
Effect of High-Temperature Hydrothermal Treatment on the Cellulose Derived from the Buxus Plant

 , ,
, ,
Abstract
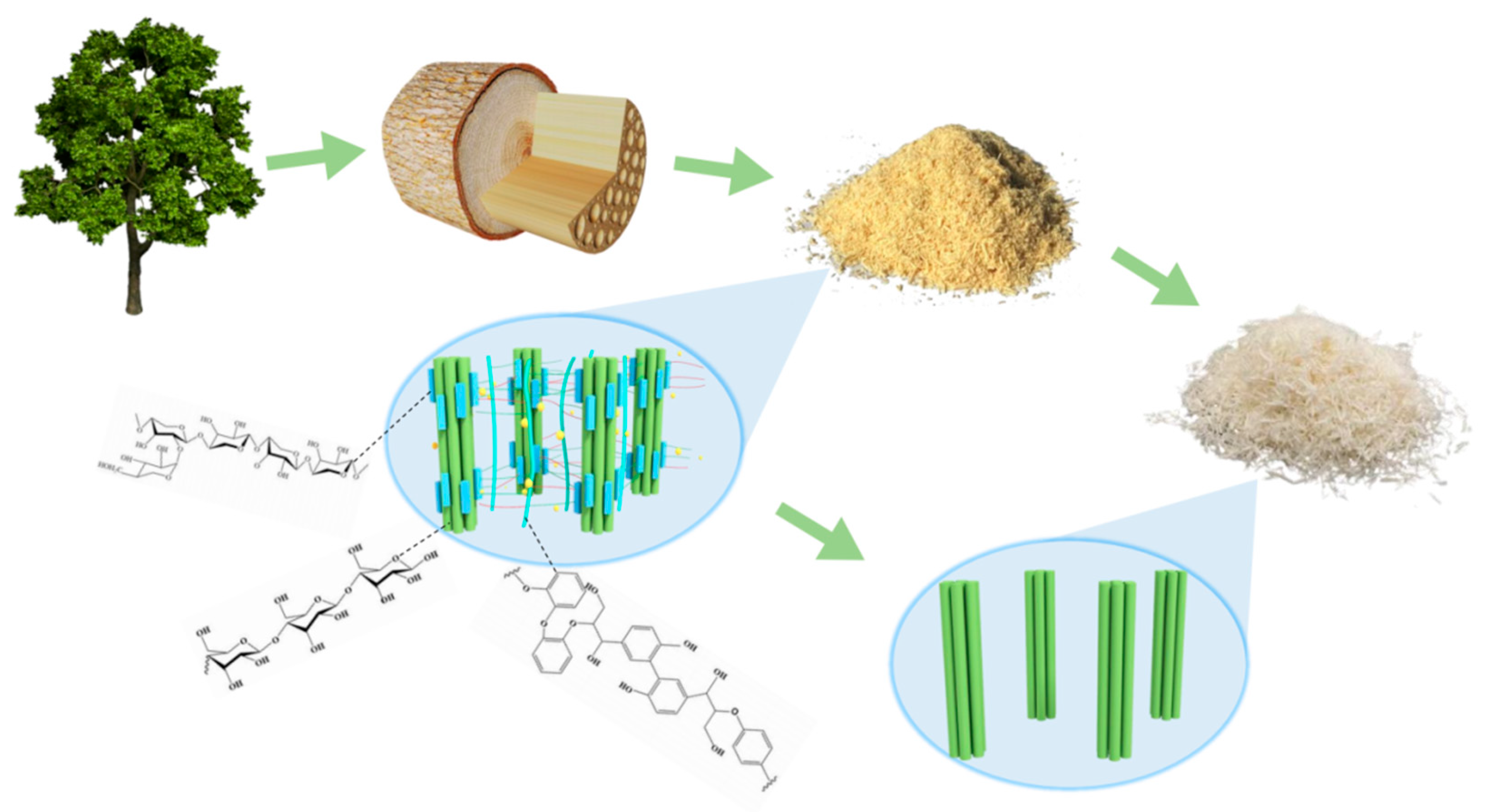
:1. Introduction
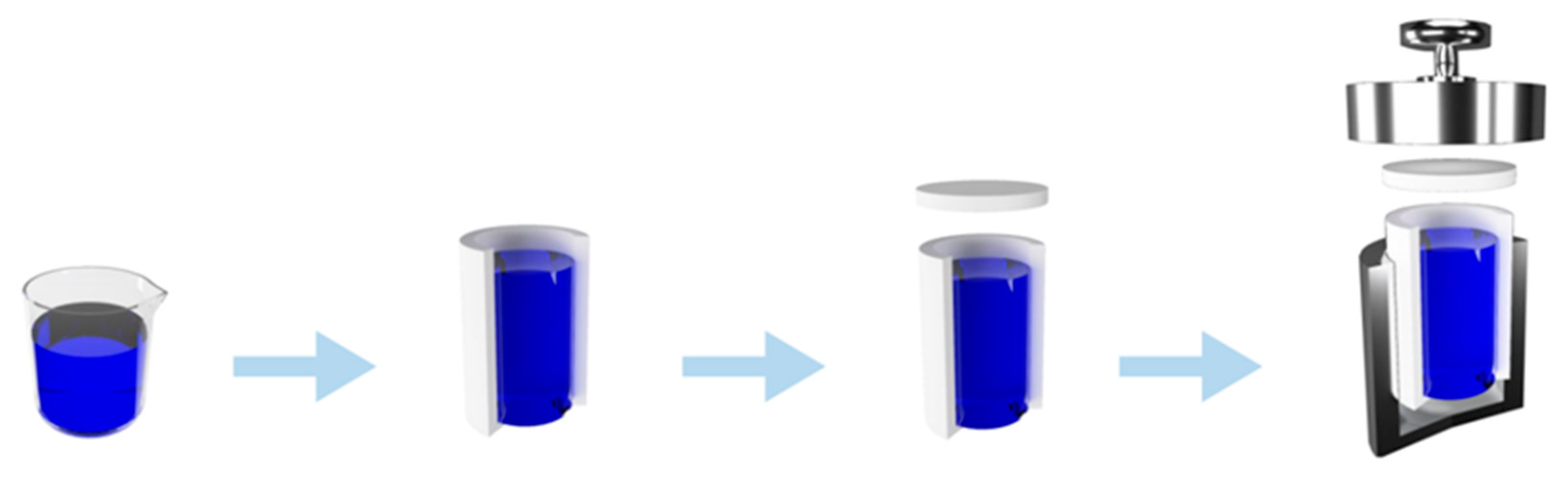
2. Experimental Section
3. Results and Discussion
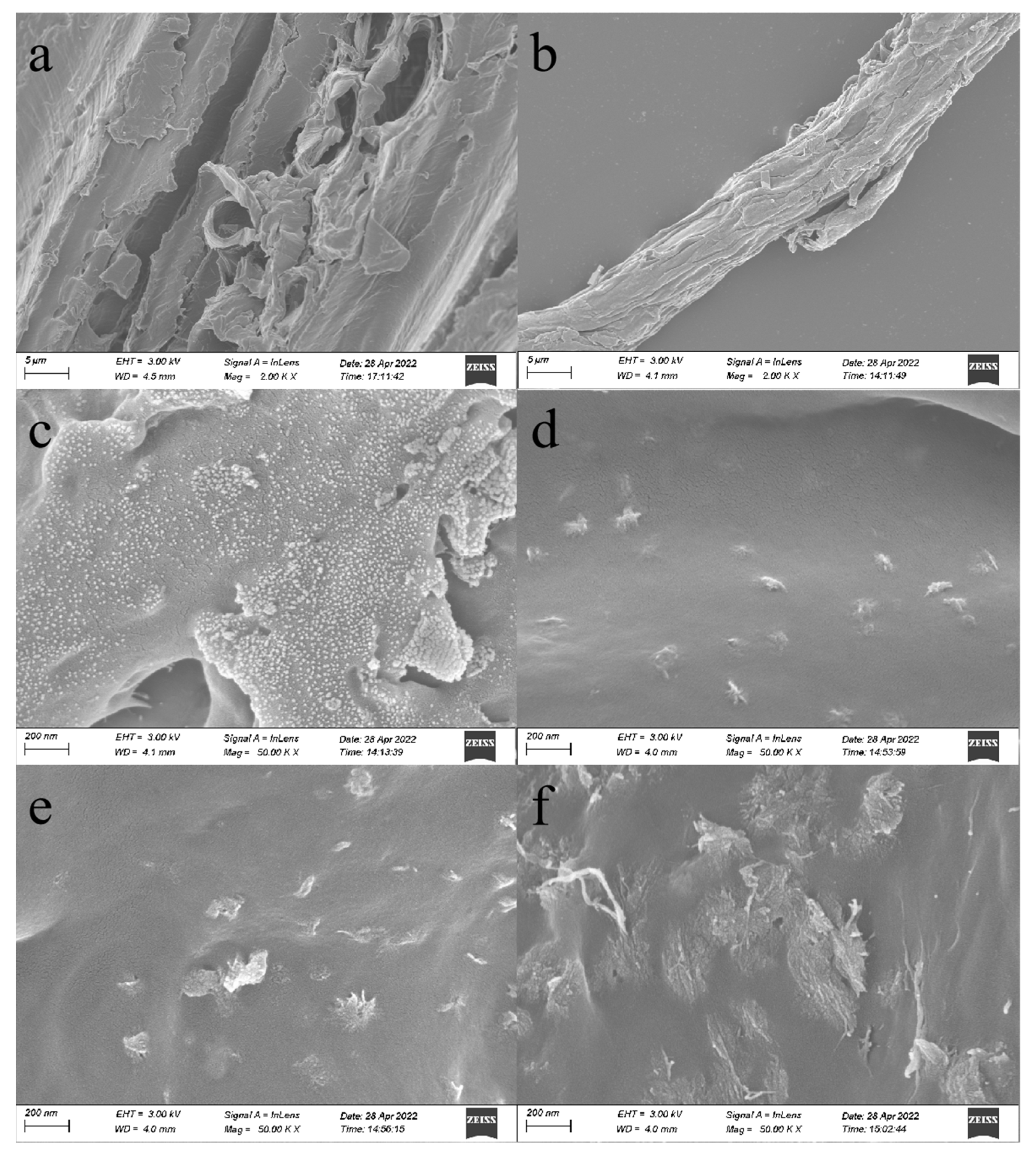
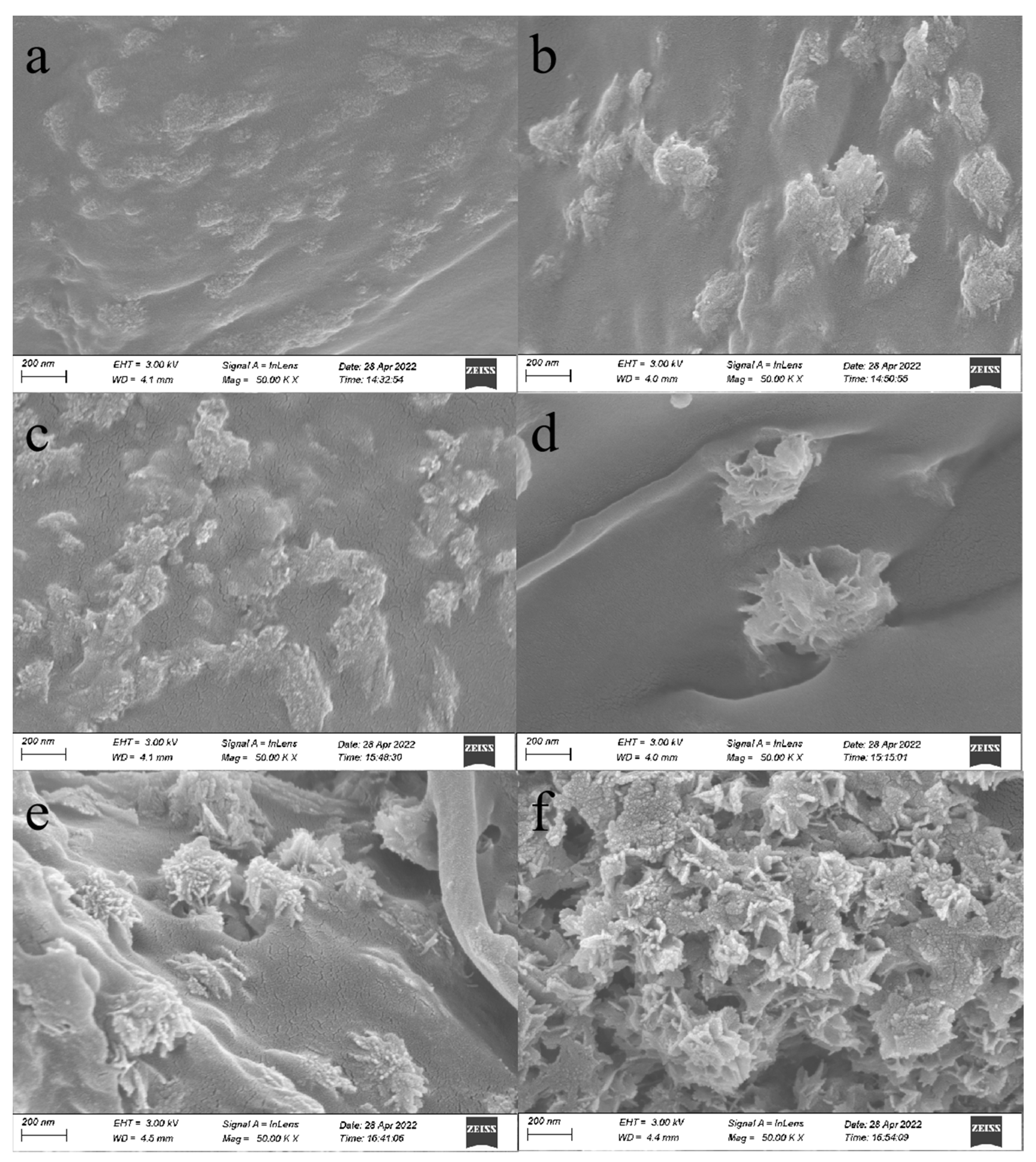
3.1. Morphological Analysis
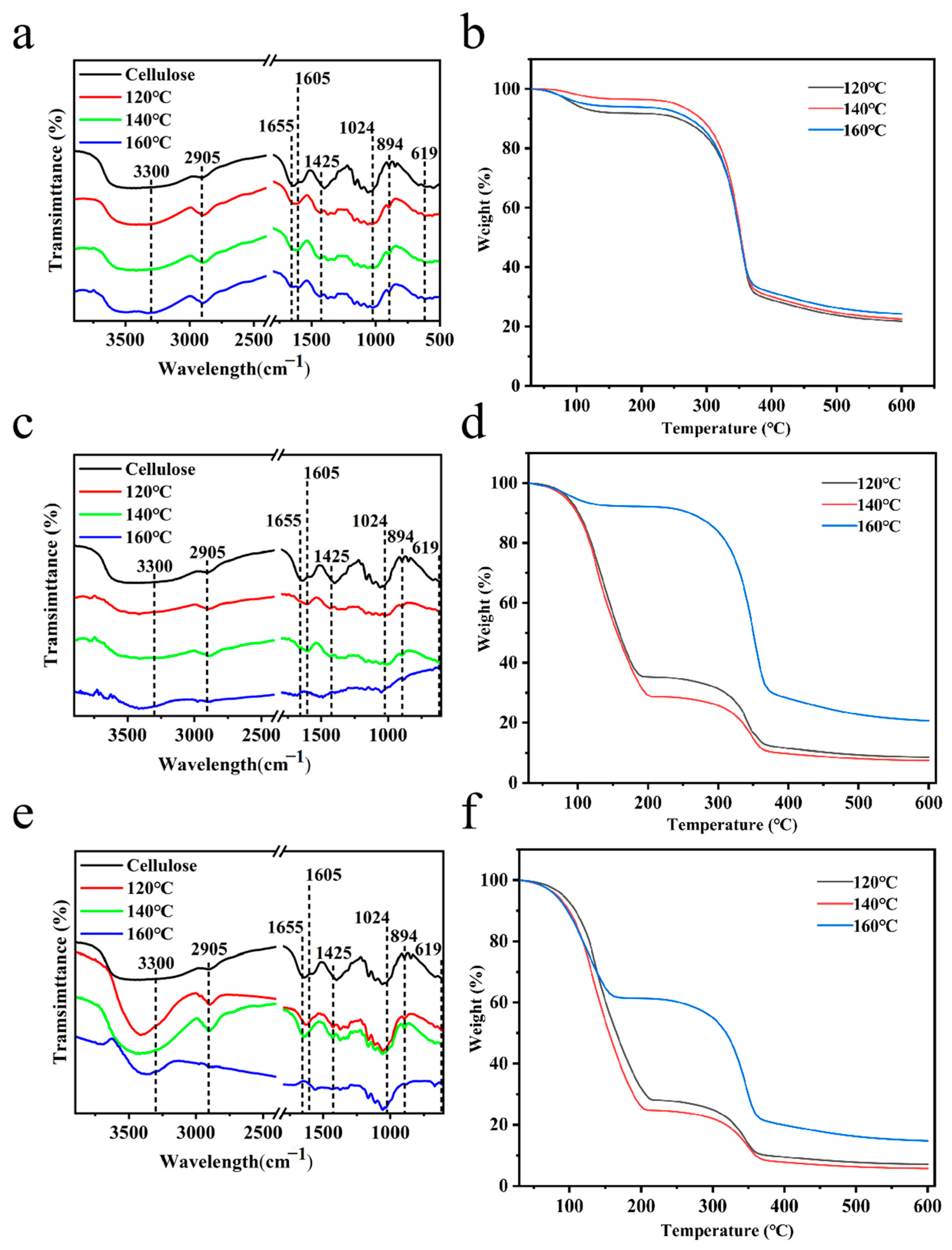
3.2. FTIR Analysis
3.3. Thermogravimetric Analysis
4. Conclusions
- (1)
- Cellulose undergoes a dehydration reaction and thermal degradation during the heat treatment process. Between 120 °C and 140 °C, the hydroxyl group and hypomethyl group on the surface of cellulose are shed, and the amorphous region is the first to be shed; the dehydration reaction occurs between cellulose molecules, so the number of free hydroxyl groups on the surface of the cellulose molecules is reduced, and the dehydration reaction is accelerated with the increase in temperature. The hydrolysis of cellulose polysaccharides produces oligomers, i.e., oligosaccharides or monosaccharides, that decompose or dehydrate to form aromatized molecules, and the aromatized molecules then condense to form compounds. Between 140 °C and 160 °C, the β-(1,4)-glycosidic bond appears to break slowly and some furans are formed. The temperature variation had a large effect on the overall structural stability of cellulose, and the effect caused by time variation was not significant.
- (2)
- The main pyrolysis stage of cellulose was in the range of 180 to 580 °C, in which cellulose decomposed to produce a small-molecule gas and large-molecule condensable gas. The relative weight loss rate reached above 70%. The weight loss rate increased with the increase in heat treatment temperature. With the increase in treatment time, the weight loss peak temperature decreased, the relative weight loss rate decreased, and the weight loss peak temperature increased. The thermal stability of cellulose was, therefore, enhanced.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Borah, J.S.; Kim, D.S. Recent development in thermoplastic/wood composites and nanocomposites: A review. Korean J. Chem. Eng. 2016, 33, 3035–3049. [Google Scholar] [CrossRef]
- Chen, C.; Li, Z.; Mi, R.; Dai, J.; Xie, H.; Pei, Y.; Li, J.; Qiao, H.; Tang, H.; Yang, B.; et al. Rapid Processing of Whole Bamboo with Exposed, Aligned Nanofibrils toward a High-Performance Structural Material. ACS Nano 2020, 14, 5194–5202. [Google Scholar] [CrossRef]
- Chen, G.; Chen, C.; Pei, Y.; He, S.; Liu, Y.; Jiang, B.; Jiao, M.; Gan, W.; Liu, D.; Yang, B.; et al. A strong, flame-retardant, and thermally insulating wood laminate. Chem. Eng. J. 2020, 383, 123109. [Google Scholar] [CrossRef]
- Cheng, Z.; Wei, Y.; Liu, C.; Chen, Y.; Ma, Y.; Chen, H.; Liang, X.; Sun, N.X.; Zhu, H. Lightweight and Construable Magnetic Wood for Electromagnetic Interference Shielding. Adv. Eng. Mater. 2020, 22, 2000257. [Google Scholar] [CrossRef]
- Dong, Y.; Wang, K.; Li, J.; Zhang, S.; Shi, S.Q. Environmentally Benign Wood Modifications: A Review. ACS Sustain. Chem. Eng. 2020, 8, 3532–3540. [Google Scholar] [CrossRef]
- Fan, B.; Yao, Q.; Wang, C.; Jin, C.; Wang, H.; Xiong, Y.; Li, S.; Sun, Q. Natural cellulose nanofiber extracted from cell wall of bamboo leaf and its derived multifunctional aerogel. Polym. Compos. 2018, 39, 3869–3876. [Google Scholar] [CrossRef]
- Gonçalves, G.; Marques, P.A.; Pinto, R.; Trindade, T.; Neto, C. Surface modification of cellulosic fibres for multi-purpose TiO2 based nanocomposites. Compos. Sci. Technol. 2009, 69, 1051–1056. [Google Scholar] [CrossRef]
- Khouya, A. Effect of regeneration heat and energy storage on thermal drying performance in a hardwood solar kiln. Renew. Energy 2020, 155, 783–799. [Google Scholar] [CrossRef]
- Kyziol, L. Reinforcing wood by surface modification. Compos. Struct. 2016, 158, 64–71. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Bikiaris, D.N.; Mitropoulos, A.C.; Kyzas, G.Z. Nanomaterials and Chemical Modifications for Enhanced Key Wood Properties: A Review. Nanomaterials 2019, 9, 607. [Google Scholar] [CrossRef] [Green Version]
- Deguchi, S.; Tsujii, K.; Horikoshi, K. Crystalline-to-amorphous transformation of cellulose in hot and compressed water and its implications for hydrothermal conversion. Green Chem. 2008, 10, 191–196. [Google Scholar] [CrossRef]
- Funke, A.; Reebs, F.; Kruse, A. Experimental comparison of hydrothermal and vapothermal carbonization. Fuel Process. Technol. 2013, 115, 261–269. [Google Scholar] [CrossRef]
- García-Bordejé, E.; Pires, E.; Fraile, J.M. Parametric study of the hydrothermal carbonization of cellulose and effect of acidic conditions. Carbon 2017, 123, 421–432. [Google Scholar] [CrossRef]
- Hill, C.; Altgen, M.; Rautkari, L. Thermal modification of wood—A review: Chemical changes and hygroscopicity. J. Mater. Sci. 2021, 56, 6581–6614. [Google Scholar] [CrossRef]
- Kanna, M.; Fukutomi, Y.; Matsumura, Y. Optimization of Conditions for Hydrothermal Dissolution of Cellulose. J. Jpn. Pet. Inst. 2016, 59, 59–64. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.H.; Ashaari, Z.; Lum, W.C.; Halip, J.A.; Ang, A.F.; Tan, L.P.; Chin, K.L.; Tahir, P.M. Thermal treatment of wood using vegetable oils: A review. Constr. Build. Mater. 2018, 181, 408–419. [Google Scholar] [CrossRef]
- Li, C.-Y.; Zhang, J.; Yuan, H.-R.; Wang, S.-R.; Chen, Y. Advance on the pyrolytic transformation of cellulose. J. Fuel Chem. Technol. 2021, 49, 1733–1752. [Google Scholar] [CrossRef]
- Lin, Q.; Huang, Y.; Yu, W. Effects of extraction methods on morphology, structure and properties of bamboo cellulose. Ind. Crops Prod. 2021, 169, 113640. [Google Scholar] [CrossRef]
- Man, X.; Wu, R.; Lv, H.; Wang, W. Synthesis of a montmorillonite-supported titania nanocomposite with grafted cellulose as a template and its application in photocatalytic degradation. J. Appl. Polym. Sci. 2015, 132, 42627. [Google Scholar] [CrossRef]
- Moon, R.J.; Schueneman, G.T.; Simonsen, J. Overview of Cellulose Nanomaterials, Their Capabilities and Applications. Jom 2016, 68, 2383–2394. [Google Scholar] [CrossRef]
- Nair, S.; Nagarajappa, G.B.; Pandey, K.K. UV stabilization of wood by nano metal oxides dispersed in propylene glycol. J. Photochem. Photobiol. B 2018, 183, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Zhu, M.; Zhang, D. A Thermogravimetric study of the characteristics of pyrolysis of cellulose isolated from selected biomass. Appl. Energy 2018, 220, 87–93. [Google Scholar] [CrossRef]
- Lu, Q.; Tang, L.; Lin, F.; Wang, S.; Chen, Y.; Chen, X.; Huang, B. Preparation and characterization of cellulose nanocrystals via ultrasonication-assisted FeCl3-catalyzed hydrolysis. Cellulose 2014, 21, 3497–3506. [Google Scholar] [CrossRef]
- Lu, X.; Pellechia, P.J.; Flora, J.R.; Berge, N.D. Influence of reaction time and temperature on product formation and characteristics associated with the hydrothermal carbonization of cellulose. Bioresour. Technol. 2013, 138, 180–190. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Cao, S.; Lin, L.; Luo, X.; Hu, H.; Chen, L.; Huang, L. Hydrothermal pretreatment of bamboo and cellulose degradation. Bioresour. Technol. 2013, 148, 408–413. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Lowell, E.; Espinoza-Herrera, R. A review of wood thermal pretreatments to improve wood composite properties. Wood Sci. Technol. 2013, 47, 1285–1319. [Google Scholar] [CrossRef]
- Taflick, T.; Schwendler, L.A.; Rosa, S.M.; Bica, C.I.; Nachtigall, S. Cellulose nanocrystals from acacia bark-Influence of solvent extraction. Int. J. Biol. Macromol. 2017, 101, 553–561. [Google Scholar] [CrossRef]
- Colom, X.; Carrillo-Navarrete, F.; Nogués, F.; Garriga, P. Structural analysis of photodegraded wood by means of FTIR spectroscopy. Polym. Degrad. Stab. 2003, 80, 543–549. [Google Scholar] [CrossRef]
- Paksung, N.; Pfersich, J.; Arauzo, P.J.; Jung, D.; Kruse, A. Structural Effects of Cellulose on Hydrolysis and Carbonization Behavior during Hydrothermal Treatment. ACS Omega 2020, 5, 12210–12223. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Militz, H. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Holz Als Roh-Und Werkst. 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Wu, Q.; Xu, J.; Zhu, S.; Kuang, Y.; Wang, B.; Gao, W. Crystalline stability of cellulose III nanocrystals in the hydrothermal treatment and NaOH solution. Carbohydr. Polym. 2020, 249, 116827. [Google Scholar] [CrossRef] [PubMed]
- Saha, N.; Saba, A.; Reza, M.T. Effect of hydrothermal carbonization temperature on pH, dissociation constants, and acidic functional groups on hydrochar from cellulose and wood. J. Anal. Appl. Pyrolysis 2019, 137, 138–145. [Google Scholar] [CrossRef]
- Zhang, J.; An, Y.; Borrion, A.; He, W.; Wang, N.; Chen, Y.; Li, G. Process characteristics for microwave assisted hydrothermal carbonization of cellulose. Bioresour. Technol. 2018, 259, 91–98. [Google Scholar] [CrossRef] [PubMed] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| High Temperature Hydrothemal Treatment Method | Initial Weight (mg) | First Stage Weight Loss (mg) | First Stage Remaining (mg) | Second StageWeight Loss (mg) | Second Stage Remaining (mg) | Second Stage Relative Weight Loss Rate (%) |
|---|---|---|---|---|---|---|
| 120 °C, 1 h | 12. 8635 | 1.0480 | 11.8155 | 8.9711 | 2.8444 | 8.9711 |
| 120 °C, 2 h | 11.5720 | 0.3940 | 11.1780 | 8.5233 | 2.6547 | 8.5233 |
| 120 °C, 3 h | 8.8292 | 0.5287 | 8.3005 | 6.1386 | 2.1619 | 6.1386 |
| 140 °C, 1 h | 30.9825 | 20.0611 | 10.9214 | 8.2474 | 2.674 | 8.2474 |
| 140 °C, 2 h | 40.8035 | 29.1543 | 11.6492 | 8.5577 | 3.0915 | 8.5577 |
| 140 °C, 3 h | 14.0785 | 1.1126 | 12.9659 | 9.9724 | 2.9935 | 9.9724 |
| 160 °C, 1 h | 52.1125 | 37.7879 | 14.3246 | 10.5711 | 3.7535 | 10.5711 |
| 160 °C, 2 h | 41.4759 | 31.2786 | 10.1973 | 7.7947 | 2. 4026 | 7.7947 |
| 160 °C, 3 h | 22.8505 | 8.8163 | 14.0342 | 10.5617 | 3.4725 | 10.5617 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Huo, H.; Zhang, L.; Yang, Y.; Li, H.; Ren, Y.; Zhang, Z. Effect of High-Temperature Hydrothermal Treatment on the Cellulose Derived from the Buxus Plant. Polymers 2022, 14, 2053. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102053
Zhang J, Huo H, Zhang L, Yang Y, Li H, Ren Y, Zhang Z. Effect of High-Temperature Hydrothermal Treatment on the Cellulose Derived from the Buxus Plant. Polymers. 2022; 14(10):2053. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102053
Chicago/Turabian StyleZhang, Jijuan, Hongfei Huo, Lei Zhang, Yang Yang, Hongchen Li, Yi Ren, and Zhongfeng Zhang. 2022. "Effect of High-Temperature Hydrothermal Treatment on the Cellulose Derived from the Buxus Plant" Polymers 14, no. 10: 2053. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102053