
Optimization Shape-Memory Situations of a Stimulus Responsive Composite Material

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Experimental
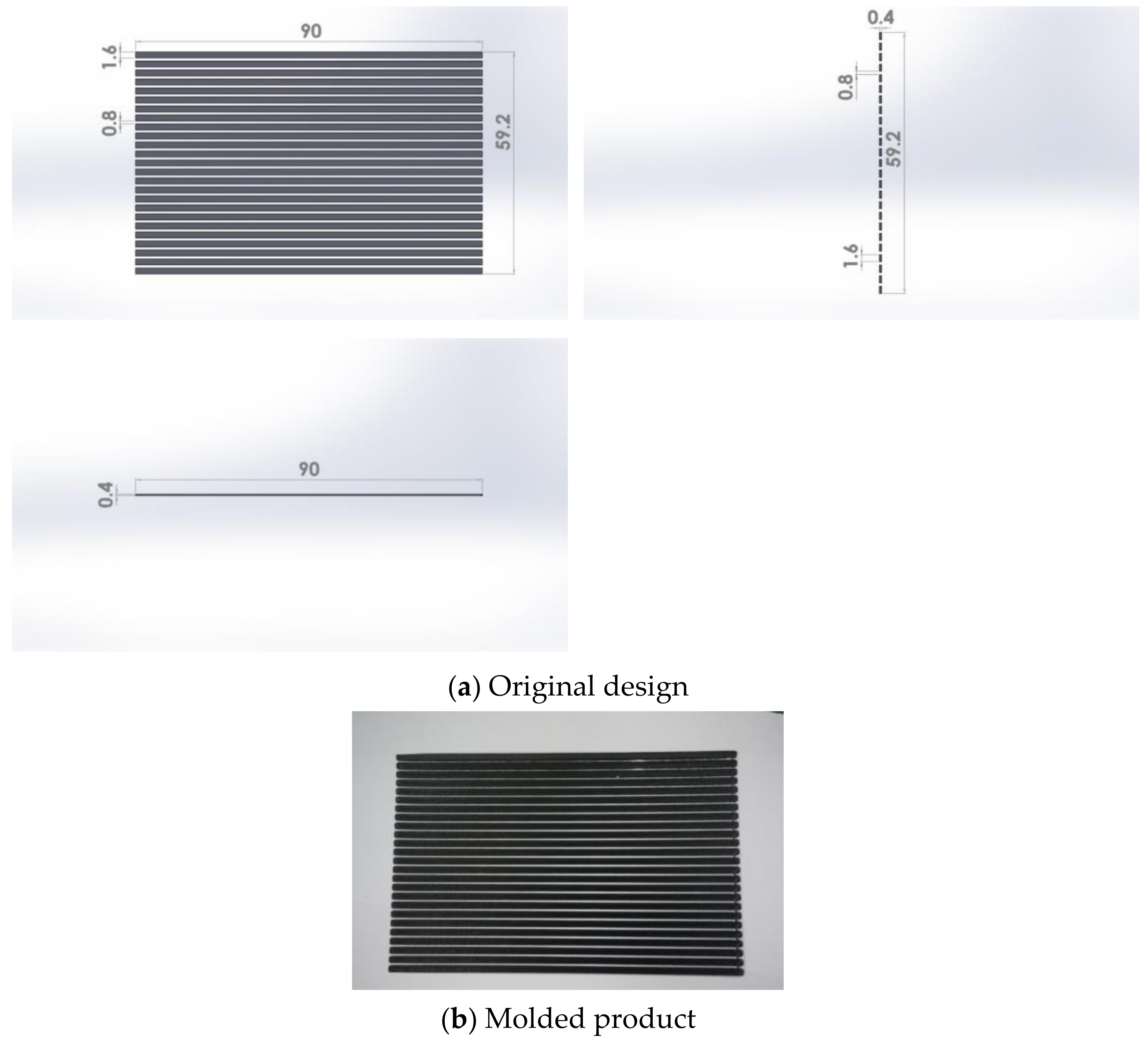
2.1. Fabrication of the Stimulus-Responsive Composite Material
2.2. Stimulus (Heat)
3. Results and Discussion
3.1. Deformation Angles of the Stimulus-Responsive Composite Materials (PLA/paper) with Different Heating Temperatures and Times
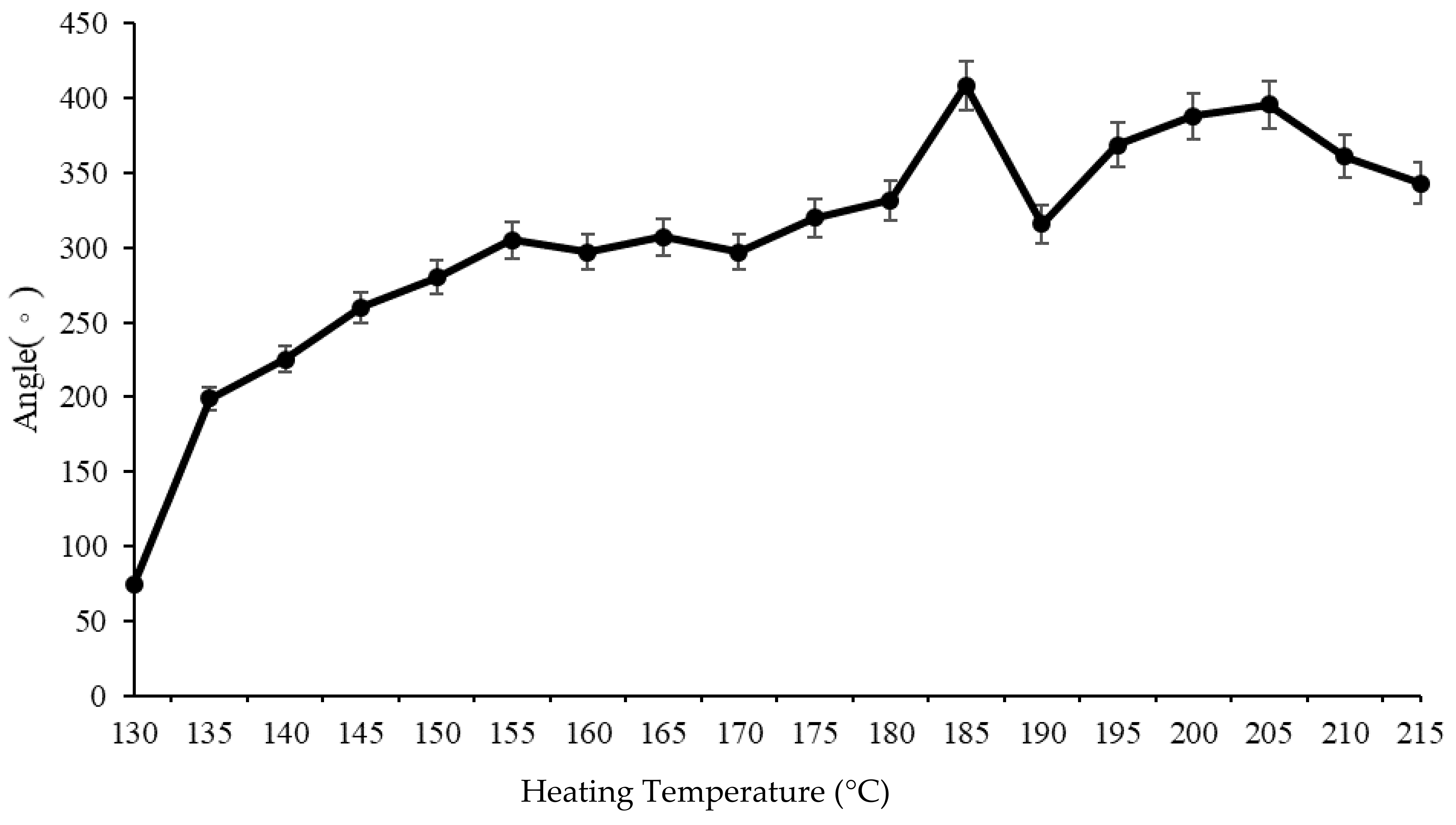
3.1.1. Stimulus of the Heating Temperature
3.1.2. Stimulus of the Heating Time
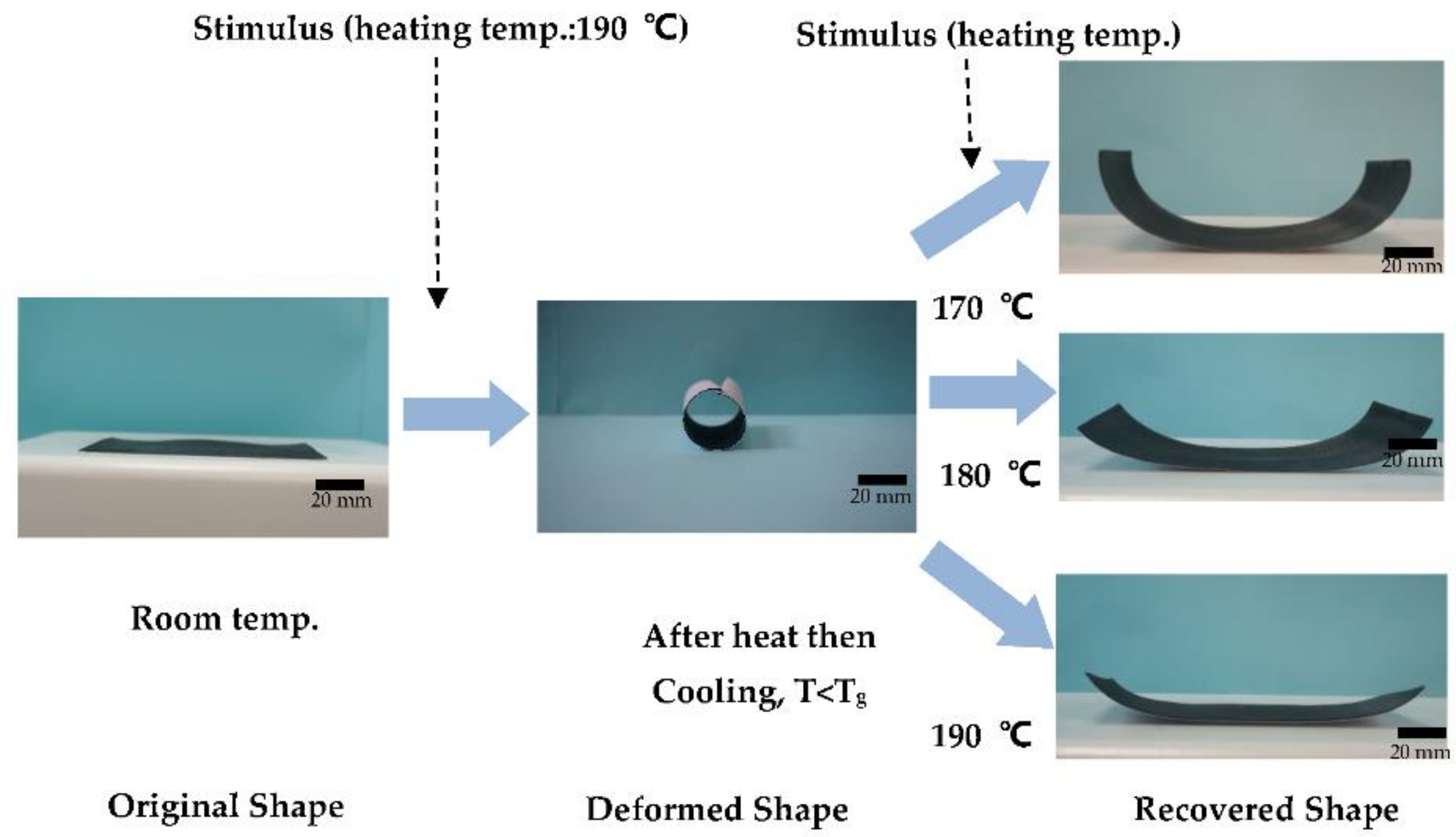
3.2. Recovery Angle of the Stimulus-Responsive Composite Material with a Thermal Stimulus (Heat)
3.3. Optimization of Shape Changes (Deformation and Recovery) of the Stimulus-Responsive Composite Material for 4D Printing
3.4. Origami Application of the Stimulus-Responsive Composite Material
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tibbits, S. A model for intelligence of large-scale self-assembly. In Proceedings of the 31st Annual Conference of the Association for Computer Aided Design in Architecture, Banff, AB, Canada, 13–16 October 2011; pp. 342–349. [Google Scholar]
- Tibbits, S. The self-assembly line. In Proceedings of the 32nd Annual Conference of the Association for Computer Aided Design in Architecture, San Francisco, CA, USA, 18–21 October 2012; pp. 365–372. [Google Scholar]
- Tibbits, S.; Cheung, K. Programmable materials for architectural assembly and automation. Assem. Autom. 2012, 32, 216–225. [Google Scholar] [CrossRef]
- Tibbits, S.; Tornas, A.F. Biomolecular, chiral and irregular self-assemblies. In Proceedings of the 33rd Annual Conference of the Association for Computer Aided Design in Architecture, Cambridge, UK, 24–26 October 2013; pp. 261–268. [Google Scholar]
- Tibbits, S.; Mcknelly, C.; Olguin, C.; Dikovsky, D.; Hirsch, S. 4D printing and universal transformation. In Proceedings of the 34th Annual Conference of the Association for Computer Aided Design in Architectur, Los Angeles, CA, USA, 23–25 October 2014; pp. 539–548. [Google Scholar]
- Tetsuka, H.; Shin, S.R. Materials and technical innovations in 3D printing in biomedical applications. J. Mater. Chem. B. 2020, 8, 2930–2950. [Google Scholar] [CrossRef]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Dawood, A.; Marti, B.M.; Jackson, V.S.; Darwood, A. 3D printing in dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef]
- Klippstein, H.; Hassanin, H.; Sanchez, A.D.D.C.; Zweiri, Y.; Seneviratne, L. Additive manufacturing of porous structures for unmanned aerial vehicles applications. Adv. Eng. Mater. 2018, 20, 180029. [Google Scholar] [CrossRef]
- Miao, S.; Zhu, W.; Castro, N.J.; Nowicki, M.; Zhou, X.; Cui, H.; Fisher, J.P.; Zhang, L.G. 4D printing smart biomedical scaffolds with novel soybean oil epoxidized acrylate. Sci. Rep. 2016, 6, 27226. [Google Scholar] [CrossRef] [Green Version]
- Bakarich, S.E.; Gorkin, R.; Pamhuis, M.H.; Spinks, G.M. 4D printing with mechanically robust, thermal actuating hydrogels. Macromol. Rapid Commun. 2015, 36, 1211–1217. [Google Scholar] [CrossRef]
- Lendlein, A.; Langer, R. Biodegrable, elastic shape-memory polymers for potential biomedical applications. Science 2002, 296, 1673–1676. [Google Scholar] [CrossRef] [PubMed]
- Sun, L.; Huang, W.M.; Ding, Z.; Zhao, Y.; Wang, C.C.; Purnawali, H.; Tang, C. Stimulus-responsive shape memory materials: A review. Mater. Des. 2012, 33, 577–640. [Google Scholar] [CrossRef]
- Wang, W.M. Thermo-moisture responsive polyurethane shape memory polymer for biomedical devices. Open Med. Devices J. 2010, 2, 11–19. [Google Scholar]
- Sun, L.; Wang, W.M. Thermo/moisture responsive shape-memory polymer for possible surgery/operation inside living cells in future. Mater. Des. 2010, 31, 2684–2689. [Google Scholar] [CrossRef]
- Serrano, M.C.; Carbajal, L.; Amer, G.A. Novel biodegradable shape-memory elastomers with drug-releasing capabilities. Adv. Mater. 2011, 23, 2211–2215. [Google Scholar] [CrossRef]
- Leng, J.S.; Lan, X.; Liu, Y.; Du, S. Shape-memory polymers and their composites: Stimulus methods and applications. Prog. Mater. Sci. 2011, 56, 1055–1135. [Google Scholar] [CrossRef]
- Xu, X.L.; Huang, W.M.; Zhao, Y.; Ding, Z.; Tang, C.; Zhang, J.L. Mechanisms of the shape memory effect in polymeric materials. Polymers 2013, 5, 1169–1202. [Google Scholar]
- Liu, Y.; Genzer, J.; Dickey, M.D. 2D or not 2D: Shape-programming polymer sheets. Prog. Polym. Sci. 2016, 52, 79–106. [Google Scholar] [CrossRef] [Green Version]
- Mitchell, A.; Lafont, U.; Holynska, M.; Semprimoschnig, C. Additive manufacturing—A review of 4D printing and future applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Shafranek, R.T.; Millik, S.C.; Smith, P.T.; Lee, C.U.; Boydston, A.J.; Nelson, A. Stimuli-responsive materials in additive manufacturing. Prog. in Polym. Sci. 2019, 93, 36–67. [Google Scholar] [CrossRef] [Green Version]
- Rayate, A.; Jain, P.K. A review on 4D printing material composites and their applications. Mater. Today Proc. 2018, 5, 20474–20484. [Google Scholar] [CrossRef]
- Manen, T.V.; Janbaz, S.; Zadpoor, A.A. Programming 2D/3D shape-shifting with hobbyist 3D printers. Mater. Horiz. 2017, 4, 1064–1069. [Google Scholar] [CrossRef] [Green Version]
- Castro, N.J.; Meinert, C.; Levett, P.; Hutmacher, D.W. Current developments in multifunctional smart materials for 3D/4D bioprinting. Curr. Opin. Biomed. Eng. 2017, 2, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Estelle, K.; Blair, D.; Evans, K.; Gozen, B.A. Manufacturing of smart composites with hyperelastic property gradients and shape memory using fused deposition. J. Manuf. Process. 2017, 28, 500–507. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, F.G.; Leng, J.S.; Wang, L.Y.; Cotton, C.; Sun, B.Z.; Chou, T.W. Synergistic effect enhanced shape recovery behavior of metal-4D printed shape memory polymer hybrid composites. Compos. Part B 2020, 179, 107536. [Google Scholar] [CrossRef]
- Noroozi, R.; Bodaghi, M.; Jafari, H.; Zolfagharian, A.; Fotouhi, M. Shape-Adaptive Metastructures with Variable Bandgap Regions by 4D Printing. Polymers 2020, 12, 519. [Google Scholar] [CrossRef] [Green Version]
- Chow, W.S.; Ishak, Z.A.M. Smart polymer nanocomposites: A review. eXPRESS Polym. Lett. 2020, 14, 416–435. [Google Scholar] [CrossRef]
- Subash, A.; Kandasubramanim, B. 4D printing of shape memory polymers. Eur. Polym. J. 2020, 134, 109771. [Google Scholar] [CrossRef]
- Henriquez, C.M.G.; Vallegios, N.A.S.; Hermandez, J.R. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Barrio, J.D.; Somoline, C.S. Light to shape the future: From photolithography to 4D printing. Adv. Opt. Mater. 2019, 7, 1900598. [Google Scholar] [CrossRef]
- Xie, M.Y.; Zhu, M.Z.; Yung, Z.S.; Okada, S.; Kawanura, S. Plexible self-powered multifunctional sensor for stiffness-tunable soft robotic gripper by multimaterial 3S printing. Nano Energy 2021, 79, 105438. [Google Scholar] [CrossRef]
- Langford, T.; Mohammed, A.; Essa, K.; Elshaer, A.; Hassanin, H. 4D printing of origami structures for minimally invasive surgeries using functional scaffold. Appl. Sci. 2021, 11, 332. [Google Scholar] [CrossRef]
- Bodaghi, M.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Rahman, H.; Durand, D. Reversible energy absorbing meta-sandwiches by FDM 4D printing. Int. J. Mech. Sci. 2020, 173, 105451. [Google Scholar] [CrossRef] [Green Version]
- Callens, S.J.P.; Zadpoor, A.A. From flat sheets to curved geometries: Origami and kirigami approaches. Mater. Today 2018, 21, 241–264. [Google Scholar] [CrossRef]
- Sreedharan, J.; Jeevanantham, A.K. Analysis of shrinkage in ABS injection molding parts for automobile applications. Mater. Today Proc. 2018, 5, 12744–12749. [Google Scholar] [CrossRef]
- Huang, C.F.; Lin, Y.; Shen, Y.K.; Fan, Y.M. Optimal processing for hydrophobic nanopillar polymer surfaces using nanoporous alumina template. Appl. Surf. Sci. 2014, 305, 419–426. [Google Scholar] [CrossRef]
- Chang, K.T.; Shen, Y.K.; Fan, F.Y.; Lin, Y.; Knag, S.C. Optimal design and fabrication of a microneedle arrays patch. J. Manuf. Process. 2020, 54, 274–285. [Google Scholar] [CrossRef]
- Zhang, Q.; Yan, D.; Zhang, K.; Hu, G. Pattern transformation of heat-shrinkable polymer by three-dimensional (3D) printing technique. Sci. Rep. 2015, 5, 8936. [Google Scholar] [CrossRef] [Green Version]
- Peace, G.S. Taguchi Methods; Addison-Wesley: New York, NY, USA, 1993. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLA | Paper | |
|---|---|---|
| Young’s modules (E) | 2800 MPa | 4700 MPa |
| Density (ρ) | 1260 kg/m3 | 10 kg/m3 |
| Poisson ratio (υ) | 0.33 | 0.0001 |
| Coefficient of thermal expansion (α) | 6*10−5/K | 2*10−6/K |
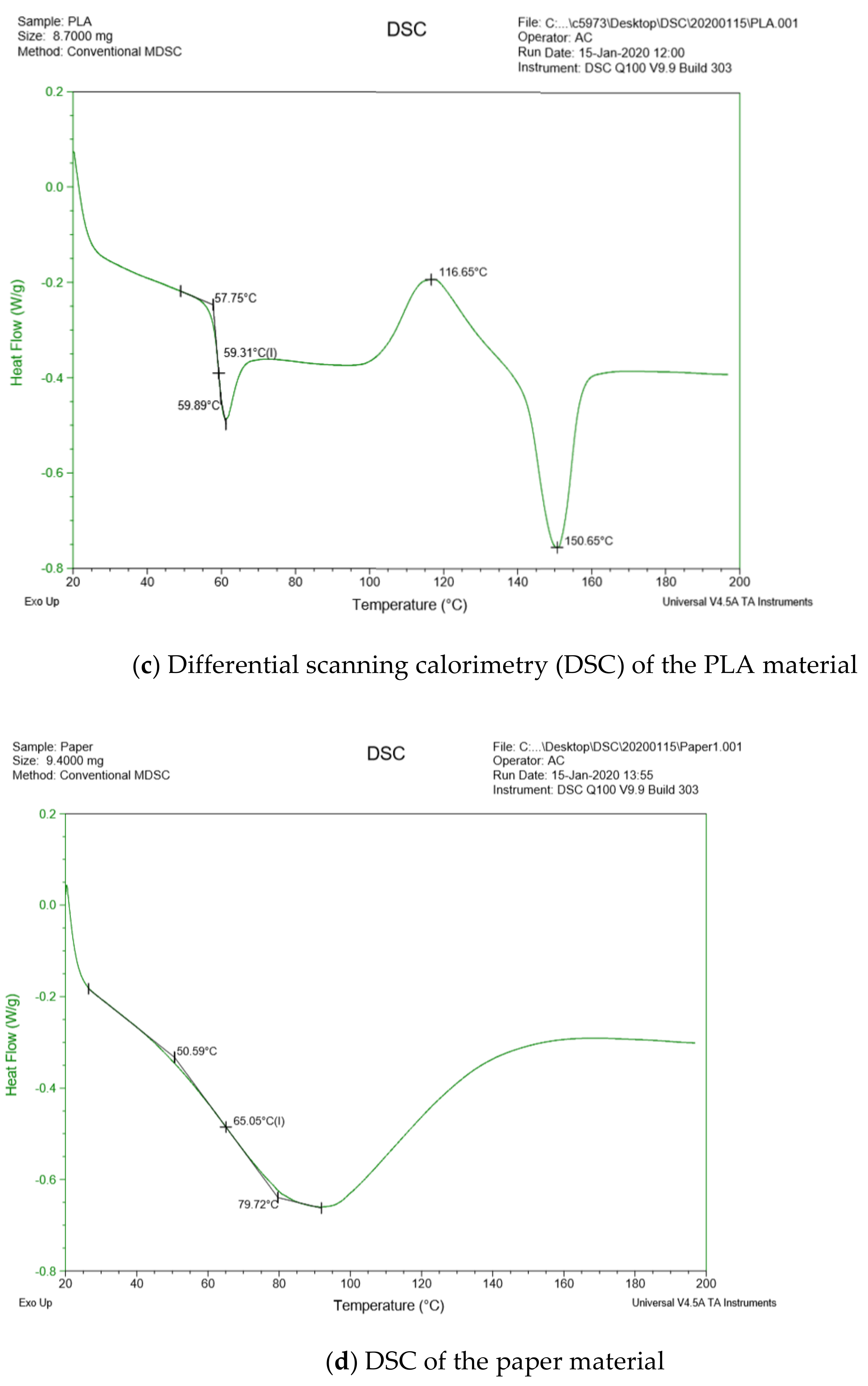
| Glass transition temperature (Tg) | 59.31 °C | 65.05 °C |
| Melting temperature (Tm) | 150.65 °C | 30 °C |
| Parameter | A Heating Temperature (°C) | B Heating Time (s) | C Pitch (mm) | D Printing Speed (mm/s) | |
|---|---|---|---|---|---|
| Experiment | |||||
| 1 | 170/170 | 10/30 | 1.0/1.0 | 40/40 | |
| 2 | 180/180 | 15/60 | 1.5/1.5 | 80/80 | |
| 3 | 190/190 | 20/90 | 2.0/2.0 | 120/120 | |
| Parameter | A | B | C | D | |
|---|---|---|---|---|---|
| Experiment | |||||
| 1 | 1 | 1 | 1 | 1 | |
| 2 | 1 | 2 | 2 | 2 | |
| 3 | 1 | 3 | 3 | 3 | |
| 4 | 2 | 1 | 2 | 3 | |
| 5 | 2 | 2 | 3 | 1 | |
| 6 | 2 | 3 | 1 | 2 | |
| 7 | 3 | 1 | 3 | 2 | |
| 8 | 3 | 2 | 1 | 3 | |
| 9 | 3 | 3 | 2 | 1 | |
| (2) | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, W.-C.; Fan, F.-Y.; Cheng, H.-C.; Lin, Y.; Shen, Y.-K.; Lai, J.-S.; Wang, L.; Ruslin, M. Optimization Shape-Memory Situations of a Stimulus Responsive Composite Material. Polymers 2021, 13, 697. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13050697
Lin W-C, Fan F-Y, Cheng H-C, Lin Y, Shen Y-K, Lai J-S, Wang L, Ruslin M. Optimization Shape-Memory Situations of a Stimulus Responsive Composite Material. Polymers. 2021; 13(5):697. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13050697
Chicago/Turabian StyleLin, Wei-Chun, Fang-Yu Fan, Hsing-Chung Cheng, Yi Lin, Yung-Kang Shen, Jing-Shiuan Lai, Liping Wang, and Muhammad Ruslin. 2021. "Optimization Shape-Memory Situations of a Stimulus Responsive Composite Material" Polymers 13, no. 5: 697. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13050697