1. Introduction
Rubber in general, and passenger car tire rubber in particular, heavily resist material degradation and survive for a long time in the environment. Due to the number of 10
tires/year produced worldwide (derived from [
1,
2,
3]), wasted passenger car tires pose enormous environmental problems when dumped on a land-fill, because of their intrinsic resistance against decomposition, or when being burned because of the soot and fumes they produce. These problems are addressed by industry and academia by developing processes for re-plastcization like reclaiming, and for decomposition like pyrolysis, with the aim to reuse the valuable resulting materials for new products. Reclaiming, a re-plasticization method, aims at breaking the polymer network in the tire rubber, created by the vulcanization process to obtain elastic rubber properties. Due to the high shear forces and processing temperatures applied in conventional reclaiming processes, not only the intended scission of cross-links occurs, but to a large extent also random scission of polymer chains. Although the rubber is plasticized, reclaimed rubber cannot readily be reused for high quality products due to the incurred degradation of the polymers. Furthermore, partial decomposition, chain scission and recombination of the polymer chains takes place, as is described by Golub [
4] for thermal influences. Especially butadiene moieties contained in synthetic Styrene-Butadiene Rubber (SBR) and Butadiene Rubber (BR) are very susceptible to these kind of chemical reactions [
5]. This happens over radical reaction paths during the reclaiming, triggered by interaction with atmospheric oxygen [
6]. SBR and BR are predominantly used in passenger car tire compounds, much more so than Natural Rubber (cis-1,4-polyisoprene) used more commonly in truck tire compounds, where the latter is less prone to recombination and therefore much easier to de-vulcanize [
7]. Markl and Lackner [
8] discuss in their review paper the actual status of de- and revulcanization of car tires. However, the specific issues regarding de- and re-vulcanization of granulated passenger car tires, containing SBR and BR as synthetic polymers and a relatively high amount of silica as active filler, compared with carbon black, are not addressed.
Saiwari et al. [
9] developed a thermochemical-mechanical de-vulcanization batch process on laboratory scale internal mixer for passenger car whole tire material using diphenyldisulfide (DPDS) as de-vulcanization agent, with treated distillate aromatic extract (TDAE) as process oil and tris(2,4-di-tert-butylphenyl)phosphite (TDTBP) as stabilizer. The use of a twin-screw extruder for de-vulcanization/reclaiming as a continuous operation has been researched before, Sutanto [
10] through modelling a screw for the use of EPDM, using kneading elements to achieve a desired residence time, and by Saiwari [
11] using this screw for de-vulcanization of ground tire rubber (GTR). A first attempt to scale-up a batch process for passenger car whole tire material to a twin-screw extruder continuous operation was reported by Saiwari et al. [
12], making use of screws with nearly only conveying elements with flights of 1 D and 1.25 D. In order to maintain a residence time of 6 minutes (min), a low screw speed was used of 10 revolutions per minute (rpm). The so-called Horikx-Verbruggen analysis was employed for optimization from the perspective of retaining polymer integrity [
13]. The optimal de-vulcanization formulation obtained was 18 mmol DPDS per 100 g of ground tire rubber (GTR),
wt% TDAE oil and 1 wt% TDTBP. Prior to feeding into the inlet of the extruder, the GTR was swollen with a mixture of the DPDS, TDTBP and processing oil. With this pre-treatment, kneading in the feed section of the extruder was not necessary.
A complicating factor is the influence of silica originating from the relatively recent silica-silane-based tread formulations used for passenger car tires, on de-vulcanization of GTR as well as on the morphology and tensile strength of the re-vulcanizates, was described earlier [
14]. Approximately 23 phr (parts per hundred rubber) silica originating from the tire treads does indeed influence the vulcanization kinetics of the de-vulcanizates as well as the tensile properties of the corresponding renewed vulcanizates. This issue is integrated in the present study. Another complicating factor was the insufficient commercial availability of DPDS for large-scale operations, so another de-vulcanization agent had to be selected. With 2-2
-dibenzamidodiphenyldisulfide (DBD) as a higher-melting de-vulcanization alternative, the screw design had to be adjusted, compared with the one used by Saiwari et al. [
12]. By pre-mixing in an available mixer the DBD accumulated at the mixer wall and in other locations, hence manual pre-mixing was applied before feeding the mixture into the hopper. The de-vulcanization agent had now to be molten and thoroughly homogenized with the GTR in the first mixing section of the extruder to allow the DBD to migrate into the granulate particles. Because additional screw length was needed for this mixing section, gravity feeding was chosen as the whole screw length can then be used.
An important question was how severe a kneading was allowed for sufficient homogenization, while keeping the motor power at an acceptable level for the non-plasticising rubber material. This is one important point of this study. All these complicating factors make de-vulcanization/reclaiming of largely synthetic rubber based whole passenger car tires considerably more difficult than for NR based truck tire material. The purpose of the present study was therefore to identify solutions and develop optimal conditions for continuous twin-screw extruder de-vulcanization of state-of-the-art passenger car whole tire material, while keeping the polymers, mainly SBR, as much as possible intact. So as to obtain maximally attainable properties for second use.
3. Materials and Methods
3.1. Materials
The GTR used in this investigation was obtained from Genan, Dorsten, Germany. It is a commercial ground passenger car tire granulate, medium grade, containing at least 45 wt% polymer of which 10 wt% to 35 wt% Natural Rubber (NR) and an ash content (mainly silica) of less than 10 wt%. The particle sizes range from 1 mm to 3.5 mm [
18]. Using a set of laboratory sieves, the size distribution as presented in
Table 2 was obtained. This GTR type was selected based on its low level of contaminations originating from stones or dirt adhering to the tire-surface before granulating, steel from the reinforcing cords in the beads of the tires or wear of the cutting and grinding equipment, and dust from fibers in the tire carcass. The coarser grades usually contain higher levels of dust, steel and fibers from the tire carcass, the finer grades usually contain higher amounts of steel and stone dust.
The de-vulcanization agent 2-2-dibenzamidodiphenyldisulfide (DBD) used for the present study is a commonly used peptizer or mastication agent for Natural Rubber. DBD melts at 140 °C, therefore pre-swelling of the tire granulate with a blend of molten DBD and process oil is not possible as the rubber will start to degrade when kept at a temperature above 140 °C for the duration of the swelling process. Manual mixing of GTR with processing oil, DBD and TDTBP prior to feeding to the extruder inlet was therefore opted for. This implied thorough mixing of the GTR during melting of the DBD in the mixing section of the extruder.
The origins of all materials employed in the present study are: 2-2- dibenzamidodiphenyldisulfide (DBD) from Schill and Seilacher GmbH, Boeblingen, Germany. Tris(2,4-di-tert-butylphenyl)phosphite (TDTBP) from Sigma Aldrich Cooperation, Zwijndrecht, The Netherlands. Treated Distillate Aromatic Extract (TDAE), VIVATEC 500 process oil from Hansen & Rosenthal, Hamburg, Germany. Acetone, purity > wt%, tetrahydrofuran (THF), purity > wt% and toluene, purity > wt% were all purchased from Atlas & Assink Chemie b.v., Enschede, The Netherlands. Butadiene Rubber (BR) grade BUNA CB24 was from Arlanxeo Deutschland GmbH, Leverkusen, Germany. TiO2 (titanium dioxide), Hombitan R210 from Venator, Wynyard, UK. ZnO (zinc oxide) and stearic acid from Merck KGaA, Darmstadt, Germany. Sulfur from J.T.Baker. N-tert-butyl-2-benzothiazolesulfenamide (TBBS), mercapto benzothiazoledisulfide (MBTS) and 1,3-diphenylguanidine (DPG) were all from Lanxess Rhein Chemie GmbH, Cologne, Germany, and bis[3-(triethoxysilyl)propyl] tetrasulfide (TESPT) from Evonik Industries AG, Essen, Germany. NaOH, technical quality, from Sigma Aldrich Cooperation, Zwijndrecht, The Netherlands. Bleaching water, a 2% solution of NaHClO in water.
3.2. Quality Analysis Methods for De-Vulcanizates
In this section the quality analysis methods as used for this investigation are discussed: Cure characteristics, tensile tests, the Horikx-Verbruggen analysis and the white rubber analysis.
3.2.1. Cure Characteristics and Compression Molding
Compounds based on de-vulcanized material were tested for their cure characteristics with a Rubber Process Analyzer, RPA Elite from TA Instruments, at 170 °C, Hz, and % strain according to ISO 6502. For renewed vulcanization of the de-vulcanizates a Wickert WLP1600 laboratory compression molding press was used at 170 °C for a period of tc90 + 2 min, using a mold of 100 mm × 100 mm × 2 mm.
3.2.2. Tensile Tests
Tensile testing was done with a Zwick BZ1.0/TH1S tensile tester using dumbbell shaped samples according to ISO 37 type II with a crosshead speed of 500 mm/min. The tensile strength and strain at break of the re-vulcanizates were taken as optimization criteria, as from an application perspective these are properties of prime importance—without at least reasonable tensile properties, the re-vulcanizates will hardly be usable for any application. On the other hand, in actual applications it is not likely that pure de-vulcanizates will be used but rather as a blend with virgin elastomers. So this criterion is very severe.
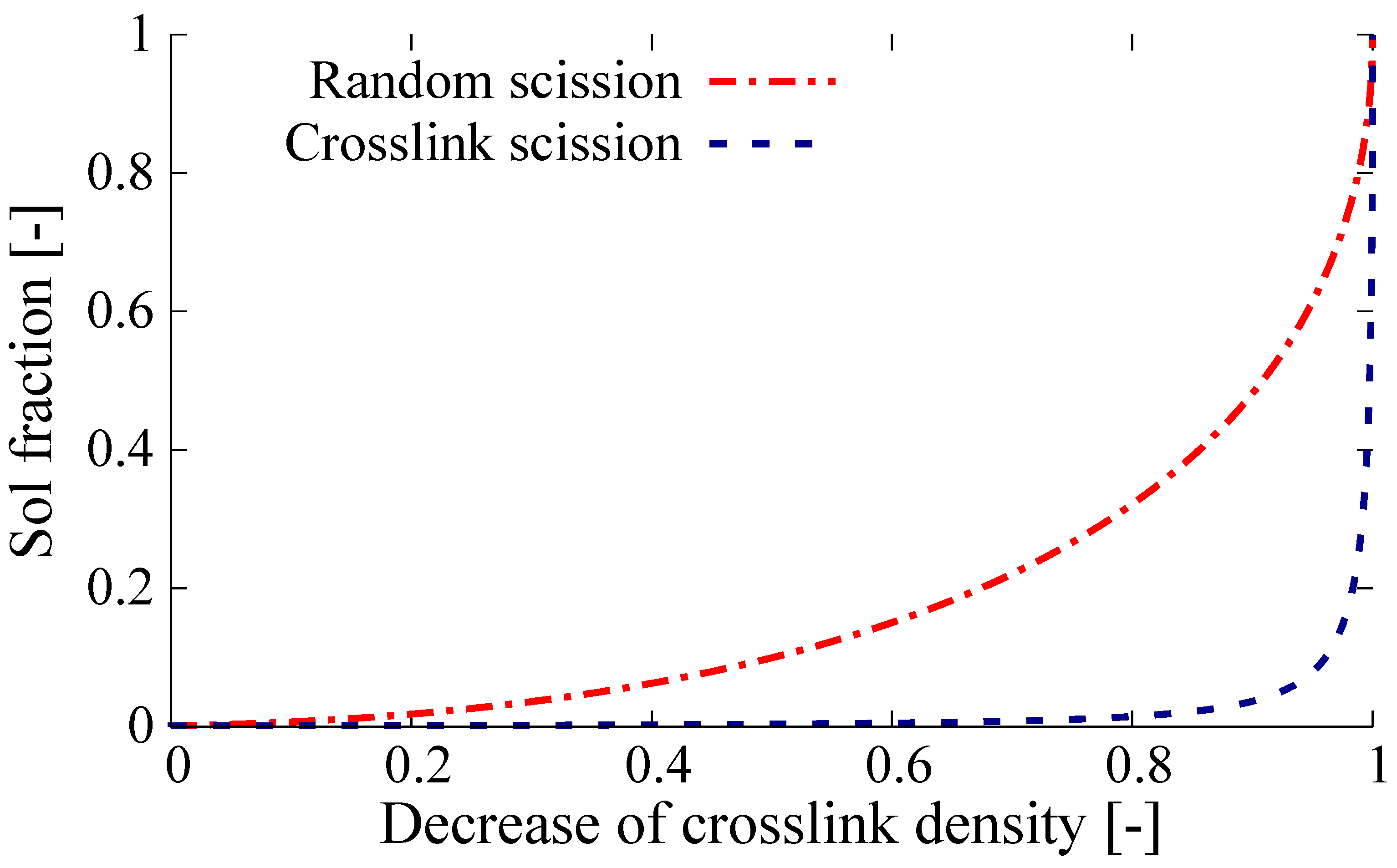
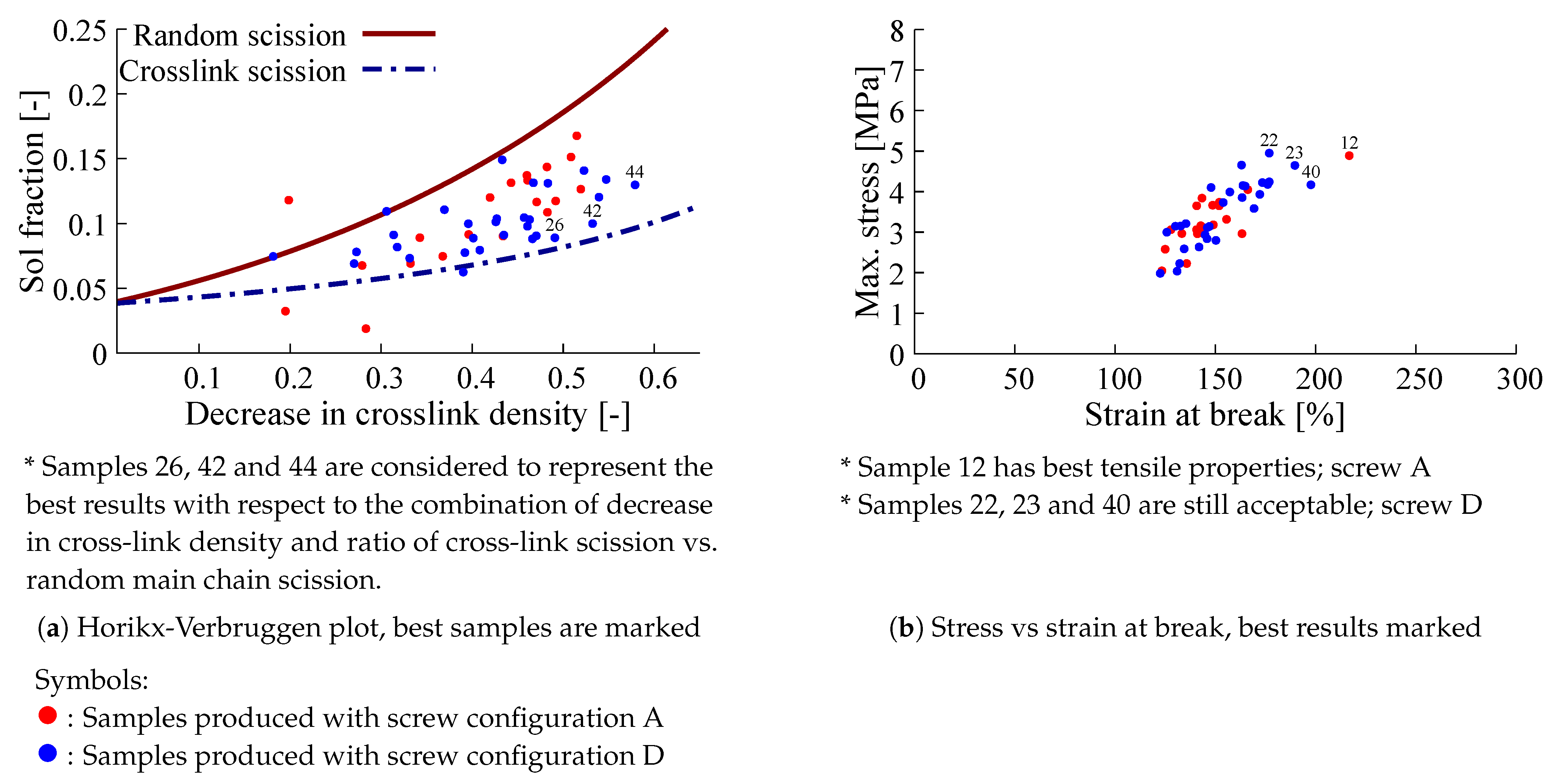
3.2.3. Horikx-Verbruggen Analysis
In order to quantify the amount of random polymer scission versus cross-link scission, the method of Verbruggen [
13] was employed, based on the original Horikx [
19] theory for polymer network breakdown by highly energetic radiation. In this method the fraction of polymer detached from the network and thus soluble is plotted against the relative decrease in the cross-link density. This allows to differentiate between unwanted random scission of the polymer and preferred cross-link scission, see
Figure 1.
For this purpose, the network densities are commonly measured by means of the Flory-Rehner swelling approach [
20], which was originally developed for non filler-reinforced polymer networks. Kraus [
21] and Porter [
22] have shown that this method is also applicable for carbon black filled rubber. They applied a correction factor for the amount of filler. Verbruggen et al. demonstrated that the method can also be applied to more complex single polymer networks. The soluble sol-fraction was determined by extraction of the samples with acetone and subsequently with THF, using a Soxhlet apparatus with drying and weighing steps before and after extraction. After swelling the extracted samples in toluene, the cross-link density could be calculated from the amount of absorbed liquid, using the theory of Flory-Rehner and applying the correction factor derived by Porter.
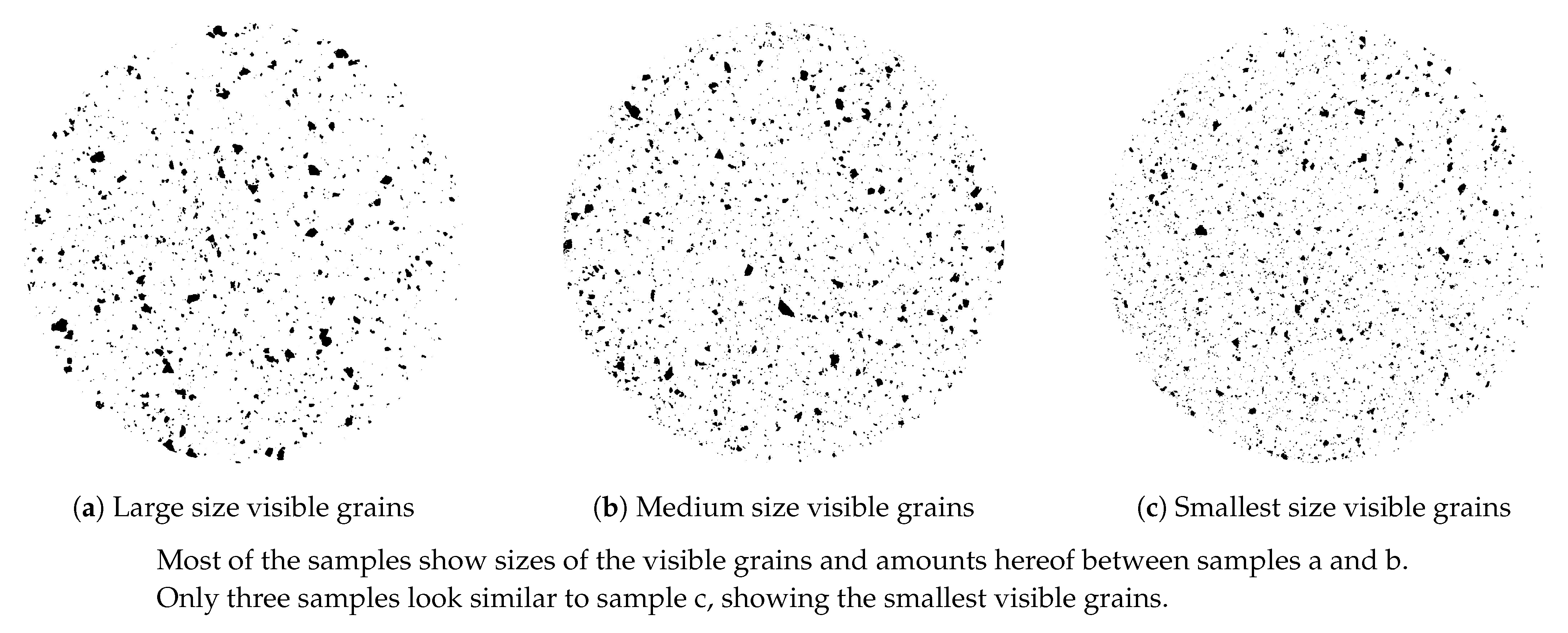
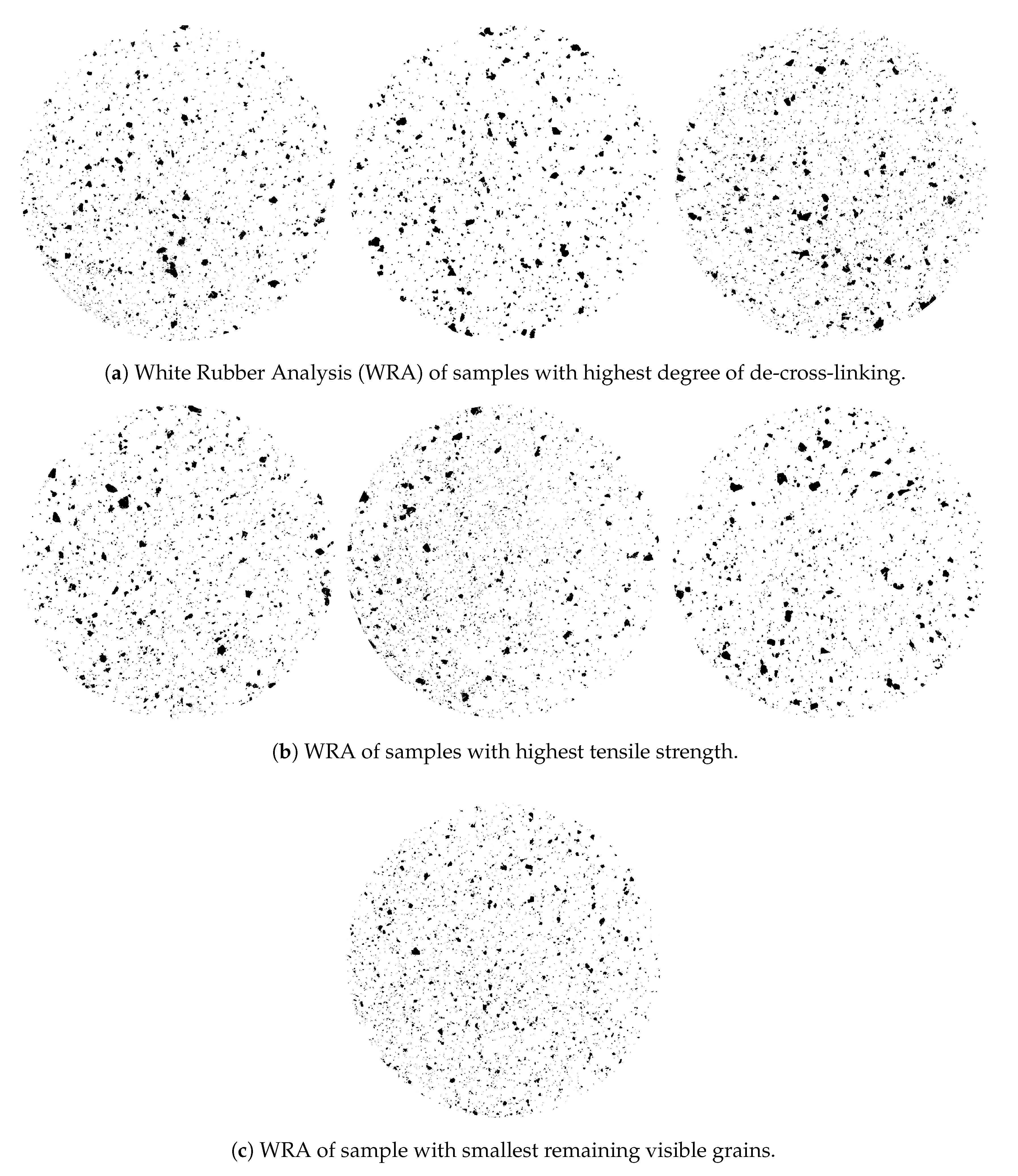
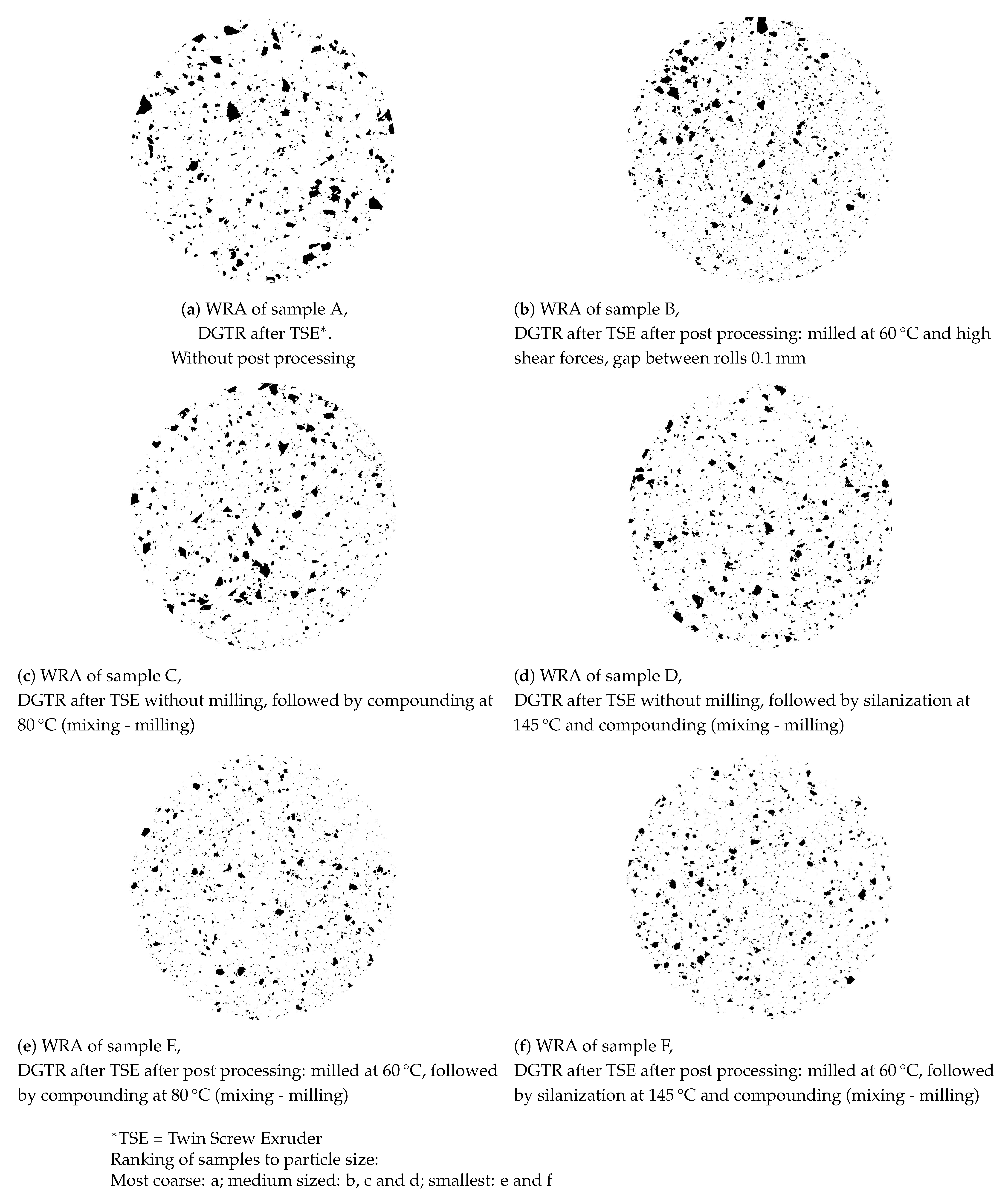
3.2.4. White-Rubber Analysis
A White Rubber Analysis (WRA) was employed for the present purpose in order to quantify the number of irregularities (visible grains) in the de-vulcanizates, as these have an influence on miscibility and renewed vulcanizate properties. A blend of 95 wt% of a BR-based compound with 65 phr titanium dioxide and 5 wt% de-vulcanizate provided the best visibility of the grains on a grey background over the whole range of produced de-vulcanizates. The blends were vulcanized in a mold to a circular disk of 5 mm with a diameter of 50 mm. After sanding to remove the surface layer until a homogeneous distribution is visible, the samples showed a gray surface with embedded black spots, corresponding to the number and size of the grains in the de-vulcanizates. Pictures were converted to black and white to improve the contrast. Although a statistical analysis of the characterizations was developed, a visual comparison appeared most illustrative and was applied in the present study.
3.3. Equipment and Experimental Set-Up for De-Vulcanization and Re-Vulcanization
As pre-treatment of the GTR it was mixed with process oil, DBD and stabilizer was performed manually for a maximum batch size of 7 in a simple container, as the powdery DBD stuck to the wall of the mixer previously used for mixing and swelling of DPDS.
For compounding of the de-vulcanizate for re-vulcanization, a Brabender Plasti-corder internal mixer with a chamber volume of 50 mL was used.A Schwabenthan laboratory mill with rolls of 200 mm width, a roll diameter of 80 mm and a friction ratio of 1.13 was used at 22 rpm, 40 °C to 60 °C and a gap width between the rolls of 0.1 mm to 2 mm for the final milling of the de-vulcanizate after the calender and for all milling after renewed mixing. A complicating factor in the qualitative analysis of the de-vulcanizates by tensile testing of re-vulcanisates is that, beforehand, it is not known whether and how much silica is contained in commercial samples, as opposed to sole use of carbon black as reinforcing filler. The pertinent compounding formulations needed are fundamentally different and lead to different results. For that reason a double approach was taken:
Analysis of the de-vulcanizates with a carbon black based compound formulation for re-vulcanization;
Analysis of the de-vulcanizates with a formulation tuned to a mix of CB and silica as reinforcing fillers.
The corresponding compound re-vulcanization formulations and compounding procedures are given in
Appendix A.
The overall setup of the de-vulcanization installation is shown in
Figure 2,
Figure 3,
Figure 4 and
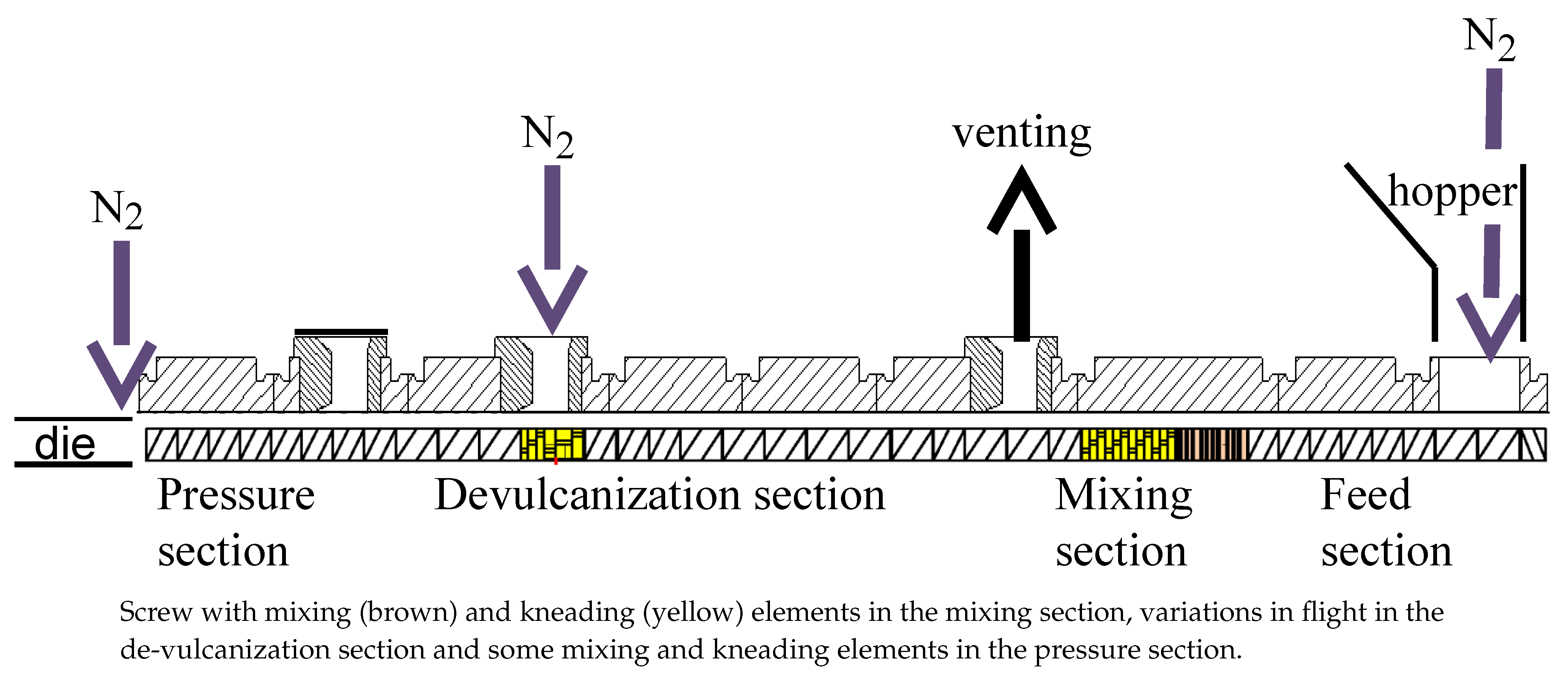
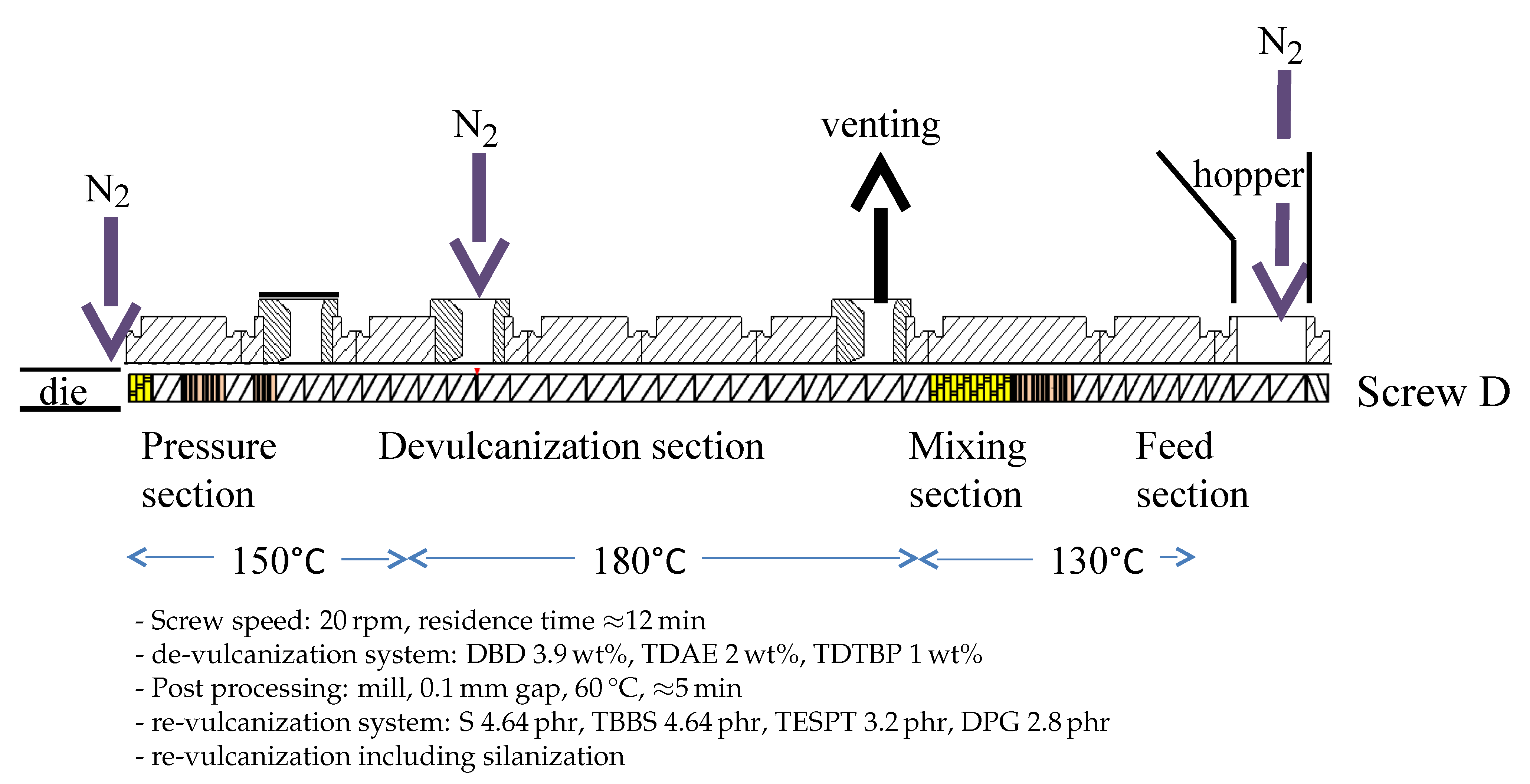
Figure 5. The continuous de-vulcanization was performed using a KrausMaffei ZE 25 UTX co-rotating twin-screw extruder (KraussMaffei Technologies GmbH, München, Germany), with a length of 42D with D = 25 mm, and equipped with 3 de-gassing positions between the inlet and outlet, of which one is used for nitrogen supply and one for venting, as shown in
Figure 2. Contrary to thermoplastic polymers wherefore a twin-screw extruder is commonly employed to melt and subsequently mix the materials, in the present context the rubber crumb does not melt. The purpose of the extruder is to “knead the de-vulcanization aid into the granulate” so as to selectively release crosslinks in a controlled manner, in order to at the end have material in a re-plasticized state. The rubber remains in granular form throughout the process of de-vulcanization. This is contrary to reclaiming, wherein from the onset already small polymer fragments are broken off the network and behave as re-plasticized material. It requires re-thinking of the basic concepts of twin-screw extruders. The effects of kneading and mixing elements differ considerably. Negative flight zones meant for pressure build-up tend to obstruct the flow of the granulate in the extruder. They create a three-dimensional load situation which the granulate absorbs by its elastic nature, being compressed against the barrel wall without transport, generating increased friction instead of a two-dimensional load situation in a thermoplastic melt, where in the latter case the pressure increase is limited by the flow of the melt. This has strong implications for understanding the behavior of the granulate in the extruder during the de-vulcanization process as well as for the selection of a proper screw configuration. This is therefore an important part of the present study. For similar reasons, the twin-screw extruder was not run in the so-called starve-fed mode, as is more common for thermoplastic polymers. Above the extruder inlet a hopper was mounted for continuous dosing of the whole tire granulate. An elongated die of rectangular shape, 20 mm × 40 mm and length of 100 mm, with rounded edges was mounted at the extruder outlet to increase the residence time, as shown in
Figure 3.
The extruder was operated at a screw speed of 10 rpm to 30 rpm. At 20 rpm, the overall residence time of the de-vulcanizate in combination of the extruder and elongated die was approximate 12 . At this speed, the pressure in the extruder before material enters the die reached a maximum of MPa, depending on the temperature settings of 180 °C to 220 °C in the de-vulcanization section. The pressure before the die varied between 1.9 MPa to 5.4 MPa and the load indication of the extruder drive between 19% to 66%. A direct correlation of these parameters with the added concentration of oil or the concentration of DBD was not observed.
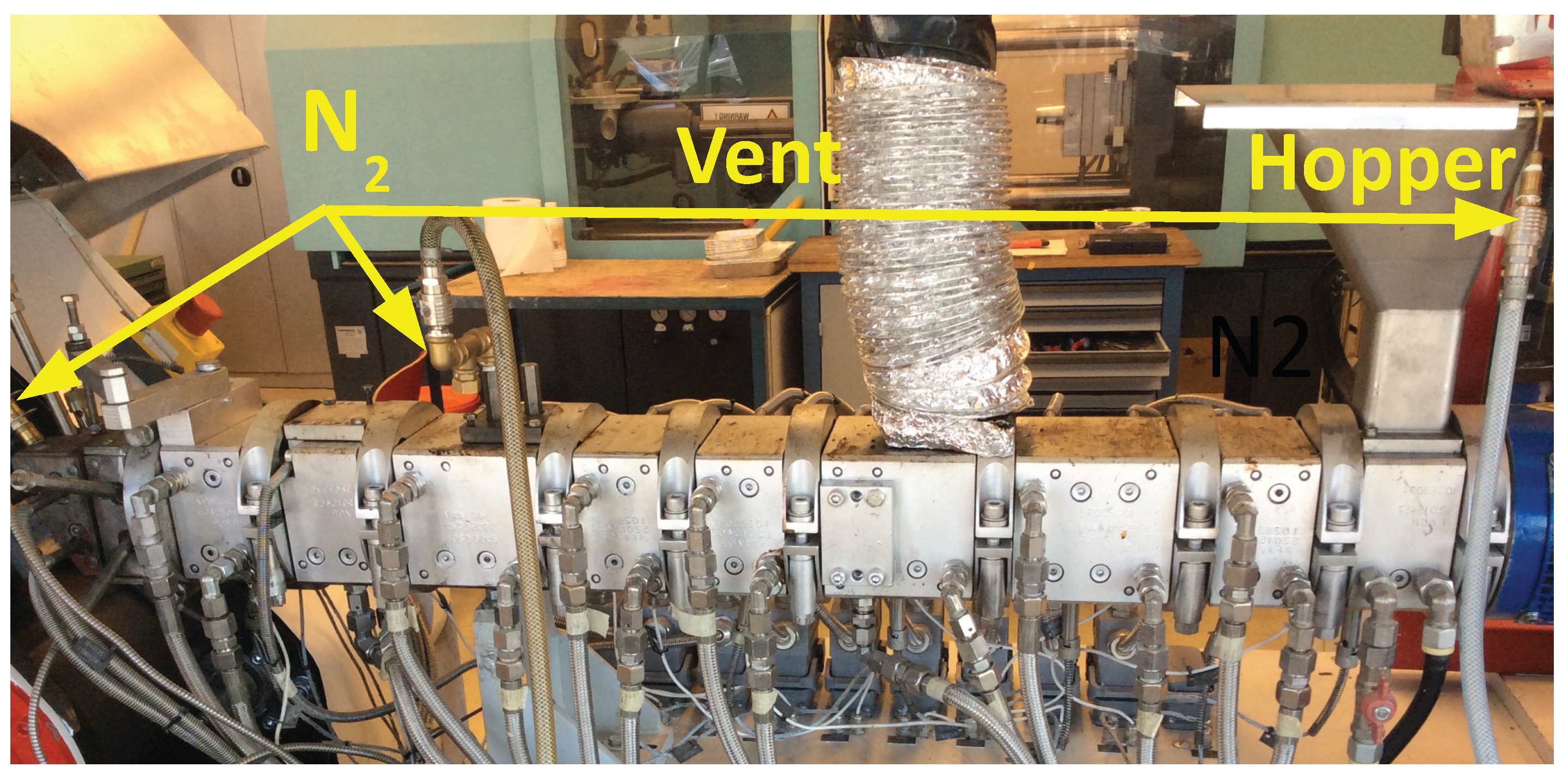
In order to minimize oxidative degradation during de-vulcanization, the extruder was equipped with nitrogen supply—in the hopper, at the end of the de-vulcanization section and at the beginning of the elongated die, see
Figure 2 and
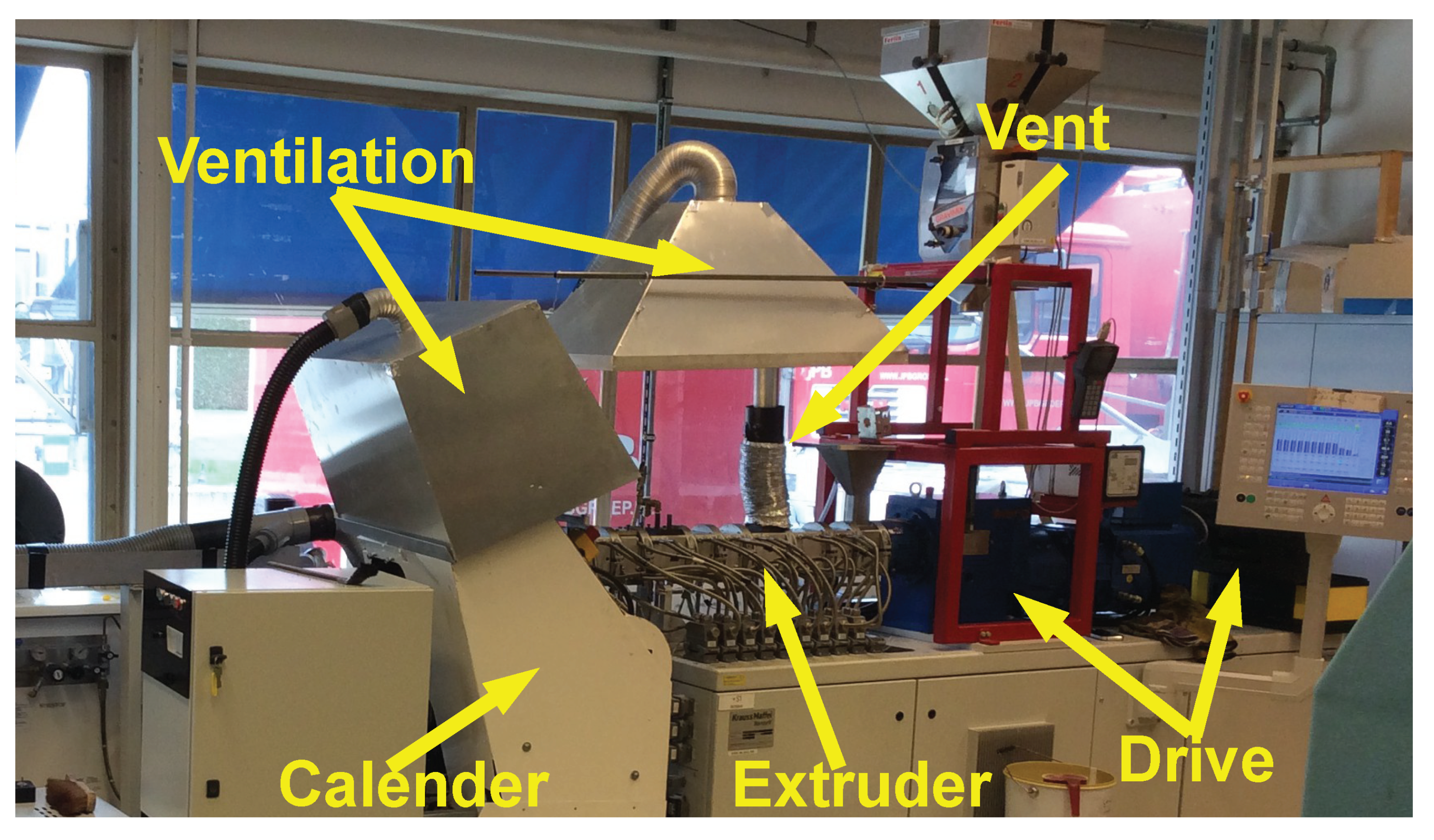
Figure 4. The de-vulcanizate was transferred to a specially constructed cooling calender [
23], positioned directly directly after the extruder, see
Figure 5. This calendar cooled the de-vulcanizate very quickly and efficiently to 40 °C to 60 °C to prevent oxidation, it was not designed to apply high pressures or shear forces to the devulcanized material. The temperature of the cooling water was controlled to prevent condensation on the calender rolls. The capacity of this total line is approximate 2 kg/h at a screw speed of 20 rpm.
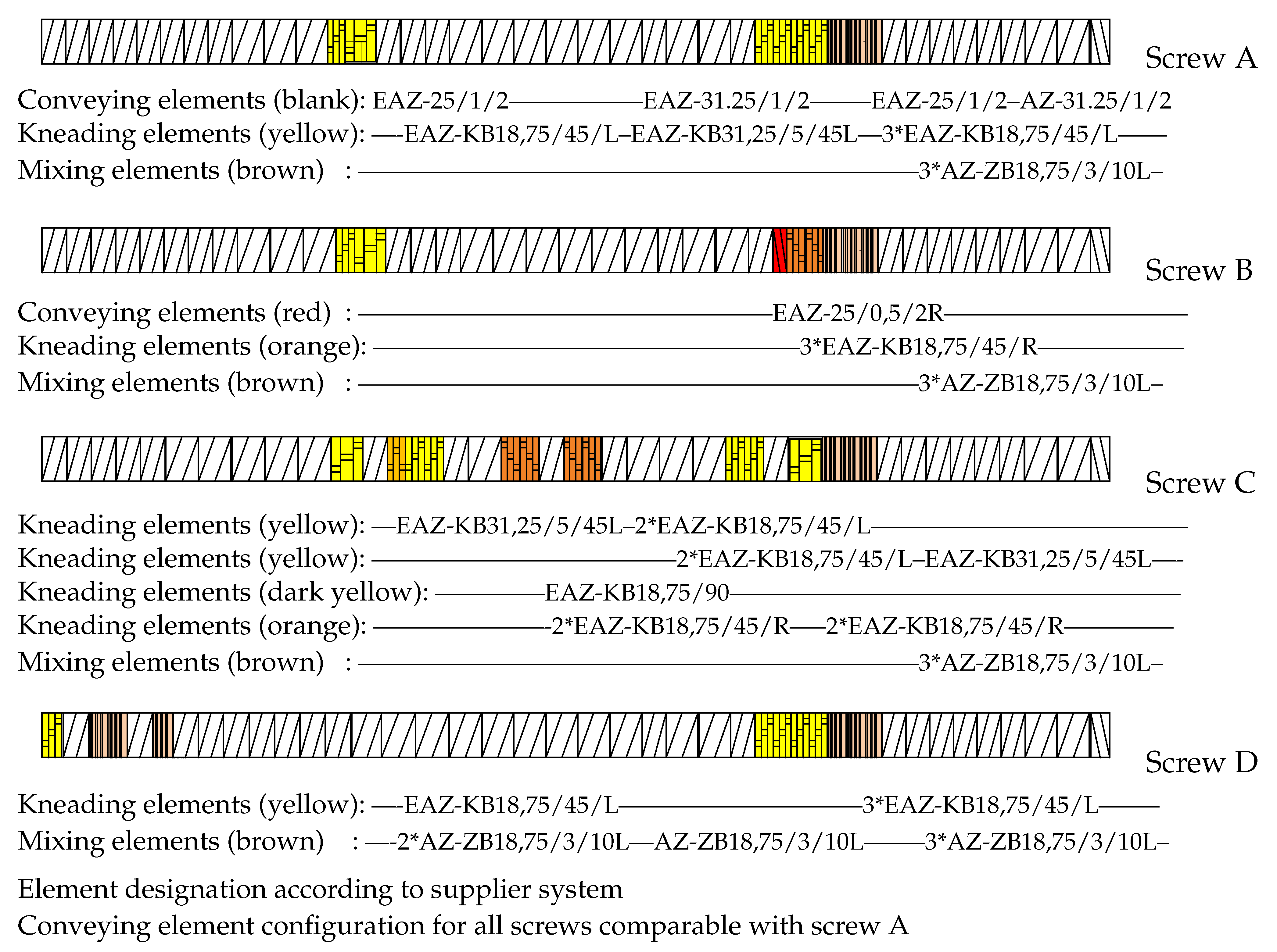
With the use of DBD as de-vulcanization agent: the de-vulcanization agent had to be molten and thoroughly mixed with the GTR in the mixing section of the extruder, see
Figure 2. Kneading in this section was required and subsequently the shear in the de-vulcanization section was adjusted. Screw configuration A,
Figure 6, was chosen so as to increase the shear in the mixing section as a first modification. Configuration B was chosen to extend the residence time in the mixing section of the screws to prolong the swelling time. Configuration C included more kneading elements in the mixing section for more thorough mixing and some additional right and left hand kneading elements in the de-vulcanization section. Configuration D was chosen as a variation on configuration A, with additional shear in the pressure section of the extruder by adding some mixing and kneading elements. After testing, it appeared that for screw setups B and C, the drive could not provide the required high torque due to the additional friction caused by the right-handed elements. Screws A and D were finally selected for further testing.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












