
Cooperative Effect of Chemical and Physical Processes for Flame Retardant Additives in Recycled ABS
 , ,
, ,
Abstract
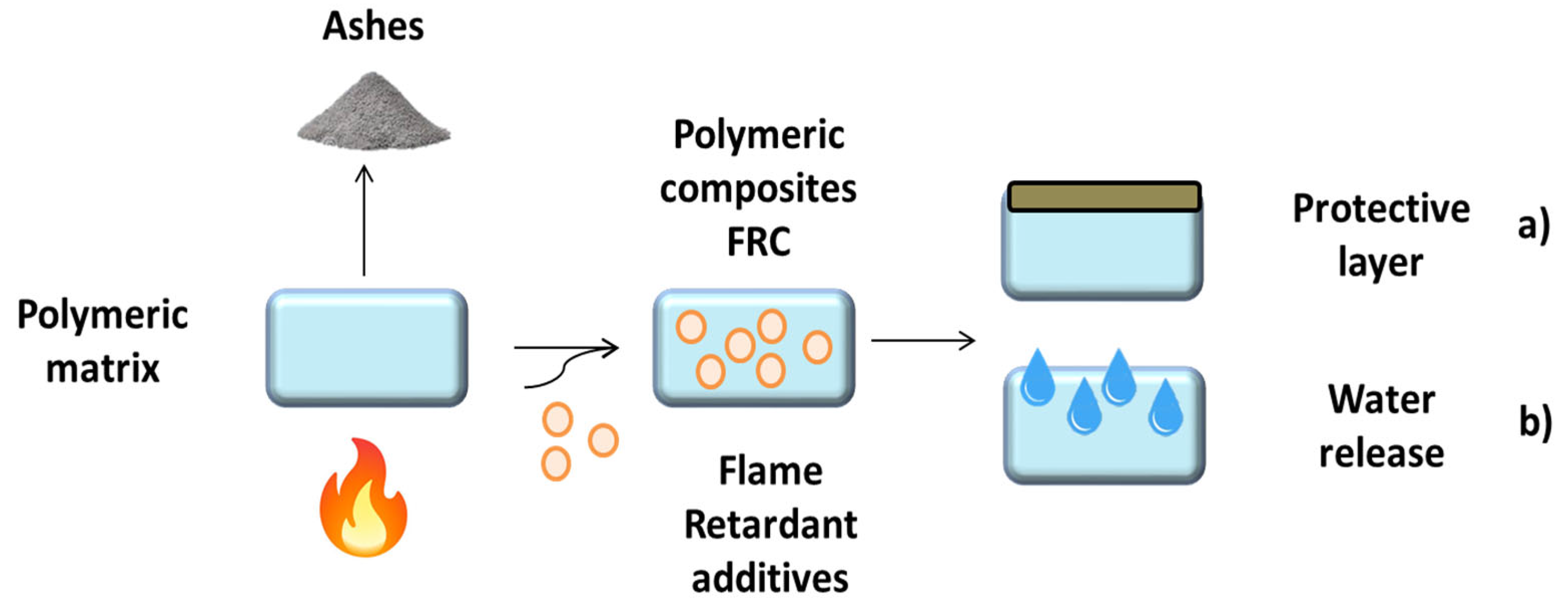
:1. Introduction
2. Experimental Section
2.1. Materials
- -
- ATH is the most common non-halogenated FR but has low commercial availability and a higher cost.
- -
- MDH is also used as a FR additive but is more expensive than ATH.
- -
- PAVAL is an aluminium industrial waste stream that can be used as alternative to ATH at lower cost. This material mainly consists of alumina and other oxides, aluminium nitride and carbide, and is usually disposed in landfills as a non-hazardous material, sold to cement producers or used in calcium aluminate production [19,20].
- -
- Sepiolite (SEP) is based on low-cost phyllosilicates that have the ability to produce synergies when mixed with ATH or MDH [21].
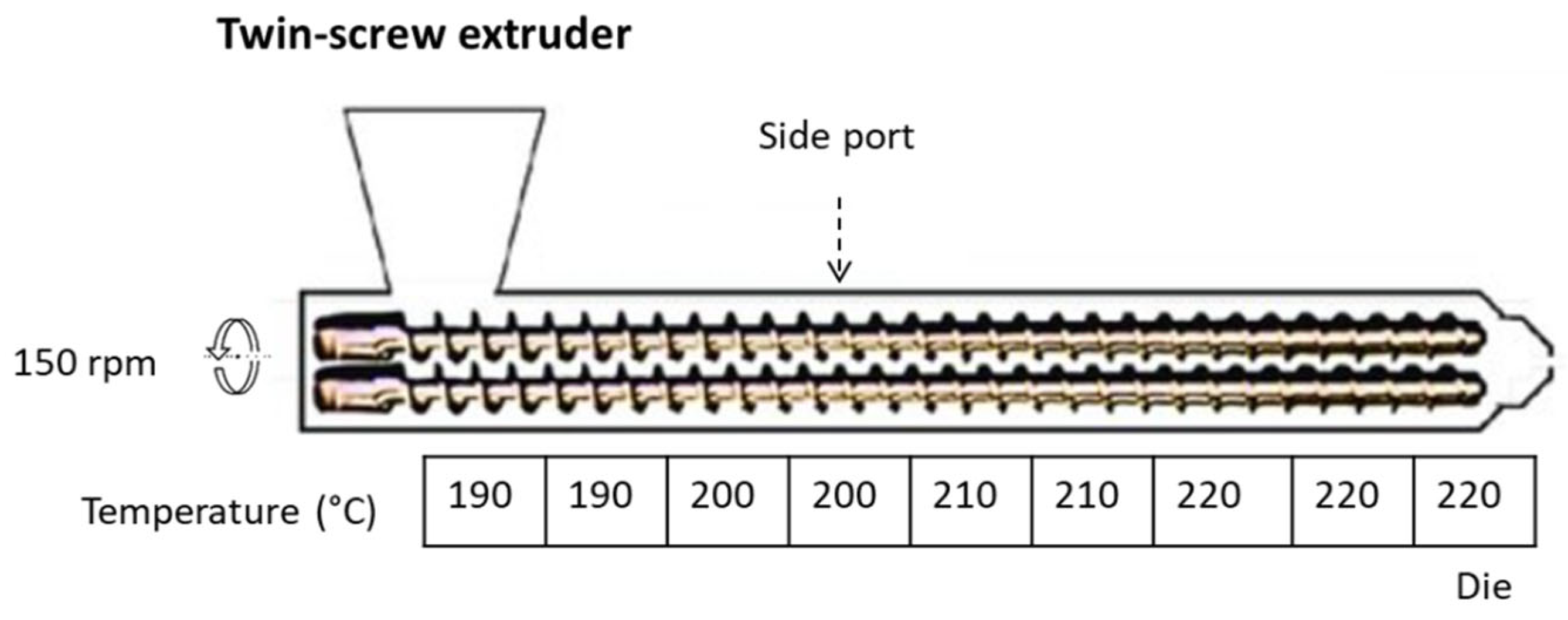
2.2. FR Composites Preparation
2.3. Characterization
2.3.1. Characterization of FR Additives
2.3.2. Characterization of FR Composites
- -
- Thermogravimetric analysis (TGA)
- -
- Tensile Test
- -
- Heat Distortion Temperature (HDT)
- -
- Charpy Impact
- -
- Burning Test (UL-94HB)
- -
- Cone Calorimeter Tests
3. Results and Discussion
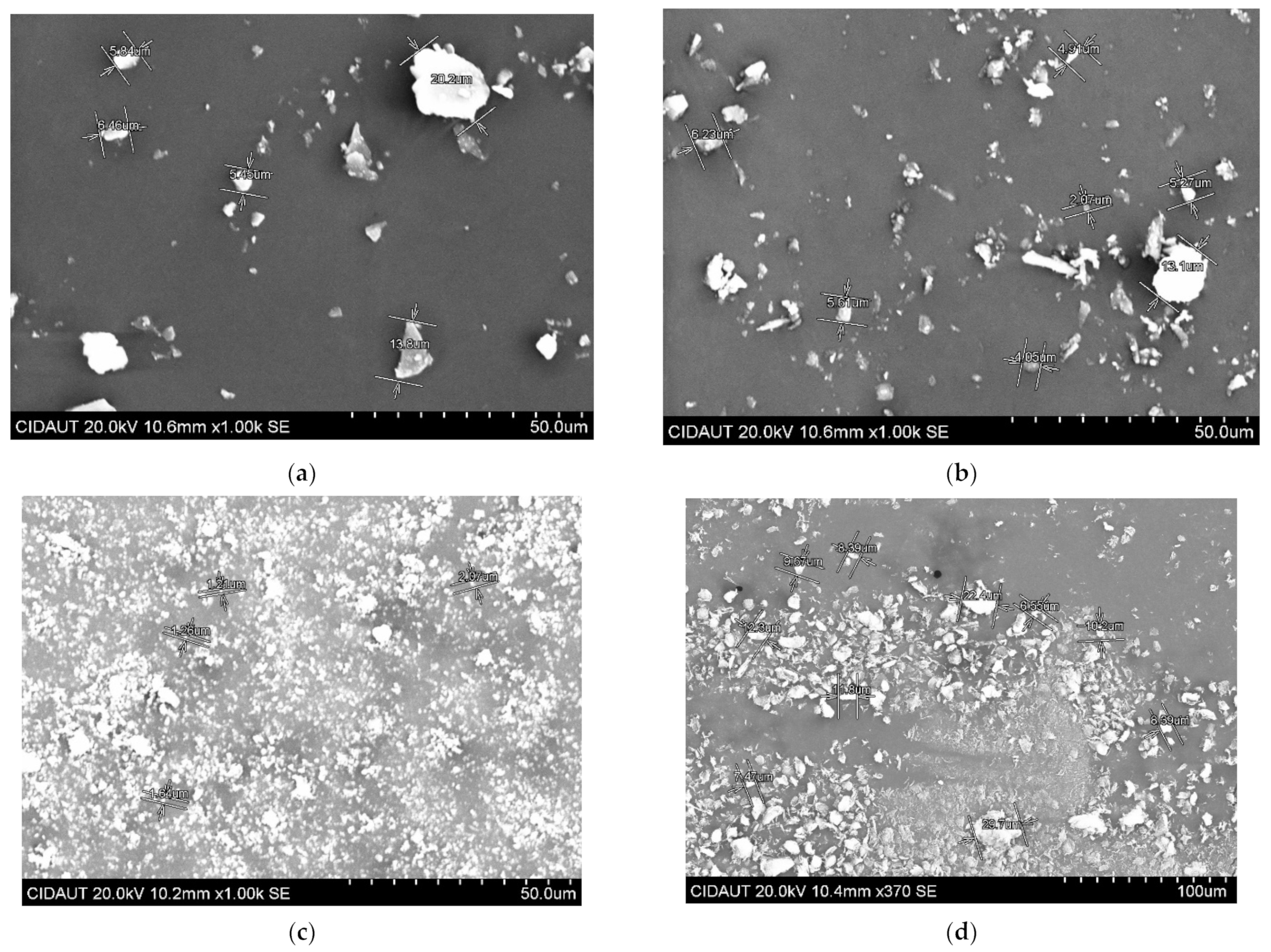
3.1. Characterization of FR Additives
3.2. Characterization of FR Composites with ATH, MDH, PAVAL and SEP
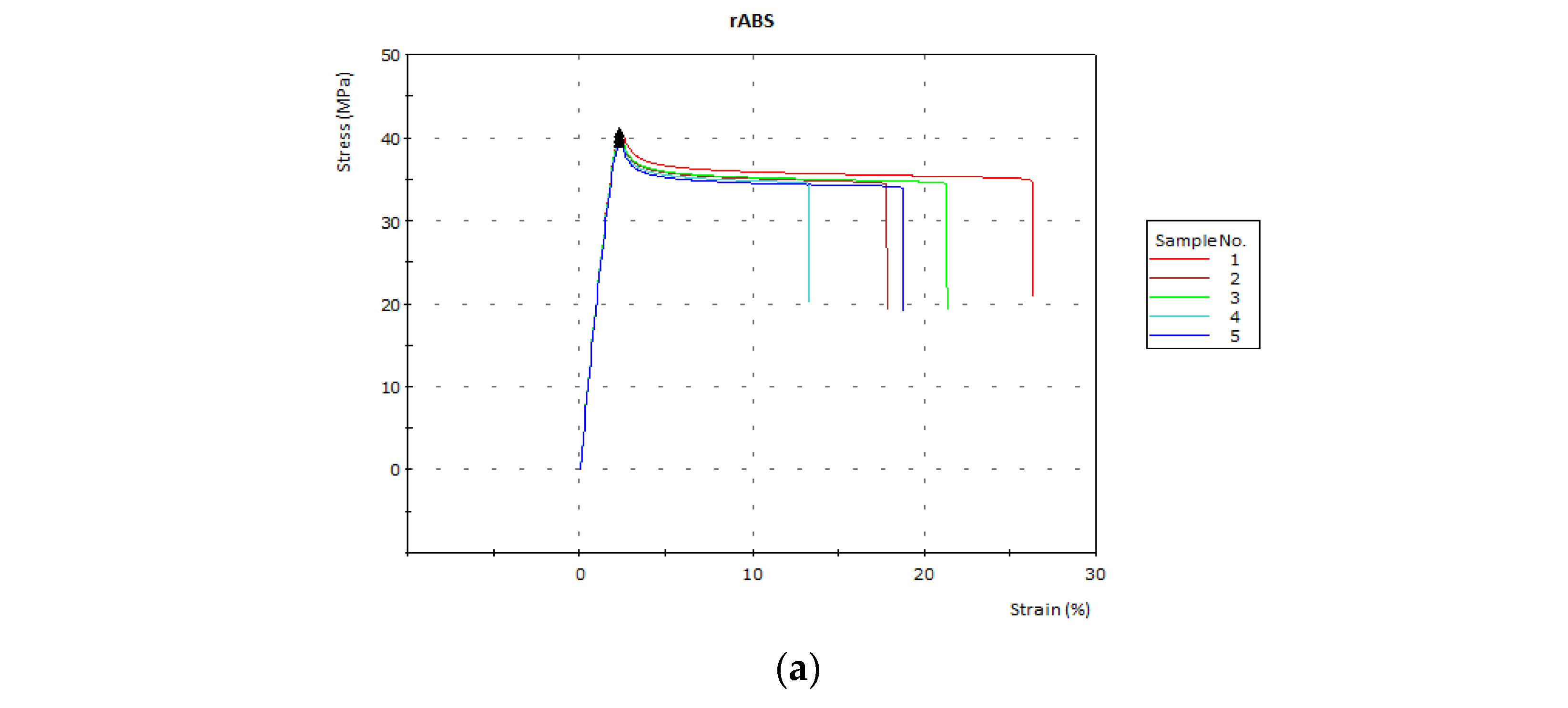
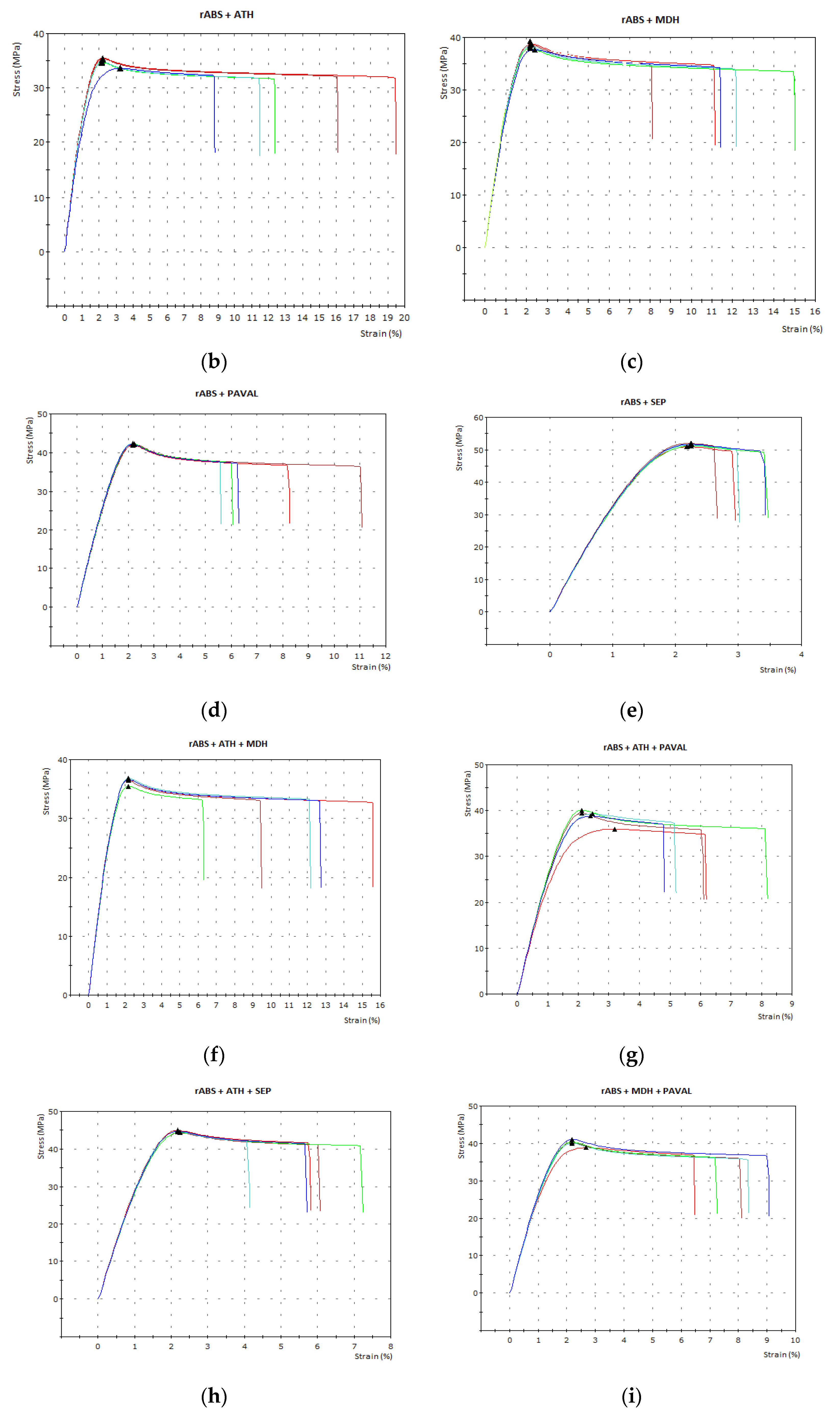
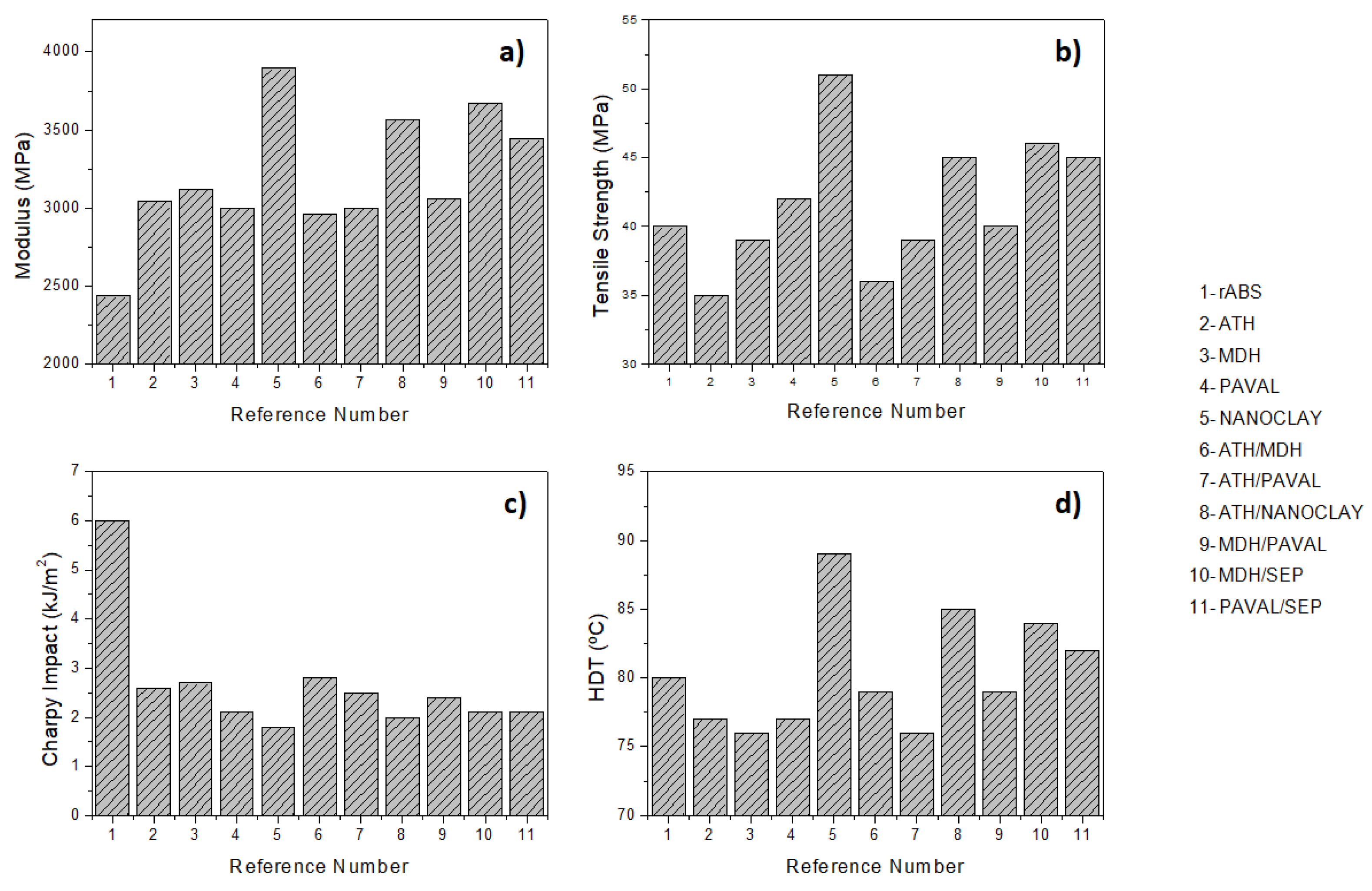
3.2.1. Mechanical Properties
3.2.2. Fire Properties
3.3. MDH/SEP Composites
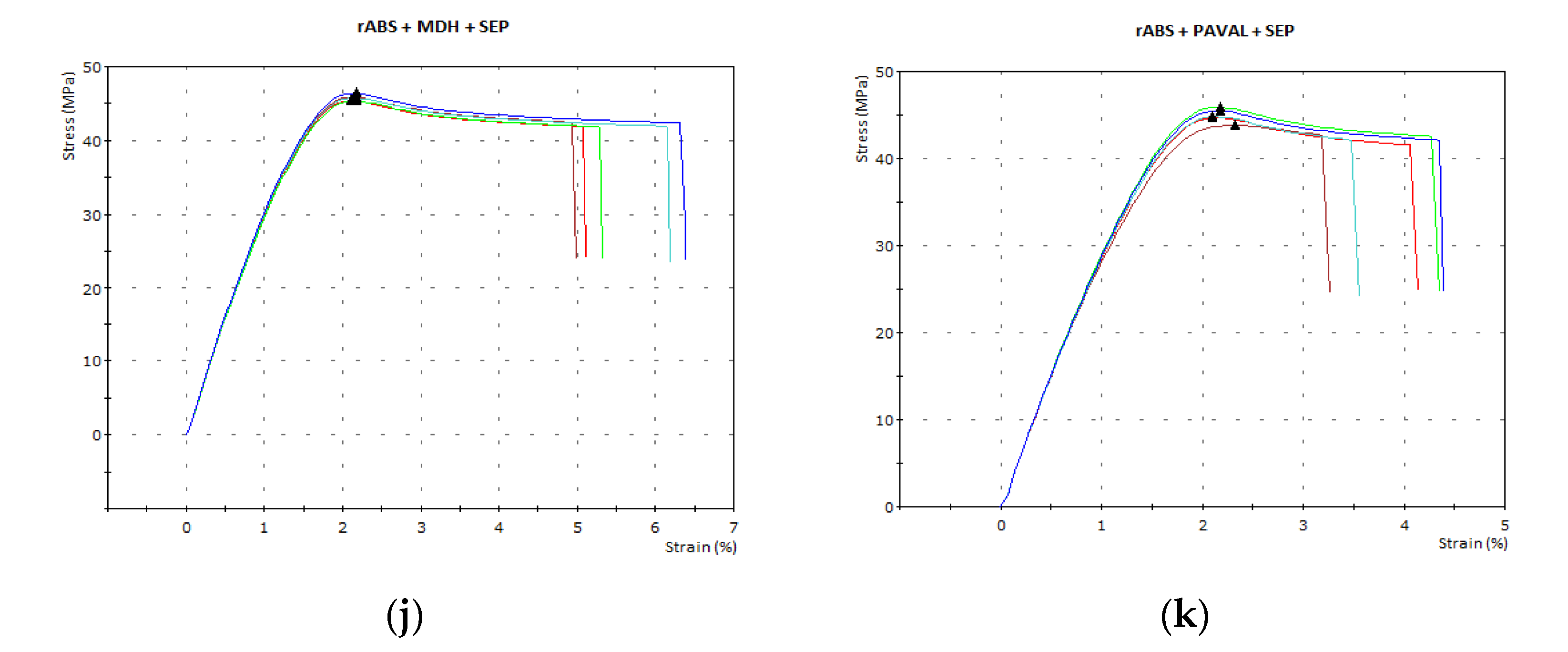
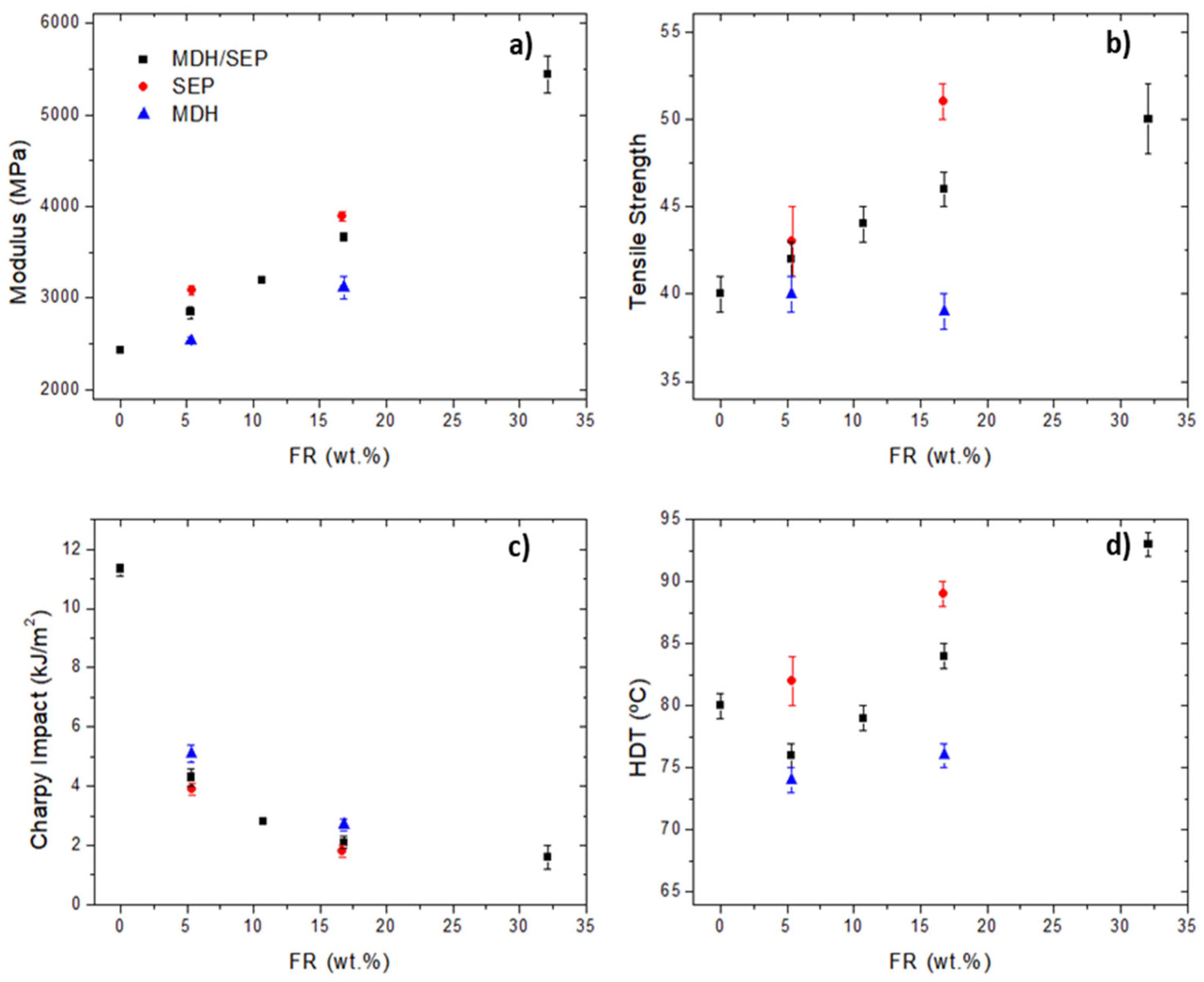
3.3.1. Mechanical Properties
3.3.2. Fire Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Camino, G.; Costa, L. Performance and Mechanisms of Fire Retardants in Polymers-A Review. Polym. Degrad. Stab. 1988, 20, 271–294. [Google Scholar] [CrossRef]
- Global Flame Retardant Market Projected to Reach US$11.96 Billion by 2025. Addit. Polym. 2017, 2017, 10–11. [CrossRef]
- Cao, Z.; Zhao, L.; Zhang, Y.; Ren, M.; Zhang, Y.; Liu, X.; Jie, J.; Wang, Z.; Li, C.; Shen, M.; et al. Influence of Air Pollution on Inhalation and Dermal Exposure of Human to Organophosphate Flame Retardants: A Case Study during a Prolonged Haze Episode. Environ. Sci. Technol. 2019, 53, 3880–3887. [Google Scholar] [CrossRef]
- Dreyer, A.; Neugebauer, F.; Rüdel, H.; Klein, R.; Lohmann, N.; Rauert, C.; Koschorreck, J. Halogenated Flame Retardants in Tree Samples Applied as Bioindicators for Atmospheric Pollution. Chemosphere 2018, 208, 233–240. [Google Scholar] [CrossRef]
- Sharkey, M.; Harrad, S.; Abou-Elwafa Abdallah, M.; Drage, D.S.; Berresheim, H. Phasing-out of Legacy Brominated Flame Retardants: The UNEP Stockholm Convention and Other Legislative Action Worldwide. Environ. Int. 2020, 144, 106041. [Google Scholar] [CrossRef] [PubMed]
- Sinha Ray, S.; Kuruma, M. Halogen-Free Flame-Retardant Polymers; Springer: Berlin/Heidelberg, Germany, 2020; Volume 294, ISBN 978-3-030-35490-9. [Google Scholar]
- He, W.; Song, P.; Yu, B.; Fang, Z.; Wang, H. Flame Retardant Polymeric Nanocomposites through the Combination of Nanomaterials and Conventional Flame Retardants. Prog. Mater. Sci. 2020, 114, 100687. [Google Scholar] [CrossRef]
- Grand View Research. Acrylonitrile Butadiene Styrene Market; Grand View Research: San Francisco, CA, USA, 2022. [Google Scholar]
- Cai, J.; Liu, Z.; Cao, B.; Guan, X.; Liu, S.; Zhao, J. Simultaneous Improvement of the Processability and Mechanical Properties of Polyamide-6 by Chain Extension in Extrusion. Ind. Eng. Chem. Res. 2020, 59, 14334–14343. [Google Scholar] [CrossRef]
- Xiaonan, L. Study on Flame Retardant ABS. Mater. Sci. Mater. Rev. 2018, 1, 1–10. [Google Scholar] [CrossRef]
- Ming-Liang, W.; Shao-Fen, H.; Dao-Hua, L.; Jia-Jun, F. Study on Recycling ABS Plastic/Nano CaCO3 /TiO2 /POEModified Composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 439, 042023. [Google Scholar] [CrossRef]
- Rahimi, M.; Esfahanian, M.; Moradi, M. Effect of Reprocessing on Shrinkage and Mechanical Properties of ABS and Investigating the Proper Blend of Virgin and Recycled ABS in Injection Molding. J. Mater. Process. Technol. 2014, 214, 2359–2365. [Google Scholar] [CrossRef]
- Schlummer, M.; Brandl, F.; Mäurer, A.; van Eldik, R. Analysis of Flame Retardant Additives in Polymer Fractions of Waste of Electric and Electronic Equipment (WEEE) by Means of HPLC–UV/MS and GPC–HPLC–UV. J. Chromatogr. A 2005, 1064, 39–51. [Google Scholar] [CrossRef] [PubMed]
- Peeters, J.R.; Vanegas, P.; Tange, L.; Van Houwelingen, J.; Duflou, J.R. Closed Loop Recycling of Plastics Containing FlameRetardants. Resour. Conserv. Recycl. 2014, 84, 35–43. [Google Scholar] [CrossRef]
- EURACTIV End of Life Recycling of WEEE Plastics Containing Brominated Flame Retardants. Available online: https://www.euractiv.com/section/circular-economy/opinion/end-of-life-recycling-of-weee-plastics-containing-brominated-flame-retardants/ (accessed on 1 May 2023).
- Haarman, A.; Magalini, F.; Courtois, J. Study on the Impacts of Brominated Flame Retardants on the Recycling of WEEE Plastics in Europe; Sofies: Geneva, Switzerland, 2020. [Google Scholar]
- Jouyandeh, M.; Vahabi, H.; Laoutid, F.; Rabiee, N.; Saeb, M.R. Flame Retardancy of Recycled Polymer Composites. In Recycling of Plastics, Metals, and Their Composites; CRC Press: Boca Raton, FL, USA, 2021; pp. 197–219. [Google Scholar]
- CREATOR Project. Available online: https://creatorproject.eu/ (accessed on 1 May 2023).
- Mark, E. Schlesinger Aluminum Recycling; CRC Press: Boca Raton, FL, USA, 2013; ISBN 978–1138073043. [Google Scholar]
- Donald, L.; Stewart, Jr.; James, C.; Daley, R.L.S. Recycling of Metals and Engineered Materials; Pickens, J.W., Stewart, D.L., Stephens, R.J.C.D., Eds.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 2000; ISBN 9781118788073. [Google Scholar]
- Zhao, W.; Kumar Kundu, C.; Li, Z.; Li, X.; Zhang, Z. Flame Retardant Treatments for Polypropylene: Strategies and Recent Advances. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106382. [Google Scholar] [CrossRef]
- Hornsby, P.R. Fire Retardant Fillers for Polymers. Int. Mater. Rev. 2001, 46, 199–210. [Google Scholar] [CrossRef]
- Norkhairunnisa, M.; Farid, B.; Chai Hua, T. Flame Retardant Nanofillers and Its Behavior in Polymer Nanocomposite. In Advanced Polymer Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2022; pp. 483–511. [Google Scholar]
- Herrero, M.; Asensio, M.; Núñez, K.; Merino, J.C.; Pastor, J.M. Morphological, Thermal, and Mechanical Behavior of Polyamide11/Sepiolite Bio-Nanocomposites Prepared by Melt Compounding and In Situ Polymerization. Polym. Compos. 2019, 40, E704–E713. [Google Scholar] [CrossRef]
- Asensio, M.; Herrero, M.; Núñez, K.; Merino, J.C.; Pastor, J.M. The Influence of Sepiolite Orientation and Concentration, on the Morphological, Thermal and Mechanical Properties of Bio-Polyamide 4.10 Nanocomposites. Polym. Eng. Sci. 2020, 60, 1035–1043. [Google Scholar] [CrossRef]
- Nikolaeva, M.; Kärki, T. A Review of Fire Retardant Processes and Chemistry, with Discussion of the Case of Wood-Plastic Composites. Balt. For. 2011, 17, 314–326. [Google Scholar]
- Chapple, S.; Anandjiwala, R. Flammability of Natural Fiber-Reinforced Composites and Strategies for Fire Retardancy: A Review. J. Thermoplast. Compos. Mater. 2010, 23, 871–893. [Google Scholar] [CrossRef]
- Elbasuney, S. Novel Multi-Component Flame Retardant System Based on Nanoscopic Aluminium-Trihydroxide (ATH). Powder Technol. 2017, 305, 538–545. [Google Scholar] [CrossRef]
- Shen, J.; Liang, J.; Lin, X.; Lin, H.; Yu, J.; Wang, S. The Flame-Retardant Mechanisms and Preparation of Polymer Composites and Their Potential Application in Construction Engineering. Polymers 2022, 14, 82. [Google Scholar] [CrossRef]
- Kausar, A. Flame Retardant Potential of Clay Nanoparticles. In Clay Nanoparticles; Elsevier: Amsterdam, The Netherlands, 2020; pp. 169–184. [Google Scholar]
- Santiago-Calvo, M.; Carracedo-Pérez, M.; Puertas, M.L.; Esteban-Cubillo, A.; Santaren, J.; Villafañe, F.; Rodríguez-Pérez, M.Á. Characterization and Properties of Water-Blown Rigid Polyurethane Foams Reinforced with Silane-Modified Nanosepiolites Functionalized with Graphite. Materials 2022, 15, 381. [Google Scholar] [CrossRef] [PubMed]
- Zare, Y.; Fasihi, M.; Rhee, K.Y. Efficiency of Stress Transfer between Polymer Matrix and Nanoplatelets in Clay/Polymer Nanocomposites. Appl. Clay Sci. 2017, 143, 265–272. [Google Scholar] [CrossRef]
- Olivato, J.B.; Marini, J.; Pollet, E.; Yamashita, F.; Grossmann, M.V.E.; Avérous, L. Elaboration, Morphology and Properties of Starch/Polyester Nano-Biocomposites Based on Sepiolite Clay. Carbohydr. Polym. 2015, 118, 250–256. [Google Scholar] [CrossRef] [PubMed]
- Iqbal Khan, Z.; Habib, U.; Binti Mohamad, Z.; Razak Bin Rahmat, A.; Amira Sahirah Binti Abdullah, N. Mechanical and Thermal Properties of Sepiolite Strengthened Thermoplastic Polymer Nanocomposites: A Comprehensive Review. Alex. Eng. J. 2022, 61, 975–990. [Google Scholar] [CrossRef]
- Castejón, P.; Antunes, M.; Arencón, D. Development of Inorganic Particle-Filled Polypropylene/High Density Polyethylene Membranes via Multilayer Co-Extrusion and Stretching. Polymers 2021, 13, 306. [Google Scholar] [CrossRef]
- Hemath, M.; Mavinkere Rangappa, S.; Kushvaha, V.; Dhakal, H.N.; Siengchin, S. A Comprehensive Review on Mechanical, Electromagnetic Radiation Shielding, and Thermal Conductivity of Fibers/Inorganic Fillers Reinforced Hybrid Polymer Composites. Polym. Compos. 2020, 41, 3940–3965. [Google Scholar] [CrossRef]
- Fernandez-Barranco, C.; Yebra-Rodriguez, A.; La Rubia-Garcia, M.D.; Navas-Martos, F.J.; Alvarez-Lloret, P. Mechanical and Crystallographic Properties of Injection-molded Polyamide 66/Sepiolite Nanocomposites with Different Clay Loading. Polym. Compos. 2015, 36, 2326–2333. [Google Scholar] [CrossRef]
- Babrauskas, V.; Peacock, R.D. Heat Release Rate: The Single Most Important Variable in Fire Hazard. Fire Saf. J. 1992, 18, 255–272. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | FR 1 | wt.% | FR 2 | wt.% | |
|---|---|---|---|---|---|
| rABS | [1] | - | - | - | - |
| Additives study | [2] | ATH | 15 | - | - |
| [3] | MDH | 15 | - | - | |
| [4] | PAVAL | 15 | - | - | |
| [5] | SEP | 15 | - | - | |
| Synergies study | [6] | ATH | 7.5 | MDH | 7.5 |
| [7] | ATH | 7.5 | PAVAL | 7.5 | |
| [8] | ATH | 7.5 | SEP | 7.5 | |
| [9] | MDH | 7.5 | PAVAL | 7.5 | |
| [10] | MDH | 7.5 | SEP | 7.5 | |
| [11] | PAVAL | 7.5 | SEP | 7.5 |
| Flame Retardant | Particle Size (µm) | Density (g/cm3) | Water Release (%) | Temperature at Which Water is Realesed (°C) |
|---|---|---|---|---|
| ATH | 20.5 ± 17.0 | 2.5 | 31 | 293 |
| MDH | 16.1 ± 9.6 | 2.4 | 27 | 400 |
| PAVAL | 1.9 ± 0.9 | 1.62 | 13 | 275 |
| SEP | <5 (aggregates) | 1.04 | 10 | 100 |
| Reference | FR | Total FR (wt%) * | Modulus (MPa) | σ (MPa) | ε (%) | Charpy (kJ/m2) | HDT (°C) | |
|---|---|---|---|---|---|---|---|---|
| rABS | [1] | - | 0 | 2435 ± 23 | 40 ± 1 | 20 ± 5 | 6.0 ± 0.2 | 80 ± 1 |
| Flame retardant study | [2] | ATH | 16.6 | 3044 ± 18 | 35 ± 1 | 14 ± 4 | 2.6 ± 0.2 | 77 ± 1 |
| [3] | MDH | 15.1 | 3118 ± 120 | 39 ± 1 | 10 ± 3 | 2.7 ± 0.2 | 76 ± 1 | |
| [4] | PAVAL | 16.5 | 2998 ± 37 | 42 ± 1 | 7 ± 2 | 2.1 ± 0.2 | 77 ± 1 | |
| [5] | SEP | 16.7 | 3894 ± 50 | 51 ± 1 | 3 ± 1 | 1.8 ± 0.2 | 89 ± 1 | |
| Synergy study | [6] | ATH + MDH | 16.6 | 2958 ± 46 | 36 ± 1 | 11 ± 4 | 2.8 ± 0.3 | 79 ± 1 |
| [7] | ATH + PAVAL | 16.5 | 2996 ± 41 | 39 ± 2 | 6 ± 1 | 2.5 ± 0.2 | 76 ± 3 | |
| [8] | ATH + SEP | 16.8 | 3563 ± 25 | 45 ± 1 | 6 ± 1 | 2.0 ± 0.3 | 85 ± 1 | |
| [9] | MDH + PAVAL | 16.5 | 3061 ± 94 | 40 ± 1 | 8 ± 1 | 2.4 ± 0.1 | 79 ± 1 | |
| [10] | MDH + SEP | 16.8 | 3669 ± 36 | 46 ± 1 | 6 ± 1 | 2.1 ± 0.2 | 84 ± 1 | |
| [11] | PAVAL + SEP | 16.1 | 3440 ± 19 | 45 ± 1 | 4 ± 1 | 2.1 ± 0.2 | 82 ± 1 |
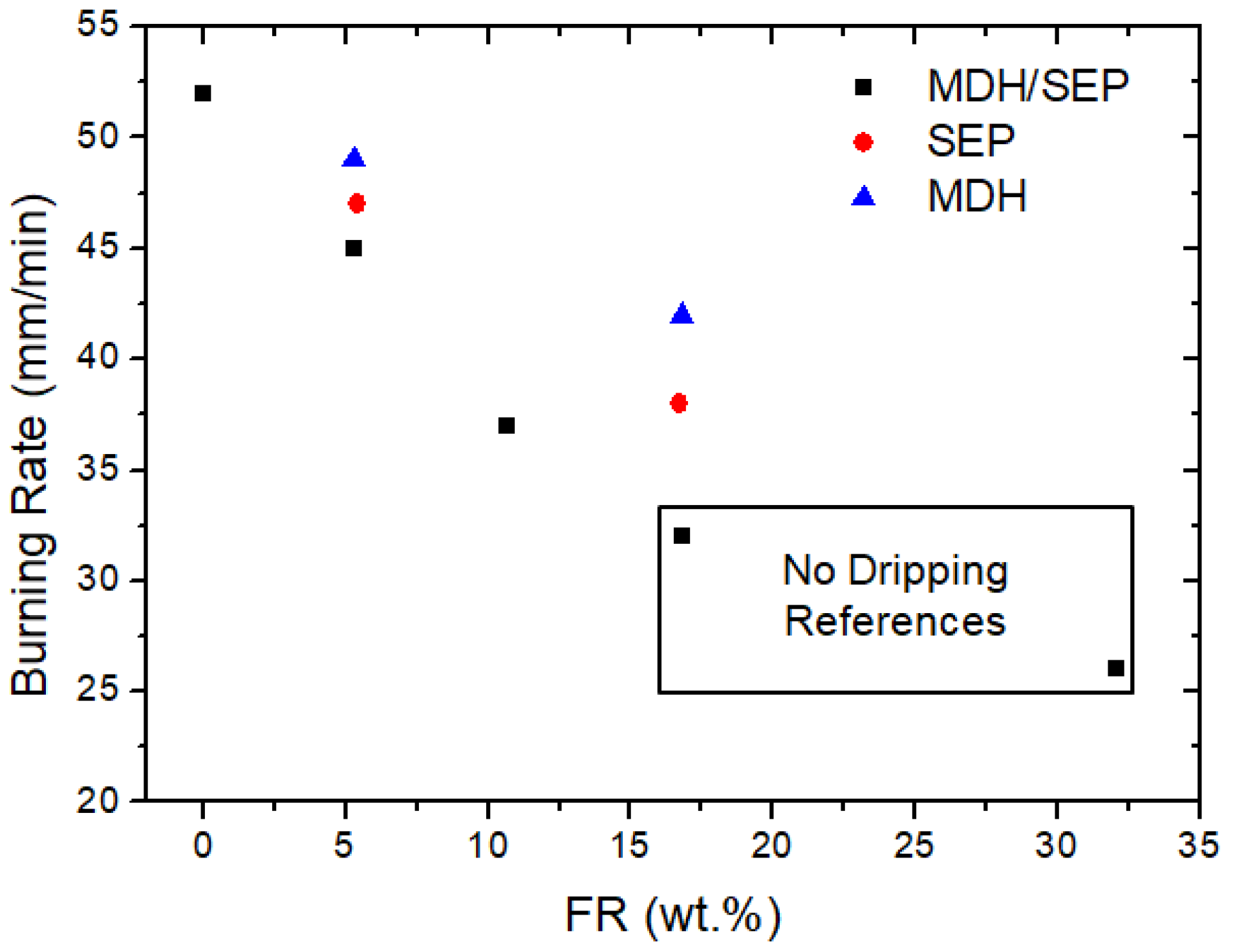
| Reference | FR | wt% | Dripping | Linear Burning Rate (mm/min) | Flammability Rating a | |
|---|---|---|---|---|---|---|
| rABS | [1] | - | 0 | YES | 52 | No rating |
| Flame retardant study | [2] | ATH | 16.6 | YES | 41 | No rating |
| [3] | MDH | 15.1 | YES | 42 | No rating | |
| [4] | PAVAL | 16.5 | YES | 42 | No rating | |
| [5] | SEP | 16.7 | YES | 38 | HB | |
| Synergy study | [6] | ATH + MDH | 16.6 | YES | 43 | No rating |
| [7] | ATH + PAVAL | 16.5 | YES | 42 | No rating | |
| [8] | ATH + SEP | 16.8 | NO | 41 | No rating | |
| [9] | MDH + PAVAL | 16.5 | YES | 42 | No rating | |
| [10] | MDH + SEP | 16.8 | NO | 32 | HB | |
| [11] | PAVAL + SEP | 16.1 | NO | 38 | HB |
| Reference | FR 1 | wt% | FR 2 | wt% | Total FR wt% (TGA) | |
|---|---|---|---|---|---|---|
| rABS | [1] | - | - | - | - | - |
| SEP | [2] | SEP | 5 | - | - | 5.4 |
| [3] | SEP | 15 | - | - | 16.7 | |
| MDH | [4] | - | - | MDH | 5 | 4.9 |
| [5] | - | - | MDH | 15 | 15.4 | |
| MDH/SEP | [6] | SEP | 2.5 | MDH | 2.5 | 5.3 |
| [7] | SEP | 5 | MDH | 5 | 10.7 | |
| [8] | SEP | 7.5 | MDH | 7.5 | 16.8 | |
| [9] | SEP | 15 | MDH | 15 | 32.1 |
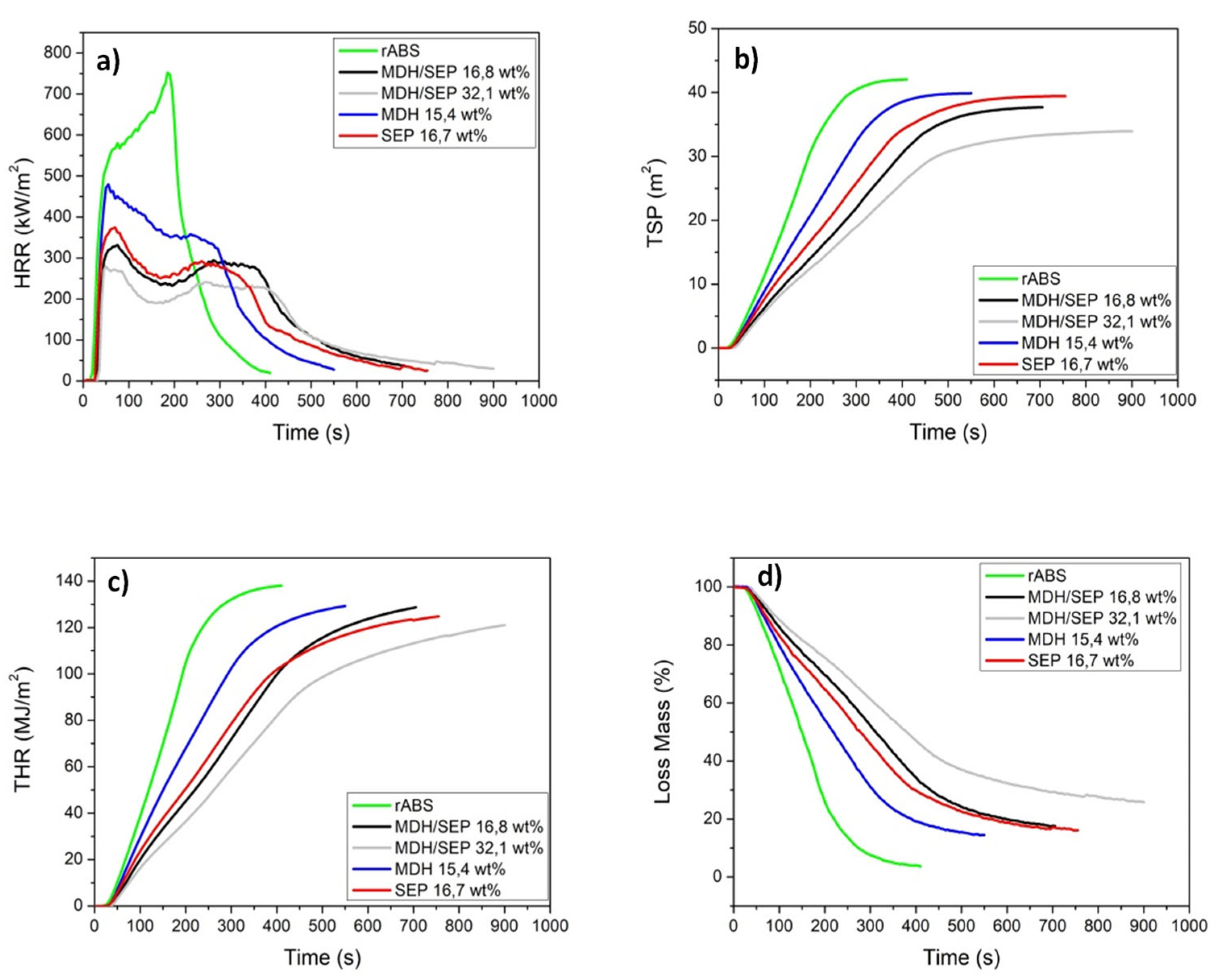
| Reference | FR 1 | wt% | FR 2 | wt% | Total FR wt% (TGA) | TTI (s) | HRR (kW/m2) | TSP (m2) | THR (MJ/m2) | Residue (%) | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| rABS | [1] | - | - | - | - | - | 20 | 752 ± 50 | 42 ± 1 | 138 ± 1 | 3.7 ± 0.2 |
| SEP | [3] | SEP | 15 | - | - | 16.7 | 25 | 374 ± 5 | 39 ± 1 | 124 ± 2 | 16.1 ± 0.3 |
| MDH | [5] | - | - | MDH | 15 | 15.4 | 25 | 477 ± 30 | 42 ± 1 | 128 ± 2 | 18.8 ± 0.2 |
| MDH/SEP | [8] | SEP | 7.5 | MDH | 7.5 | 16.8 | 30 | 337 ± 2 | 38 ± 4 | 130 ± 1 | 17.6 ± 0.1 |
| [9] | SEP | 15 | MDH | 15 | 32.1 | 35 | 279 ± 6 | 34 ± 2 | 119 ± 1 | 25.8 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez, A.; Herrero, M.; Asensio, M.; Santiago-Calvo, M.; Guerrero, J.; Cañibano, E.; Fernández, M.T.; Nuñez, K. Cooperative Effect of Chemical and Physical Processes for Flame Retardant Additives in Recycled ABS. Polymers 2023, 15, 2431. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15112431
Rodriguez A, Herrero M, Asensio M, Santiago-Calvo M, Guerrero J, Cañibano E, Fernández MT, Nuñez K. Cooperative Effect of Chemical and Physical Processes for Flame Retardant Additives in Recycled ABS. Polymers. 2023; 15(11):2431. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15112431
Chicago/Turabian StyleRodriguez, Alicia, Manuel Herrero, Maria Asensio, Mercedes Santiago-Calvo, Julia Guerrero, Esteban Cañibano, Maria Teresa Fernández, and Karina Nuñez. 2023. "Cooperative Effect of Chemical and Physical Processes for Flame Retardant Additives in Recycled ABS" Polymers 15, no. 11: 2431. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15112431