3.1.1. Experimental Results
The original, primary reinforcement, secondary reinforcement, tertiary reinforcement, and quadruple reinforcement are represented as 0 ultrasonic, 1 ultrasonic, 2 ultrasonic, 3 ultrasonic, and 4 ultrasonic, respectively. As shown in
Figure 9a, the tensile strength of the original without ultrasonic strengthening is 37.4 MPa, and the tensile strengths of the samples subjected to 1, 2, 3, and 4 ultrasonic were 43.43 MPa, 42.1 MPa, 41.97 MPa, and 41.32 MPa, respectively. It can be found that with the increase in ultrasonic times, the tensile strength of the sample gradually decreases, but the decrease is not large, and it remains higher than the tensile strength of the original. Compared with the original sample, the tensile strength of the sample with four ultrasonic waves increased at least 10.48%. During an ultrasonic strengthening process, the ultrasonic strengthening system inputs ultrasonic energy into the sample, and the high-frequency mechanical vibration causes friction between the rasters to generate frictional energy. Due to the frictional heating of the raster, the frictional energy is converted into heat energy, and the interior of the sample heats up rapidly, which increases the energy of the molecular chain, thereby enhancing the mobility of the molecular chain and accelerating the diffusion and cross-linking of the molecular chain at the bond of the raster. Under the pressure of the welding head, the raster will re-fuse and become tighter, repairing the defects in the printing process, so that it can better resist tensile deformation and increase the tensile strength. However, if ultrasonic waves are applied to the sample repeatedly, the sample will cycle from heating to cooling and then to heating. During the process of ultrasonic vibration fusing the raster, the original fusion part may also be damaged, so the sample after multiple ultrasonic waves may be damaged. The tensile strength decreased slightly. Due to the fusion of the wire, the overall porosity of the sample decreases, and its size shows that the length and width remain unchanged, and the thickness decreases. The statistics of the thickness reduction rate of the sample are shown in
Table 6.
As shown in
Figure 9b, the flexural strength of the original without ultrasonic strengthening is 41 MPa and the bending strengths of the ultrasonic samples were 71.05 MPa, 71.5 MPa, 63.96 MPa, and 73.38 MPa, respectively, after applying 1, 2, 3, and 4 times. It is found that the increase in the bending strength of ultrasonic vibration is significantly greater than that of the tensile strength, but there is no obvious change in the bending strength after multiple ultrasonic strengthening. The maximum strength increase is 78.98%. For the three-point bending test, the internal stress of the sample is more complicated than that for the tensile test, because the sample must bear not only tensile stress but also compressive stress during the bending deformation process.
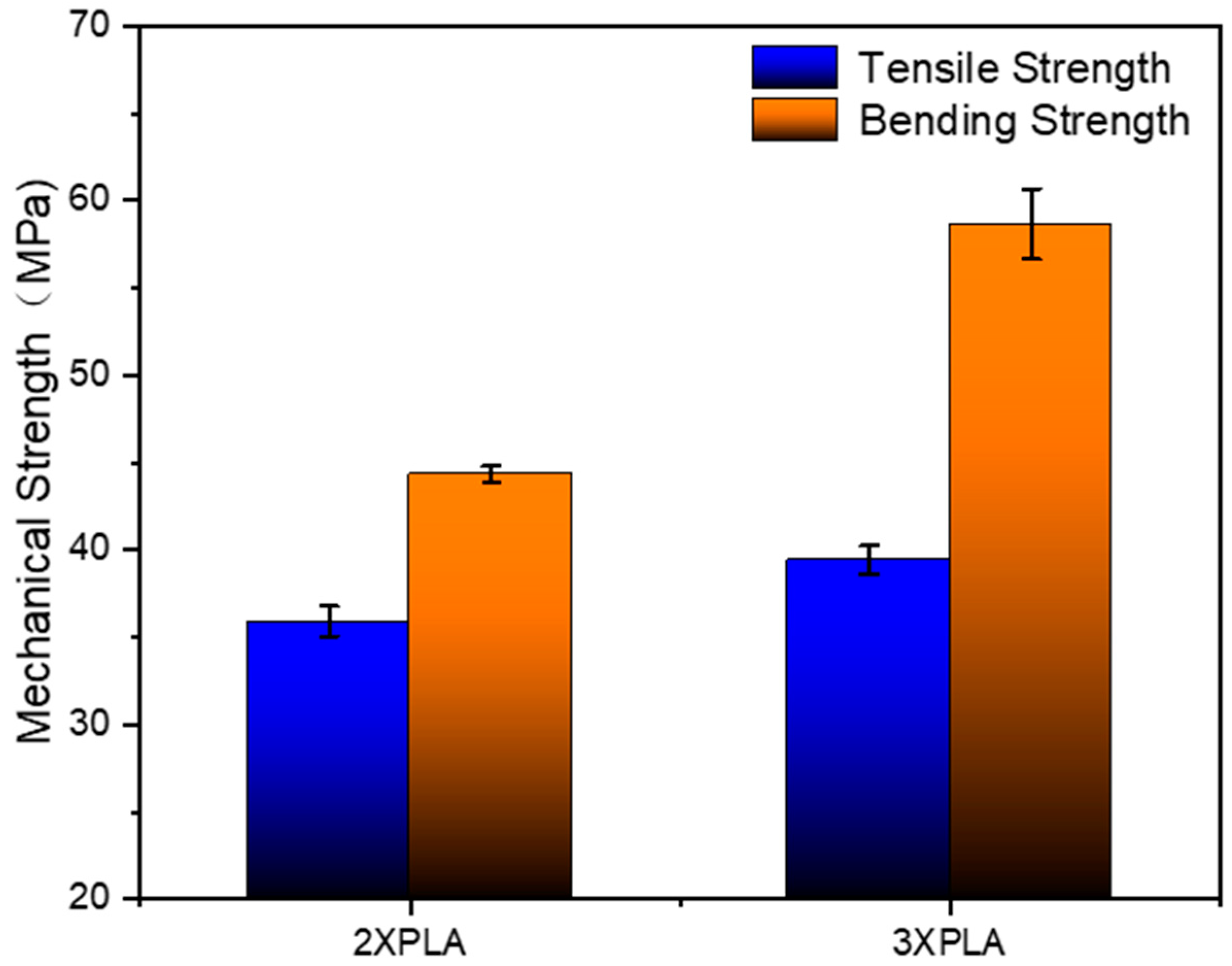
The samples whose welding time is 0.25 s for primary strengthening, 0.25 s for secondary strengthening, and 0.5 s for primary strengthening are abbreviated as PLA1, PLA2, and PLA3, respectively. As shown in
Figure 10a, the tensile strengths of the first ultrasonically strengthened sample with a welding time of 0.25 s, 0.25 s of the second ultrasonically strengthened sample, and 0.5 s of the first ultrasonically strengthened sample are as follows: 46.87 MPa, 46.08 MPa, 50.15 MPa. The tensile strength of the first ultrasonic sample with a welding time of 0.5 s is higher than that of the second ultrasonic sample with a welding time of 0.25 s. Compared with the first ultrasonic sample with a welding time of 0.25 s, the tensile strength of the second ultrasonic sample with a welding time of 0.25 s decreased by 1.69%, and the tensile strength of the first ultrasonic sample with a welding time of 0.5 s increased by 7%. Although the two strengthening methods applied the same ultrasonic energy to the inside of the sample, the welding time was 0.5 s, and the ultrasonic effect was continuous throughout the whole process. With the continuous input of ultrasonic energy, the rasters were fully fused, and the fusion area continued to expand to resist stretching, meaning that the ability to deform is continuously enhanced; the welding time is 0.25 s for the second ultrasonic wave, and the ultrasonic effect is interrupted. The first ultrasonic wave is applied, and the raster is gradually fused, and the bonding force is enhanced. Applying ultrasound again will damage the previously fused parts, while fusing the raster defects. In addition, the secondary heating of the polymer without sufficient cooling will also adversely affect the properties of the material itself. These are the factors that cause the tensile strength of the second ultrasonic sample with welding time of 0.25 s to be lower than the tensile strength of the first ultrasonic sample with welding time of 0.5 s. As shown in
Figure 10b, the welding time is 0.25 s for the first ultrasonic strengthening, 0.25 s for the second ultrasonic strengthening, and 0.5 s for the first ultrasonic strengthening. The bending strength of the samples are 73.08 MPa, 68.11 MPa, 70.6 MPa, respectively. Although the flexural strength of the 0.25 s secondary ultrasonic and 0.5 s primary ultrasonic samples decreased compared with the 0.25 s primary ultrasonic sample, the flexural strength of the 0.5 s primary ultrasonic sample was higher than that of the 0.25 s primary ultrasonic sample. It shows that under the condition of the same input ultrasonic energy, the continuous ultrasonic effect is stronger than the discontinuous ultrasonic effect on the ability of the sample to resist bending deformation.
Under static load compression, the tensile strength of the sample will also be improved to a certain extent, but the increase is significantly smaller than that of ultrasonic strengthening. As shown in
Figure 11, the tensile strength of the sample after static load compression is 40.54 MPa, which is 8.4% higher than the original tensile strength of 37.4 MPa. After ultrasonic strengthening, the tensile strength is 43.43 MPa, which is 16.12% higher than that of the original, which is almost twice the increase rate of static load compressive strength.
As shown in
Figure 12a, after the samples with thickness of 2 mm, 2.5 mm, 3 mm and 3.5 mm were subjected to ultrasonic action in the same way and parameters, the tensile strength improvement rates were 30.42%, 34.06%, 16.12%, and 17.84%, respectively. It can be seen that when the thickness of the sample is 3 mm and 2.5 mm, the tensile strength increase rate is significantly lower than that of the 2 mm and 2.5 mm thick samples. During the printing process of the sample, it is printed layer by layer along the thickness direction of the sample, and the layers are combined by the bonding force of the raster material. Due to the obstruction of the raster, the energy will be gradually weakened. When the thickness of the sample is large, the ultrasonic energy will be reduced to a greater degree, and the ultrasonic wave will have a small effect on the improvement of the adhesion between the layers. The increase in tensile strength is lower than that of samples with smaller thickness. As shown in
Figure 12b, for the original without ultrasonic strengthening, the maximum bending strength of the sample with a thickness of 3.5 mm is 54.27 MPa. After ultrasonic strengthening post-treatment in the same way and with the same parameters, the increase rates of bending strength of samples with thickness of 2 mm, 2.5 mm, 3 mm and 3.5 mm are 64.14%, 75.23%, 72.9% and 49.7%, respectively. With the increase in the thickness of the sample, it first increased and then decreased, and the increase rate of the bending strength of the sample with a thickness of 3.5 mm by ultrasonic strengthening was the lowest. The bending strength is mainly related to the interlayer bonding force of the sample. After the sample is ultrasonically strengthened, multiple printing layers are fused into a deposition layer, the maximum bending load that can be endured per unit area increases, and the bending strength will be significantly improved. Within a certain thickness range of the sample, the ultrasonic wave is less hindered during the transmission process inside the sample, and the effect is sufficient. As the thickness of the sample increases, the number of printing layers also increases, and the deposited layer fused by the printing layer resists bending deformation. Therefore, the increase rate of ultrasonic wave on the bending strength of the sample increases; however, the penetration ability of the ultrasonic wave inside the sample is limited. After the thickness of the sample exceeds a certain range, with the increase in the thickness of the sample, the ultrasonic wave is transmitted during the transmission process. The greater the obstacle in the sample, the more the ultrasonic energy will be weakened, and the effect of improving the bonding force between the layers of the sample will become smaller, resulting in a gradual decrease in the increase rate of ultrasonic vibration on the bending strength of the sample.
As shown in
Figure 13a, for the original without ultrasonic strengthening, the tensile strengths of the samples with printing angles of 15°, 30°, 45°, 60°, and 90° are 31.71 MPa, 23.17 MPa, 18.92 MPa, 22.15 MPa, 17.71 MPa, respectively. It was found that the tensile strength of the samples with a printing angle of 45° was lower than that of the samples with a printing angle of 60°, and that the tensile strength of the samples with a printing angle of 15°, 30°, 60° and 90° gradually increased with the increase in the printing angle. The tensile strength of the sample is the lowest when the printing angle is 90°. The reason for this is that the accumulation direction of the printing layers of the samples with different printing angles is inconsistent with the direction of the tensile force. The larger the printing angle, the more it is necessary to rely on the bonding force between the layers to resist the tensile deformation, but the strength of the bond between the layers of the FFF sample is relatively weak, so the tensile strength is low. When the printing angle of the sample is 90°, the direction of the tensile force is consistent with the direction of the bonding force between the layers, so it is easy to break at the bonding between the layers, resulting in the lowest tensile strength. The tensile strength at a printing angle of 45° is lower, probably because the shear stress on the section where the printing layer is located is the largest, and it is easy for the slippage between the printing layers to cause a decrease in tensile strength. For the samples after ultrasonic strengthening, the tensile strength of the samples is consistent with the trend of the original. The tensile strengths of the samples with printing angles of 15°, 30°, 45°, 60°, and 90° are 37.55 MPa, 23.47 MPa, 21.05 MPa, 22.73 MPa, 18.86 MPa, respectively. Compared with the original, the tensile strength improvement rate of the sample with a printing angle of 15° is a maximum of 18.42%; the increase rate of the tensile strength of the sample with a printing angle of 30° and a printing angle of 60° is very small compared with the original, only 1.29% and 2.62%, respectively. There is basically no change; the tensile strength of the sample with a printing angle of 45° and a sample with a printing angle of 90° is increased by 11.26% and 6.49%, respectively, compared with the original. The reason for the difference in the tensile strength improvement rate of the samples with different printing angles is the relationship between the direction of ultrasonic action, the direction of the printed layer, and the direction of the tensile force; as shown in
Figure 13b, after ultrasonic strengthening, the bending strength of the samples formed at different printing angles has been relatively significantly improved. The increase rates of ultrasonic on the bending strength of the samples with printing angles of 15°, 30°, 45°, 60°, and 90° were 54.54%, 15.96%, 17.46%, 36.38%, and 14.81%, respectively. The flexural strength improvement rate of the sample with a printing angle of 15° is the largest, and the increase rate of the flexural strength of the sample with a printing angle of 90° is the smallest. However, there is no obvious regularity in the change in the bending strength of the samples with the printing angle before and after ultrasound. The bending strength of the samples with a printing angle of 30° before and after ultrasound is the highest, which are 53.08 MPa and 61.55 MPa, respectively.
3.1.2. Analysis of Tensile Section Topography
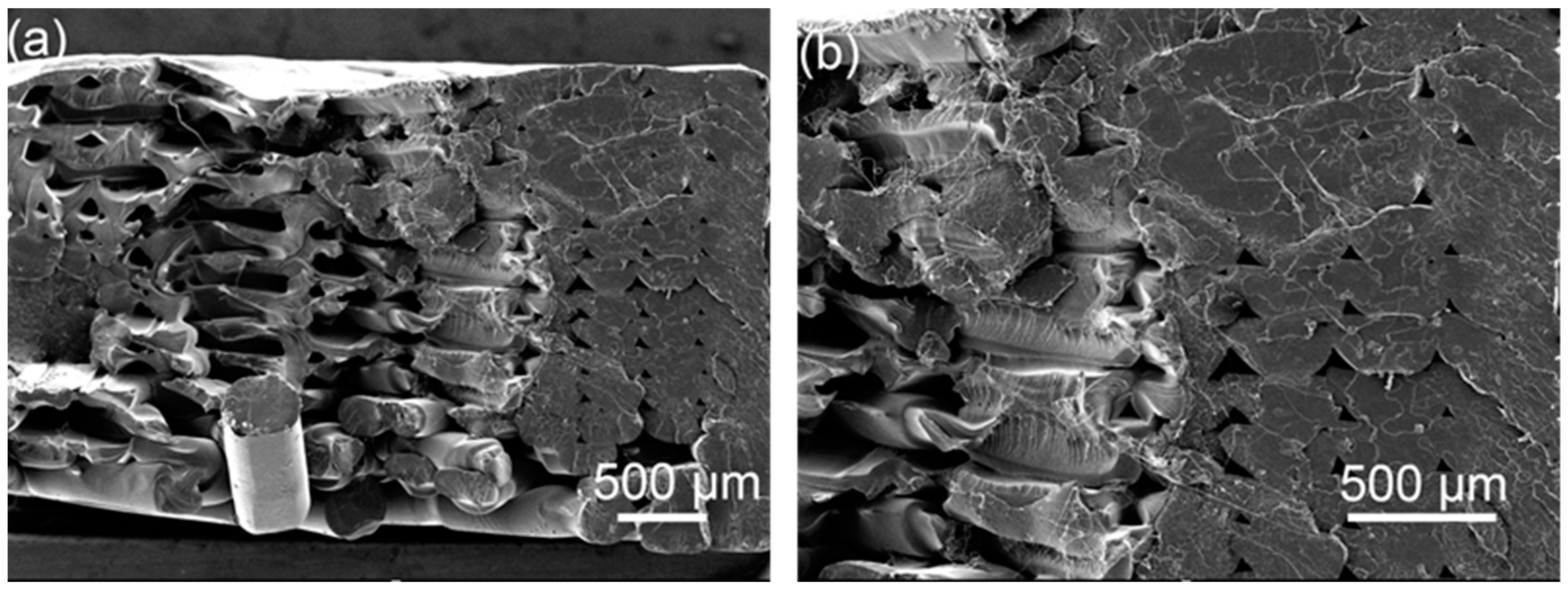
It can be seen from the cross-sectional electron microscope of the tensile sample in
Figure 14 that the morphology of a single broken raster can be seen in the original without ultrasonic strengthening, indicating that the bonding between the raster and the raster is not strong, and it is subjected to vertical tensile force, cracks are prone to occur in parts with low bond strength and printing defects, resulting in a decrease in tensile strength. As shown in
Figure 14b, after one ultrasonic strengthening, the adjacent rasters in some parts are fused, the pores between the rasters are reduced, and they are almost fused together, and the bonding area between the rasters increases, significantly improving the tensile strength. As shown in
Figure 14c,d, after multiple ultrasonic strengthening of the sample, the ultrasonic energy is intermittently input into the sample, and it is difficult to distinguish the outline of a single raster. Some parts fuse well, but the pores in some parts become larger under the action of ultrasonic vibration, and these defects will reduce the tensile strength.
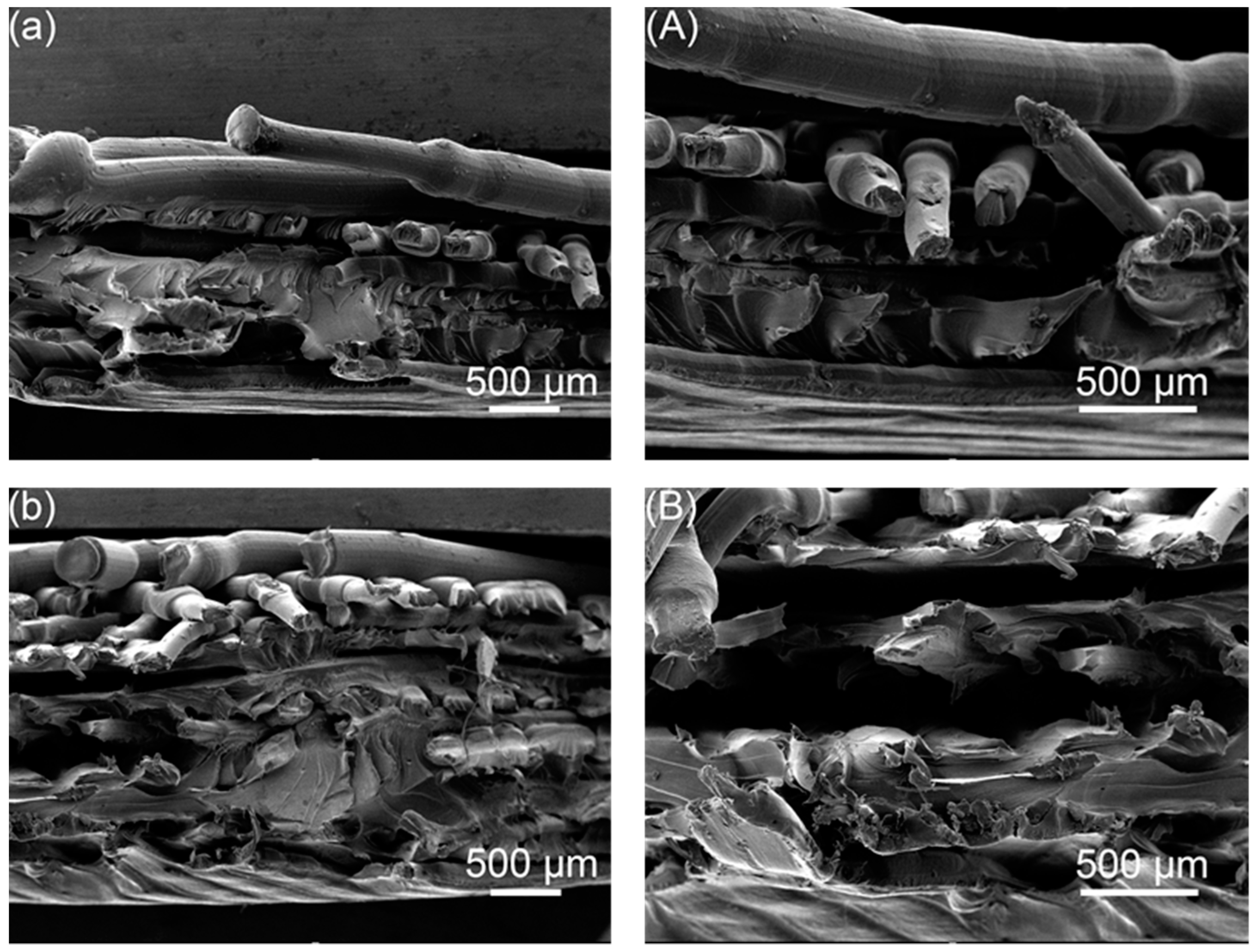
From the tensile cross-sectional electron microscope image of the sample in
Figure 15, it can be found that compared with the 0.25 s second ultrasonic strengthening sample, the 0.5 s primary ultrasonic strengthening sample is more closely bonded between the layers, and some parts are between the upper and lower layers. It has been melted into a whole, and the thickness of the sample is also smaller, which means that in the 0.5 s ultrasonic strengthening process, the ultrasonic effect is continuous, the temperature inside the sample continues to heat up, and the molecular chains at the raster interface can fully diffuse, making the raster fusion more stable.
It can be seen from
Figure 16 that the pores between the rasters are reduced after static load compression, so the tensile strength will be improved to a certain extent, but under static load compression, the internal temperature of the sample will not change, molecular chain mobility will not be enhanced, and the raster will not re-fuse, but, instead, it simply deforms the raster by extrusion and packs it more tightly. The outline of the filament after being stretched and fractured can be clearly seen in the electron microscope image. The bonding force between the filaments at the position with printing defects is still poor, and it is prone to fracture under vertical tension.
Comparing
Figure 17a,b, it can be seen that after ultrasonic strengthening of the 2 mm-thick sample, the layers and the rasters have been fully fused, and the morphology of the rasters has been indistinguishable, indicating that the ultrasonic effect has penetrated through. For the entire sample, the temperature at the place where there is a forming defect inside the sample is heated up, and the adjacent rasters are quickly wound and re-fused, which makes up for the printing defect and improves the tensile strength significantly. Comparing
Figure 17c,d, it can be seen that after ultrasonic strengthening of the 3.5 mm thick sample, some parts are well fused, but there are still defects of small bonding area of adjacent rasters and large pores. This indicates that the ultrasound effect is not sufficient, the ultrasonic transmission process inside the sample is greatly hindered, and the energy is weakened, so that some parts of the sample are not sufficiently fused, and the increase rate of the tensile strength is less than that of the 2 mm thick sample.
Figure 18 shows the tensile cross-sections of the samples at different printing angles before and after ultrasonic strengthening. Comparing
Figure 18a,c,e,g, it can be seen that many broken filaments can be seen in the tensile section of the sample with a printing angle of 15°, and only the central part of the sample with a printing angle of 45° has broken raster material, and the tensile section of the samples with printing angles of 60° and 90° is flat, indicating that during the tensile test process, the strength of the raster material inside the sample with a printing angle of 15° greatly participates in resisting tensile deformation, and its tensile strength is relatively high. The sample with a printing angle of 45° may be due to the earlier slippage between the printed layers, which reduces the tensile strength; the samples with a printing angle of 60° and 90° are broken at the junction between the layers, which mainly rely on the adhesion of the raster to resist tensile deformation, and its tensile strength is relatively low. Comparing
Figure 18a,b, it can be seen that after the sample with a printing angle of 15° is ultrasonically strengthened, multiple single rasters inside it are fused together to form a fusion zone, which increases the maximum load that the unit area can withstand, thereby the mechanical properties of the sample have been significantly improved. Comparing
Figure 18c,d, it can be seen that after ultrasonic strengthening of the sample with a printing angle of 45°, the outline of the outer ring of the tensile section becomes rough, indicating that the ultrasonic increases the bonding area between the printed layers and the bonding strength increase, so the tensile strength has a certain increase. Comparing
Figure 18e,f, it can be seen that the tensile section of the sample with a printing angle of 60° has no change after ultrasonic strengthening, and it is still relatively flat, indicating that ultrasonic has little effect on improving the interlayer bonding force. Comparing
Figure 18g,h, it can be seen that the gap between the filaments on the printing layer becomes smaller after the sample with a printing angle of 90° is ultrasonically strengthened, indicating that the filaments on the same printing layer are fused, but the layer and the bonding strength between the layers are not significantly improved, while the tensile strength of the sample with a printing angle of 90° mainly depends on the interlayer bonding force between the printed layers, so the increase in tensile strength of samples with a printing angle of 90° by ultrasound is relatively limited.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}