
Selected Properties of Plywood Bonded with Low-Density Polyethylene Film from Different Wood Species


Abstract
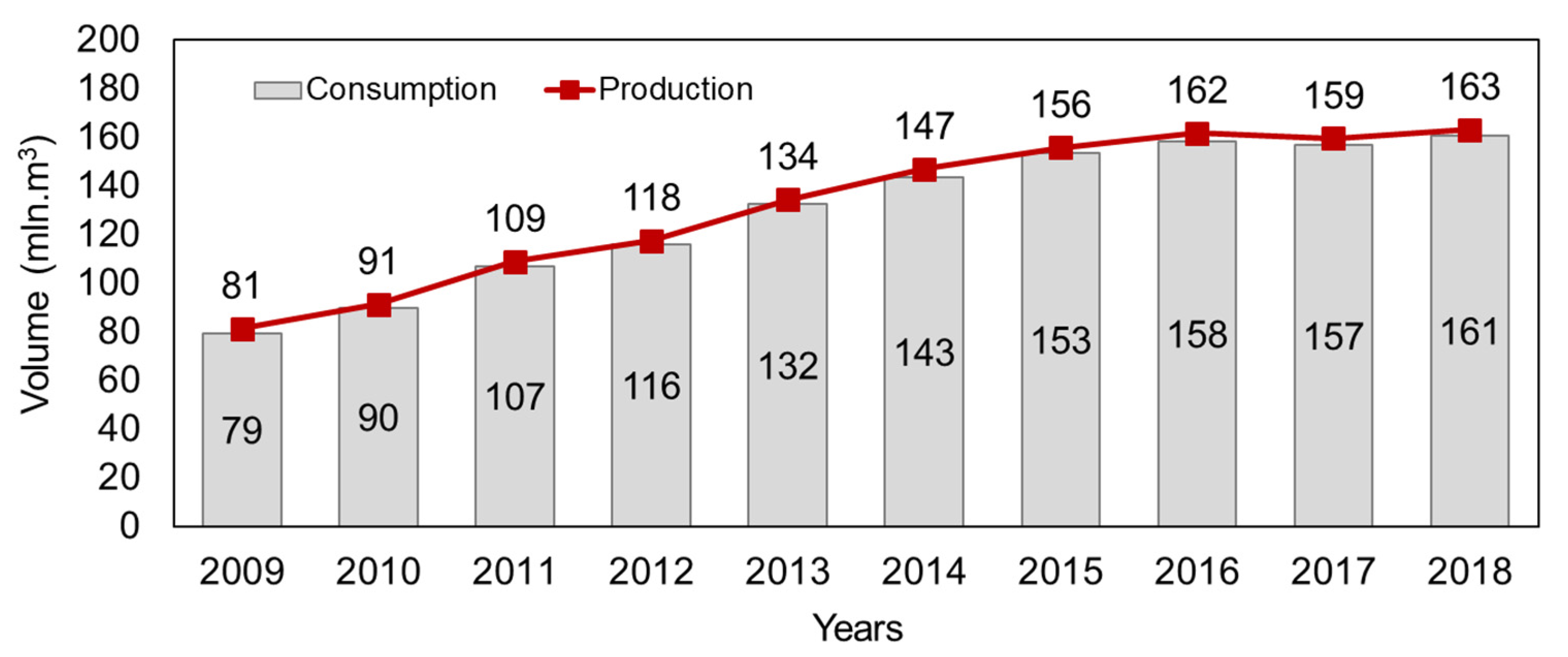
:1. Introduction
2. Materials and Methods
2.1. Materials
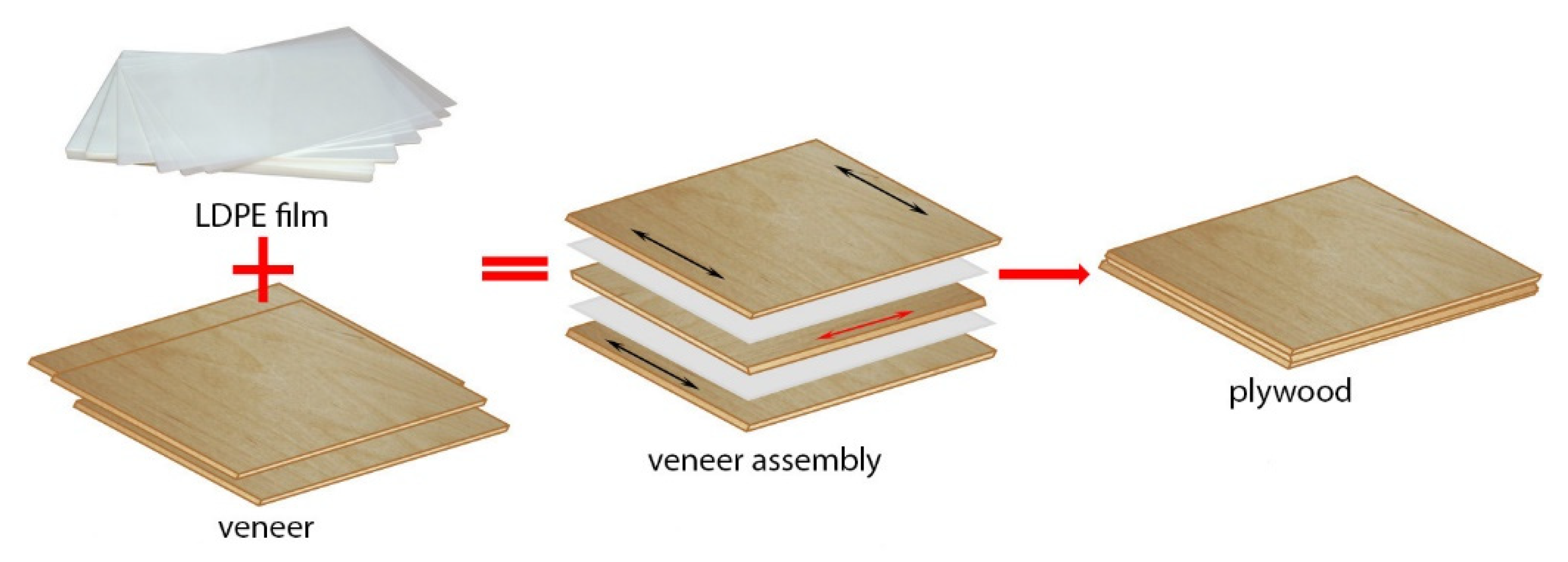
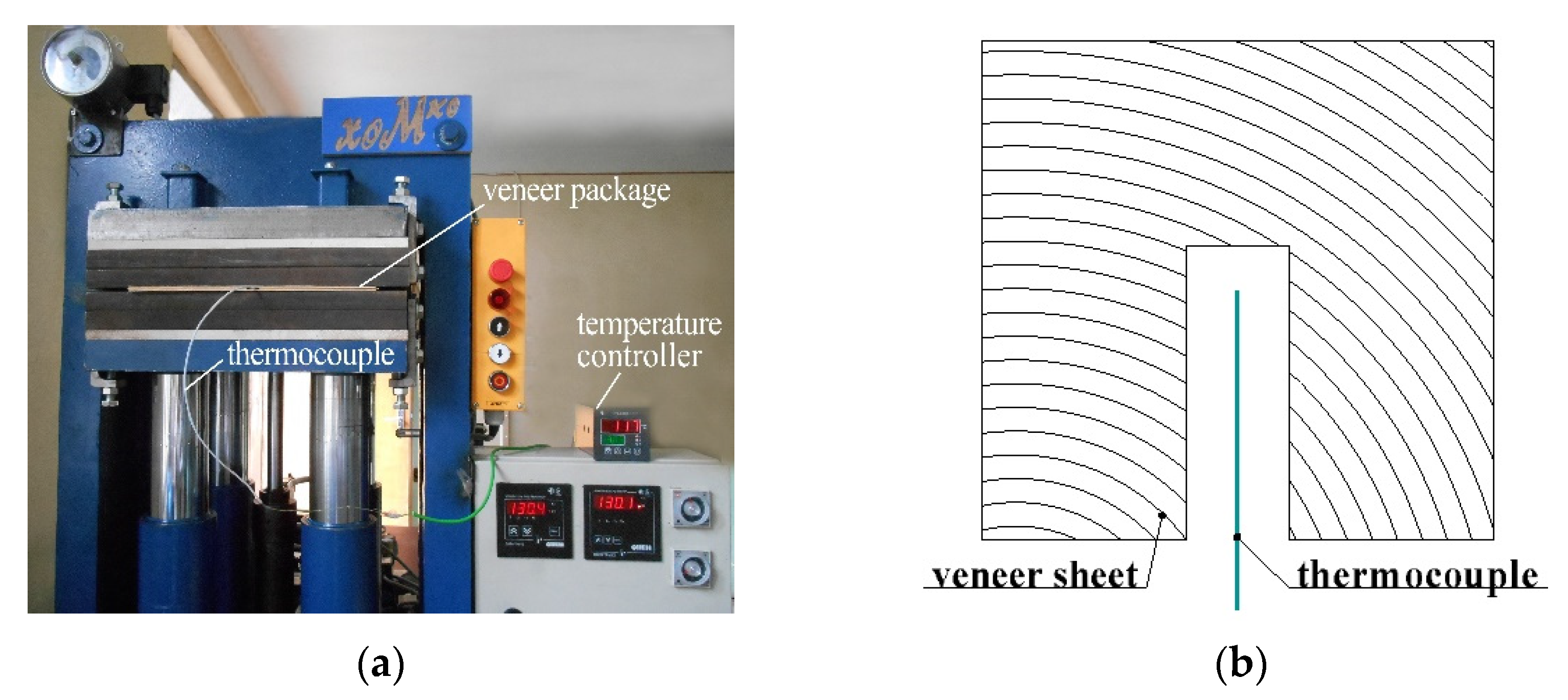
2.2. Manufacturing of Plywood Samples
2.3. Testing the Plywood Panels
2.4. Statistical Analysis
3. Results
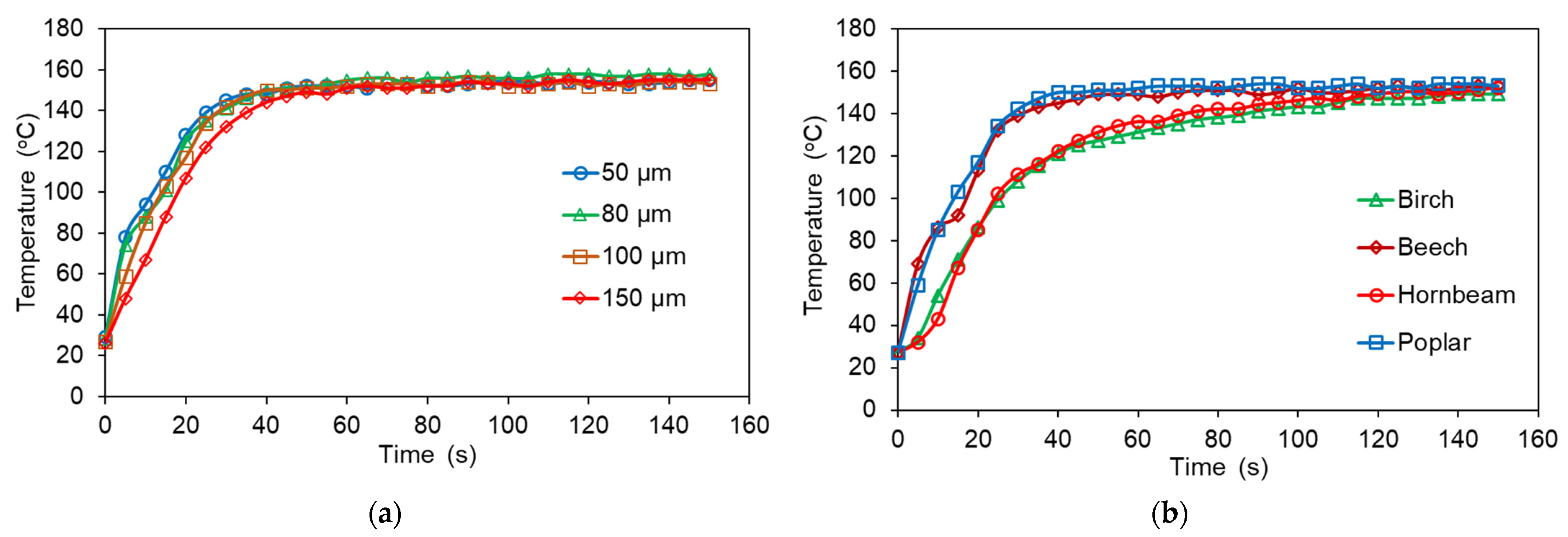
3.1. Core Layer Temperature Analysis
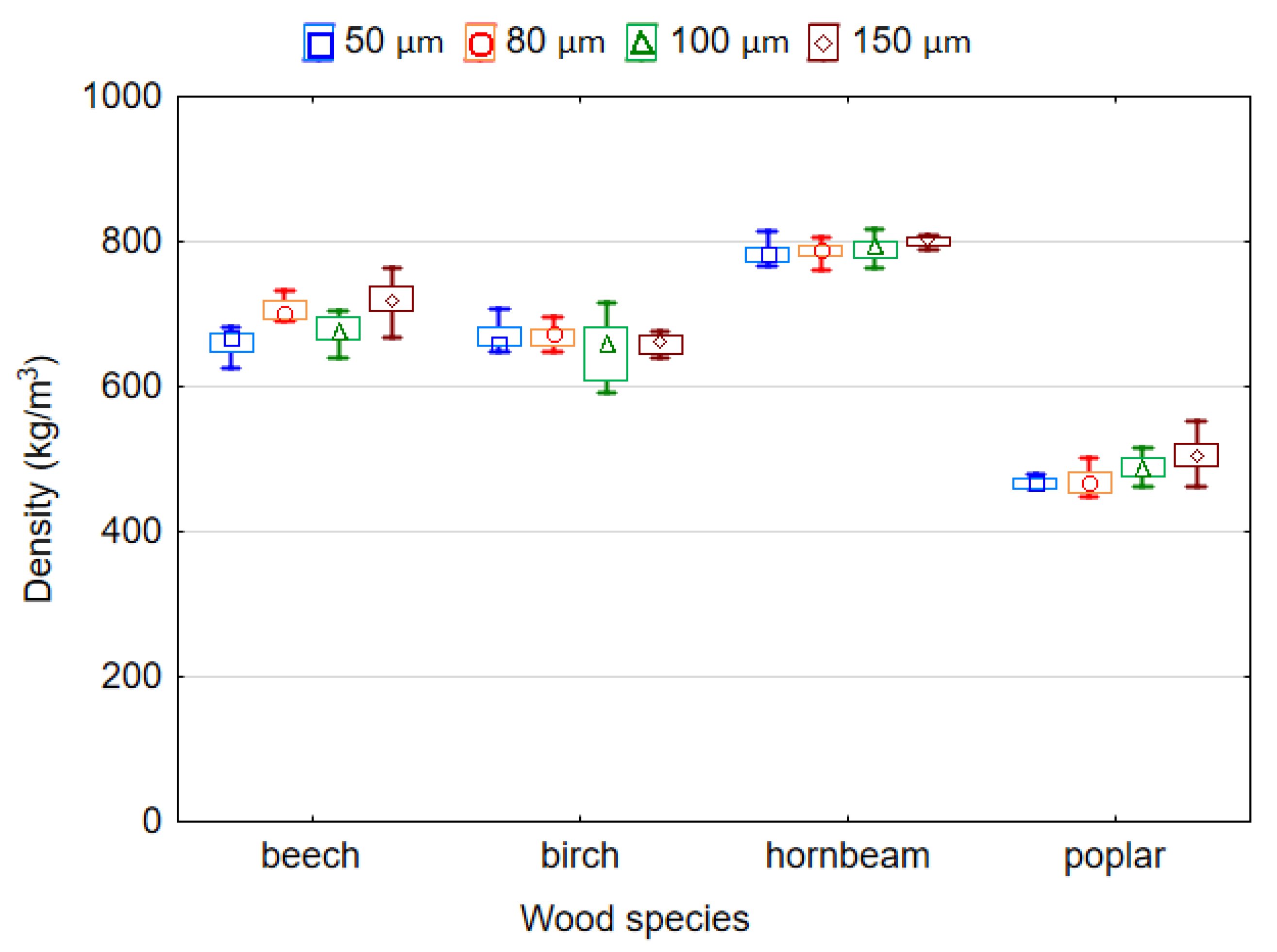
3.2. Density of Plywood Samples
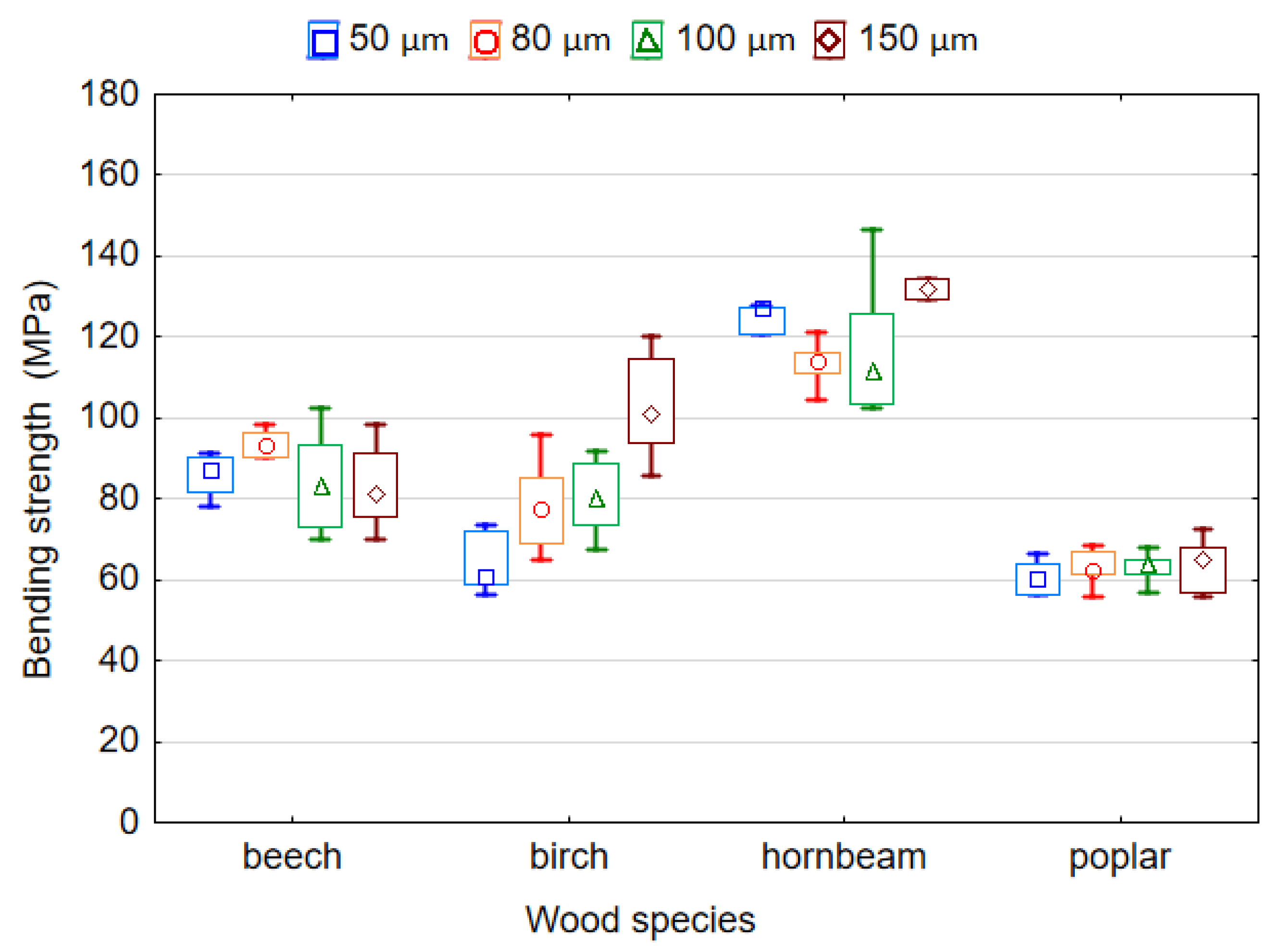
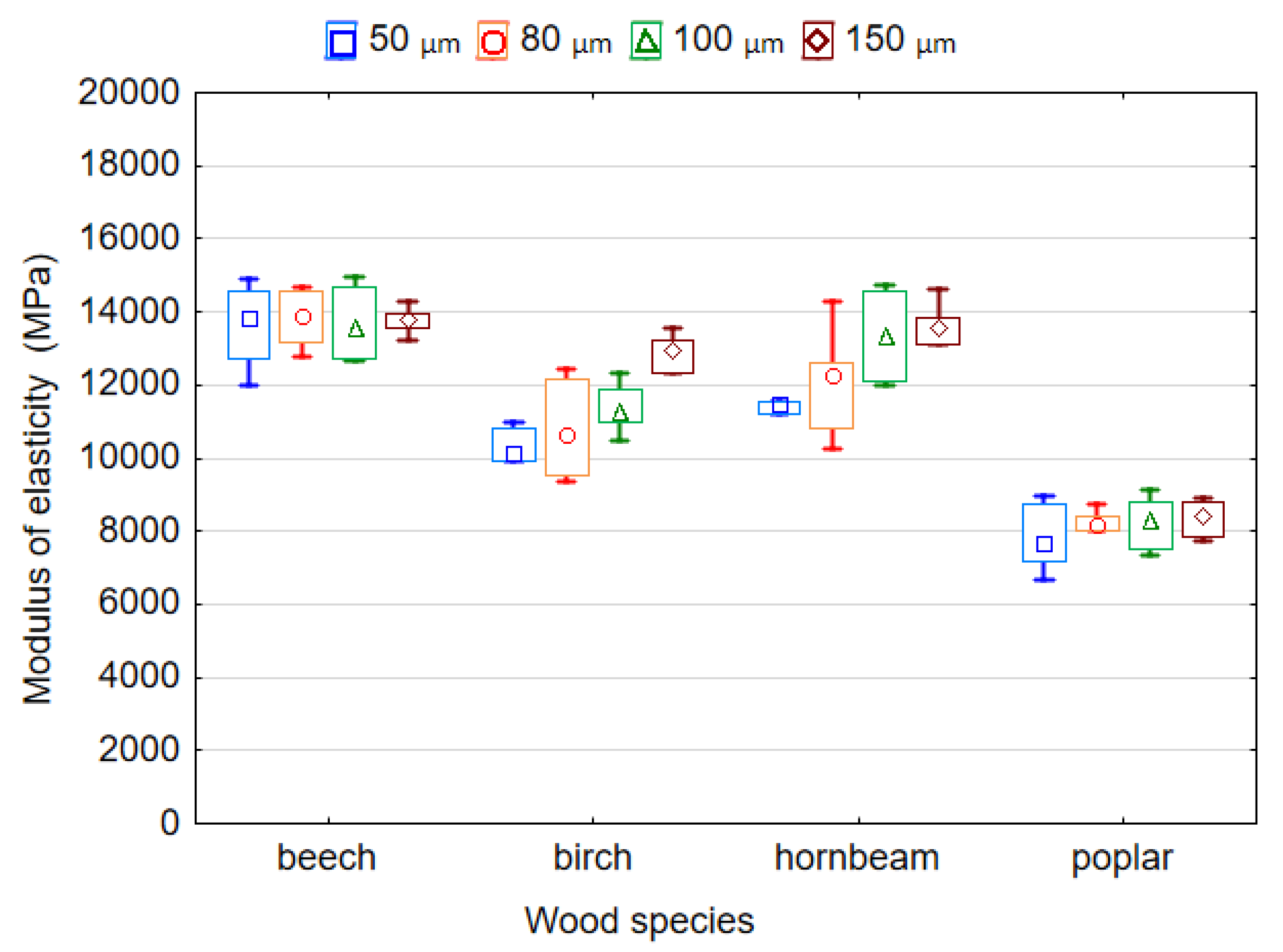
3.3. Bending Strength and Modulus of Elasticity of Plywood Samples
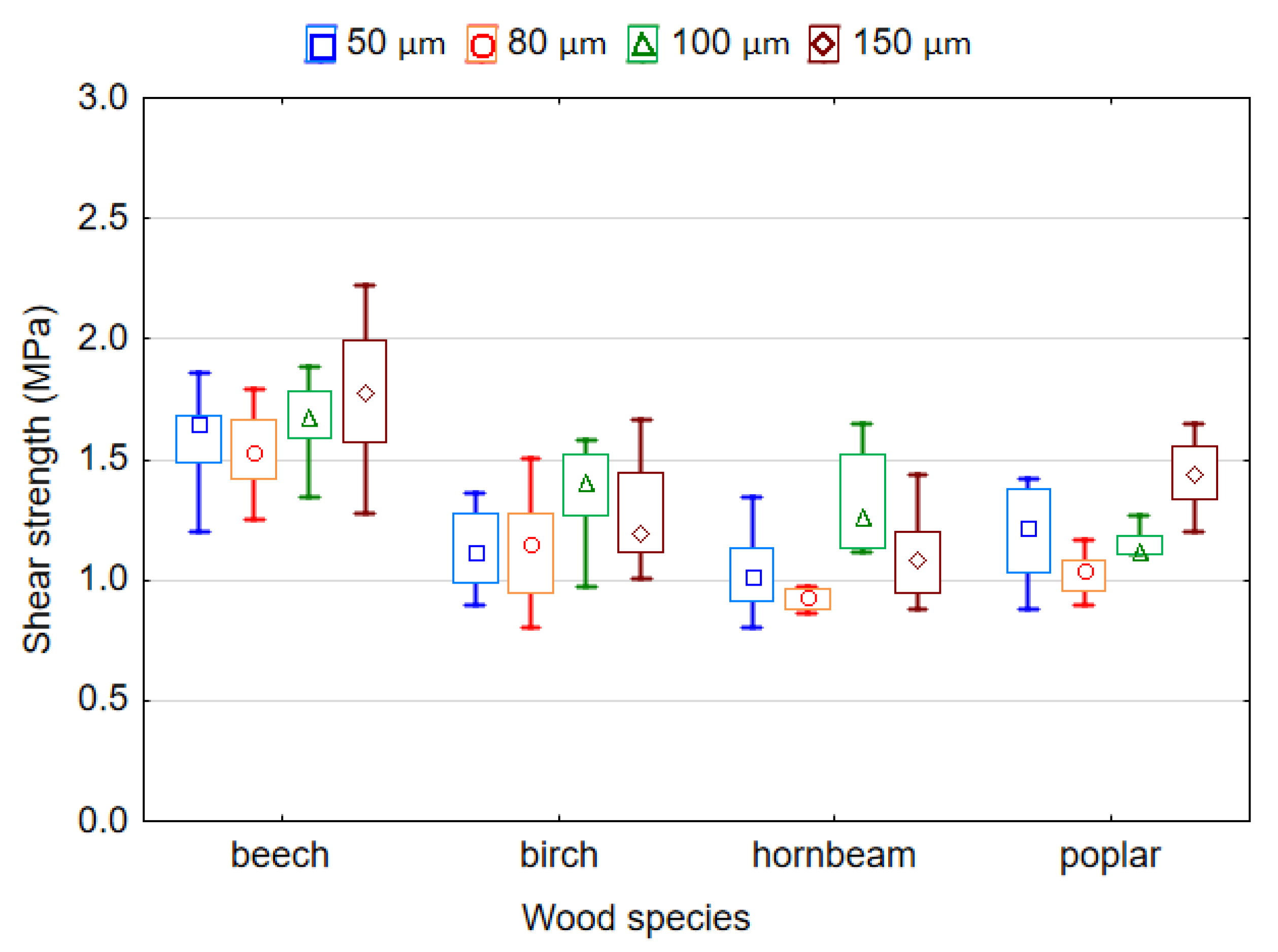
3.4. Shear Strength of Plywood Samples
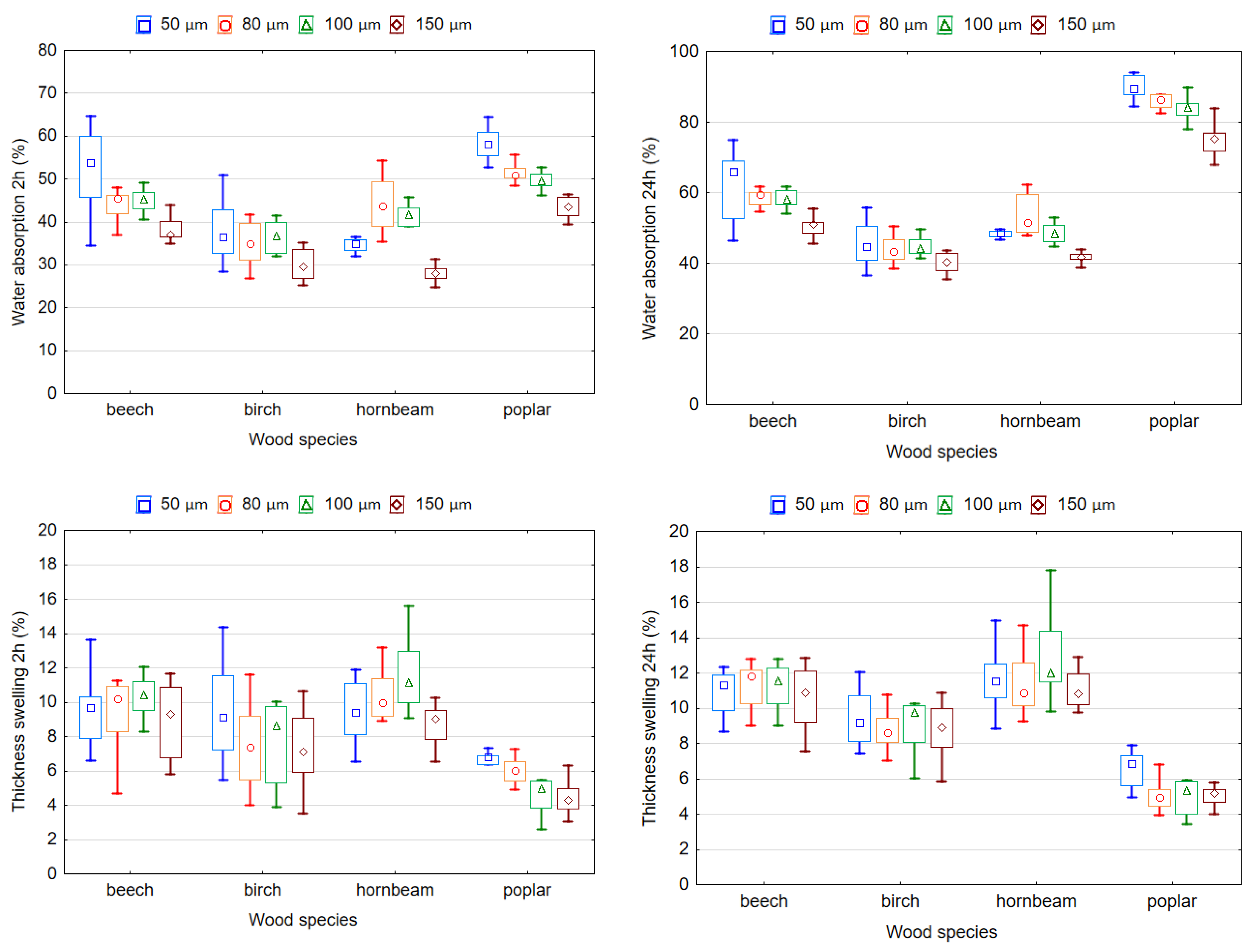
3.5. Water Absorption and Thickness Swelling of Plywood Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shi, S.; Walker, J. Wood-based composites: Plywood and veneer-based products. Chapter 11. In Primary Wood Processing: Principles and Practice, 2nd ed.; John, C.F., Walker, Eds.; Springer: Dordrecht, The Netherlands, 2006; pp. 391–426. [Google Scholar]
- Koprda, Š.; Balogh, Z.; Magdin, M.; Reichel, J.; Molnár, G. The Possibility of Creating a Low-Cost Laser Engraver CNC Machine Prototype with Platform Arduino. Acta Polytech. Hung. 2020, 17, 181–198. [Google Scholar] [CrossRef]
- FAO Yearbook of Forest Products 2018. Available online: http://www.fao.org/3/cb0513m/CB0513M.pdf (accessed on 15 July 2021).
- Dunky, M. Adhesives in the wood industry. In Handbook of Adhesive Technology, 2nd ed.; Revised and Expanded; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker Inc.: New York, NY, USA; Basel, Switzerland, 2003; 71p. [Google Scholar] [CrossRef]
- Frihart, C.R.; Hunt, C.G. Adhesives with Wood Materials: Bond Formation and Performance. In Wood Handbook—Wood as an Engineering Material; General Technical Report FPL-GTR-190; Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; Chapter 10. [Google Scholar]
- World Health Organization—International Agency for Research on Cancer. Monographs on the Evaluation of Carcinogenic Risk to Humans; Formaldehyde, 2–Butoxyethanol and 1–tert–Butoxypropan–2–ol; World Health Organization—International Agency for Research on Cancer: Lyon, France, 2006; Volume 88. [Google Scholar]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef]
- Kajaks, J.; Reihmane, S.; Grinbergs, U.; Kalnins, K. Use of innovative environmentally friendly adhesives for wood veneer bonding. Proc. Est. Acad. Sci. 2012, 61, 207–211. [Google Scholar] [CrossRef]
- Oh, Y.S. Use of polyethylene as an additive in plywood adhesive. J. Korean Wood Sci. Technol. 1998, 26, 14–18. [Google Scholar]
- Follrich, J.; Muller, U.; Gindl, W. Effects of thermal modification on the adhesion between spruce wood (Picea abies Karst.) and a thermoplastic polymer. Holz Als Roh-Und Werkst. 2006, 64, 373–376. [Google Scholar] [CrossRef]
- Bekhta, P.; Müller, M.; Hunko, I. Properties of Thermoplastic-Bonded Plywood: Effects of the Wood Species and Types of the Thermoplastic Films. Polymers 2020, 12, 2582. [Google Scholar] [CrossRef] [PubMed]
- Tang, L.; Zhang, Z.G.; Qi, J.; Zhao, J.R.; Feng, Y. The preparation and application of a new formaldehyde-free adhesive for plywood. Int. J. Adhes. Adhes. 2011, 31, 507–512. [Google Scholar] [CrossRef]
- Fang, L.; Chang, L.; Guo, W.; Ren, Y.; Wang, Z. Preparation and characterization of wood-plastic plywood bonded with high density polyethylene film. Eur. J. Wood Prod. 2013, 71, 739–746. [Google Scholar] [CrossRef]
- Fang, L.; Chang, L.; Guo, W.-J.; Chen, Y.; Wang, Z. Influence of silane surface modification of veneer on interfacial adhesion of wood–plastic plywood. Appl. Surf. Sci. 2014, 288, 682–689. [Google Scholar] [CrossRef]
- Fang, L.; Xiong, X.; Wang, X.; Chen, H.; Mo, X. Effects of surface modification methods on mechanical and interfacial properties of high-density polyethylene-bonded wood veneer composites. J. Wood Sci. 2017, 63, 65–73. [Google Scholar] [CrossRef] [Green Version]
- de Barros Lustosa, E.C.; Del Menezzi, C.H.S.; de Melo, R.R. Production and properties of a new wood laminated veneer/high-density polyethylene composite board. Mater. Res. 2015, 18, 994–999. [Google Scholar] [CrossRef] [Green Version]
- Chang, L.; Guo, W.; Tang, Q. Assessing the tensile shear strength and interfacial bonding mechanism of poplar plywood with high-density polyethylene films as adhesive. BioResources 2017, 12, 571–585. [Google Scholar] [CrossRef]
- Chang, L.; Tang, Q.; Gao, L.; Fang, L.; Wang, Z.; Guo, W. Fabrication and characterization of HDPE resins as adhesives in plywood. Eur. J. Wood Prod. 2018, 76, 325–335. [Google Scholar] [CrossRef]
- Song, W.; Wei, W.; Ren, C.; Zhang, S. Developing and evaluating composites based on plantation eucalyptus rotary-cut veneer and high-density polyethylene film as novel building materials. BioResources 2016, 11, 3318–3331. [Google Scholar] [CrossRef]
- Song, W.; Wei, W.; Ren, C.; Zhang, S. Effect of heat treatment or alkali treatment of veneers on the mechanical properties of eucalyptus veneer/polyethylene film plywood composites. BioResources 2017, 12, 8683–8703. [Google Scholar] [CrossRef]
- Bekhta, P.; Sedliačik, J. Environmentally-Friendly High-Density Polyethylene-Bonded Plywood Panels. Polymers 2019, 11, 1166. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Demirkir, C.; Öztürk, H.; Çolakoğlu, G. Effects of press parameters on some technological properties of polystyrene composite plywood. Kast. Univ. J. For. Fac. 2017, 17, 517–522. [Google Scholar] [CrossRef]
- Borysiuk, P.; Mamiński, M.Ł.; Parzuchowski, P.; Zado, A. Application of polystyrene as binder for veneers bonding—The effect of pressing parameters. Eur. J. Wood Prod. 2010, 68, 487–489. [Google Scholar] [CrossRef] [Green Version]
- Goto, T.; Saiki, H.; Onishi, H. Studies on wood gluing. XIII: Gluability and scanning electron microscopic study of wood-polypropylene bonding. Wood Sci. Technol. 1982, 16, 293–303. [Google Scholar] [CrossRef]
- Song, W.; Wei, W.; Li, X.; Zhang, S. Utilization of polypropylene film as an adhesive to prepare formaldehyde-free, weather-resistant plywood-like composites: Process optimization, performance evaluation, and interface modification. BioResources 2017, 12, 228–254. [Google Scholar] [CrossRef] [Green Version]
- Song, W.; Wei, W.; Wang, D.; Zhang, S. Preparation and properties of new plywood composites made from surface modified veneers and polyvinyl chloride films. BioResources 2017, 12, 8320–8339. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, C.; Cao, Y.; Zhang, S.; Song, W. Effect of Adhesive Content and Modification Method on Physical and Mechanical Properties of Eucalyptus Veneer–Poly-β-Hydroxybutyrate Film Composites. For. Prod. J. 2018, 68, 419–429. [Google Scholar] [CrossRef]
- Cui, T.; Song, K.; Zhang, S. Research on utilizing recycled plastic to make environment-friendly plywood. For. Stud. China 2010, 12, 218–222. [Google Scholar] [CrossRef]
- Niska, K.; Sain, M. Wood-Polymer Composites; Woodhead Publishing, Ltd.: Cambridge, UK, 2008; 384p. [Google Scholar]
- Bal, B.C.; Bektas, I. Some mechanical properties of plywood produced from eucalyptus, beech, and poplar veneer. Maderas-Cienc. Tecnol. 2014, 16, 99–108. [Google Scholar] [CrossRef] [Green Version]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standartiztion: Brussels, Belgium, 1993.
- EN 314-1; Plywood—Bonding Quality—Part 1: Test Methods. European Committee for Standardization: Brussels, Belgium, 2004.
- EN 314-2; Plywood—Bonding Quality—Part 2: Requirements. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- Bekhta, P.; Salca, E.-A. Influence of veneer densification on the shear strength and temper-ature behavior inside the plywood during hot press. Constr. Build. Mater. 2018, 162, 20–26. [Google Scholar] [CrossRef]
- Smith, M.J.; Dai, H.; Ramani, K. Wood-thermoplastic adhesive interface—Method of characterization and results. Int. J. Adhes. Adhes. 2002, 22, 197–204. [Google Scholar] [CrossRef]
- Shukla, S.R.; Kamdem, D.P. Properties of laboratory made yellow poplar (Liriodendron tulipifera) laminated veneer lumber: Effect of the adhesives. Eur. J. Wood Prod. 2009, 67, 397–405. [Google Scholar] [CrossRef]
- Ugolev, B.N. Drevesinovedenie i Lesnoe Tovarovedenie [Wood Science and Forest Commodity Science]; GOU VPO MGUL: Moscow, Russia, 2007; 351p. [Google Scholar]
- Aydın, İ.; Çolak, S.; Çolakoğlu, G.; Salih, E. A comparative study on some physical and mechanical properties of laminated veneer lumber (LVL) produced from beech (Fagus orientalis L.) and eucalyptus (Eucalyptus camaldulensis dehn.) veneers. Holz Roh Werkst. 2004, 62, 218–220. [Google Scholar] [CrossRef]
- Bekhta, P.; Salca, E.-A.; Lunguleasa, A. Some properties of plywood panels manufactured from combinations of thermally densified and non-densified veneers of different thicknesses in one structure. J. Build. Eng. 2020, 29, 101116. [Google Scholar] [CrossRef]
- Daoui, A.; Descamps, C.; Marchal, R.; Zerizer, A. Influence of veneer quality on beech LVL mechanical properties. Maderas Cienc. Tecnol. 2011, 13, 69–83. [Google Scholar] [CrossRef] [Green Version]
- Darmawan, W.; Nandika, D.; Massijaya, Y.; Kabe, A.; Rahayu, I.; Denaud, L.; Ozarska, B. Lathe check characteristics of fast growing sengon veneers and theireffect on LVL glue-bond and bending strength. J. Mater. Proces. Technol. 2015, 215, 181–188. [Google Scholar] [CrossRef] [Green Version]
- de Melo, R.R.; Del Menezzi, C.H.S. Influence of veneer thickness on the properties of LVL from Parica (Schizolobium amazonicum) plantation trees. Eur. J. Wood. Prod. 2014, 72, 191–198. [Google Scholar] [CrossRef]
- Örs, Y.; Çolakoğlu, G.; Aydın, İ.; Çolak, S. Comparison of some technical properties of plywood produced from beech, okoume and poplar rotary cut veneers in different combinations. J. Polytech. 2002, 5, 257–265. [Google Scholar]
- Kajaks, J.A.; Bakradze, G.G.; Viksne, A.V.; Reihmane, S.A.; Kalnins, M.M.; Krutohvostov, R. The use of polyolefins-based hot melts for wood bonding. Mech. Compos. Mater. 2009, 45, 643–650. [Google Scholar] [CrossRef]
- Del Menezzi, C.H.S.; Tomaselli, I. Contact thermal post-treatment of oriented strandboard to improve dimensional stability: A preliminary study. Holz Als Roh-Und Werkst. 2006, 64, 212–217. [Google Scholar] [CrossRef]
- Halligan, A.F. A review of thickness swelling in particleboard. Wood Sci. Technol. 1970, 4, 301–312. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesive | Wood Species | Thickness of Film (µm) | Pressing Temperature (°C) | Pressing Pressure (MPa) | Pressing Time (min) |
|---|---|---|---|---|---|
| LDPE film | beech, birch, hornbeam, poplar | 50, 80, 100, 150 | 160 | 1.4 | 4.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bekhta, P.; Chernetskyi, O.; Kusniak, I.; Bekhta, N.; Bryn, O. Selected Properties of Plywood Bonded with Low-Density Polyethylene Film from Different Wood Species. Polymers 2022, 14, 51. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14010051
Bekhta P, Chernetskyi O, Kusniak I, Bekhta N, Bryn O. Selected Properties of Plywood Bonded with Low-Density Polyethylene Film from Different Wood Species. Polymers. 2022; 14(1):51. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14010051
Chicago/Turabian StyleBekhta, Pavlo, Orest Chernetskyi, Iryna Kusniak, Nataliya Bekhta, and Olesya Bryn. 2022. "Selected Properties of Plywood Bonded with Low-Density Polyethylene Film from Different Wood Species" Polymers 14, no. 1: 51. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14010051