
Flax Fibre Yarn Coated with Lignin from Renewable Sources for Composites

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
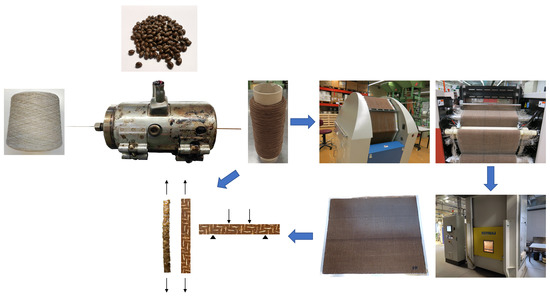
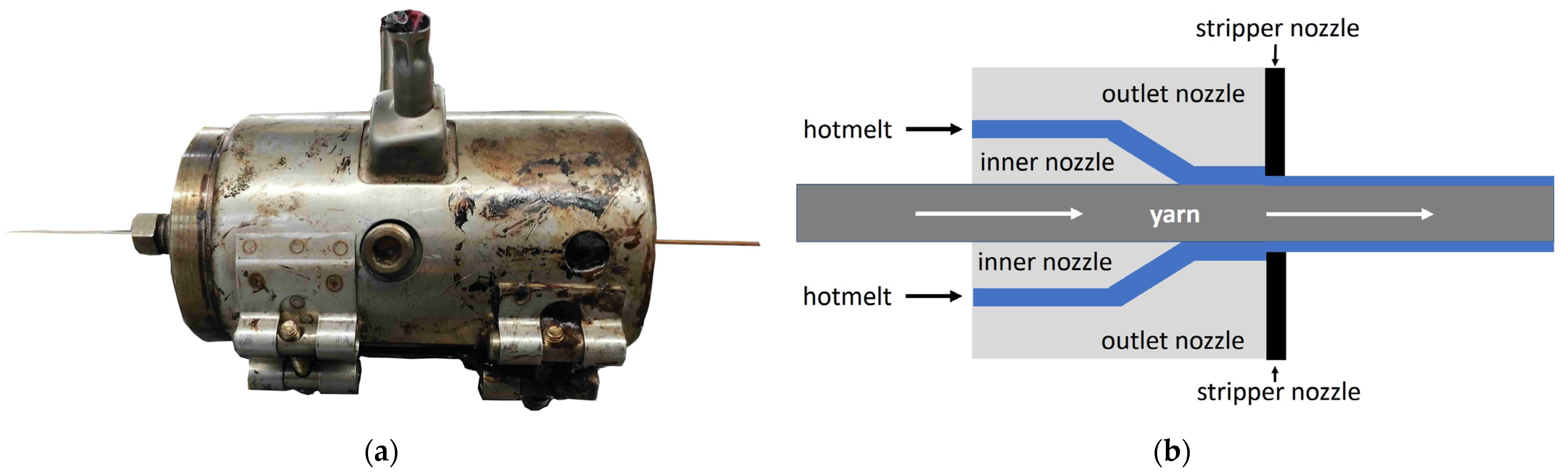
2.2. Coating of the Commercial Flax Yarn and Parameters
2.3. Weaving Process and Parameters
2.4. Composite Fabrication
2.5. Characterisation
2.5.1. Determination of Yarn Coating
2.5.2. Tensile Properties of Yarn
2.5.3. Fibre Mass Fraction and Fibre Volume Fraction at Absolute Dry Weight
2.5.4. Analysis of Mechanical Properties of Bio-Based Composite
3. Results and Discussion
3.1. Yarn Properties
3.2. Fabric Properties
3.3. Fibre Volume Fraction
3.4. Composites
3.4.1. Tensile Properties
3.4.2. Flexural Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tiseo, I. Market Size of Plastics Worldwide from 2016 to 2028. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/1060583/global-market-value-of-plastic/ (accessed on 5 July 2022).
- Tiseo, I. Annual Production of Plastics Worldwide from 1950 to 2020. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/282732/global-production-of-plastics-since-1950/ (accessed on 5 July 2022).
- Shamsuyeva, M.; Endres, H.-J. Plastics in the context of the circular economy and sustainable plastics recycling: Comprehensive review on research development, standardization and market. Compos. Part C Open Access 2021, 6, 100168. [Google Scholar] [CrossRef]
- Varyan, I.; Kolesnikova, N.; Xu, H.; Tyubaeva, P.; Popov, A. Biodegradability of Polyolefin-Based Compositions: Effect of Natural Rubber. Polymers 2022, 14, 530. [Google Scholar] [CrossRef]
- Xia, Z.; Li, J.; Zhang, J.; Zhang, X.; Zheng, X.; Zhang, J. Processing and valorization of cellulose, lignin and lignocellulose using ionic liquids. J. Bioresour. Bioprod. 2020, 5, 79–95. [Google Scholar] [CrossRef]
- Kumar, B.; Agumba, D.O.; Pham, D.H.; Latif, M.; Dinesh; Kim, H.C.; Alrobei, H.; Kim, J. Recent Research Progress on Lignin-Derived Resins for Natural Fiber Composite Applications. Polymers 2021, 13, 1162. [Google Scholar] [CrossRef]
- Li, H.; Liang, Y.; Li, P.; He, C. Conversion of biomass lignin to high-value polyurethane: A review. J. Bioresour. Bioprod. 2020, 5, 163–179. [Google Scholar] [CrossRef]
- Gandini, A.; Lacerda, T.M. Monomers and Macromolecular Materials from Renewable Resources: State of the Art and Perspectives. Molecules 2021, 27, 159. [Google Scholar] [CrossRef]
- Naseem, A.; Tabasum, S.; Zia, K.M.; Zuber, M.; Ali, M.; Noreen, A. Lignin-derivatives based polymers, blends and composites: A review. Int. J. Biol. Macromol. 2016, 93, 296–313. [Google Scholar] [CrossRef]
- Vásquez-Garay, F.; Carrillo-Varela, I.; Vidal, C.; Reyes-Contreras, P.; Faccini, M.; Teixeira Mendonça, R. A Review on the Lignin Biopolymer and Its Integration in the Elaboration of Sustainable Materials. Sustainability 2021, 13, 2697. [Google Scholar] [CrossRef]
- Guilhen, A.; Gadioli, R.; Fernandes, F.C.; Waldman, W.R.; De Paoli, M.A. High-density green polyethylene biocomposite reinforced with cellulose fibers and using lignin as antioxidant. J. Appl. Polym. Sci. 2017, 134, 45219. [Google Scholar] [CrossRef]
- Çalgeris, İ.; Çakmakçı, E.; Ogan, A.; Kahraman, M.V.; Kayaman-Apohan, N. Preparation and drug release properties of lignin-starch biodegradable films. Starch 2012, 64, 399–407. [Google Scholar] [CrossRef]
- Thielemans, W.; Can, E.; Morye, S.S.; Wool, R.P. Novel applications of lignin in composite materials. J. Appl. Polym. Sci. 2002, 83, 323–331. [Google Scholar] [CrossRef]
- Barzegari, M.R.; Alemdar, A.; Zhang, Y.; Rodrigue, D. Mechanical and rheological behavior of highly filled polystyrene with lignin. Polym. Compos. 2012, 33, 353–361. [Google Scholar] [CrossRef]
- Ramires, E.C.; Megiatto, J.D.; Gardrat, C.; Castellan, A.; Frollini, E. Valorization of an industrial organosolv-sugarcane bagasse lignin: Characterization and use as a matrix in biobased composites reinforced with sisal fibers. Biotechnol. Bioeng. 2010, 107, 612–621. [Google Scholar] [CrossRef]
- Ko, H.-U.; Kim, J.W.; Kim, H.C.; Zhai, L.; Kim, J. Esterified PVA-lignin resin by maleic acid applicable for natural fiber reinforced composites. J. Appl. Polym. Sci. 2020, 137, 48836. [Google Scholar] [CrossRef]
- Jablonskis, A.; Arshanitsa, A.; Arnautov, A.; Telysheva, G.; Evtuguin, D. Evaluation of Ligno Boost™ softwood kraft lignin epoxidation as an approach for its application in cured epoxy resins. Ind. Crops Prod. 2018, 112, 225–235. [Google Scholar] [CrossRef]
- Solihat, N.N.; Sari, F.P.; Falah, F.; Ismayati, M.; Lubis, M.A.R.; Fatriasari, W.; Santoso, E.B.; Syafii, W. Lignin as an Activ Biomaterial: A review. J. Sylva Lestari 2021, 9, 1–22. [Google Scholar] [CrossRef]
- Mimini, V.; Sykacek, E.; Syed Hashim, S.N.A.; Holzweber, J.; Hettegger, H.; Fackler, K.; Potthast, A.; Mundigler, N.; Rosenau, T. Compatibility of Kraft Lignin, Organosolv Lignin and Lignosulfonate With PLA in 3D Printing. J. Wood Chem. Technol. 2019, 39, 14–30. [Google Scholar] [CrossRef]
- Gordobil, O.; Delucis, R.; Egüés, I.; Labidi, J. Kraft lignin as filler in PLA to improve ductility and thermal properties. Ind. Crops Prod. 2015, 72, 46–53. [Google Scholar] [CrossRef]
- Vaidya, A.A.; Collet, C.; Gaugler, M.; Lloyd-Jones, G. Integrating softwood biorefinery lignin into polyhydroxybutyrate composites and application in 3D printing. Mater. Today Commun. 2019, 19, 286–296. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Enhanced properties of lignin-based biodegradable polymer composites using injection moulding process. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1710–1718. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Martin, N.K.; Fong, M.L.; Stewart, S.A.; Irwin, N.J.; Rial-Hermida, M.I.; Donnelly, R.F.; Larrañeta, E. Antioxidant PLA Composites Containing Lignin for 3D Printing Applications: A Potential Material for Healthcare Applications. Pharmaceutics 2019, 11, 165. [Google Scholar] [CrossRef]
- Graupner, N. Application of lignin as natural adhesion promoter in cotton fibre-reinforced poly(lactic acid) (PLA) composites. J. Mater. Sci. 2008, 43, 5222–5229. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K.; Raghavan, P.; Kessler, M.R. Progress in Green Polymer Composites from Lignin for Multifunctional Applications: A Review. ACS Sustain. Chem. Eng. 2014, 2, 1072–1092. [Google Scholar] [CrossRef]
- Lahtinen, M.H.; Ojala, A.; Wikström, L.; Nättinen, K.; Hietala, S.; Fiskari, J.; Kilpeläinen, I. The impact of thermomechanical pulp fiber modifications on thermoplastic lignin composites. Compos. Part C Open Access 2021, 6, 100170. [Google Scholar] [CrossRef]
- Ma, Y.; Asaadi, S.; Johansson, L.-S.; Ahvenainen, P.; Reza, M.; Alekhina, M.; Rautkari, L.; Michud, A.; Hauru, L.; Hummel, M.; et al. High-Strength Composite Fibers from Cellulose-Lignin Blends Regenerated from Ionic Liquid Solution. ChemSusChem 2015, 8, 4030–4039. [Google Scholar] [CrossRef]
- Liu, R.; Peng, Y.; Cao, J.; Chen, Y. Comparison on properties of lignocellulosic flour/polymer composites by using wood, cellulose, and lignin flours as fillers. Compos. Sci. Technol. 2014, 103, 1–7. [Google Scholar] [CrossRef]
- Graupner, N. Naturfaser Verstärkte Bioplymere: Auf Dem Weg Zum Nachhaltigen LEICHTBAU. In Proceedings of the InnoMateria—Innovative Werkstoffe von Heute Für Die Produkte von Morgen, Cologne, Germany, 16 March 2011. [Google Scholar]
- FNR. Composites: Leicht—Modern—Nachhaltig. Available online: https://biowerkstoffe.fnr.de/composites (accessed on 25 May 2022).
- Pott, G.T. Reduction of Moisture Sensitivity in Natural Fibres. MRS Online Proc. Libr. 2001, 702, 361. [Google Scholar] [CrossRef]
- Stegmaier, T.; König, S.; Kreis, P.; Hager, T.; Wunderlich, W.; von Arnim, V.; Selvarayan, S.K.; Milwich, M.; Möhl, C.; Ausheyks, L.; et al. Polypropylenkompatible Schlichten für Recycling-Carbonfasern aus CFK End-of-Life-Bauteilen: Schlussbericht iGF-Vorhaben 20092 N/1 /N/2, 2021.
- Möhl, C.; Weimer, T.; Caliskan, M.; Baz, S.; Bauder, H.-J.; Gresser, G.T. Development of Natural Fibre-Reinforced Semi-Finished Products with Bio-Based Matrix for Eco-Friendly Composites. Polymers 2022, 14, 698. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Commercial Flax Yarn | Lignin Granule |
|---|---|---|
| Manufacturer | N.V. JOS VANNESTE S.A. | TECNARO GmbH |
| Product name | Flax yarn | ARBOFORM® L V100 |
| Fineness | 205 tex ± 5 tex | |
| Density | 1.29 g/cm³ | |
| Melt volume rate (190 °C/2.16 kg) | 30 cm³/10 min |
| Production Parameters | Value |
|---|---|
| Nozzle diameter inside | 1.0 mm |
| Nozzle diameter outside | 1.4 mm |
| Winding speed | 10 m/min |
| Delivery volume | 6.98 g/min |
| Temperature Zone | Temperature |
|---|---|
| Inlet (funnel) | 178 °C |
| Zone 1 | 182 °C |
| Zone 2 | 182 °C |
| Zone 3 | 182 °C |
| Zone 4 | 180 °C |
| Zone 5 | 180 °C |
| Head (nozzle) | 180 °C |
| Weaving Parameters | Value |
|---|---|
| Warp material | Lignin coated flax yarn (FL-LI coated yarn) 1099 ± 15 tex |
| Warp density | 6 yarns/cm |
| Warp tension | 25 cN |
| Weft material | Flax yarn (FL commercial yarn) 205 ± 5 tex |
| Weft density | 5 yarns/cm |
| Weft insertion speed | 3 picks/min |
| Width | 0.50 m |
| Type of fabric | Twill 2/2 |
| Pressing Parameter | Value |
|---|---|
| Temperature | 180 °C |
| Holding time | 10 min |
| Vacuum | 10 kPa |
| Compression pressure | 3.1 MPa |
| Pre-drying temperature | 80 °C |
| Pre-drying time | 120 min |
| Venting phase | None |
| Yarn | Linear Density | Natural Fibre Mass Fraction |
|---|---|---|
| FL commercial yarn | 205 ± 5 tex | 100% |
| FL-LI coated yarn | 1099 ± 15 tex | 24.88% |
| Woven Fabric | Grammage | Fibre Mass Fraction | Fibre Volume Fraction |
|---|---|---|---|
| FL-LI twill 2/2 | 894.31 g/m² | 34.47% | 30.81% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Möhl, C.; Weimer, T.; Caliskan, M.; Hager, T.; Baz, S.; Bauder, H.-J.; Stegmaier, T.; Wunderlich, W.; Gresser, G.T. Flax Fibre Yarn Coated with Lignin from Renewable Sources for Composites. Polymers 2022, 14, 4060. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14194060
Möhl C, Weimer T, Caliskan M, Hager T, Baz S, Bauder H-J, Stegmaier T, Wunderlich W, Gresser GT. Flax Fibre Yarn Coated with Lignin from Renewable Sources for Composites. Polymers. 2022; 14(19):4060. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14194060
Chicago/Turabian StyleMöhl, Claudia, Timo Weimer, Metin Caliskan, Tom Hager, Stephan Baz, Hans-Jürgen Bauder, Thomas Stegmaier, Werner Wunderlich, and Götz T. Gresser. 2022. "Flax Fibre Yarn Coated with Lignin from Renewable Sources for Composites" Polymers 14, no. 19: 4060. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14194060