
Enhancing the Spun Yarn Properties by Controlling Fiber Stress Distribution in the Spinning Triangle with Rotary Heterogeneous Contact Surfaces
Abstract
:
1. Introduction
2. Theoretical Considerations
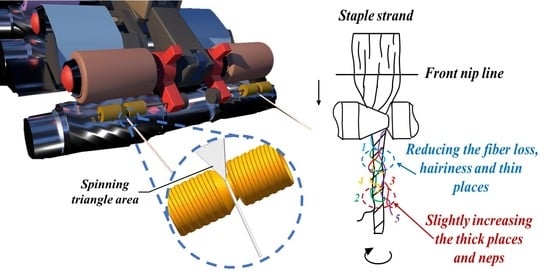
2.1. The Key Factor Influencing Spinning Triangle Area in Rotary Grooved Contact Surfaces Contacting Fiber Strand
2.2. Geometrical Principle of Forced Fiber Tension Comparison with and without Rotary Heterogeneous Contact Surfaces
2.3. Establishment of a Mechanical Model for Fiber Motion with Rotary Heterogeneous Contact Surfaces
3. Materials and Methods
3.1. Pre-Processing of Simulation
3.2. Experimental Details
4. Results
4.1. Results of the Simulation on Fiber Stress Distribution with the Rotary Heterogeneous Contact Surfaces
4.2. Effect on Yarn Hairiness by Spinning with the Rotary Heterogeneous Contact Surfaces
4.3. Results of the Simulation of Fiber Stress Distribution with the Rotary Heterogeneous Contact Surfaces
4.4. Results of the Simulation of Fiber Stress Distribution with the Rotary Heterogeneous Contact Surfaces
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xia, Z.G.; Xu, W.L.; Ye, W.X. Review of staple yarn spinning technology and analysis of its key features. J. Text Res. 2013, 34, 147–153. [Google Scholar]
- Rong, Y.; Tao, X.M.; Xu, B.G. Yarn and fabric properties in a modified ring spinning system considering the effect of the friction surface of the false-twister. Text Res. J. 2020, 90, 572–580. [Google Scholar]
- Liu, X.J.; Su, X.J.; Zhang, H. Theoretical study of spinning triangle with fiber concentric circular cones arrangement at front nip line. J. Text. Inst. 2015, 106, 377–382. [Google Scholar] [CrossRef]
- Xia, Z.G.; Xu, W.L. A review of ring staple yarn spinning method development and its trend prediction. J. Nat. Fibers 2013, 10, 62–81. [Google Scholar] [CrossRef]
- Guo, Y.; Feng, J.; Yin, R.; Wang, X.; Van Der Sluijs, M.; Tao, X. Investigation and evaluation on fine Upland cotton blend yarns made by the modified ring spinning system. Text. Res. J. 2015, 85, 1355–1366. [Google Scholar]
- Noman, H.; Wang, X.G. Recent research and developments on yarn hairiness. Text. Res J. 2015, 85, 211–224. [Google Scholar]
- Soltani, P.; Johari, M.S. A study on siro-, solo-, compact-, and conventional ring-spun yarns. Part I: Structural and migratory properties of the yarns. J. Text. Inst. 2012, 103, 622–628. [Google Scholar] [CrossRef]
- Beltran, R.; Wang, L.J.; Wang, X.G. A controlled experiment on yarn hairiness and fabric pilling. Text. Res. J. 2007, 77, 179–183. [Google Scholar] [CrossRef] [Green Version]
- Naeem, M.A.; Akankwasa, N.T.; Leroy, A.; Siddiqui, Q.; Ahmad, A. A study of novel multifilament spreading and feeding method, to produce filament wrapped-staple core composite yarn using modified ring frame. J. Text. Inst. 2018, 110, 378–385. [Google Scholar] [CrossRef]
- Xia, Z.G.; Tang, J.D.; Ye, W.X. A novel concept to produce periodic varied structural composite yarn via cyclical changing of the spacing between filaments and the strand. Text. Res. J. 2019, 89, 2998–3006. [Google Scholar] [CrossRef]
- Yin, R.; Ling, Y.L.; Fisher, R.; Chen, Y.; Li, M.J.; Mu, W.L.; Huang, X.X. Viable approaches to increase the throughput of ring spinning: A critical review. J. Clean Prod. 2021, 323, 129116. [Google Scholar] [CrossRef]
- Xia, Z.G.; Wang, X.; Ye, W.X.; Eltahir, H.A.; Xu, W.L. Fiber trapping comparison of embeddable and locatable spinning with sirofil and siro core-spinning with flute pipe air suction. Text. Res. J. 2012, 82, 1255–1262. [Google Scholar] [CrossRef]
- Liu, W.-Y.; Yu, Y.-P.; He, J.-H.; Wang, S.-Y. Effect of strand-spacing between roving and filament on sirofil yarn properties. Text. Res. J. 2007, 77, 200–204. [Google Scholar] [CrossRef]
- Charanpreet, S.; Gordon, S.; Wang, X.G. The mechanism of hairiness reduction in offset ring spinning with a diagonal yarn path. Text. Res. J. 2019, 89, 1546–1556. [Google Scholar]
- Liu, X.; Liu, W.; Zhang, H.; Su, X. Research on pneumatic compact spun yarn quality. J. Text. Inst. 2015, 106, 431–442. [Google Scholar] [CrossRef]
- Guo, M.R.; Sun, F.X.; Gao, W.D. Theoretical and experimental study of color-alternation fancy yarns produced by a double-channel compact spinning machine. Text. Res. J. 2019, 89, 2741–2753. [Google Scholar] [CrossRef]
- Su, X.; Gao, W.; Liu, X.; Xie, C.; Xu, B. Numerical simulation of a three-dimensional flow field in compact spinning with a perforated drum: Effect of a guiding device. Text. Res. J. 2013, 83, 2093–2108. [Google Scholar] [CrossRef]
- Guo, H.F.; Lam, N.Y.K.; Yan, F.; Yang, C.; Li, L. Numerical study of the three-dimensional preliminary flow field in the ring spinning triangle. Text. Res. J. 2016, 86, 1728–1737. [Google Scholar] [CrossRef]
- Dou, H.P.; Liu, S.R. Trajectories of fibers and analysis of yarn quality for compact spinning with pneumatic groove. J. Text. Inst. 2011, 102, 713–718. [Google Scholar] [CrossRef]
- Xia, Z.G.; Xu, W.L.; Wang, X.G. Improving fiber trapping with a contact surface during the ring twisting of two cotton yarns. Text. Res. J. 2012, 82, 272–279. [Google Scholar] [CrossRef]
- Yu, H.; Liu, K.; Jun, C.; Fu, C.; Xia, Z.; Xu, W. Comparative study of ring yarn properties spun with static and rotary grooved contact surfaces. Text. Res. J. 2017, 88, 1812–1823. [Google Scholar] [CrossRef]
- Liu, K.; Xia, Z.; Xu, W.; Hao, Y.; Xu, Q.; Jin, W.; Ni, J. Improving spun yarn properties by contacting the spinning strand with the static rod and self-adjustable disk surfaces. Text. Res. J. 2017, 88, 800–811. [Google Scholar] [CrossRef]
- Feng, J.; Xu, B.; Tao, X.; Hua, T. Theoretical Study of a Spinning Triangle with Its Application in a Modified Ring Spinning System. Text. Res. J. 2010, 80, 1456–1464. [Google Scholar] [CrossRef]
- Liu, X.; Su, X. Research on fiber tension at asymmetric spinning triangle using the finite-element method. J. Text. Inst. 2016, 107, 200–207. [Google Scholar] [CrossRef]
- Zhantlessova, S.; Savitskaya, I.; Kistaubayeva, A.; Ignatova, L.; Talipova, A.; Pogrebnjak, A.; Digel, I. Advanced “green” prebiotic composite of bacterial cellulose/pullulan based on synthetic biology-powered micro-bial coculture strategy. Polymers 2022, 14, 3224. [Google Scholar] [CrossRef]
- Kyrylenko, S.; Kornienko, V.; Gogotsi, O. Bio-functionalization of electrospun polymeric nanofibers by Ti 3 C 2 T x MXene. In Proceedings of the 2020 IEEE 10th International Conference Nanomaterials: Applications & Properties (NAP), Sumy, Ukraine, 9–13 November 2020; p. 02BA10-1. [Google Scholar]
- Xia, Z.; Xu, W.; Zhang, M.; Qiu, W.; Feng, S. Reducing ring spun yarn hairiness via spinning with a contact surface. Fibers Polym. 2012, 13, 670–674. [Google Scholar] [CrossRef]
- Xia, Z.; Feng, Y.; Guo, Q.; Ye, W.; Xu, W. A comparative study of hair trapping by a short grooved surface during conventional and siro-spinning. Text. Res. J. 2016, 86, 2032–2042. [Google Scholar] [CrossRef]
- Hua, T.; Tao, X.M.; Cheng, K.P.S.; Xu, B.G. Effects of Geometry of Ring Spinning Triangle on Yarn Torque Part I: Analysis of Fiber Tension Distribution. Text. Res. J. 2007, 77, 853–863. [Google Scholar]
- Matsumoto, M.; Matsumoto, Y.-I.; Kanai, H.; Wakako, L.; Fukushima, K. Construction of twin staple-core spun yarn with two points of yarn formation in one twisting process. Text. Res. J. 2014, 84, 1858–1866. [Google Scholar] [CrossRef]
- Yang, M.; Xie, C.P.; Liu, X.J. Influence of compact spun yarns structure on yarn quality. J. Text. Inst. 2015, 36, 28–32. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yarn Types | Thin Place (/km) −50% | Thick Place (/km) +50% | Neps (/km) +200% | Fiber Loss Rates (%) |
|---|---|---|---|---|
| Original ring spun yarn | 11.5 | 80.0 | 47.5 | 6.8 |
| Rotary grooved contact surfaces spun yarn | 8.5 | 72.5 | 65.0 | 3.8 |
| Rotary heterogeneous contact surfaces spun yarn | 7.5 | 65.0 | 45.0 | 3.4 |
| Yarn Types and Testing Positions | Breaking Force (cN) | Elongation Rate (%) | Tenacity (cN/tex) | Breaking Work (mJ) |
|---|---|---|---|---|
| Original ring spun yarn | 225.73 [7.43] | 5.03 [8.68] | 11.45 [7.43] | 305.95 [13.18] |
| Rotary grooved contact surfaces spun yarn | 229.21 [7.04] | 5.63 [5.32] | 11.64 [7.04] | 355.53 [10.34] |
| Rotary heterogeneous contact surfaces spun yarn | 234.80 [9.15] | 5.72 [6.80] | 11.92 [9.13] | 371.21 [14.18] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Ge, C.; Su, Z.; Chen, Z.; Gao, C.; Gong, H.; Xu, W.; Xu, D.; Liu, K. Enhancing the Spun Yarn Properties by Controlling Fiber Stress Distribution in the Spinning Triangle with Rotary Heterogeneous Contact Surfaces. Polymers 2023, 15, 176. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15010176
Liu Y, Ge C, Su Z, Chen Z, Gao C, Gong H, Xu W, Xu D, Liu K. Enhancing the Spun Yarn Properties by Controlling Fiber Stress Distribution in the Spinning Triangle with Rotary Heterogeneous Contact Surfaces. Polymers. 2023; 15(1):176. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15010176
Chicago/Turabian StyleLiu, Yingcun, Can Ge, Ziyi Su, Ze Chen, Chong Gao, Haoran Gong, Weilin Xu, Duo Xu, and Keshuai Liu. 2023. "Enhancing the Spun Yarn Properties by Controlling Fiber Stress Distribution in the Spinning Triangle with Rotary Heterogeneous Contact Surfaces" Polymers 15, no. 1: 176. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15010176