temperature was 94.7 °C.
3.3.2. Morphological Properties
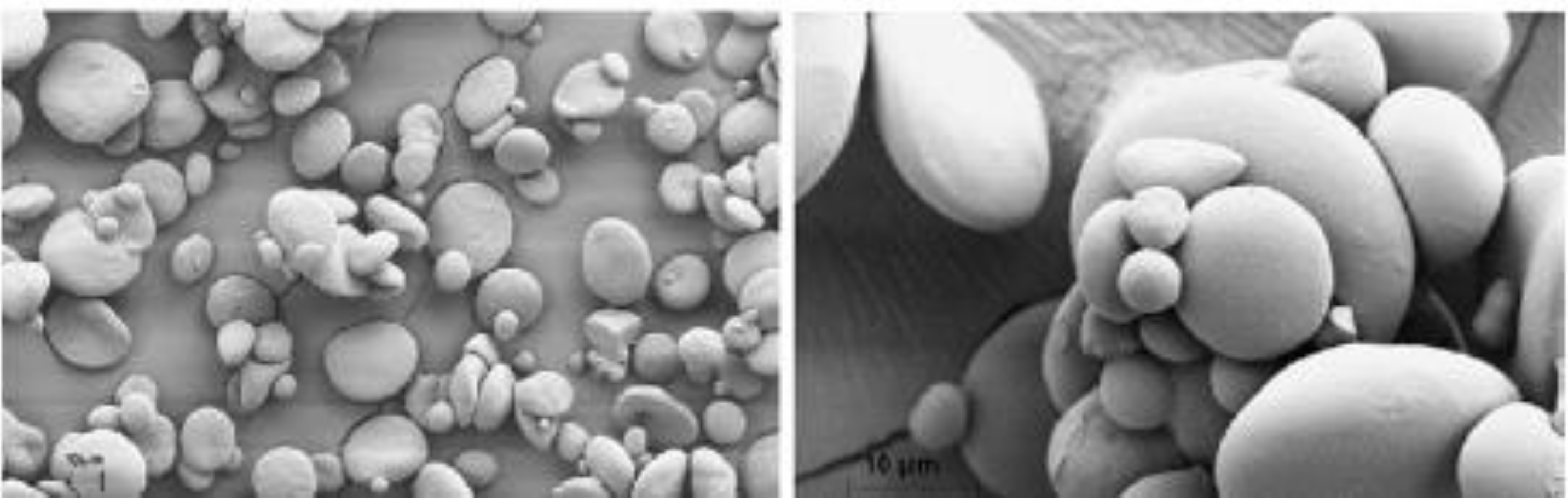
Morphological properties in biocomposite are extremely important in order to see how homogeneous the composite is to get through. The scanning electronic microscope test also gives a structural explanation for other properties. For example, if the film surface is homogenous, this would indicate integrity of other properties. Wheat starch has a bimodal size distribution, with small, round B granules (2–10 mm) and large, lenticular (20–32 mm) [82,83,84]. Figure 4 shows the morphology of the wheat starch.
Non-plasticized films usually have cracks or pores and some undissolved particles, which could make it easier for water vapor to pass through the film. Plasticizing wheat films with Glycerol reduced those cracks and pores. Plasticizing also improves the adhesion between the particles of the material, as shown in Figure 5. Similar results were reported for plasticized starch-based films such as corn starch-based films [86], cassava starch-based films [42], sago starch-based films [87], rice starch-based films and potato starch-based films [88].
3.3.3. Film Transparency
The film transparency (reverse of opacity) is used to manifest the ability of light to pass through the film. Films that have a low degree of opacity are usually referred to as being acceptable as packaging material because they offer the better visual view of the food [89]. However, the variation of transparency gives more options in different applications. The opacity of the film can be calculated with the equation below:
where: x represents the thickness (in mm) of the film, and Abs600 is the absorbance of light measured at 600 nm [90]. Lower values of the opacity value mean greater transparency.
The bioplastic wheat-starch-based films have lower opacity than that of the corn-starch-based films. This indicates that wheat-starch-based films exhibit higher transparency compared to corn-starch-based films. However, the highest transparency has been found in the potato-starch-based films [88,91]. The high opacity of corn-based film can be attributed to high lipid content of corn-starch film [92], while the addition of protein in starch films also improves the transparency [93]. However, the Amylopectin in potato starch contains a high number of long chains, which contribute to the formation of the compact structure that leads to a more transparent starch matrix [94].
3.3.4. Thermal Properties
Thermal tests are important to gauge the information about the thermal behavior of the biocomposite film. Thermogravimetric Analysis (TGA) is used to measure the temperature change over the time, while Derivative Thermogravimetry (DTG) is used to show the phases degradation of the material [95]. Differential Scanning Calorimetry (DSC) is used to measure the thermal properties of starch such as peak gelatinization temperature (Tp), gelatinization onset temperature (To), gelatinization conclusion temperature (Tc), and enthalpy of gelatinization (ΔH) [96,97]. Wheat starch begins to breakdown at nearly 275 °C, according to research. The temperature at which wheat nanofibers films degraded was roughly 296 °C [98]. Jie Zeng et al. [99] found that the gelatinization onset temperature of wheat starch is 59.43 °C, the peak gelatinization temperature is 64.23 °C, the gelatinization conclusion temperature is 78.02 °C, and the enthalpy of gelatinization is 2.915 J g⁻1. Sorghum starch (Broom-corn) thermal properties show a little more peak gelatinization temperatures (Tp) and enthalpy compared to wheat starch, peak gelatinization temperatures (Tp) was reported for sorghum ranging from 68.2 °C to 77.8 °C, while the enthalpy values ranged from 8.2–16.4 J g⁻1 [100]. The onset temperature in biocomposites based starch and plasticizer is around 300 °C, the elimination of hydrogen functional groups, degradation, and depolymerization of the starch carbon chains polymer happened at this stage [101], while creating strong bonds by adding additives such as fiber and cross-linkers delays degradation temperature [102].
3.3.5. Water Vapor Permeability (WVP)
Water vapor transmission rate (WVTR) or moisture vapor transmission rate (MVTR) is a measure of the passing of water vapor through the substance. It is a measure of the permeability for vapor barriers. According to ASTM E96-00 standard, the films should be placed in the dryer oven for 48 h under 25 °C and 67% relative humidity before starting the test [103]. WVP is calculated from the transmission of the vapor across the films due to the difference in the partial pressure [104,105,106].
X. Guo et al. [107] tested the ratio of zein to wheat gluten. The researchers found that when the ratio of zein to wheat gluten is increased, the WVP decreases. WVP is related to the protein’s characteristics. Gluten is made up of multiple proteins with more polar residues in the gluten molecules. Zein, on the other hand, contains a higher proportion of hydrophobic residues. For this reason, when the ratio of zein to wheat gluten is increased, WVP decreases.
Plasticizers such as glycerol have a great effect on water vapor permeability. Wheat-starch films without plasticizer have higher WVP compared to plasticized wheat films with 20% and 30% glycerol. However, the WVP of the starch film with 50% glycerol was greater, which can be attributed to micro cracks in the film [76]. The addition of hydroxypropylation, cross-linkers and antioxidants to starch bio-polymers such as corn, rice and wheat starch improves water barrier resistance [108], because the addition of those additives reduce polymer polarity, which results in low hydrogen bonding [109]. Film thickness does not affect the WVP, since the amount of casted solution does not molecularly rearranged during the drying process [110].
3.3.6. Crystallinity
Crystalline substance, in most conditions, exhibits a polycrystalline structure. Each grain being separated from the next one by a boundary, along which the atomic configurations are heavily distorted [111]. X-ray diffraction (XRD) is a technique that is used to analyze and measure the crystalline phases of a different types of substances, basically for mineralogical analysis and identification of unknown substances. Powder diffraction data are fundamentally derived X-ray Diffraction by the atomic and molecular arrangements explained by the physics of crystallography. One advantage of using X-ray diffraction is its ability to characterize crystal index with high-accuracy [112].
Granular starches are partially crystalline because they contains of approximately 25% w/w of the linear polysaccharide amylose and 75% w/w of the branched polysaccharide amylopectin [113]. Starches from various sources have close crystalline index. Corn starch, rice starch, and potato starch have crystalline indexes of 43–48%, 38% and 23–53%, respectively, while wheat starch crystalline index is 36–39% [114]. The relative crystallinity of wheat starch decreased with heat moisture treatment, because the heat moisture treatment disrupt helical structures in the amorphous and crystalline region [115]. Amylose has 33.3% crystallinity index while Amylopectin has 0% crystallinity index, preparing films by blending Amylose and Amylopectin shows co-crystallization between them. Starch-based film shows higher crystallinity than expected, which refers to crystallization of Amylopectin [116].
4. Wheat Gluten-Based Film; Preparation and Characterization
Wheat Gluten (WG) is the primary protein in wheat grains [117]. Films that are made from wheat gluten have potential to develop an edible film, adhesives, binders, and biomedical substances. The main advantages of wheat gluten films include being insoluble in water, elastic in nature, and non-toxic. Gluten matrix is biodegradable and glassy, with characteristics similar to epoxy resin [118,119,120].
4.1. Production of Wheat Gluten-Based Film
Wheat-gluten based films can be produced via two common methods:
4.1.1. Wet Method
Wet-type mechanical milling is a common approach for producing nanoparticles for a variety of bio-materials, including starch and gluten [121]. For gluten, a milling process is used to obtain gluten powder. The wheat gluten suspension solution is made by mixing the gluten powder with ethanol (70% aqueous ethanol). Then fibers are immersed in gluten suspension-solution. After the mixture is homogenized, the composite is dried in a vacuum air oven to allow the solvents (water and ethanol) to evaporate more quickly [97].
4.1.2. Dry Method
This method can be performed by either; (1) spreading dry powder with dry fibers in the mold, where the gluten powder will be first distributed in the mold. Next, the dry fiber preforms will be placed into the mold. Subsequently, another gluten powder layer would be added through a sieve. These steps will be repeated until the desired thickness is achieved (2), by spreading dry powder on wet fiber in the mold. In this method, fiber must be wetted again (after combing and drying), as the water will be a processing aid, after casting the gluten powder and wet fiber on the mold, the drying process needs to be conducted in dryer oven [122].
4.2. Properties Characterization of Films Based Wheat Gluten
Due to the fact that polar amino acids such as glutamic acid, aspartic acid, lysine, arginine, serine, threonine, and tyrosine are present in proteins, the addition of protein in biocomposite films improves the mechanical properties. Amino acids contain reactive groups that can be useful in cross-linking and creating covalent connections, improving the mechanical characteristics of biocomposites [123]. It has been found that proteins rich in sulfur amino acids, particularly rapeseed proteins when combined with rubber, cause a substantial enhancement of the cross-linking process. Protein-rich composites have a higher thermal resistance due to the high number of nitrogen atoms in a single polypeptide molecule [124].
Wheat-gluten films revealed lower water absorption (settled on 80% after 4000 min), this amount of water absorption is a response for (C=O, C=C) bonds existence in gluten film [125]. While the starch-based films revealed higher water absorption, which reached approximately 520% after 210 min on cassava-starch-based films [42] and 295% after 240 min on corn-starch-based films [126]. All starch-based films showed very strong water absorption capacity. However, the amount of absorbed water is different from one starch to another. This behavior is attributed to the size of starch particles, the smaller the particles the earlier and higher water absorption. Also FTIR analysis shows hydrogen bonded hydroxyl group peak more intensely with small-particle content compared to the larger particles, this explains the increase in water absorption capacity [127]. Wheat-gluten-based films, plasticized with glycerol show elongation at break in the range from 320.5–474.5%, 6.33 MPa tensile strength, while the moisture content was just about 5% [128]; the addition of a plasticizer reduces hydrogen bonding, which allows molecules to move and increase the elongation, while the high tensile appears when starch-starch hydrogen bonds overcomes starch-plasticizer bonds in a low amount of plasticizer [129]. Reinforcing wheat-gluten with flax fiber improves the tensile strength and the elastic modulus, because of the hydrogen bonding between the fiber and the protein [122,130,131,132,133]. Heat treatment of wheat gluten at temperature higher than 100 °C reduces the effect of the reinforcing filler which reflected as reduction in the Young’s modulus. This explains the reduction of wheat gluten adhesion when it is heat treated [134]. However, treating the filler with alkaline and/or silane improves adhesion between wheat gluten and filler. This surface treatment increases the mechanical properties by reducing the fiber pullout length [135] As confirmed by FTIR results, fiber chemical treatment removes lignin and hemicellulose and reduces the hydrophilic nature of the fiber and, hence, improves the interfacial adhesion between fiber and matrix [136,137]. Natural structures of bio-polymers have relatively low degradation temperatures [138]. This refers to the low energy level required to break the weak interactions between the polymer chains. To avoid undesirable decomposition of wheat-gluten-based bioplastics, hydrophobic liquids, e.g., castor or silicone oil are used [139,140]. Blending gluten with hydrophobic polymers, such as polyvinylalcohol improves the degradation temperature [25,141]. The addition of hydrophobic polymers widens the gap between the energy required to break bond interactions and the energy required to cause chains breakdown. Although wheat-gluten-based films also prepared with solution cast method, compression molding have given better properties [142]. The wheat-gluten films reinforced with fiber filler can be prepared either by wet or dry method:
Tensile strength increased when drying temperature increased at 35% RH, while it decreased when temperature increased at 70% RH [143]. N. Vo Hong et al. [120] used water as a processing aid together with the use of unidirectional flax fibers to obtain the strongest properties in the fiber direction. Pakanita Muensri et al. [144] found that lignin content in the fibers does not affect the fiber/matrix adhesion. The type of wheat proteins and compression molding conditions controls the properties of wheat-protein films [145]. To make edible films out of wheat gluten, Francisco Zubeldía et al. [146] employed the dry process. They observed that molding temperature has a greater impact on the films’ ultimate mechanical and physical properties than mixing time. This was due to increased disulfide bonding during heating, resulting in a more cross-linked polymeric network, according to the study. Further work needs to be undertaken to understand the mechanism of cross-linking wheat gluten with fillers [147].
5. Wheat Fiber
Wheat fiber is an isolated dietary fiber made from the wheat plant. This fiber goes through a special thermo-physical process followed by milling, sieving, and standardizing into application specific grades. Wheat fiber is a white to light beige, fibrous, and odorless powder [148]. Wheat plant is a good source of fiber from different parts, most fibers extracted from wheat husk, straw, and barn. Table 2 and Table 3 show comparison of wheat, corn and rice fibers from husk and straw based on their properties, while Table 4 shows wheat bran properties. Wheat straw and husk show high amounts of cellulose, therefore, they consider as a good source for nano and microfibers.
Jing Huang et al. [149] illustrated the relationship between the data from the chemical method and Near-Infrared (NIR) to identify the fiber chemical composition. The analytical methods that are used to analyse the NIR results were the partial least squares (PLS) and principal component regression (PCR). PLS is proved to be a better quantitative method than PCR [150]. The fiber composition can also be identified through Neutral Detergent Fiber (NDF), Acid Detergent Fiber (ADF), and Acid Detergent Lignin (ADL) [151,152].
Wheat straw has a high amount of cellulose and offers several advantages over the other types of reinforcement fillers. The advantages include being low in density, nonabrasive nature, low cost and having accessibility and renewability [153]. Wheat straw fibers were utilized by Beatriz Montano-Leyva et al. [119] to modify the mechanical characteristics of wheat gluten-based film. By adopting a solvent-free method, the ultimate cost of the materials was lowered. Increases in fiber content of up to 11.1% result in increases in Young’s modulus and stress at break, as well as a reduction in strain at break [154].
Yi Zou et al. [155] used long and untreated wheat straw fiber (WS) (10 cm) with polypropylene (PP) webs to develop a lightweight and cost-effective thermos-plastic composite. In this study, whole straw and split straw have been compared. Split WS–PP composites have improved over whole straw composite by 39% in modulus of elasticity, 69% enhancement in tensile strength and 18% improvement in impact resistance properties, 26% enhancement Young’s modulus, 69% improvement in flexural strength. Comparing lightweight WS–PP composites with Jute–PP composites of the same density, showed that, mechanically split WS–PP composites have 114% improvement in flexural strength, 38% improvement in modulus of elasticity, 140% improvement in Young’s modulus, 10% enhancement in tensile strength, better sound absorption properties and 50% lower impact resistance.
Other applications of wheat straw include extracting off hemicellulose from wheat straw (WS) and it is used as reinforcing filler for kappa carrageenan-locust bean gum polymeric blend films [156]. Wheat straw is also used as reinforcement fiber and injected with polylactic acid (PLA), PLA–WS (70:30) [157]. Additionally, wheat straw is also used with thermoplastic resins to improve their properties [158,159] and used in thermosetting resins-straw boards [160,161].
Wheat bran is the hard outer layer of cereal grains [162]. Lucia Fama et al. [163] reinforced cassava matrix with wheat bran; they found that the interaction between starch and fillers increased with the availability of hydroxyl groups in the film, which involved in a dynamic exchange with water. Zong-qiang Fu et al. [164] used wheat bran as a filler with corn starch matrix. WVP is poor in starch-based films that are not supplemented with wheat bran fiber. By increasing the wheat bran fiber content, the elongation at break of films is decreased. The tensile strength increased up to 10% w/w (up to 5.07 MPa) with the addition of wheat bran fiber content, then declined when the wheat bran fiber content was increased.
Lucia Fama et al. [163] reinforced cassava matrix with wheat bran, they found that the interaction between starch and fillers increased with the availability of hydroxyl groups in the film, which involved in a dynamic exchange with water.
Due to the strong mechanical properties and biocompatibility of isolated cellulose, it is gaining a lot of interest as a reinforcing material [165]. However, in comparison to all-cellulose composites (ACCs), where the reinforcement and matrix are both cellulose, reinforcing polymers with cellulose gives relative poor dispersion of cellulose with synthesis and bio-matrix resulted in reduced interfacial affinity [166].
Table 2.
Chemical structure and physical properties of wheat, corn and rice husk [167,168,169,170,171,172,173,174].
| Type of Husk | |||
|---|---|---|---|
| Parameter | Wheat Husk | Corn Husk | Rice Husk |
| Density (g/cm3) | 0.75 | 1.49–1.18 | 0.1214 |
| Moisture content (%) | 6–6.05 | 7.6–8.7 | 9 |
| Cellulose (%) | 36–39.2 | 31.3–47 | 34.34–43.80 |
| Hemicellulose (%) | 18–26.4 | 34–43.91 | 19–25 |
| Protein (%) | 6 | 7 | 1.70–7.26 |
| Fats (%) | 5 | 17.2 | 0.38–2.98 |
| Lignin (%) | 6.8–16 | 1.5–14.3 | 16 |
Table 3.
Chemical composition and physical properties of wheat straw [175,176,177,178,179,180,181,182,183].
| Type of Straw | |||
|---|---|---|---|
| Parameter | Wheat Straw | Corn Straw | Rice Straw |
| Density (g/cm3) | 0.3231–0.871 | 0.033–0.069 | 0.194 |
| Moisture content (%) | 8–60 | 25–30 | 6.58–18 |
| Cellulose (%) | 28.8–51.5 | 28–44 | 29.2–38 |
| Hemicellulose (%) | 10.5–39.1 | 36.05–36.83 | 12.0–29.3 |
| Protein (%) | 3–6.3 | 4–9 | 3–7 |
| Lignin (%) | 5.4–30 | 7–29 | 12–19.0 |
| Wheat Bran | |
|---|---|
| Parameter | Amount |
| Density (g/cm3) | 0.17–0.25 |
| Water holding capacity (g/g) | 3.39–6.49 |
| Water retention capacity (g/g) | 2.17–5.76 |
| Moisture content (%) | 8.2 |
| Cellulose (%) | 11.65–13.15 |
| Hemicellulose (%) | 49.7 |
| Starch (%) | 55.9–70.53 |
| Protein (%) | 15.8–16.88 |
| Lipid (%) | 3.8–4.13 |
| Lignin (%) | 5.3 |
6. Antioxidant Properties of Wheat Based Film
The inhibition of oxidation improves the stability of polymers to be effective in more applications [189]. The addition of antioxidant into films can change the structure of the film [190], where the reduction in the antioxidant impairs the resistance to degradation [191]. Antioxidant materials are added to prolong the useful life of the constituents of polymers [117,192], the polymer type and the compound formulation and the end use application are governing the selection of the correct combination of antioxidants [193]. Wheat starch–chitosan films show the highest antioxidant (α-tocopherol) capacity. However, the addition of α-tocopherol led to more heterogeneous film structure [194]. Feruloylated arabinoxylans extracted from wheat bran show high antioxidant activity in the presence of bound ferulic acid [195].
7. Antimicrobial Properties of Wheat Based Film
Antimicrobial property has received more attention recently, especially in the bio-packaging food industry [196]. It has been found that composite wheat gluten-chitosan-based films can prevent microbial growth in intermediate-moisture conditions [197], where gluten is thought to act as an antimicrobial agents carrier [198,199,200]. Organic acids, enzymes, various plant extracts, bacteriocins, and essential oils have been integrated into biopolymers as antimicrobial agents [201,202,203]. Essential oils (EOs) used in food packaging films to inhibit the growth of bacteria and fungi [204,205,206]. Essential oils are natural, volatile, complex compounds with a strong odor extracted from plants [207]. They have health benefits, antimicrobial and antioxidant properties [208,209]. (EOs) used to reinforce bio-matrix composites [210], such as reinforcing corn wheat starch matrix with lemon oil, and the addition of lemon oil, significantly increased antimicrobial activity [211]. However, the addition of (EOs) concentration reduced the tensile strength, while the elongation at break does not change [212]. Potassium Sorbate (PS) has been used as an antimicrobial agent for wheat gluten films. (PS) shows antimicrobial activity, but it has been found that when the film is exposed to an absorbing medium, most of the PS is released [213]. Thymol has been added as an antimicrobial to hydroxyethyl cellulose wheat-starch-based films and the results show the film kept the same chemical properties, whereas mechanical properties improved [214].
8. Wheat Biocomposite
8.1. Wheat Biocomposite Advantages and Applications
One of the significant advantages of agriculture-based biocomposites’ resources such as wheat, is the renewability of agriculture crops; this advantage is limited in forest-based biocomposite plants, unless the green cover of forest is constantly replaced and renewed.
In many countries around the world, wheat is considered the main ingredient of their diet. In the recent year, wheat consumption has increased at a faster rate than all other cereals, which generates enormous amounts of waste [204]. The waste is increasing with the wheat consumption and production [12]. Fibrous tissue in wheat straw reach 67%, which can be considered as a high percentage among cereal plants [205]. Furthermore, wheat has the highest amount of proteins amongst other cereals.
Additional to its application in bioplastics, wheat gluten can be used as a binder with fibers [206]. As the mechanical and physical properties of starch and wheat-gluten-based biocomposites improved with fiber reinforcement [207], these improvements in the properties with the reduction of moisture content due to the addition of wheat gluten make the wheat based biocomposites a good choice in various applications, such as food packaging and drug delivery systems [208,209,210]. Furthermore, starch-based biocomposites foam is used to produce ecofriendly food containers and bioplastic sheets [37]. The abundance of wheat fiber make it a good choice to be included in various applications including printed circuit boards (PCB), cars, interior components, mobile phone casing and other various fields. Besides, wheat straw has been used as a filler in biodegradable matrices to make different products such as diches and trays; it can also be used with other different types of matrices such as thermosetting matrices, and thermoplastic matrices. Wheat biocomposites are found useful for indoor building insulation applications [211,212,213] as they are proven to be environmentally friendly and contribute to cost and energy savings [144,214,215]. Producing micro- and nano-composites separating from wheat wastes, would be one of the conceivable advancement in biocomposites-based wheat such as reinforcing thermoplastic starch polymer with wheat straw nanofibers [85], while the effect of agronomical aspects in micro- and nano-biocomposites needs more investigation [216].
8.2. Wheat Biocomposite Fabrication
The fabrication of biocomposite materials by reinforcing natural lignocellulosic fibers (e.g., sugar palm, water hyacinth, sisal, ginger, cotton, sugarcane bagasse, flax, jute, hemp, arrowroot, banana etc.) with polymer composite is frequently advocated to enhance agricultural materials [215,216,217,218,219,220,221,222,223,224,225]. Natural fibers have key advantages such low price, fully biodegradability, high tensile strength and stiffness, and non-abrasive behavior during processing and high availability with worldwide existence of sources [6,226] According to Azammi et al. [227], the mechanical properties of fiber reinforced polymer composite are depend on 4 factors such (1) fiber type, (2) content/loading of fiber, (3) the orientation and dispersion of fibers within the polymer matrix, and (4) the adhesion at the interface between the polymer matrix and fibers. Suitable type of fiber and optimum fiber loading, as well as good orientation and dispersion of fiber within polymer would result in good adhesion, in which ensures a good stress transfer from the matrix to the filler.
Ecological concerns in recent years have been directed at encouraging the development non-food sources for a new materials from renewable sources. Wheat gluten was effectively employed as a by-product of the starch industry for the manufacturing of environmentally friendly agricultural materials. This is due to its biodegradability [228], non-ecotoxicity [228], high availability at a reasonable price (1.4–1.8 USD/kg), as well as intriguing practical features including adhesion characteristics and efficient lipid barrier properties [229], gases [230], and aroma compounds [231]. Besides that, due to its excellent film and thermoplastic qualities, wheat gluten-based products can be produced through either compression molding [232,233], extrusion [234,235] or casting [98,236]. However, due to the high glass transition temperature of wheat gluts, the inclusion of hydrophilic plasticizers is frequently essential for thermal processing and film flexibility. The inclusion of plasticizer within the wheat gluten would resulting in changes of mechanical properties. Various researchers [237,238,239] found that the inclusion of plasticizer within the wheat would improve the elongation at break and reduce the strength at break and Young’s modulus. Therefore, in order to improve the mechanical, water-barrier, thermal and physical properties of plasticized wheat-gluten-based materials, natural and synthetic fibers were introduced. This is undertaken in order to find new balances between process needs and material stiffness preferences [222,240,241] The addition of protein in biocomposite as a component improves their mechanical properties [124].
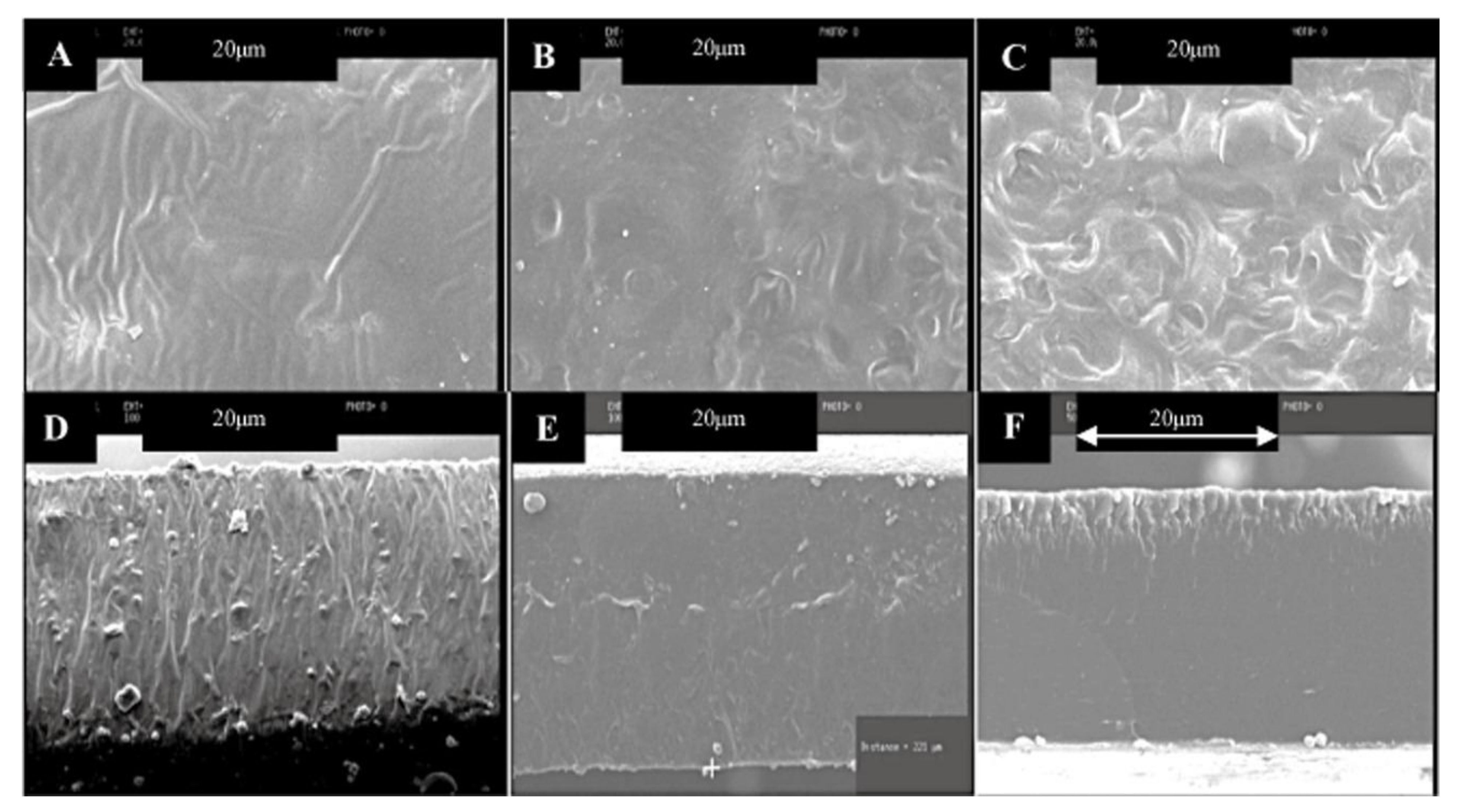
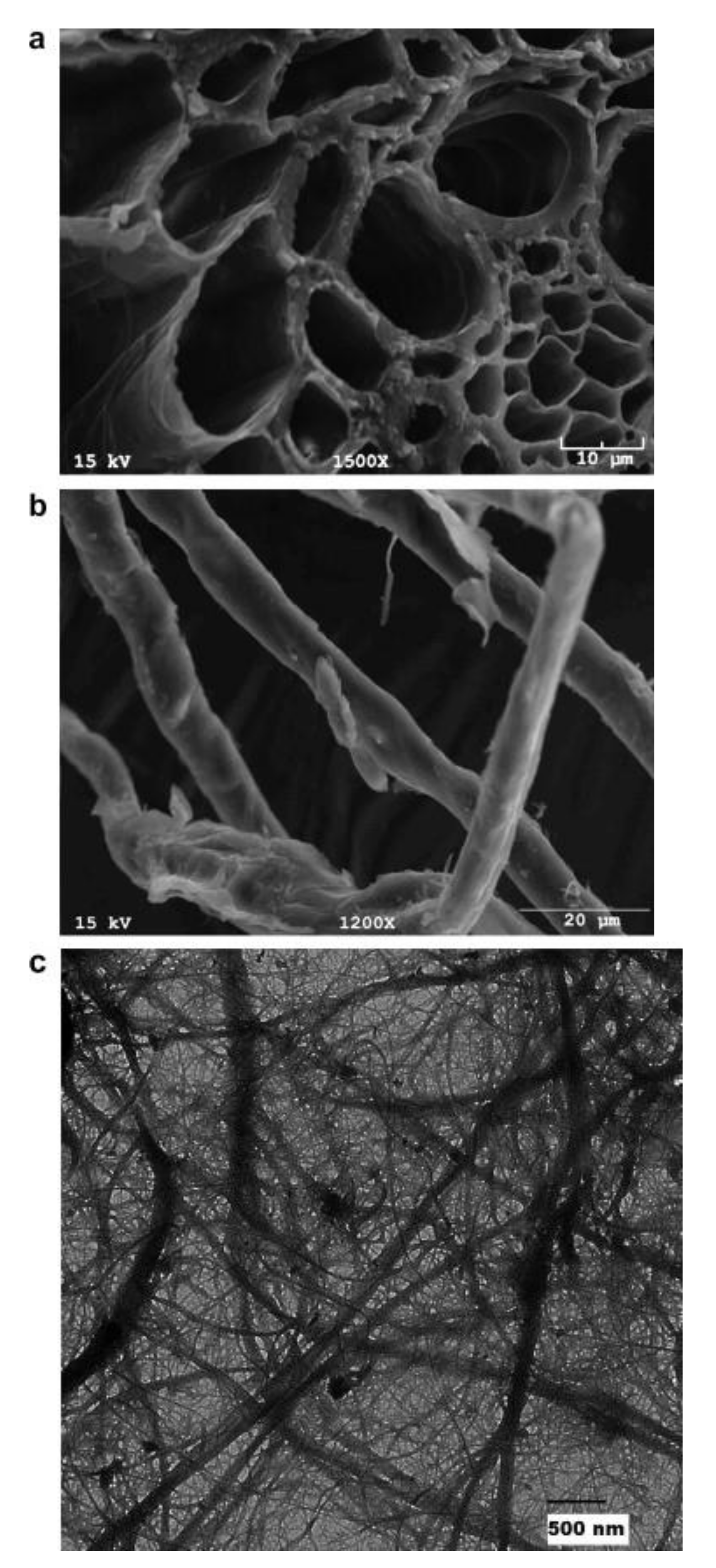
Table 5 displays the fabrication, filler loading and optimum mechanical properties of wheat biocomposite. From Table 5, it can be observed that many studies have been conducted on wheat biocomposite. Various techniques have been utilized to fabricate wheat composite such as solution-casting, mixing and compression molding, extrusion and compression molding, and extrusion and injection molding. Usually, the selection of method is based on the final product of the composite, such as film or mold composites. Besides, various polymers had been used to be reinforced with wheat fiber such as Modified potato starch, natural rubber, Polyethylene, Ecovio, PHBV, PLA, Polyester resin, and Polypropylene. Reinforcement of wheat with polylactic acid (PLA) shows the highest tensile modulus and tensile strength, with value of 3450 and 61.2 MPa, respectively. Moreover, many researchers also used wheat biopolymer to be reinforced with various filler such as coconut coir, eucalyptus, wheat straw fibers, hydroxyethyl cellulose, chemlali olive pomace, CNCs rice, CNCs oat, and CNCs. Monta et al. [154] conducted study on wheat straw fiber reinforced with wheat gluten. According to Monta et al. [154], this is the first experiment that had been conducted focusing on incorporating processed wheat fiber into wheat gluten. The wheat straw fibers were prepared using impact milling (IM), cut milling (CM) and ball milling (BM) processes. The result shows that the incorporation of 11.1% of IM or CM wheat straw, or 1.2% of BM wheat straw fiber, increased the mechanical performance of the biocomposite. Additionally, wheat nanocellulose reinforced polymer nanocomposite had also been studied by Alemdar [98]. Alemdar [98] conducted a study on the effect of wheat straw nanofibers reinforced with modified potato starch on morphology, thermal and mechanical properties of bio-nanocomposites. The morphological image of wheat straw can be observed in Figure 6a. The diameter of the wheat fiber decreases as it underwent chemical treatment, as displayed in Figure 6b. Subsequently, the isolation process using chemical treatment resulted in the nano-sized diameters of the nanofibers, which are within the range of 10–80 nm with lengths of a few thousand nanometers, as shown in Figure 6c. The wheat straw nanofibers are well distributed in the modified potato-starch biomatrix, according to scanning electron microscopy (SEM) tests. Furthermore, tensile testing revealed that nanocomposites exhibited a 145% increase in tensile strength and modulus compared to pure thermoplastic modified potato starch.
In the second section of Table 5, examples of corn biocomposites have been added to compare it with wheat biocomposites. Reinforcing Polylactic acid (PLA) with corn cob exhibited lower mechanical properties compared with reinforcing PLA with wheat straw, while corn husk shows higher mechanical properties with natural matrix compared with wheat fiber.
Moazzen, N. et al. [242] developed biocomposite by Blending PVA with starch plasticized with glycerol and reinforced with carboxy methyl cellulous (CMC); the results reveal OC=O stretching and C=O stretching functional groups, PLA, CMC and Glycerol have improved the tensile strength and the hydrogen-bonded hydroxyl group of starch has reduced it. The increase of C-O and C-H stretching vibration intensity confirms the addition of cellulose concentration. Thus, the increase in the intensity of these groups indicates the increase in the crystallinity and mechanical properties of the biocomposite [243].
For hybrid wheat composites, Reddy et al. [244] had conducted experimentation on the preparation and characterization of wheat straw/clay reinforced polypropylene hybrid biocomposite. The hybrid biocomposite samples were fabricated through a melt-blending method using a co-rotating twin-screw extruder, and injection molding. The result shows that the increase in wheat straw loading would reduce the resistance for water absorption and increased the flexural modulus. Additionally, the hybridization of wheat straw (30 wt%) and organo-clay (5%) resulted in the increase in flexural modulus of hybrid composite.
Table 5.
Fabrication, filler loading and optimum mechanical properties of wheat biocomposite.
| Polymer | Filler | Fabrication Process | Filler Loading (%) | Optimum Tensile Modulus (MPa) | Optimum Yield Strength (MPa) | Ref. |
|---|---|---|---|---|---|---|
| Modified potato starch | Wheat straw nanofiber | Solution casting | 2–10 | 271 ± 27.4 | 7.71 ± 0.67 | [98] |
| Wheat gluten | Coconut coir | Mixing and compression molding | 10 | 2.29 ± 0.47 | 123.2 ± 34.7 | [144] |
| Natural rubber | Wheat bran | Mixing and compression molding | 10–50 phr | - | 22 | [245] |
| Wheat gluten | Wheat straw fibers | Mixing and compression molding | 0–11.1 | 18.4 ± 2.3 | 41.7 ± 3.4 | [154] |
| Polyethylene | Wheat Bran | Extrusion | 10–50 | 371 | 11.5 | [246] |
| Wheat gluten | Hydroxyethyl cellulose | Mixing and compression molding | 0–35 | 70 | 2.4 | [247] |
| Ecovio | Wheat husk | Mixing and compression molding | 13.5 | Flexural: 60 | Flexural: 0.75 | [248] |
| Wheat gluten | Chemlal olive pomace | Mixing and compression molding | 0–20 | 40 | 3.5 | [249] |
| Native Wheat | CNCs rice | Solution casting | 0.18 g | 34.86 ± 3.3 | 3.64 ± 0.18 | [236] |
| CNCs oat | 56.58 ± 9.06 | 5.07 ± 0.33 | ||||
| CNCs eucalyptus | 70.81 ± 8.22 | 4.32 ± 0.13 | ||||
| Phosphorylated Wheat | CNCs rice | 31.94 ± 1.38 | 3.78 ± 0.08 | |||
| CNCs oat | 24.37 ± 1.5 | 3.52 ± 0.14 | ||||
| CNCs eucalyptus | 30.12 ± 0.35 | 3.08 ± 0.02 | ||||
| PHBV | Wheat straw fibers | Extrusion and compression molding | 20 | 3100 ± 200 | 21 ± 2 | [235] |
| PLA | Wheat straw fibers | Extrusion and injection molding | 0–40 | 3450 | 61.2 | [234] |
| Polyester resin | Wheat straw strands | Mixing and compression molding | 25 | Flexural: 2427.2 | Flexural: 28.21 | [250] |
| Polypropylene | Wheat straw/Clay | Extrusion and injection molding | Wheat: 0–50Clay: 0–5 | Flexural: 2400 | - | [245] |
| Fabrication, filler loading and optimum mechanical properties of corn biocomposite | ||||||
| PLA | Corn Cob | Mixing and compression molding | 0–40 | 3.7 | 53 | [251] |
| Corn starch | Corn husk | Solution casting | 0–8 | 620 | 13 | [40] |
| Polypropylene (PP) | Corn stalk | Mixing and injection molding | 40 | 4.3 | 34.1 | [252] |
CNCs = cellulose nanocrystals; MPa = MegaPascal; PHBV = Poly(3-hydroxybutyrate-co-3-hydroxyvalerate); PLA = polylactic acid.
9. Conclusions
Conventional plastic-based petroleum materials cause significant environmental damage and are one of humanity’s greatest issues. Using wheat starch and wheat residues to produce biocomposite materials is a promising alternative for plastic-based petroleum. Wheat-starch biopolymer and fiber needs more concern and study, due to their availability, highly abundant, renewability, low cost, good properties and the possibility of using many parts of the wheat plant, which makes wheat plants a good resource for different kinds of biocomposite. Therefore, biocomposite-based wheat represents a good opportunity for biocomposites production in the future. Wheat bran and wheat straw are good sources of fiber to reinforce synthetic polymers and biopolymers. Films that are made from wheat gluten provide the potential to develop an edible film, adhesives, binders, and biomedical substances. The main advantages of wheat-gluten films include that they are insoluble in water, elastic in nature, and non-toxic. The production of wheat-starch-based films can be made via two common methods: (1) wet method and (2) dry method, whereas wheat biocomposite can be fabricated using several techniques such as solution casting, mixing and compression, and extrusion and compression. Plasticizer such as glycerol improves the flexibility and physical properties of wheat-starch-based films. Furthermore, the study of the mechanical properties of wheat biocomposite revealed that biocomposites exhibited increase in tensile strength and modulus when incorporated with fiber. Additionally, the influence of different types of plasticizers, chemical treatment, and addition of cross-linking agents for wheat-starch-based composite is not thoroughly evaluated in the literature. Hence, wheat-gluten-based biocomposites need more research work to better understand functionality and mechanical response of wheat-gluten-based biocomposite films. Molecular weight distribution and the mechanism of cross-linking between the proteins and any other additions such as plasticizers and fibers need further investigation.
Author Contributions
Conceptualization, A.A.B.O., R.A.I., A.A.B.A.M.; Methodology, A.A.B.O., S.M.S., A.A.B.A.M.; Formal analysis, A.A.B.O., S.M.S., Z.H., A.A.B.A.M.; Investigation, A.A.B.O., S.M.S.; Resources, A.A.B.O., A.A.B.A.M., R.A.I.; Writing—original draft preparation, A.A.B.A.M., A.A.B.O., Z.H., R.A.I.; Writing—review and editing, A.A.B.O., S.M.S., A.A.B.O., Z.H., R.A.I.; Supervision, A.A.B.O., Z.H.; Project administration, A.A.B.O., Z.H., S.M.S.; Funding acquisition, A.A.B.O. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was covered by Universiti Tenaga Nasional (UNITEN), Malaysia, through BOLD re-fresh publication fund 2021 (J510050002-BOLDRefresh2025-Centre of Excellence).
Data Availability Statement
No data were used to support this study.
Acknowledgments
The authors would like express gratitude for the financial support received from BOLD2021 research grant (J510050002/2021073) by Innovation & Research Management Center (iRMC), Universiti Tenaga Nasional, Malaysia.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Koloor, S.S.R.; Petrů, M. Micro- and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Aisyah, H.A.; Rafiqah, S.A.; Sabaruddin, F.A.; Kamarudin, S.H.; Norrrahim, M.N.F.; Ilyas, R.A.; et al. A Review on Natural Fiber Reinforced Polymer Composite for Bullet Proof and Ballistic Applications. Polymers 2021, 13, 646. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.Y.M.; Sapuan, S.M.; Ishak, M.R.; Ilyas, R.A.; Asyraf, M.R.M. Potential of natural fiber reinforced polymer composites in sandwich structures: A review on its mechanical properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef]
- Diyana, Z.N.; Jumaidin, R.; Selamat, M.Z.; Ghazali, I.; Julmohammad, N.; Huda, N.; Ilyas, R.A. Physical Properties of Thermoplastic Starch Derived from Natural Resources and Its Blends: A Review. Polymers 2021, 13, 1396. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.; Mahat, A.M.; Lee, C.L.; Aisyah, H.A.; et al. Fabrication, Functionalization, and Application of Carbon Nanotube-Reinforced Polymer Composite: An Overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic Acid (PLA) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Supian, A.B.M.; Sapuan, S.M.; Jawaid, M.; Zuhri, M.Y.M.; Ilyas, R.A.; Syamsir, A. Crashworthiness Response of Filament Wound Kenaf/Glass Fibre-reinforced Epoxy Composite Tubes with Influence of Stacking Sequence under Intermediate-velocity Impact Load. Fibers Polym. 2021, 1–12. [Google Scholar] [CrossRef]
- Simon, F.; Loussert-Ajaka, I.; Damond, F.; Saragosti, S.; Barin, F.; Brun-Vézinet, F. A REVIEW ON NATURAL FIBERS. AIDS Res. Hum. Retrovir. 1996, 12, 1427–1433. [Google Scholar] [CrossRef] [PubMed]
- Nam, S.; Netravali, A.N. Green composites. I. physical properties of ramie fibers for environment-friendly green composites. Fibers Polym. 2006, 7, 372–379. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Plant fibre based bio-composites: Sustainable and renewable green materials. Renew. Sustain. Energy Rev. 2017, 79, 558–584. [Google Scholar] [CrossRef]
- Shevkani, K.; Singh, N.; Bajaj, R.; Kaur, A. Wheat starch production, structure, functionality and applications—a review. Int. J. Food Sci. Technol. 2017, 52, 38–58. [Google Scholar] [CrossRef]
- Liu, W.; Mohanty, A.K.; Askeland, P.; Drzal, L.T.; Misra, M. Influence of fiber surface treatment on properties of Indian grass fiber reinforced soy protein based biocomposites. Polymer 2004, 45, 7589–7596. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibers. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Norrrahim, M.N.F.; Huzaifah, M.R.M.; Farid, M.A.A.; Shazleen, S.S.; Misenan, M.S.M.; Yasim-Anuar, T.A.T.; Naveen, J.; Nurazzi, N.M.; Rani, M.S.A.; Hakimi, M.I.; et al. Greener Pretreatment Approaches for the Valorisation of Natural Fibre Biomass into Bioproducts. Polymers 2021, 13, 2971. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.M.; Sabaruddin, F.A.; Harussani, M.M.; Kamarudin, S.H.; Rayung, M.; Asyraf, M.R.M.; Aisyah, H.A.; Norrrahim, M.N.F.; Ilyas, R.A.; Abdullah, N.; et al. Mechanical Performance and Applications of CNTs Reinforced Polymer Composites—A Review. Nanomaterials 2021, 11, 2186. [Google Scholar] [CrossRef]
- Chan, J.X.; Wong, J.F.; Petrů, M.; Hassan, A.; Nirmal, U.; Othman, N.; Ilyas, R.A. Effect of Nanofillers on Tribological Properties of Polymer Nanocomposites: A Review on Recent Development. Polymers 2021, 13, 2867. [Google Scholar] [CrossRef] [PubMed]
- Sreenivasan, S.; Iyer, P.B.; Iyer, K.R.K. Influence of delignification and alkali treatment on the fine structure of coir fibres (Cocos Nucifera). J. Mater. Sci. 1996, 31, 721–726. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Alkali Treatment of Jute Fibers: Relationship Between. J. Appl. Polym. Sci. 1998, 71, 623–629. [Google Scholar] [CrossRef]
- Janker-Obermeier, I.; Sieber, V.; Faulstich, M.; Schieder, D. Solubilization of hemicellulose and lignin from wheat straw through microwave-assisted alkali treatment. Ind. Crops Prod. 2012, 39, 198–203. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Rafiqah, S.A.; Aisyah, H.A.; Nurazzi, N.M.; Norrrahim, M.N.F. Effect of hydrolysis time on the morphological, physical, chemical, and thermal behavior of sugar palm nanocrystalline cellulose ( Arenga pinnata (Wurmb.) Merr ). Text. Res. J. 2021, 91, 152–167. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): Effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int. J. Biol. Macromol. 2019, 123, 379–388. [Google Scholar] [CrossRef]
- Ahmad Ilyas, R.; Mohd Sapuan, S.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Asrofi, M.; Siti Nur Atikah, M.; Muhammad Huzaifah, M.R.; Radzi, M.A.; et al. Sugar palm (Arenga pinnata (Wurmb.) Merr)cellulosic fibre hierarchy: A comprehensiveapproach from macro to nano scale. J. Mater. Res. Technol. 2019, 8, 2753–2766. [Google Scholar] [CrossRef]
- Zhao, L.; Xia, W.; Tarverdi, K.; Song, J. Biocomposite boards from wheat straw without addition of bonding agent. Mater. Sci. Technol. 2014, 30, 603–610. [Google Scholar] [CrossRef]
- USDA. World agricultural production. Ekon. APK 2021. Available online: https://www.fas.usda.gov/data/world-agricultural-production (accessed on 14 August 2021).
- Dicharry, R.M.; Ye, P.; Saha, G.; Waxman, E.; Asandei, A.D.; Parnas, R.S. Wheat gluten-thiolated poly(vinyl alcohol) blends with improved mechanical properties. Biomacromolecules 2006, 7, 2837–2844. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization behavior of poly(ε-caprolactone)/layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar] [CrossRef]
- Gällstedt, M.; Mattozzi, A.; Johansson, E.; Hedenqvist, M.S. Transport and Tensile Properties of Compression-Molded Wheat Gluten Films. Biomacromolecules 2004, 5, 2020–2028. [Google Scholar] [CrossRef] [PubMed]
- Kunanopparat, T.; Menut, P.; Morel, M.-H.; Guilbert, S. Reinforcement of plasticized wheat gluten with natural fibers: From mechanical improvement to deplasticizing effect. Compos. Part A Appl. Sci. Manuf. 2008, 39, 777–785. [Google Scholar] [CrossRef]
- Zárate-Ramírez, L.S.; Martínez, I.; Romero, A.; Partal, P.; Guerrero, A. Wheat gluten-based materials plasticised with glycerol and water by thermoplastic mixing and thermomoulding. J. Sci. Food Agric. 2011, 91, 625–633. [Google Scholar] [CrossRef]
- Domenek, S.; Feuilloley, P.; Gratraud, J.; Morel, M.-H.; Guilbert, S. Biodegradability of wheat gluten based bioplastics. Chemosphere 2004, 54, 551–559. [Google Scholar] [CrossRef]
- Edwin, A.; Habeych, N. Development of Starch-Based Materials; Wageningen University: Wageningen, The Netherlands, 2009; ISBN 9789085854333. [Google Scholar]
- Woerdeman, D.L.; Veraverbeke, W.S.; Parnas, R.S.; Johnson, D.; Delcour, J.A.; Verpoest, I.; Plummer, C.J.G. Designing New Materials from Wheat Protein. Biomacromolecules 2004, 5, 1262–1269. [Google Scholar] [CrossRef]
- Lagrain, B.; Goderis, B.; Brijs, K.; Delcour, J.A. Molecular Basis of Processing Wheat Gluten toward Biobased Materials. Biomacromolecules 2010, 11, 533–541. [Google Scholar] [CrossRef]
- Jansens, K.J.A.; Vo, N.; Telen, L.; Brijs, K.; Lagrain, B.; Willem, A.; Vuure, V.; Van Acker, K.; Verpoest, I.; Van Puyvelde, P.; et al. Effect of molding conditions and moisture content on the mechanical properties of compression molded glassy, wheat gluten bioplastics. Ind. Crops Prod. 2013, 44, 480–487. [Google Scholar] [CrossRef]
- Thakur, R.; Pristijono, P.; Scarlett, C.J.; Bowyer, M.; Singh, S.P.; Vuong, Q.V. Starch-based films: Major factors affecting their properties. Int. J. Biol. Macromol. 2019, 132, 1079–1089. [Google Scholar] [CrossRef]
- Punia Bangar, S.; Nehra, M.; Siroha, A.K.; Petrů, M.; Ilyas, R.A.; Devi, U.; Devi, P. Development and Characterization of Physical Modified Pearl Millet Starch-Based Films. Foods 2021, 10, 1609. [Google Scholar] [CrossRef]
- Kumari, N.; Bangar, S.P.; Petrů, M.; Ilyas, R.A.; Singh, A.; Kumar, P. Development and Characterization of Fenugreek Protein-Based Edible Film. Foods 2021, 10, 1976. [Google Scholar] [CrossRef] [PubMed]
- Isotton, F.S.; Bernardo, G.L.; Baldasso, C.; Rosa, L.M.; Zeni, M. The plasticizer effect on preparation and properties of etherified corn starchs films. Ind. Crops Prod. 2015, 76, 717–724. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Physical, thermal, morphological, and tensile properties of cornstarch-based films as affected by different plasticizers. Int. J. Food Prop. 2019, 22, 925–941. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Preparation and characterization of cornhusk/sugar palm fiber reinforced Cornstarch-based hybrid composites. J. Mater. Res. Technol. 2020, 9, 200–211. [Google Scholar] [CrossRef]
- Sanyang, M.; Sapuan, S.; Jawaid, M.; Ishak, M.; Sahari, J. Effect of Plasticizer Type and Concentration on Tensile, Thermal and Barrier Properties of Biodegradable Films Based on Sugar Palm (Arenga pinnata) Starch. Polymers 2015, 7, 1106. [Google Scholar] [CrossRef]
- Edhirej, A.; Sapuan, S.M.; Jawaid, M.; Zahari, N.I. Effect of various plasticizers and concentration on the physical, thermal, mechanical, and structural properties of cassava-starch-based films. Starch/Staerke 2017, 69, 1–11. [Google Scholar] [CrossRef]
- Laohakunjit, N.; Noomhorm, A. Effect of Plasticizers on Mechanical and Barrier Properties of Rice Starch Film. Starch 2004, 56, 348–356. [Google Scholar] [CrossRef]
- Hong-rui, C.; Hai-tao, C.; Shuang, L.; Guo-qiang, D.; Ying, Z. ScienceDirect Effect of Plasticizers on Properties of Rice Straw Fiber Film. J. Northeast Agric. Univ. 2014, 21, 67–72. [Google Scholar] [CrossRef]
- Wheat | Production, Types, Nutrition, Uses, & Facts | Britannica. Available online: https://www.britannica.com/plant/wheat (accessed on 14 August 2021).
- A Kernel of Wheat | National Festival of Breads. Available online: https://nationalfestivalofbreads.com/nutrition-education/a-kernel-of-wheat (accessed on 14 August 2021).
- The Parts of a Wheat Plant. Available online: https://sciencing.com/the-parts-of-a-wheat-plant-12211988.html (accessed on 14 August 2021).
- Wheat — Louisiana Ag in the Classroom, Reproduced with the permission of Louisiana Agriculture in the Classroom. Available online: https://aitcla.org/wheat (accessed on 14 August 2021).
- Zhang, W.; Gu, J.; Wang, Z.; Wei, C.; Yang, J.; Zhang, J. Comparison of Structural and Functional Properties of Wheat Starch under Different Soil Drought Conditions. Sci. Rep. 2017, 7, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Jha, P.; Dharmalingam, K.; Nishizu, T.; Katsuno, N.; Anandalakshmi, R. Effect of Amylose–Amylopectin Ratios on Physical, Mechanical, and Thermal Properties of Starch-Based Bionanocomposite Films Incorporated with CMC and Nanoclay. Starch/Staerke 2020, 72, 1–9. [Google Scholar] [CrossRef]
- Jiang, T.; Duan, Q.; Zhu, J.; Liu, H.; Yu, L. Starch-based biodegradable materials: Challenges and opportunities. Adv. Ind. Eng. Polym. Res. 2020, 3, 8–18. [Google Scholar] [CrossRef]
- Liu, H.; Yu, L.; Simon, G.; Zhang, X.; Dean, K.; Chen, L. Effect of annealing and pressure on microstructure of cornstarches with different amylose/amylopectin ratios. Carbohydr. Res. 2009, 344, 350–354. [Google Scholar] [CrossRef] [PubMed]
- Yu, L.; Dean, K.; Li, L. Polymer blends and composites from renewable resources. Prog. Polym. Sci. 2006, 31, 576–602. [Google Scholar] [CrossRef]
- Zhu, T.; Jackson, D.S.; Wehling, R.L.; Geera, B. Comparison of amylose determination methods and the development of a dual wavelength iodine binding technique. Cereal Chem. 2008, 85, 51–58. [Google Scholar] [CrossRef]
- Avaro, M.R.A.; Pan, Z.; Yoshida, T.; Wada, Y. Two Alternative Methods to Predict Amylose Content of Rice Grain by Using Tristimulus CIE Lab Values and Developing a Specific Color Board Of Starch-Iodine Complex Solution. Plant Prod. Sci. 2011, 14, 164–168. [Google Scholar] [CrossRef]
- Jian, Y.; Xiaorong, Y.; Zhaoci, W.; Xiarong, Y.; Zhaoci, W. Research on method for determination of amylose content in rice. Proc. 7th Int. Work. Conf. Stored-Product Prot. 1998, 2, 1710–1714. [Google Scholar]
- Boonpo, S.; Kungwankunakorn, S. Study on Amylose Iodine Complex from Cassava Starch by Colorimetric Method. J. Adv. Agric. Technol. 2017, 4, 345–349. [Google Scholar] [CrossRef]
- Landers, P.S.; Gbur, E.E.; Sharp, R.N. Comparison of Two Models to Predict Amylose Concentration in Rice Flours as Determined by Spectrophotometric Assay. Cereal Chem. 1991, 68, 545–548. [Google Scholar]
- Cauvain, S.P. Bread Making: Improving Quality; CRC Press: Boca Raton, FL, USA, 2003; ISBN 9781855735538. [Google Scholar]
- Chen, X.; He, X.; Fu, X.; Huang, Q. In vitro digestion and physicochemical properties of wheat starch/flour modified by heat-moisture treatment. J. Cereal Sci. 2015, 63, 109–115. [Google Scholar] [CrossRef]
- Chen, G.X.; Zhou, J.W.; Liu, Y.L.; Lu, X.B.; Han, C.X.; Zhang, W.Y.; Xu, Y.H.; Yan, Y.M. Biosynthesis and Regulation of Wheat Amylose and Amylopectin from Proteomic and Phosphoproteomic Characterization of Granule-binding Proteins. Sci. Rep. 2016, 6, 33111. [Google Scholar] [CrossRef] [Green Version]
- Qiu, S.; Yadav, M.P.; Liu, Y.; Chen, H.; Tatsumi, E.; Yin, L. Effects of corn fiber gum with different molecular weights on the gelatinization behaviors of corn and wheat starch. Food Hydrocoll. 2016, 53, 180–186. [Google Scholar] [CrossRef]
- De Pilli, T.; Legrand, J.; Derossi, A.; Severini, C. Effect of proteins on the formation of starch-lipid complexes during extrusion cooking of wheat flour with the addition of oleic acid. Int. J. Food Sci. Technol. 2015, 50, 515–521. [Google Scholar] [CrossRef]
- Wang, S.; Luo, H.; Zhang, J.; Zhang, Y.; He, Z.; Wang, S. Alkali-induced changes in functional properties and in vitro digestibility of wheat starch: The role of surface proteins and lipids. J. Agric. Food Chem. 2014, 62, 3636–3643. [Google Scholar] [CrossRef] [PubMed]
- Dengate, H.N.; Baruch, D.W.; Meredith, P. The Density of Wheat Starch Granules: A Tracer Dilution Procedure for Determining the Density of an Immiscible Dispersed Phase. Starch-Stärke 1978, 30, 80–84. [Google Scholar] [CrossRef]
- Jang, J.K.; Pyun, Y.R. Effect of moisture content on the melting of wheat starch. Starch/Staerke 1996, 48, 48–51. [Google Scholar] [CrossRef]
- Bertoft, E. Understanding starch structure: Recent progress. Agronomy 2017, 7, 56. [Google Scholar] [CrossRef]
- Zakaria, N.H.; Muhammad, N.; Abdullah, M.M.A.B. Potential of Starch Nanocomposites for Biomedical Applications. IOP Conf. Ser. Mater. Sci. Eng. 2017, 209, 012087. [Google Scholar] [CrossRef] [Green Version]
- Yoo, S.H.; Chang, Y.H. Effect of tara gum addition on steady and dynamic shear rheological properties of rice starch isolated from the Korean rice variety “Boramchan”. Prev. Nutr. Food Sci. 2018, 23, 254–259. [Google Scholar] [CrossRef] [PubMed]
- Puncha-arnon, S.; Uttapap, D. Rice starch vs. rice flour: Differences in their properties when modified by heat-moisture treatment. Carbohydr. Polym. 2013, 91, 85–91. [Google Scholar] [CrossRef] [PubMed]
- Tharise, N.; Julianti, E.; Nurminah, M. Evaluation of physico-chemical and functional properties of composite flour from cassava, rice, potato, soybean and xanthan gum as alternative of wheat flour. Int. Food Res. J. 2014, 21, 1641–1649. [Google Scholar]
- Marichelvam, M.K.; Jawaid, M.; Asim, M. Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials. Fibers 2019, 7, 32. [Google Scholar] [CrossRef] [Green Version]
- Gifuni, I.; Olivieri, G.; Krauss, I.R.; D’Errico, G.; Pollio, A.; Marzocchella, A. Microalgae as new sources of starch: Isolation and characterization of microalgal starch granules. Chem. Eng. Trans. 2017, 57, 1423–1428. [Google Scholar] [CrossRef]
- Zhang, Z.; Saleh, A.S.M.; Wu, H.; Gou, M.; Liu, Y.; Jing, L.; Zhao, K.; Su, C.; Zhang, B.; Li, W. Effect of Starch Isolation Method on Structural and Physicochemical Properties of Acorn Kernel Starch. Starch/Staerke 2020, 72, 1900122. [Google Scholar] [CrossRef]
- Ali, A.; Wani, T.A.; Wani, I.A.; Masoodi, F.A. Comparative study of the physico-chemical properties of rice and corn starches grown in Indian temperate climate. J. Saudi Soc. Agric. Sci. 2016, 15, 75–82. [Google Scholar] [CrossRef] [Green Version]
- Farahnaky, A.; Saberi, B.; Majzoobi, M. Effect of glycerol on physical and mechanical properties of wheat starch edible films. J. Texture Stud. 2013, 44, 176–186. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, W.; Xu, C.; Zhou, X. Morphological features and physicochemical properties of waxy wheat starch. Int. J. Biol. Macromol. 2013, 62, 304–309. [Google Scholar] [CrossRef]
- Zelaziński, T.; Ekielski, A.; Tulska, E.; Vladut, V.; Durczak, K. Wood dust application for improvement of selected properties of thermoplastic starch. INMATEH-Agric. Eng. 2019, 58, 37–44. [Google Scholar] [CrossRef]
- Fahma, F.; Sunarti, T.C.; Indriyani, S.M.; Lisdayana, N. Thermoplastic Cassava Starch-PVA Composite Films with Cellulose Nanofibers from Oil Palm Empty Fruit Bunches as Reinforcement Agent. Int. J. Polym. Sci. 2017, 2017, 2745721. [Google Scholar] [CrossRef] [Green Version]
- Suhag, R.; Kumar, N.; Petkoska, A.T.; Upadhyay, A. Film formation and deposition methods of edible coating on food products: A review. Food Res. Int. 2020, 136, 109582. [Google Scholar] [CrossRef]
- Liu, H.; Corke, H.; Ramsden, L. Functional properties and enzymatic digestibility of cationic and cross-linked cationic ae, wx, and normal maize starch. J. Agric. Food Chem. 1999, 47, 2523–2528. [Google Scholar] [CrossRef]
- Jane, J.-L.; Kasemsuwan, T.; Leas, S.; Zobel, H.; Robyt, J.F. Anthology of starch granule morphology by scanning electron microscopy. Starch-Stärke 1994, 46, 121. [Google Scholar] [CrossRef]
- Kim, H.S.; Huber, K.C. Physicochemical properties and amylopectin fine structures of A- and B-type granules of waxy and normal soft wheat starch. J. Cereal Sci. 2010, 51, 256–264. [Google Scholar] [CrossRef]
- Kim, H.S.; Huber, K.C. Channels within soft wheat starch A- and B-type granules. J. Cereal Sci. 2008, 48, 159–172. [Google Scholar] [CrossRef]
- Properties and Biodegradation Nature of Thermoplastic Starch. Available online: https://books.google.com.hk/books?hl=zh-TW&lr=&id=e8qgDwAAQBAJ&oi=fnd&pg=PA57&dq=Properties+and+Biodegradation+Nature+of+Thermoplastic+Starch&ots=zPn6_EwbF6&sig=qfWSktlyiYCQanAQG5YwYYZgjjg&redir_esc=y#v=onepage&q=Properties%20and%20Biodegradation%20Nature%20of%20Thermoplastic%20Starch&f=false (accessed on 15 August 2021).
- Oromiehie, A.R.; Taherzadeh, T.; Rabiee, A. Physical and Thermal Mechanical Properties of Corn Starch/LDPE Composites. J. Appl. Polym. Sci. 2013, 127, 1128–1134. [Google Scholar] [CrossRef]
- Sondari, D.; Falah, F.; Suryaningrum, R.; Sari, F.P.; Sari, F.P.; Septefani, A.A.; Septefani, A.A.; Restu, W.K.; Restu, W.K.; Sampora, Y.; et al. Biofilm Based on Modified Sago Starch: Preparation and Characterization. Reaktor 2019, 19, 125–130. [Google Scholar] [CrossRef]
- Domene-López, D.; García-Quesada, J.C.; Martin-Gullon, I.; Montalbán, M.G. Influence of starch composition and molecular weight on physicochemical properties of biodegradable films. Polymers 2019, 11, 1084. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhong, Y.; Li, Y.; Liang, W.; Liu, L.; Li, S.; Xue, J.; Guo, D. Comparison of gelatinization method, starch concentration, and plasticizer on physical properties of high-amylose starch films. J. Food Process Eng. 2017, 41, e12645. [Google Scholar] [CrossRef]
- Luchese, C.; Garrido, T.; Spada, J.; Tessaro, I.; De la Caba, K. Development and characterization of cassava starch films incorporated with blueberry pomace. Int. J. Biol. Macromol. 2017, 106, 834–839. [Google Scholar] [CrossRef] [PubMed]
- Dai, L.; Zhang, J.; Cheng, F. Effects of starches from different botanical sources and modification methods on physicochemical properties of starch-based edible films. Int. J. Biol. Macromol. 2019, 132, 897–905. [Google Scholar] [CrossRef] [PubMed]
- Basiak, E.; Lenart, A.; Debeaufort, F. Effect of starch type on the physico-chemical properties of edible films. Int. J. Biol. Macromol. 2017, 98, 348–356. [Google Scholar] [CrossRef] [PubMed]
- Zuo, G.; Song, X.; Chen, F.; Shen, Z. Physical and structural characterization of edible bilayer films made with zein and corn-wheat starch. J. Saudi Soc. Agric. Sci. 2019, 18, 324–331. [Google Scholar] [CrossRef]
- Mali, S.; Karam, L.B.; Ramos, L.P.; Grossmann, M.V.E. Relationships among the composition and physicochemical properties of starches with the characteristics of their films. J. Agric. Food Chem. 2004, 52, 7720–7725. [Google Scholar] [CrossRef] [PubMed]
- Karak, N. 10—Vegetable oil-based polymer composites. In Vegetable Oil-Based Polymers: Properties, Processing and Applications; Woodhead Publishing: Cambridge, UK, 2012; pp. 247–270. ISBN 978-0-85709-710-1. [Google Scholar]
- Sui, Z.; Yao, T.; Zhao, Y.; Ye, X.; Kong, X.; Ai, L. Effects of heat-moisture treatment reaction conditions on the physicochemical and structural properties of maize starch: Moisture and length of heating. Food Chem. 2015, 173, 1125–1132. [Google Scholar] [CrossRef]
- Krieger, K.M.; Duvick, S.A.; Pollak, L.M.; White, P.J. Thermal properties of corn starch extracted with different blending methods: Microblender and homogenizer. Cereal Chem. 1997, 74, 553–555. [Google Scholar] [CrossRef] [Green Version]
- Alemdar, A.; Sain, M. Biocomposites from wheat straw nanofibers: Morphology, thermal and mechanical properties. Compos. Sci. Technol. 2008, 68, 557–565. [Google Scholar] [CrossRef]
- Zeng, J.; Gao, H.; Li, G. Functional properties of wheat starch with different particle size distribution. J. Sci. Food Agric. 2014, 94, 57–62. [Google Scholar] [CrossRef]
- Taylor, J.R.N. Chapter 1—Sorghum and Millets: Taxonomy, History, Distribution, and Production. In Sorghum and Millets: Chemistry, Technology, and Nutritional Attributes, 2nd ed.; Taylor, J.R.N., Duodu, K.G., Eds.; AACC International Press: Duxford, UK, 2019; pp. 1–21. ISBN 978-0-12-811527-5. [Google Scholar]
- Nascimento, T.A.; Calado, V.; Carvalho, C.W.P. Development and characterization of flexible film based on starch and passion fruit mesocarp flour with nanoparticles. Food Res. Int. 2012, 49, 588–595. [Google Scholar] [CrossRef] [Green Version]
- Zhang, R.; Wang, X.; Cheng, M. Preparation and characterization of potato starch film with various size of Nano-SiO2. Polymers 2018, 10, 1172. [Google Scholar] [CrossRef] [Green Version]
- Sun, Q.; Sun, C.; Xiong, L. Mechanical, barrier and morphological properties of pea starch and peanut protein isolate blend films. Carbohydr. Polym. 2013, 98, 630–637. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Ind. Crops Prod. 2011, 33, 229–235. [Google Scholar] [CrossRef]
- Patricia Miranda, S.; Garnica, O.; Lara-Sagahon, V.; Cárdenas, G. Water Vapor Permeability and Mechanical Properties of Chitosan Composite Films. J. Chil. Chem. Soc. 2004, 49, 173–178. [Google Scholar] [CrossRef]
- Bertuzzi, M.A.; Castro Vidaurre, E.F.; Armada, M.; Gottifredi, J.C. Water vapor permeability of edible starch based films. J. Food Eng. 2007, 80, 972–978. [Google Scholar] [CrossRef]
- Guo, X.; Lu, Y.; Cui, H.; Jia, X.; Bai, H.; Ma, Y. Factors Affecting the Physical Properties of Edible Composite Film Prepared from Zein and Wheat Gluten. Molecules 2012, 17, 3794. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shah, U.; Naqash, F.; Gani, A.; Masoodi, F.A. Art and Science behind Modified Starch Edible Films and Coatings: A Review. Compr. Rev. Food Sci. Food Saf. 2016, 15, 568–580. [Google Scholar] [CrossRef] [PubMed]
- Kester, J.J.; Fennema, O.R. Edible films and coatings: A review. Food Technol. 1986, 40, 47–59. [Google Scholar]
- Henrique, C.M.; Teófilo, R.F.; Sabino, L.; Ferreira, M.M.C.; Cereda, M.P. Classification of Cassava Starch Films by Physicochemical Properties and Water Vapor Permeability Quantification by FTIR and PLS. J. Food Sci. 2007, 72, E184–E189. [Google Scholar] [CrossRef]
- Bénière, F.; Bocquet, J.L.; Brébec, G.; Limoge, Y. Diffusion in Solids. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Ed.; Elsevier: Oxford, UK, 2001; pp. 2159–2170. ISBN 978-0-08-043152-9. [Google Scholar]
- Bunaciu, A.A.; Udriştioiu, E.G.; Aboul-Enein, H.Y. X-Ray Diffraction: Instrumentation and Applications. Crit. Rev. Anal. Chem. 2015, 45, 289–299. [Google Scholar] [CrossRef] [PubMed]
- Jenkins, P.J.; Donald, A.M. Gelatinisation of starch: A combined SAXS/WAXS/DSC and SANS study. Carbohydr. Res. 1998, 308, 133–147. [Google Scholar] [CrossRef]
- Ogunsona, E.; Ojogbo, E.; Mekonnen, T. Advanced material applications of starch and its derivatives. Eur. Polym. J. 2018, 108, 570–581. [Google Scholar] [CrossRef]
- Ruiz, E.; Srikaeo, K.; la Revilla, L.S. Effects of Heat Moisture Treatment on Physicochemical Properties and Starch Digestibility of Rice Flours Differing in Amylose Content. Food Appl. Biosci. J. 2018, 6, 140–153. [Google Scholar]
- Rindlav-Westling, Å.; Stading, M.; Gatenholm, P. Crystallinity and morphology in films of starch, amylose and amylopectin blends. Biomacromolecules 2002, 3, 84–91. [Google Scholar] [CrossRef]
- Pouplin, M.; Redl, A.; Gontard, N. Glass transition of wheat gluten plasticized with water, glycerol, or sorbitol. J. Agric. Food Chem. 1999, 47, 538–543. [Google Scholar] [CrossRef] [PubMed]
- Patni, N.; Yadava, P.; Agarwal, A.; Maroo, V. Study on Wheat Gluten Biopolymer: A Novel Way to Eradicate Plastic Waste. Indian J. Appl. Res. 2011, 3, 253–255. [Google Scholar] [CrossRef]
- ROY, S.B.; SHIT, D.S.C.; SEN GUPTA, D.R.A.; SHUKLA, D.P.R. A Review on Bio-Composites: Fabrication, Properties and Applications. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 03, 16814–16824. [Google Scholar] [CrossRef]
- Vo Hong, N.; Van Puyvelde, P.; Van Vuure, A.W.; Verpoest, I. Preparation of biocomposites based on gluten resin and unidirectional flax fibers. In Proceedings of the 15th European Conference on Composite Materials (ECCM 2012), Venice, Italy, 24–28 June 2012. [Google Scholar]
- Hou, T.H.; Su, C.H.; Liu, W.L. Parameters optimization of a nano-particle wet milling process using the Taguchi method, response surface method and genetic algorithm. Powder Technol. 2007, 173, 153–162. [Google Scholar] [CrossRef]
- Hong, N.V.; Pyka, G.; Wevers, M.; Goderis, B.; Van Puyvelde, P.; Verpoest, I.; Van Vuure, A.W. Processing rigid wheat gluten biocomposites for high mechanical performance. Compos. Part A 2015, 79, 74–81. [Google Scholar] [CrossRef]
- Kim, J.T.; Netravali, A.N. Mechanical, thermal, and interfacial properties of green composites with ramie fiber and soy resins. J. Agric. Food Chem. 2010, 58, 5400–5407. [Google Scholar] [CrossRef] [PubMed]
- Zelaziński, T.; Słoma, J.; Skudlarski, J.; Ekielski, A. The rape pomace and microcrystalline cellulose composites made by press processing. Sustainability 2020, 12, 1311. [Google Scholar] [CrossRef] [Green Version]
- Hemsri, S.; Thongpin, C.; Supatti, N.; Manomai, P.; Socharoentham, A. Bio-based Blends of Wheat Gluten and Maleated Natural Rubber: Morphology, Mechanical Properties and Water Absorption. Energy Procedia 2016, 89, 264–273. [Google Scholar] [CrossRef] [Green Version]
- Edhirej, A.; Sapuan, S.M.; Jawaid, M.; Zahari, N.I. Cassava/sugar palm fiber reinforced cassava starch hybrid composites: Physical, thermal and structural properties. Int. J. Biol. Macromol. 2017, 101, 75–83. [Google Scholar] [CrossRef]
- Lee, J.; Cousineau, A. Production and Characterization of Wheat Gluten Films. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2012. [Google Scholar]
- Mojumdar, S.C.; Moresoli, C.; Simon, L.C.; Legge, R.L. Edible wheat gluten (WG) protein films. J. Therm. Anal. Calorim. J. Therm. Anal. Calorim. 2011, 104, 929–936. [Google Scholar] [CrossRef]
- Tarique, J.; Sapuan, S.M.; Khalina, A. Effect of glycerol plasticizer loading on the physical, mechanical, thermal, and barrier properties of arrowroot (Maranta arundinacea) starch biopolymers. Sci. Rep. 2021, 11, 1–17. [Google Scholar] [CrossRef]
- Dou, Y.; Zhang, L.; Zhang, B.; He, M.; Shi, W.; Yang, S.; Cui, Y.; Yin, G. Preparation and characterization of edible dialdehyde carboxymethyl cellulose crosslinked feather keratin films for food packaging. Polymers 2020, 12, 158. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ye, P.; Reitz, L.; Horan, C.; Parnas, R. Manufacture and biodegradation of wheat gluten/basalt composite material. J. Polym. Environ. 2006, 14, 1–7. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Biocomposites developed using water-plasticized wheat gluten as matrix and jute fibers as reinforcement. Polym. Int. 2011, 60, 711–716. [Google Scholar] [CrossRef] [Green Version]
- Muneer, F.; Johansson, E.; Hedenqvist, M.S.; Gällstedt, M.; Newson, W.R. Preparation, properties, protein cross-linking and biodegradability of plasticizer-solvent free hemp fibre reinforced wheat gluten, glutenin, and gliadin composites. BioResources 2014, 9, 5246–5261. [Google Scholar] [CrossRef] [Green Version]
- Kunanopparat, T.; Menut, P.; Morel, M.H.; Guilbert, S. Plasticized wheat gluten reinforcement with natural fibers: Effect of thermal treatment on the fiber/matrix adhesion. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1787–1792. [Google Scholar] [CrossRef]
- Hemsri, S.; Grieco, K.; Asandei, A.D.; Parnas, R.S. Wheat gluten composites reinforced with coconut fiber. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1160–1168. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Thuy Mai, T.T.; Nguyen, N.B.; Dang, T.D.; Phung Le, M.L.; Dang, T.T. A novel method for preparing microfibrillated cellulose from bamboo fibers. Adv. Nat. Sci. Nanosci. Nanotechnol. 2013, 4, 015016. [Google Scholar] [CrossRef]
- Tan, M.Y.; Nicholas Kuan, H.T.; Lee, M.C. Characterization of Alkaline Treatment and Fiber Content on the Physical, Thermal, and Mechanical Properties of Ground Coffee Waste/Oxobiodegradable HDPE Biocomposites. Int. J. Polym. Sci. 2017, 2017, 6258151. [Google Scholar] [CrossRef] [Green Version]
- Harwalkar, C.Y.M. Thermal analysis of food carbohydrates FCA. Elsevier Applied Science: London, UK, 1990; pp. 168–222. [Google Scholar]
- Rouilly, A.; Rigal, L. Agro-materials: A bibliographic review. J. Macromol. Sci.-Polym. Rev. 2002, 42, 441–479. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Zheng, Q. Improved tensile strength of glycerol-plasticized gluten bioplastic containing hydrophobic liquids. Bioresour. Technol. 2008, 99, 7665–7671. [Google Scholar] [CrossRef] [PubMed]
- Dong, J.; Dicharry, R.; Waxman, E.; Parnas, R.S.; Asandei, A.D. Imaging and thermal studies of wheat gluten/poly(vinyl alcohol) and wheat gluten/thiolated poly(vinyl alcohol) blends. Biomacromolecules 2008, 9, 568–573. [Google Scholar] [CrossRef]
- Mangavel, C.; Rossignol, N.; Perronnet, A.; Barbot, J.; Popineau, Y.; Guéguen, J. Properties and microstructure of thermo-pressed wheat gluten films: A comparison with cast films. Biomacromolecules 2004, 5, 1596–1601. [Google Scholar] [CrossRef] [Green Version]
- Kayserilioǧlu, B.Ş.; Bakir, U.; Yilmaz, L.; Akkaş, N. Drying temperature and relative humidity effects on wheat gluten film properties. J. Agric. Food Chem. 2003, 51, 964–968. [Google Scholar] [CrossRef]
- Muensri, P.; Kunanopparat, T.; Menut, P.; Siriwattanayotin, S. Composites: Part A Effect of lignin removal on the properties of coconut coir fiber / wheat gluten biocomposite. Compos. Part A 2011, 42, 173–179. [Google Scholar] [CrossRef]
- Chen, L.; Reddy, N.; Wu, X.; Yang, Y. Thermoplastic films from wheat proteins. Ind. Crops Prod. 2012, 35, 70–76. [Google Scholar] [CrossRef]
- Zubeldía, F.; Ansorena, M.R.; Marcovich, N.E. Wheat gluten films obtained by compression molding. Polym. Test. 2015, 43, 68–77. [Google Scholar] [CrossRef]
- Gianibelli, M.C.; Larroque, O.R.; MacRitchie, F.; Wrigley, C.W. Biochemical, genetic, and molecular characterization of wheat glutenin and its component subunits. Cereal Chem. 2001, 78, 635–646. [Google Scholar] [CrossRef]
- “RightFiber Wheat Fiber | The Ingredient House.”. Available online: https://theingredienthouse.com/product/wheat-fiber/ (accessed on 27 October 2020).
- Huang, J.; Yu, C. Determination of cellulose, hemicellulose and lignin content using near-infrared spectroscopy in flax fiber. Text. Res. J. 2019, 89, 4875–4883. [Google Scholar] [CrossRef]
- The Canadian Society for Bioengineering Qualitative and Quantitative Analysis of Lignocellulosic Biomass using Infrared Spectroscopy. Available online: https://library.csbe-scgab.ca/docs/meetings/2009/CSBE09307.pdf (accessed on 14 August 2021).
- Wolfrum, E.J.; Lorenz, A.J.; deLeon, N. Correlating detergent fiber analysis and dietary fiber analysis data for corn stover collected by NIRS. Cellulose 2009, 16, 577–585. [Google Scholar] [CrossRef]
- Hindrichsen, I.K.; Kreuzer, M.; Madsen, J.; Bach Knudsen, K.E. Fiber and lignin analysis in concentrate, forage, and feces: Detergent versus enzymatic-chemical method. J. Dairy Sci. 2006, 89, 2168–2176. [Google Scholar] [CrossRef]
- Sain, M.; Panthapulakkal, S. Bioprocess preparation of wheat straw fibers and their characterization. Ind. Crops Prod. 2006, 23, 1–8. [Google Scholar] [CrossRef]
- Monta, B.; Ghizzi, G.; Silva, D.; Gastaldi, E.; Torres-chávez, P.; Gontard, N.; Angellier-coussy, H. Biocomposites from wheat proteins and fibers: Structure/mechanical properties relationships. Ind. Crops Prod. 2013, 43, 545–555. [Google Scholar] [CrossRef]
- Zou, Y.; Huda, S.; Yang, Y. Lightweight composites from long wheat straw and polypropylene web. Bioresour. Technol. 2010, 101, 2026–2033. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Rodríguez-Jasso, R.M.; Fernandes, B.D.; Vicente, A.A.; Teixeira, J.A. Hydrothermal processing, as an alternative for upgrading agriculture residues and marine biomass according to the biorefinery concept: A review. Renew. Sustain. Energy Rev. 2013, 21, 35–51. [Google Scholar] [CrossRef] [Green Version]
- Pradhan, R.; Misra, M.; Erickson, L.; Mohanty, A. Compostability and biodegradation study of PLA-wheat straw and PLA-soy straw based green composites in simulated composting bioreactor. Bioresour. Technol. 2010, 101, 8489–8491. [Google Scholar] [CrossRef]
- Le Digabel, F.; Boquillon, N.; Dole, P.; Monties, B.; Averous, L. Properties of thermoplastic composites based on wheat-straw lignocellulosic fillers. J. Appl. Polym. Sci. 2004, 93, 428–436. [Google Scholar] [CrossRef]
- Mengeloglu, F.; Karakus, K. Thermal degradation, mechanical properties and morphology of wheat straw flour filled recycled thermoplastic composites. Sensors 2008, 8, 500. [Google Scholar] [CrossRef] [Green Version]
- Karr, G.S.; Cheng, E.; Sun, X.S. Physical properties of strawboard as affected by processing parameters. Ind. Crops Prod. 2000, 12, 19–24. [Google Scholar] [CrossRef]
- Zhao, L. Novel Bio-Composites Based on Whole Utilisation of Wheat Straw. Ph.D. Thesis, Brunel University, London, UK, 2013. [Google Scholar]
- A Biocomposite Made with Wheat Bran | JEC Group. Available online: http://www.jeccomposites.com/knowledge/international-composites-news/biocomposite-made-wheat-bran (accessed on 28 October 2020).
- Fama, L.; Bittante, A.M.B.Q.; Sobral, P.J.A.; Goyanes, S.; Gerschenson, L.N. Garlic powder and wheat bran as fillers: Their effect on the physicochemical properties of edible biocomposites. Mater. Sci. Eng. C 2010, 30, 853–859. [Google Scholar] [CrossRef]
- Fu, Z.Q.; Wu, H.J.; Wu, M.; Huang, Z.G.; Zhang, M. Effect of Wheat Bran Fiber on the Behaviors of Maize Starch Based Films. Starch/Staerke 2020, 72, 1900319. [Google Scholar] [CrossRef]
- Oishi, Y.; Nakaya, M.; Matsui, E.; Hotta, A. Structural and mechanical properties of cellulose composites made of isolated cellulose nanofibers and poly(vinyl alcohol). Compos. Part A Appl. Sci. Manuf. 2015, 73, 72–79. [Google Scholar] [CrossRef]
- Wei, X.; Wei, W.; Cui, Y.H.; Lu, T.J.; Jiang, M.; Zhou, Z.W.; Wang, Y. All-cellulose composites with ultra-high mechanical properties prepared through using straw cellulose fiber. RSC Adv. 2016, 6, 93428–93435. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Volk, J. Physical, chemical and surface properties of wheat husk, rye husk and soft wood and their polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 480–488. [Google Scholar] [CrossRef]
- Jagwani, D.; Joshi, P. Deportation of Toxic Phenol From Aqueous System by Wheat Husk. Int. J. Plant Anim. Environ. Sci. 2014, 4, 58–64. [Google Scholar]
- Mendes, C.A.D.C.; Adnet, F.A.D.O.; Leite, M.C.A.M.; Furtado, C.R.G.; Sousa, A.M.F. De Chemical, physical, mechanical, thermal and morphological characterization of corn husk residue. Cellul. Chem. Technol. 2014, 49, 727–735. [Google Scholar]
- Pandecha, K.; Pongtornkulpanich, A.; Sukchai, S. Thermal properties of corn husk fiber as insulation for flat plate solar collector. J. Renew. Energy Smart Grid Technol. 2015, 10, 27–36. [Google Scholar]
- Norashikin, M.Z.; Ibrahim, M.Z. The potential of natural waste (corn husk) for production of environmental friendly biodegradable film for seedling. World Acad. Sci. Eng. Technol. 2009, 58, 176–180. [Google Scholar] [CrossRef]
- Table 1 | Physical and Acoustical Properties of Corn Husk Fiber Panels. Available online: https://www.hindawi.com/journals/aav/2016/5971814/tab1/ (accessed on 8 June 2020).
- Nordin, R.; Ismail, H. Properties of Rice Husk Powder/Natural Rubber Composite. Solid State Sci. Technol. 2007, 15, 83–91. [Google Scholar]
- Faisal Bukhori, M.S.D. Effect of Rice Husk Waste and Rice Husk Ash Composition as Filler in Plastic Bottle Drink Waste Composites on Water Absorption Properties. Int. J. Sci. Res. 2015, 4, 2146–2148. [Google Scholar]
- Gummert, M.; Van Hung, N.; Chivenge, P.; Douthwaite, B. Sustainable Rice Straw Management. 2020. Springer International Publishing: Midtown Manhattan, NY, USA, 2020; pp. 1–13. [Google Scholar] [CrossRef] [Green Version]
- Kapoor, M.; Panwar, D.; Kaira, G.S. Bioprocesses for Enzyme Production Using Agro-Industrial Wastes: Technical Challenges and Commercialization Potential; Elsevier Inc.: Amsterdam, The Netherlands, 2016; ISBN 9780128026120. [Google Scholar]
- Galanakis, C.M. Food Waste Recovery: Processing Technologies and Industrial Techniques; Elsevier Inc.: Amsterdam, The Netherlands, 2015; ISBN 9780128004197. [Google Scholar]
- Lam, P.S.; Sokhansanj, S.; Bi, X.; Mani, S.; Lim, C.J.; Womac, A.R.; Hoque, M.; Peng, J.; Jayashankar, T.; Nalmi, L.J.; et al. Physical characterization of wet and dry wheat straw and switchgrass—Bulk and specific density. In Proceedings of the 2007 ASAE Annual Meeting, Minneapolis, MN, USA, 17–20 June 2007. [Google Scholar] [CrossRef]
- Jiang, D.; An, P.; Cui, S.; Sun, S.; Zhang, J.; Tuo, T. Effect of Modification Methods of Wheat Straw Fibers on Water Absorbency and Mechanical Properties of Wheat Straw Fiber Cement-Based Composites. Adv. Mater. Sci. Eng. 2020, 2020, 5031025. [Google Scholar] [CrossRef] [Green Version]
- Bouasker, M.; Belayachi, N.; Hoxha, D.; Al-Mukhtar, M. Physical characterization of natural straw fibers as aggregates for construction materials applications. Materials 2014, 7, 3034. [Google Scholar] [CrossRef] [Green Version]
- Passoth, V.; Sandgren, M. Biofuel production from straw hydrolysates: Current achievements and perspectives. Appl. Microbiol. Biotechnol. 2019, 103, 5105–5116. [Google Scholar] [CrossRef] [Green Version]
- Rehman, N.; de Miranda, M.I.G.; Rosa, S.M.L.; Pimentel, D.M.; Nachtigall, S.M.B.; Bica, C.I.D. Cellulose and Nanocellulose from Maize Straw: An Insight on the Crystal Properties. J. Polym. Environ. 2014, 22, 252–259. [Google Scholar] [CrossRef]
- Li, Y.; Yan, F.; Li, T.; Zhou, Y.; Jiang, H.; Qian, M.; Xu, Q. High-solid anaerobic digestion of corn straw for methane production and pretreatment of bio-briquette. Bioresour. Technol. 2018, 250, 741–749. [Google Scholar] [CrossRef]
- Appendix XI: Bulk Density, Pelletability and Particle Size. Available online: http://www.fao.org/3/S4314E/s4314e0q.htm (accessed on 28 October 2020).
- Onipe, O.O.; Beswa, D.; Jideani, A.I.O. Effect of size reduction on colour, hydration and rheological properties of wheat bran. Food Sci. Technol. 2017, 37, 389–396. [Google Scholar] [CrossRef] [Green Version]
- Mayo, B. The proteolytic system of lactic acid bacteria. Microbiologia 1993, 9, 90–106. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Song, J.; Li, Y.; Li, P.; Wang, H. Robust and cost-saving static solid cultivation method for lipid production using the chlamydospores of Phanerochaete chrysosporium. Biotechnol. Biofuels 2019, 12, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Matavire, T.O. Bran to produce entrapment materials for the controlled by Master of Engineering (Chemical Engineering). 2018. Available online: https://www.semanticscholar.org/paper/Extraction-and-modification-of-hemicellulose-from_Matavire/09d110349e4453a83d864a6c73183a5b7e2c9556?sort=is-influential&pdf=true (accessed on 8 June 2020).
- Nagarajan, S.; Nagarajan, R.; Kumar, J.; Salemme, A.; Togna, A.R.; Saso, L.; Bruno, F. Antioxidant activity of synthetic polymers of phenolic compounds. Polymers 2020, 12, 1646. [Google Scholar] [CrossRef]
- Eça, K.S.; Sartori, T.; Menegalli, F.C. Films and edible coatings containing antioxidants—A review. Braz. J. Food Technol. 2014, 17, 98–112. [Google Scholar] [CrossRef]
- Abd El-Ghaffar, M.A.; Shaffei, K.A.; Abdelwahab, N. Evaluation of some conducting polymers as novel antioxidants for rubber vulcanizates. Int. J. Polym. Sci. 2014, 2014, 893542. [Google Scholar] [CrossRef]
- Jacob, J.; Thomas, S.; Loganathan, S.; Valapa, R.B. Chapter 10—Antioxidant incorporated biopolymer composites for active packaging. In Processing and Development of Polysaccharide-Based Biopolymers for Packaging Applications; Zhang, Y., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 239–260. ISBN 978-0-12-818795-1. [Google Scholar]
- Cheremisinoff, N.P. Condensed Encyclopedia of polymer Engineering Terms. Choice Rev. Online 2001, 39, 1288. [Google Scholar]
- Bonilla, J.; Talón, E.; Atarés, L.; Vargas, M.; Chiralt, A. Effect of the incorporation of antioxidants on physicochemical and antioxidant properties of wheat starch-chitosan films. J. Food Eng. 2013, 118, 271–278. [Google Scholar] [CrossRef]
- Yilmaz-Turan, S.; Jiménez-Quero, A.; Menzel, C.; de Carvalho, D.M.; Lindström, M.E.; Sevastyanova, O.; Moriana, R.; Vilaplana, F. Bio-based films from wheat bran feruloylated arabinoxylan: Effect of extraction technique, acetylation and feruloylation. Carbohydr. Polym. 2020, 250, 116916. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M. Antimicrobial polymer-based materials for food packaging applications. Polymers 2020, 12, 731. [Google Scholar] [CrossRef] [Green Version]
- Park, S.-K.; Bae, D.H. Antimicrobial properties of wheat gluten-chitosan composite film in intermediate-moisture food systems. Food Sci. Biotechnol. 2006, 15, 133–137. [Google Scholar]
- Güçbilmez, Ç.M.; Yemenicioǧlu, A.; Arslanoǧlu, A. Antimicrobial and antioxidant activity of edible zein films incorporated with lysozyme, albumin proteins and disodium EDTA. Food Res. Int. 2007, 40, 80–91. [Google Scholar] [CrossRef] [Green Version]
- Pintado, C.; Ferreira, S.; Sousa, I. Properties of Whey Protein-Based Films Containing Organic Acids and Nisin To Control Listeria monocytogenes. J. Food Prot. 2009, 72, 1891–1896. [Google Scholar] [CrossRef] [Green Version]
- Türe, H.; Eroglu, E.; Soyer, F.; Özen, B. Antifungal activity of biopolymers containing natamycin and rosemary extract against Aspergillus niger and Penicillium roquefortii. Int. J. Food Sci. Technol. 2008, 43, 2026–2032. [Google Scholar] [CrossRef] [Green Version]
- Pranoto, Y.; Rakshit, S.K.; Salokhe, V.M. Enhancing antimicrobial activity of chitosan films by incorporating garlic oil, potassium sorbate and nisin. LWT-Food Sci. Technol. 2005, 38, 859–865. [Google Scholar] [CrossRef]
- Seydim, A.C.; Sarikus, G. Antimicrobial activity of whey protein based edible films incorporated with oregano, rosemary and garlic essential oils. Food Res. Int. 2006, 39, 639–644. [Google Scholar] [CrossRef]
- Sivarooban, T.; Hettiarachchy, N.S.; Johnson, M.G. Physical and antimicrobial properties of grape seed extract, nisin, and EDTA incorporated soy protein edible films. Food Res. Int. 2008, 41, 781–785. [Google Scholar] [CrossRef]
- Iamareerat, B.; Singh, M.; Sadiq, M.B.; Anal, A.K. Reinforced cassava starch based edible film incorporated with essential oil and sodium bentonite nanoclay as food packaging material. J. Food Sci. Technol. 2018, 55, 1953–1959. [Google Scholar] [CrossRef]
- Acevedo-Fani, A.; Salvia-Trujillo, L.; Rojas-Graü, M.A.; Martín-Belloso, O. Edible films from essential-oil-loaded nanoemulsions: Physicochemical characterization and antimicrobial properties. Food Hydrocoll. 2015, 47, 168–177. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro-Santos, R.; Andrade, M.; Sanches-Silva, A. Application of encapsulated essential oils as antimicrobial agents in food packaging. Curr. Opin. Food Sci. 2017, 14, 78–84. [Google Scholar] [CrossRef]
- Kan, Y.; Chen, T.; Wu, Y.; Wu, J.; Wu, J. Antioxidant activity of polysaccharide extracted from Ganoderma lucidum using response surface methodology. Int. J. Biol. Macromol. 2015, 72, 151–157. [Google Scholar] [CrossRef]
- Atarés, L.; Chiralt, A. Essential oils as additives in biodegradable films and coatings for active food packaging. Trends Food Sci. Technol. 2016, 48, 51–62. [Google Scholar] [CrossRef]
- Viuda-Martos, M.; El Gendy, A.E.N.G.S.; Sendra, E.; Fernández-López, J.; El Razik, K.A.A.; Omer, E.A.; Pérez-Alvarezj, J.A. Chemical composition and antioxidant and anti-Listeria activities of essential oils obtained from some Egyptian plants. J. Agric. Food Chem. 2010, 58, 9063–9070. [Google Scholar] [CrossRef] [PubMed]
- Syafiq, R.; Sapuan, S.M.; Zuhri, M.Y.M.; Ilyas, R.A.; Nazrin, A.; Sherwani, S.F.K.; Khalina, A. Antimicrobial activities of starch-based biopolymers and biocomposites incorporated with plant essential oils: A review. Polymers 2020, 12, 2403. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Zuo, G.; Chen, F. Effect of essential oil and surfactant on the physical and antimicrobial properties of corn and wheat starch films. Int. J. Biol. Macromol. 2018, 107, 1302–1309. [Google Scholar] [CrossRef] [PubMed]
- Jamróz, E.; Juszczak, L.; Kucharek, M. Investigation of the physical properties, antioxidant and antimicrobial activity of ternary potato starch-furcellaran-gelatin films incorporated with lavender essential oil. Int. J. Biol. Macromol. 2018, 114, 1094–1101. [Google Scholar] [CrossRef]
- Türe, H.; Gällstedt, M.; Hedenqvist, M.S. Antimicrobial compression-moulded wheat gluten films containing potassium sorbate. Food Res. Int. 2012, 45, 109–115. [Google Scholar] [CrossRef]
- Khairuddin, N.; Muhamad, I.I.; Abd Rahman, W.A.W.; Siddique, B.M. Physicochemical and thermal characterization of hydroxyethyl cellulose—Wheat starch based films incorporated thymol intended for active packaging. Sains Malays. 2020, 49, 323–333. [Google Scholar] [CrossRef]
- Rozilah, A.; Jaafar, C.N.A.; Sapuan, S.M.; Zainol, I.; Ilyas, R.A. The Effects of Silver Nanoparticles Compositions on the Mechanical, Physiochemical, Antibacterial, and Morphology Properties of Sugar Palm Starch Biocomposites for Antibacterial Coating. Polymers 2020, 12, 2605. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Atiqah, A.; Atikah, M.S.N.; Syafri, E.; Asrofi, M.; et al. Thermal, Biodegradability and Water Barrier Properties of Bio-Nanocomposites Based on Plasticised Sugar Palm Starch and Nanofibrillated Celluloses from Sugar Palm Fibres. J. Biobased Mater. Bioenergy 2020, 14, 234–248. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Development and characterization of sugar palm nanocrystalline cellulose reinforced sugar palm starch bionanocomposites. Carbohydr. Polym. 2018, 202, 186–202. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Atikah, M.S.N.; Mohd Nurazzi, N.; Atiqah, A.; Ansari, M.N.M.; et al. Effect of sugar palm nanofibrillated celluloseconcentrations on morphological, mechanical andphysical properties of biodegradable films basedon agro-waste sugar palm (Arenga pinnata(Wurmb.) Merr) starch. J. Mater. Res. Technol. 2019, 8, 4819–4830. [Google Scholar] [CrossRef]
- Syafri, E.; Sudirman; Mashadi; Yulianti, E.; Deswita; Asrofi, M.; Abral, H.; Sapuan, S.M.; Ilyas, R.A.; Fudholi, A. Effect of sonication time on the thermal stability, moisture absorption, and biodegradation of water hyacinth (Eichhornia crassipes) nanocellulose-filled bengkuang (Pachyrhizus erosus) starch biocomposites. J. Mater. Res. Technol. 2019, 8, 6223–6231. [Google Scholar] [CrossRef]
- Abral, H.; Ariksa, J.; Mahardika, M.; Handayani, D.; Aminah, I.; Sandrawati, N.; Pratama, A.B.; Fajri, N.; Sapuan, S.M.; Ilyas, R.A. Transparent and antimicrobial cellulose film from ginger nanofiber. Food Hydrocoll. 2020, 98, 105266. [Google Scholar] [CrossRef]
- Abral, H.; Ariksa, J.; Mahardika, M.; Handayani, D.; Aminah, I.; Sandrawati, N.; Sapuan, S.M.; Ilyas, R.A. Highly transparent and antimicrobial PVA based bionanocomposites reinforced by ginger nanofiber. Polym. Test. 2020, 81, 106186. [Google Scholar] [CrossRef]
- Kumar, T.S.M.; Chandrasekar, M.; Senthilkumar, K.; Ilyas, R.A.; Sapuan, S.M.; Hariram, N.; Rajulu, A.V.; Rajini, N.; Siengchin, S. Characterization, Thermal and Antimicrobial Properties of Hybrid Cellulose Nanocomposite Films with in-Situ Generated Copper Nanoparticles in Tamarindus indica Nut Powder. J. Polym. Environ. 2021, 29, 1134–1142. [Google Scholar] [CrossRef]
- Asrofi, M.; Sapuan, S.M.; Ilyas, R.A.; Ramesh, M. Characteristic of composite bioplastics from tapioca starch and sugarcane bagasse fiber: Effect of time duration of ultrasonication (Bath-Type). Mater. Today Proc. 2021, 46, 1626–1630. [Google Scholar] [CrossRef]
- Tarique, J.; Sapuan, S.M.; Khalina, A.; Sherwani, S.F.K.; Yusuf, J.; Ilyas, R.A. Recent developments in sustainable arrowroot (Maranta arundinacea Linn) starch biopolymers, fibres, biopolymer composites and their potential industrial applications: A review. J. Mater. Res. Technol. 2021, 13, 1191–1219. [Google Scholar] [CrossRef]
- Jumaidin, R.; Diah, N.A.; Ilyas, R.A.; Alamjuri, R.H.; Yusof, F.A.M. Processing and Characterisation of Banana Leaf Fibre Reinforced Thermoplastic Cassava Starch Composites. Polymers 2021, 13, 1420. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A comprehensive review on advanced sustainable woven natural fibre polymer composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef]
- Azammi, A.M.N.; Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Atikah, M.S.N.; Asrofi, M.; Atiqah, A. Characterization studies of biopolymeric matrix and cellulose fibres based composites related to functionalized fibre-matrix interface. In Interfaces in Particle and Fibre Reinforced Composites—From Macro to Nano Scales; Woodhead Publishing: London, UK, 2019; pp. 1–68. ISBN 9780081026656. [Google Scholar]
- Domenek, S.; Brendel, L.; Morel, M.-H.; Guilbert, S. Influence of Degree of Protein Aggregation on Mass Transport Through Wheat Gluten Membranes and Their Digestibility—An In Vitro Study. Cereal Chem. J. 2004, 81, 423–428. [Google Scholar] [CrossRef]
- Guillaume, C.; Pinte, J.; Gontard, N.; Gastaldi, E. Wheat gluten-coated papers for bio-based food packaging: Structure, surface and transfer properties. Food Res. Int. 2010, 43, 1395–1401. [Google Scholar] [CrossRef]
- Gontard, N.; Thibault, R.; Cuq, B.; Guilbert, S. Influence of Relative Humidity and Film Composition on Oxygen and Carbon Dioxide Permeabilities of Edible Films. J. Agric. Food Chem. 1996, 44, 1064–1069. [Google Scholar] [CrossRef]
- Chalier, P.; Peyches-Bach, A.; Gastaldi, E.; Gontard, N. Effect of Concentration and Relative Humidity on the Transfer of Alkan-2-ones through Paper Coated with Wheat Gluten. J. Agric. Food Chem. 2007, 55, 867–875. [Google Scholar] [CrossRef]
- Angellier-Coussy, H.; Torres-Giner, S.; Morel, M.-H.; Gontard, N.; Gastaldi, E. Functional properties of thermoformed wheat gluten/montmorillonite materials with respect to formulation and processing conditions. J. Appl. Polym. Sci. 2008, 107, 487–496. [Google Scholar] [CrossRef]
- Sun, S.; Song, Y.; Zheng, Q. Thermo-molded wheat gluten plastics plasticized with glycerol: Effect of molding temperature. Food Hydrocoll. 2008, 22, 1006–1013. [Google Scholar] [CrossRef]
- Yang, S.; Bai, S.; Wang, Q. Sustainable packaging biocomposites from polylactic acid and wheat straw: Enhanced physical performance by solid state shear milling process. Compos. Sci. Technol. 2018, 158, 34–42. [Google Scholar] [CrossRef]
- Berthet, M.-A.; Gontard, N.; Angellier-Coussy, H. Impact of fibre moisture content on the structure/mechanical properties relationships of PHBV/wheat straw fibres biocomposites. Compos. Sci. Technol. 2015, 117, 386–391. [Google Scholar] [CrossRef]
- Bruni, G.P.; Oliveira, J.P.; Fonseca, L.M.; Silva, F.T.; Dias, A.R.G.; da Rosa Zavareze, E. Biocomposite Films Based on Phosphorylated Wheat Starch and Cellulose Nanocrystals from Rice, Oat, and Eucalyptus Husks. Starch-Stärke 2020, 72, 1900051. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.M.; Ilyas, R.A. Mechanical properties of sugar palm yarn / woven glass fiber reinforced unsaturated polyester composites: Effect of fiber loadings and alkaline treatment. Polimery 2019, 64, 12–22. [Google Scholar] [CrossRef]
- Suriani, M.J.; Radzi, F.S.M.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M.; Ruzaidi, C.M. Flammability, Tensile, and Morphological Properties of Oil Palm Empty Fruit Bunches Fiber/Pet Yarn-Reinforced Epoxy Fire Retardant Hybrid Polymer Composites. Polymers 2021, 13, 1282. [Google Scholar] [CrossRef]
- Suriani, M.J.; Rapi, H.Z.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M. Delamination and Manufacturing Defects in Natural Fiber-Reinforced Hybrid Composite: A Review. Polymers 2021, 13, 1323. [Google Scholar] [CrossRef] [PubMed]
- Suriani, M.J.; Sapuan, S.M.; Ruzaidi, C.M.; Nair, D.S.; Ilyas, R.A. Flammability, morphological and mechanical properties of sugar palm fiber/polyester yarn-reinforced epoxy hybrid biocomposites with magnesium hydroxide flame retardant filler. Text. Res. J. 2021, 004051752110086. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef] [PubMed]
- Moazzen, N.; Khanmohammadi, M.; Bagheri Garmarudi, A.; Kazemipour, M.; Ansari Dogaheh, M. Optimization and infrared spectrometric evaluation of the mechanical properties of PLA-based biocomposites. J. Macromol. Sci. Part A Pure Appl. Chem. 2019, 56, 17–25. [Google Scholar] [CrossRef]
- Mat Zain, N.F. Preparation and Characterization of Cellulose and Nanocellulose From Pomelo (Citrus grandis) Albedo. J. Nutr. Food Sci. 2014, 5, 10–13. [Google Scholar] [CrossRef] [Green Version]
- Reddy, C.R.; Sardashti, A.P.; Simon, L.C. Preparation and characterization of polypropylene–wheat straw–clay composites. Compos. Sci. Technol. 2010, 70, 1674–1680. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Piszczyk, Ł.; Saeb, M.R.; Colom, X. Processing and structure–property relationships of natural rubber/wheat bran biocomposites. Cellulose 2016, 23, 3157–3175. [Google Scholar] [CrossRef]
- Sasimowski, E.; Majewski, Ł.; Grochowicz, M. Influence of the Design Solutions of Extruder Screw Mixing Tip on Selected Properties of Wheat Bran-Polyethylene Biocomposite. Polymers 2019, 11, 2120. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Zheng, Q.; Liu, C. Green biocomposites from wheat gluten and hydroxyethyl cellulose: Processing and properties. Ind. Crops Prod. 2008, 28, 56–62. [Google Scholar] [CrossRef]
- Muthuraj, R.; Lacoste, C.; Lacroix, P.; Bergeret, A. Sustainable thermal insulation biocomposites from rice husk, wheat husk, wood fibers and textile waste fibers: Elaboration and performances evaluation. Ind. Crops Prod. 2019, 135, 238–245. [Google Scholar] [CrossRef] [Green Version]
- Boudria, A.; Hammoui, Y.; Adjeroud, N.; Djerrada, N.; Madani, K. Effect of filler load and high-energy ball milling process on properties of plasticized wheat gluten/olive pomace biocomposite. Adv. Powder Technol. 2018, 29, 1230–1238. [Google Scholar] [CrossRef]
- Mahmood, H.; Mehmood, S.; Shakeel, A.; Iqbal, T.; Kazmi, M.A.; Khurram, A.R.; Moniruzzaman, M. Glycerol Assisted Pretreatment of Lignocellulose Wheat Straw Materials as a Promising Approach for Fabrication of Sustainable Fibrous Filler for Biocomposites. Polymers 2021, 13, 388. [Google Scholar] [CrossRef] [PubMed]
- Chun, K.S.; Husseinsyah, S. Polylactic acid/corn cob eco-composites: Effect of new organic coupling agent. J. Thermoplast. Compos. Mater. 2014, 27, 1667–1678. [Google Scholar] [CrossRef]
- Rodriguez, M.; Rodriguez, A.; R, J.B.; Vilaseca, F.; Girones, J.; Mutje, P. Determination of corn stalk fibers’ strength through modeling of the mechanical properties of its composites. BioResources 2010, 5, 2535–2546. [Google Scholar] [CrossRef]
Figure 1.
Wheat plant main parts [48].
Figure 1.
Wheat plant main parts [48].

Figure 2.
Casting method of film formation [80].
Figure 2.
Casting method of film formation [80].

Figure 3.
Rapid Visco-Analyzer pasting profiles of (A) normal wheat and (B) waxy wheat starch [77].
Figure 3.
Rapid Visco-Analyzer pasting profiles of (A) normal wheat and (B) waxy wheat starch [77].

Figure 4.
Morphology of native wheat starch [85].
Figure 4.
Morphology of native wheat starch [85].

Figure 5.
Morphology of biopolymer-based wheat starch (A–C) represent wheat starch biopolymer surface with 0, 20 and 50% of Glycerol, respectively, while (D–F) represent wheat starch biopolymer cross-section with 0, 20 and 50% of Glycerol, respectively [76].
Figure 5.
Morphology of biopolymer-based wheat starch (A–C) represent wheat starch biopolymer surface with 0, 20 and 50% of Glycerol, respectively, while (D–F) represent wheat starch biopolymer cross-section with 0, 20 and 50% of Glycerol, respectively [76].

Figure 6.
SEM images of the wheat straw cross-section (a), microfibers (b), and TEM images (magnification ×15,000) of the wheat straw nanofibers (c) [98].
Figure 6.
SEM images of the wheat straw cross-section (a), microfibers (b), and TEM images (magnification ×15,000) of the wheat straw nanofibers (c) [98].

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Mohammed, A.A.B.A.; Omran, A.A.B.; Hasan, Z.; Ilyas, R.A.; Sapuan, S.M. Wheat Biocomposite Extraction, Structure, Properties and Characterization: A Review. Polymers 2021, 13, 3624. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13213624
AMA Style
Mohammed AABA, Omran AAB, Hasan Z, Ilyas RA, Sapuan SM. Wheat Biocomposite Extraction, Structure, Properties and Characterization: A Review. Polymers. 2021; 13(21):3624. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13213624
Chicago/Turabian StyleMohammed, Abdulrahman A. B. A., Abdoulhdi A. Borhana Omran, Zaimah Hasan, R. A. Ilyas, and S. M. Sapuan. 2021. "Wheat Biocomposite Extraction, Structure, Properties and Characterization: A Review" Polymers 13, no. 21: 3624. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13213624
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.