
Structural Integrity of the Aircraft Interior Spare Parts Produced by Additive Manufacturing

Abstract
:1. Introduction
2. Materials and Methods
2.1. Selection of Materials
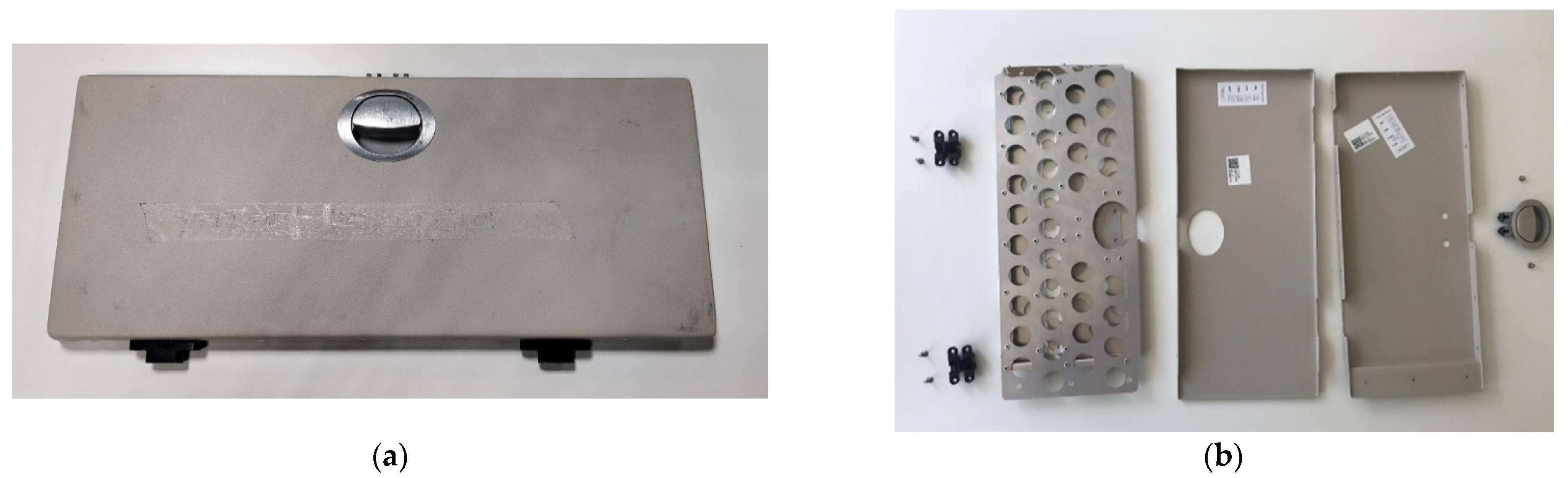
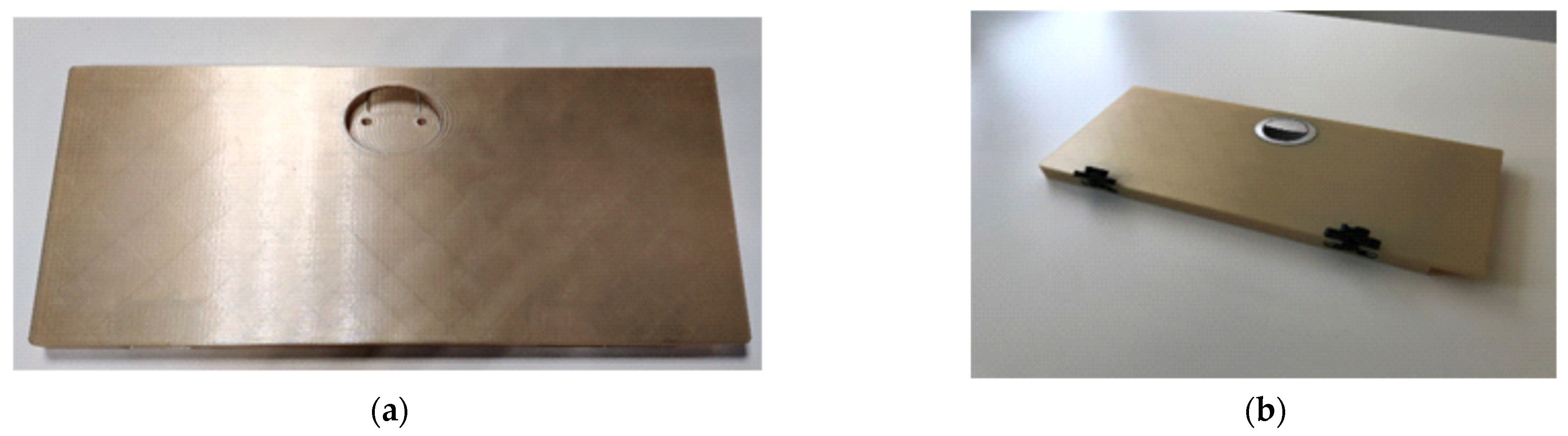
2.2. Manufacturing of the Spare Parts
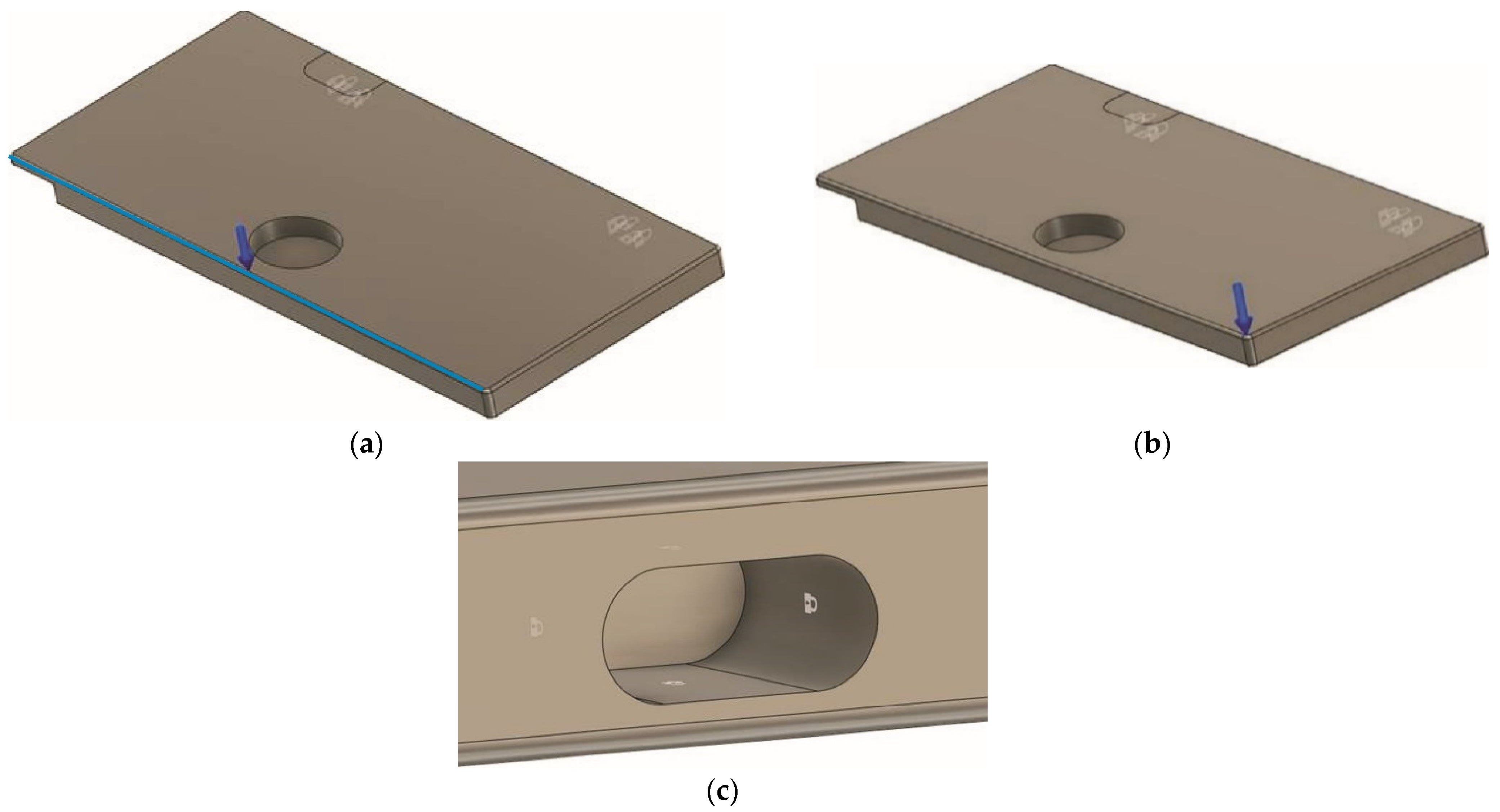
2.3. Numerical Simulation for the Class Divider and the Seat Folding Table
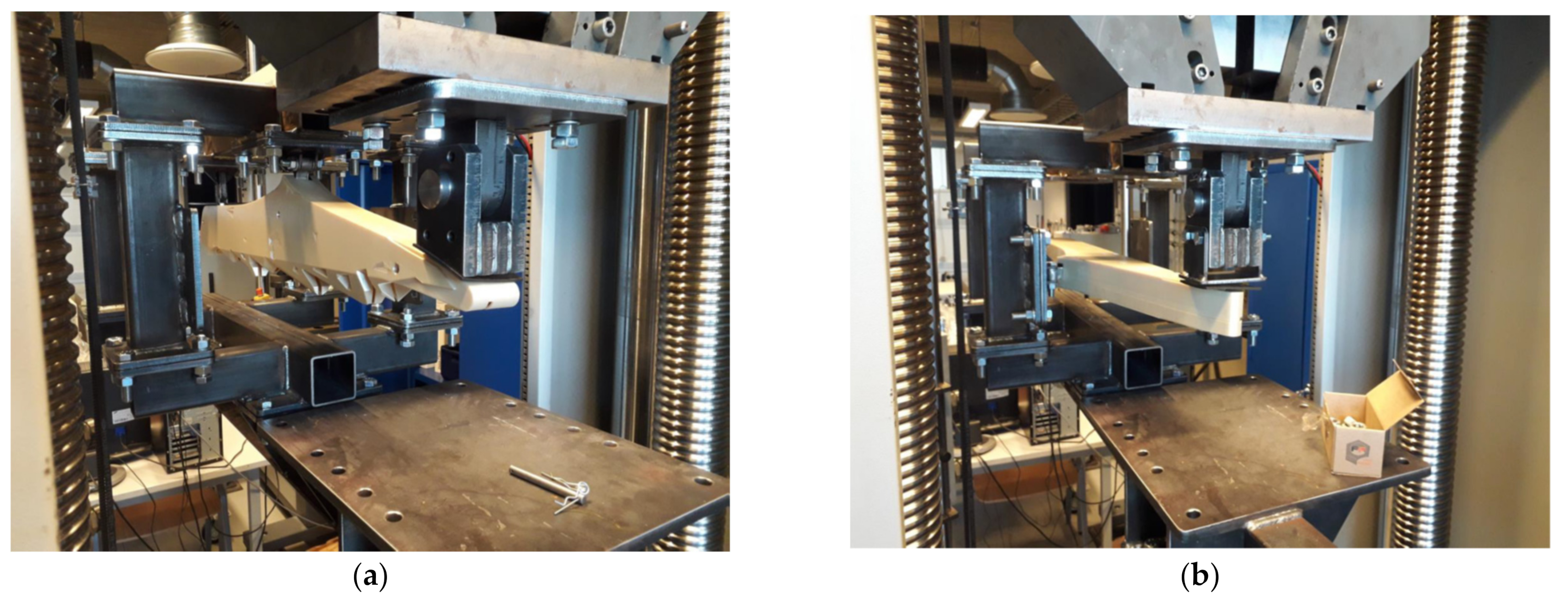
2.4. Mechanical Testing of the 3D-Printed Parts
3. Results and Discussion
3.1. Class Divider
3.1.1. Modeling of Mechanical Properties
3.1.2. Numerical Modeling for the Simplified Design
3.1.3. Further Design Modifications
3.1.4. Mechanical Testing of 3D-Printed Part
3.2. Seat Folding Table
3.2.1. 3D Printing
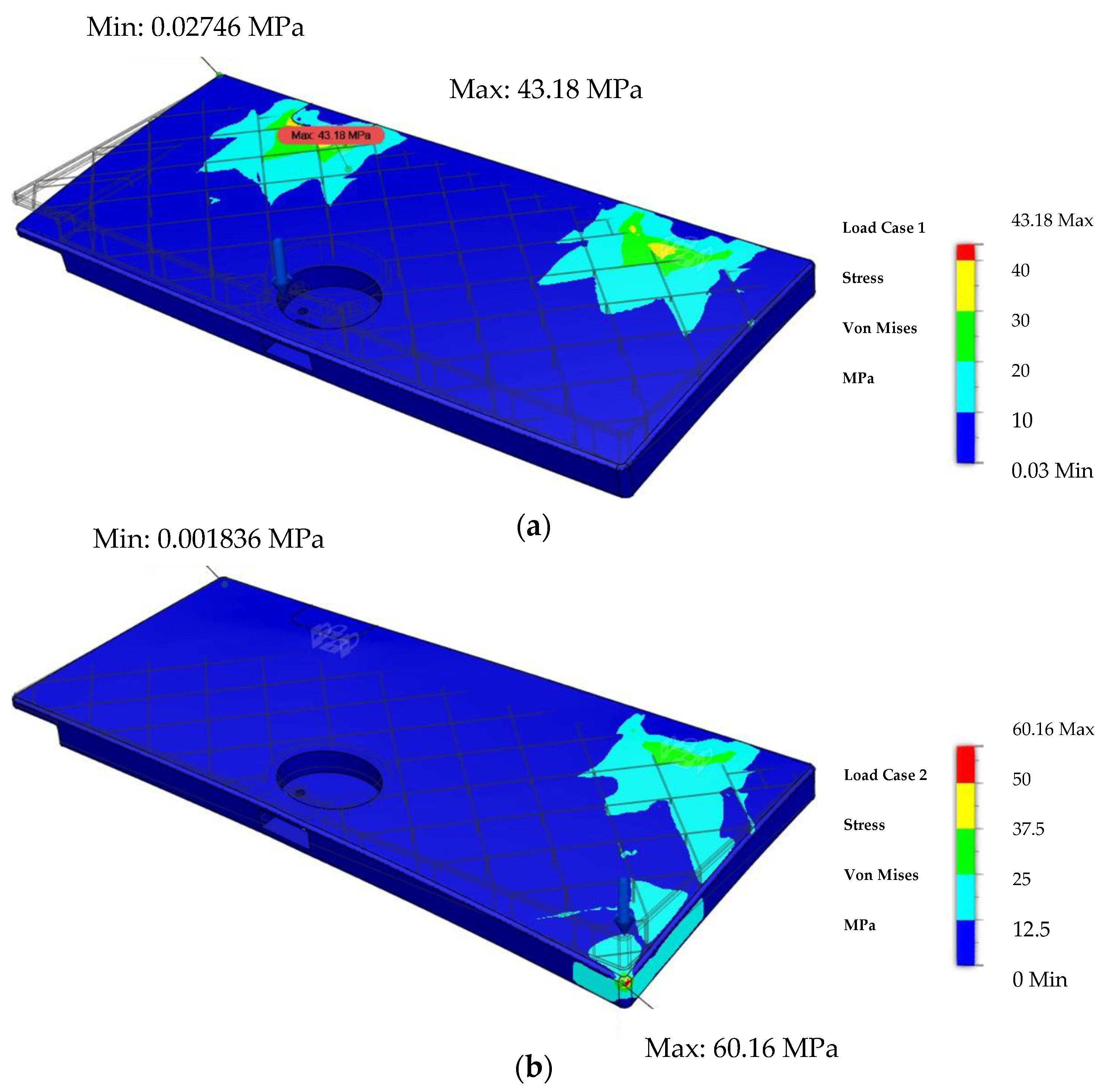
3.2.2. Numerical Modeling of Mechanical Properties
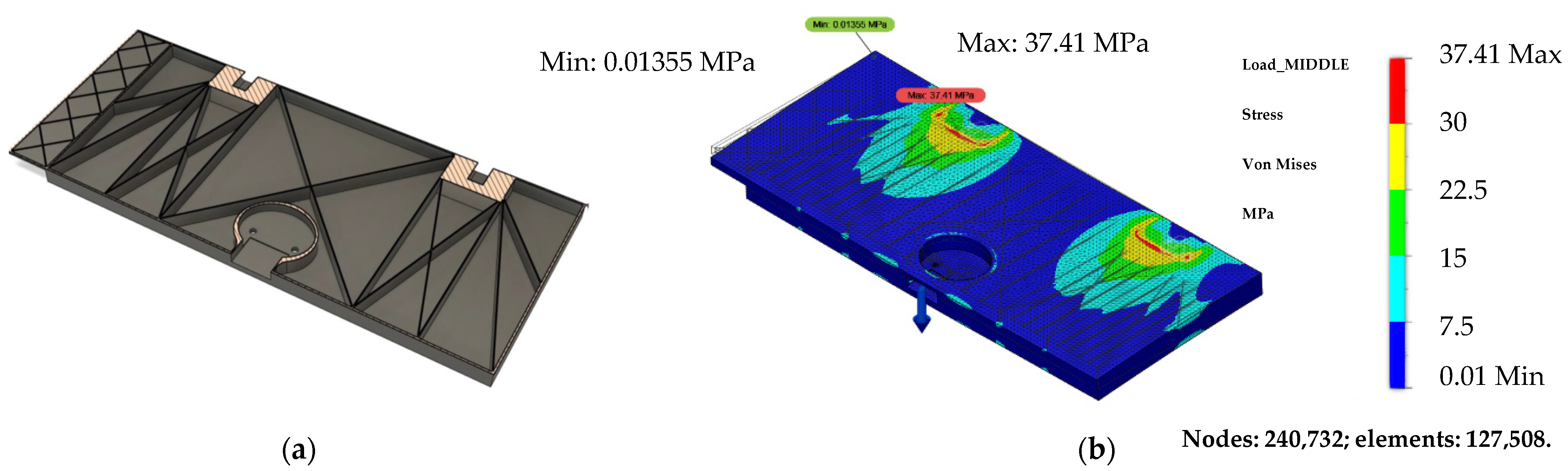
3.2.3. Further Design Modification
3.2.4. Mechanical Testing of 3D-Printed Part
4. Conclusions
- -
- A simple, idealistic modeling approach (beam model, linear-elastic material, and static mechanical analysis) could be effectively applied to estimate the structural integrity of such complicated parts. The results obtained could be a good basis for further physical tests without risking premature failure.
- -
- For the class divider, in nearly 95% of cases (2σ confidence interval), the 3D-printed part would not fail under the most critical load case. All the dimensions (besides the width) used in this example were the actual measured dimensions. The results of mechanical testing carried out in vertical pull downward and horizontal push forward proved that the part could withstand the maximal load without evident breakage, and no residual deformations were present for it after the test.
- -
- For the seat folding table, serving as a non-engineering structural part, when loaded at the tip, it could at best withstand a load of 900 N. The results of mechanical testing performed in vertical pull downward applied in the middle and on one side of the 3D-printed seat folding table proved that the part could withstand the maximal load without evident breakage and appearance of residual deformations. Moreover, preliminary analysis showed that there is a significant potential to optimize the structure to either further increase the maximum load or reduce the weight for any given load.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marsh, G. Composites in commercial jets. Reinf. Plast. 2015, 59, 190–193. [Google Scholar] [CrossRef]
- Kausar, A.; Rafique, I.; Muhammad, B. Aerospace application of polymer nanocomposite with carbon nanotube, graphite, graphene oxide, and nanoclay. Polym.-Plast. Technol. Eng. 2017, 56, 1438–1456. [Google Scholar] [CrossRef]
- Fetisov, K.; Maksimov, P. Topology optimization and laser additive manufacturing in design process of efficiency lightweight aerospace parts. J. Phys. Conf. Ser. 2018, 1015, 052006. [Google Scholar] [CrossRef]
- Ntouanoglou, K.; Stavropoulos, P.; Mourtzis, D. 4D printing prospects for the aerospace industry: A critical review. Procedia Manuf. 2018, 18, 120–129. [Google Scholar] [CrossRef]
- Composites in Aircraft Interiors, 2012–2022. Available online: https://www.compositesworld.com/articles/composites-in-aircraft-interiors-2012-2022 (accessed on 2 April 2022).
- Standard No. 25.853; Fire Test to Aircraft Material: Fire Protection for Compartment Interior. Federal Aviation Regulation (FAR): Washington, DC, USA, 2000.
- GE Plastics. Product Guide; CYC-300D (3/99); General Electric Company: Pittsfield, MA, USA, 1997. [Google Scholar]
- Lv, Y.; Thomas, W.; Chalk, R.; Hewitt, A.; Singamneni, S. Polyetherimide powders as material alternatives for selective laser-sintering components for aerospace applications. J. Mater. Res. 2020, 35, 3222–3234. [Google Scholar] [CrossRef]
- Lv, Y.; Dejus, D.; Kobenko, S.; Singamneni, S.; Glaskova-Kuzmina, T. Evaluation of the fire-retardancy of ULTEM 9085 polymer composites processed by fused deposition modelling. Mater. Sci. 2022, in press. [Google Scholar] [CrossRef]
- Santos, C.V.D.; Leiva, D.R.; Costa, F.R.; Gregolin, J.A.R. Materials selection for sustainable executive aircraft interiors. Mater. Res. 2016, 19, 339–352. [Google Scholar] [CrossRef]
- Certification Specification (CS). Cabin Interior Abuse Loads. CS-25 Amendment 25. 2020. Available online: https://www.easa.europa.eu/document-library/product-certification-consultations/proposed-cm-s-009 (accessed on 2 April 2022).
- Standard No. 25.855; Fire Test to Aircraft Material: Cargo or Baggage Compartments. Federal Aviation Regulation (FAR): Washington, DC, USA, 2003.
- Grand, A.F.; Wilkie, C.A. Fire Retardancy of Polymeric Materials; CRC Press: Boca Raton, FL, USA, 2000; ISBN 978-162-8706-383. [Google Scholar]
- Tai, C.; Li, R.K. Studies on the impact fracture behaviour of flame retardant polymeric material. Mater. Des. 2001, 22, 15–19. [Google Scholar] [CrossRef]
- Wilkie, C.A.; Morgan, A.B. Fire Retardancy of Polymeric Materials; CRC Press: Boca Raton, FL, USA, 2009; ISBN 978-142-0083-996. [Google Scholar]
- Shi, Y.; Yan, C.; Zhou, Y.; Wu, J.; Wang, Y.; Yu, S.; Chen, Y. Polymer materials for additive manufacturing—Powder materials. In 3D Printing Technology Series, Materials for Additive Manufacturing; Shi, Y., Yan, C., Zhou, Y., Wu, J., Wang, Y., Yu, S., Chen, Y., Eds.; Academic Press, Elsevier Ltd.: Amsterdam, The Netherlands, 2021; pp. 9–189. ISBN 9780128193020. [Google Scholar] [CrossRef]
- Lv, Y.F.; Thomas, W.; Chalk, R.; Singamneni, S. Flame retardant polymeric materials for additive manufacturing. Mater. Today Proc. 2020, 33, 5720–5724. [Google Scholar] [CrossRef]
- Aniskevich, A.; Glaskova-Kuzmina, T. Effect of moisture on elastic and viscoelastic properties of fibre reinforced plastics: Retrospective and current trends. In Creep and Fatigue in Polymer Matrix Composites, 2nd ed.; Guedes, R.M., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 83–120. 586p. [Google Scholar] [CrossRef]
- Aniskevich, K.; Glaskova, T.; Janson, Y. Elastic and sorption characteristics of an epoxy binder in a composite during its moistening. Mech. Compos. Mater. 2005, 41, 341–350. [Google Scholar] [CrossRef]
- Glaskova-Kuzmina, T.; Aniskevich, A.; Papanicolaou, G.; Portan, D.; Zotti, A.; Borriello, A.; Zarrelli, M. Hydrothermal aging of an epoxy resin filled with carbon nanofillers. Polymers 2020, 12, 1153. [Google Scholar] [CrossRef] [PubMed]
- Stratasys. ULTEM 9085 Data Sheet. ULTEM 9085. Available online: https://www.stratasys.com/-/media/files/material-spec-sheets/MDS_FDM_ULTEM9085_1020a.pdf (accessed on 2 April 2022).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Action | 0–150 cm above the Floor, N | At 200 cm above the Floor, N | Application Area, cm2 |
|---|---|---|---|
| Pushing | 1330 | 440 | 100 |
| Horizontal pull 1 (hand) | 660 | 220 | 100 |
| Horizontal pull 2 (hands) | 660–1330 | 440 | 100 |
| Up | 660 | 220 | 100 |
| Down | 880–1330 | 440 | 100 |
| Seating or stepping | 1330–2220 | N/A (up to 100 cm) | 900 (seat) |
| 200 (step) |
| Application Type | F, N | Comments |
|---|---|---|
| Partitions, galleys, lavatories | 890 | If used as firm handholds |
| Handgrip interior components | 890 | If used as firm handholds |
| Handgrip exit areas and doors | 1330 | Pull load |
| Handrail | 1330 | Down direction |
| Handrail | 890 | Side direction |
| Free span curtain track | 890 | Down direction, 0–200 cm above the floor |
| Name | Value | Units |
|---|---|---|
| Material tip | T16 | - |
| Build chamber temperature | 180 | °C |
| Layer height | 0.254 | mm |
| Toolpath width contour | 0.508 | mm |
| Toolpath width infill | 0.508 | mm |
| Infill angle | 45 | degrees |
| System mode | thin wall | - |
| Infill density | 100 | % |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kobenko, S.; Dejus, D.; Jātnieks, J.; Pazars, D.; Glaskova-Kuzmina, T. Structural Integrity of the Aircraft Interior Spare Parts Produced by Additive Manufacturing. Polymers 2022, 14, 1538. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14081538
Kobenko S, Dejus D, Jātnieks J, Pazars D, Glaskova-Kuzmina T. Structural Integrity of the Aircraft Interior Spare Parts Produced by Additive Manufacturing. Polymers. 2022; 14(8):1538. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14081538
Chicago/Turabian StyleKobenko, Stepans, Didzis Dejus, Jānis Jātnieks, Dāvis Pazars, and Tatjana Glaskova-Kuzmina. 2022. "Structural Integrity of the Aircraft Interior Spare Parts Produced by Additive Manufacturing" Polymers 14, no. 8: 1538. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14081538