
Cognizant Fiber-Reinforced Polymer Composites Incorporating Seamlessly Integrated Sensing and Computing Circuitry
 , , ,
, , , 
Abstract
:1. Introduction
2. Experimental Methods
2.1. Materials, Design, and Fabrication
2.2. Surface Analysis
2.3. Thermogravimetric Analysis
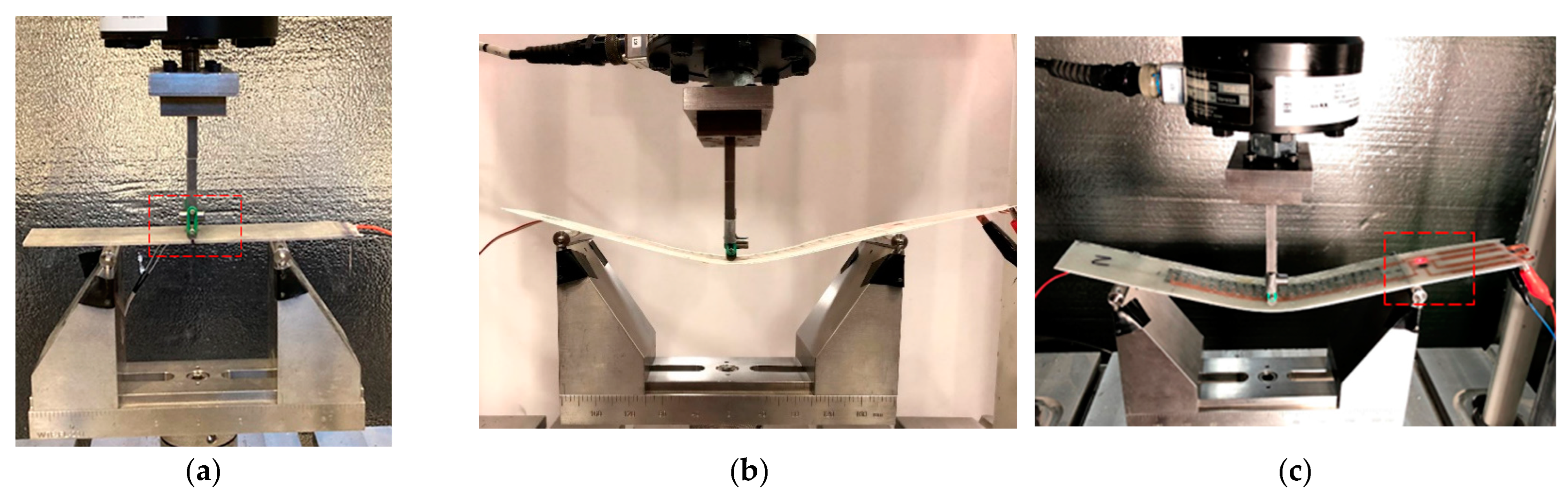
2.4. Mechanical Testing
3. Computing Circuitry Integration and Testing
4. Results and Discussion
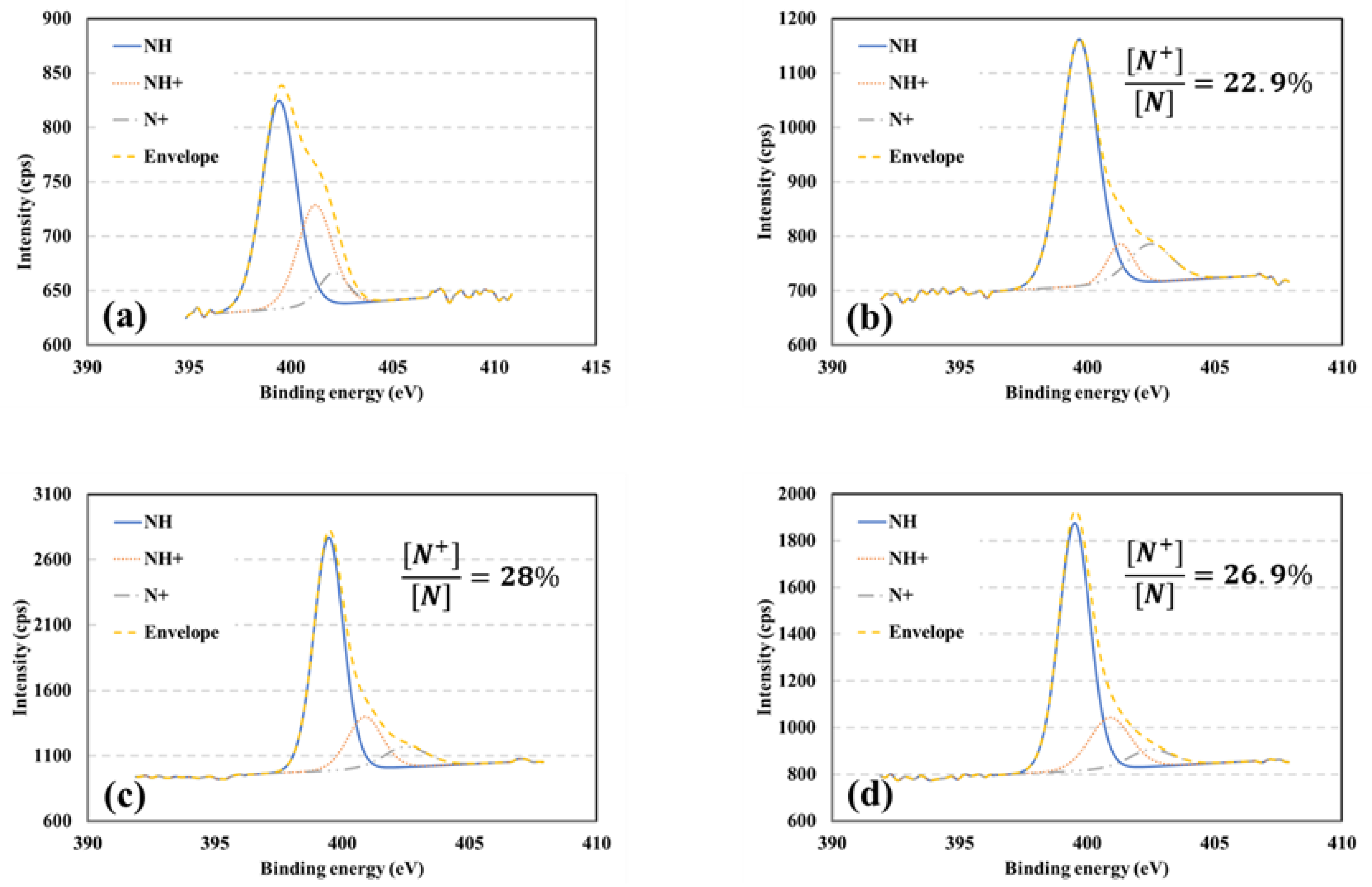
4.1. X-ray Photoelectron Spectroscopy (XPS) Analysis
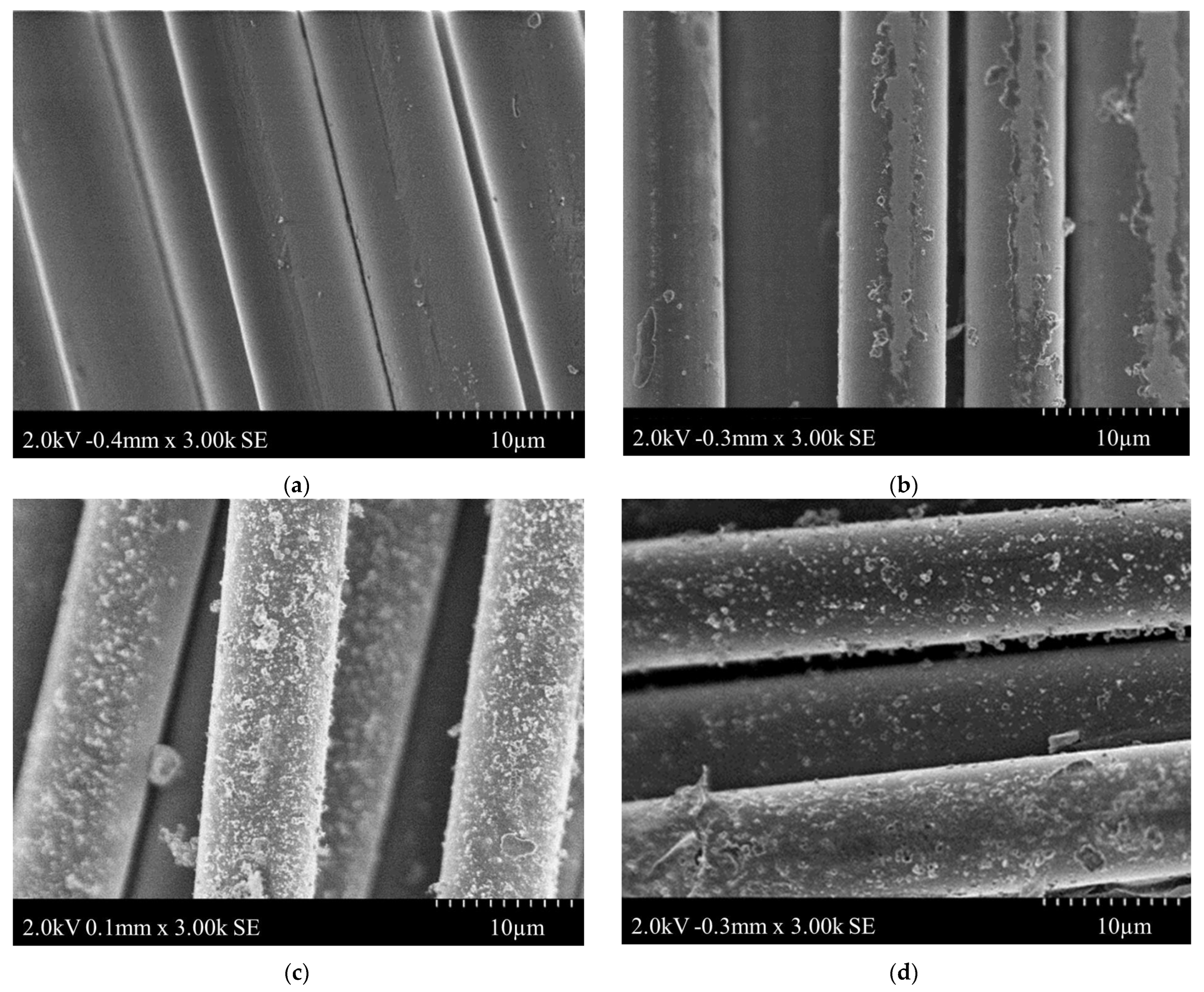
4.2. Scanning Electron Microscope Analysis (SEM)
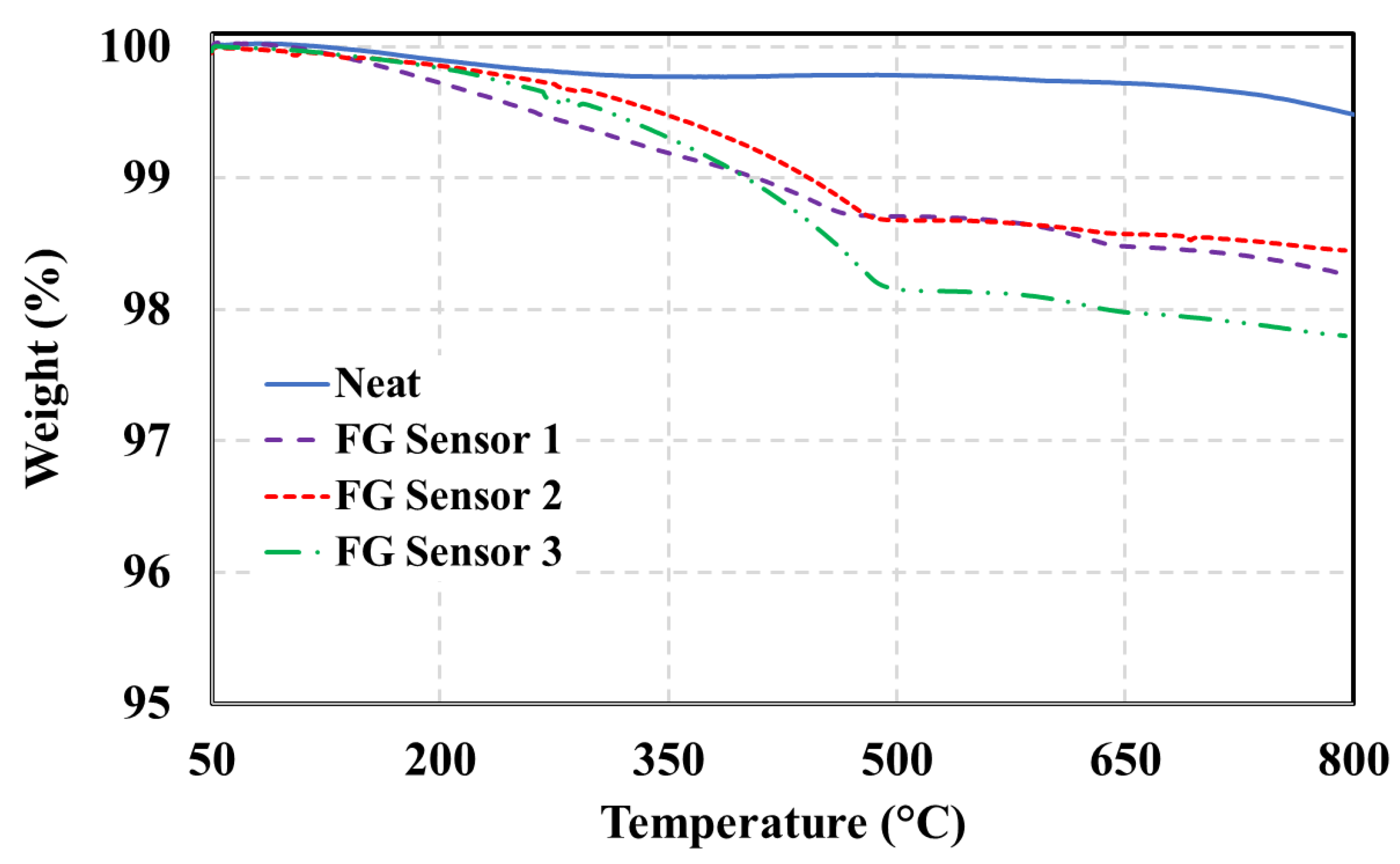
4.3. Thermal Analysis
4.4. Mechanical Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Xian, G.; Guo, R.; Li, C. Combined Effects of Sustained Bending Loading, Water Immersion and Fiber Hybrid Mode on the Mechanical Properties of CarbonGlass Fiber Reinforced Polymer Composite. Compos. Struct. 2022, 281, 115060. [Google Scholar] [CrossRef]
- Wu, J.; Zhu, Y.; Li, C. Experimental Investigation of Fatigue Capacity of Bending-Anchored CFRP Cables. Polymers 2023, 15, 2483. [Google Scholar] [CrossRef]
- Abed, F.; Mehaini, Z.; Oucif, C.; Abdul–Latif, A.; Baleh, R. Quasi-static and dynamic response of GFRP and BFRP bars under compression. Compos. Part C Open Access 2020, 2, 100034. [Google Scholar] [CrossRef]
- Yadav, A.; Hiremath, M.M.; Prusty, R.K.; Ray, B.C. Enhancement of mechanical properties of glass fiber reinforced vinyl ester composites by embedding multi-walled carbon nanotubes through solution processing technique. Mater. Today Proc. 2020, 27, 1045–1050. [Google Scholar] [CrossRef]
- Hota, G.; Barker, W.; Manalo, A. Degradation mechanism of glass fibervinylester-based composite materials under accelerated and natural aging. Constr. Build. Mater. 2020, 256, 119462. [Google Scholar] [CrossRef]
- Kalamkarov, A.; MacDonald, D.; Fitzgerald, S.; Georgiades, A. Reliability assessment of pultruded FRP reinforcements with embedded fiber optic sensors. Compos. Struct. 2000, 50, 69–78. [Google Scholar] [CrossRef]
- Lee, S.Y.; Ahn, B.H.; Moon, C.K. Study on the Durability of E-Glass FiberVinylester Resin Composites in Various Environment. Solid State Phenom. 2021, 124–126, 835–838. [Google Scholar] [CrossRef]
- Mieloszyk, M.; Majewska, K.; Ostachowicz, W. Application of embedded fibre Bragg grating sensors for structural health monitoring of complex composite structures for marine applications. Mar. Struct. 2021, 76, 102903. [Google Scholar] [CrossRef]
- Bonsu, A.O.; Liang, W.; Mensah, C.; Yang, B. Assessing the mechanical behavior of glass and basalt reinforced vinyl ester composite under artificial seawater environment. Structures 2022, 38, 961–978. [Google Scholar] [CrossRef]
- Sen, R.; Mullins, G.; Salem, T. Durability of E-GlassVinylester Reinforcement in Alkaline Solution. ACI Struct. J. 2002, 99, 369–375. [Google Scholar] [CrossRef]
- Yadav, A.; Fulmali, A.O.; Prusty, R.K.; Ray, B.C. Effect of cure kinetics and nano-materials on glass fibervinyl ester composites: An assessment on mechanical, thermal and fracture morphology. Mater. Today Proc. 2020, 33, 4937–4941. [Google Scholar] [CrossRef]
- Weng, W.; Yang, J.; Zhang, Y.; Li, Y.; Yang, S.; Zhu, L.; Zhu, M. A Route Toward Smart System Integration: From Fiber Design to Device Construction. Adv. Mater. 2020, 32, e1902301. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, O.; Wang, X.; Tran, M.-V.; Ismadi, M.-Z. Advancements in fiber-reinforced polymer composite materials damage detection methods: Towards achieving energy-efficient SHM systems. Compos. Part B Eng. 2021, 223, 109136. [Google Scholar] [CrossRef]
- Chung, D.D.L. Composites get smart. Mater. Today 2002, 5, 30–35. [Google Scholar] [CrossRef]
- Masoud, M.; Jaradat, Y.; Manasrah, A.; Jannoud, I. Sensors of Smart Devices in the Internet of Everything (IoE) Era: Big Opportunities and Massive Doubts. J. Sens. 2019, 2019, 6514520. [Google Scholar] [CrossRef]
- Ghosh, P.; Rao, A.; Srinivasa, A.R. Design of multi-state and smart-bias components using Shape Memory Alloy and Shape Memory Polymer composites. Mater. Des. 2013, 44, 164–171. [Google Scholar] [CrossRef]
- Qureshi, Y.; Tarfaoui, M.; Lafdi, K.K.; Lafdi, K. Development of microscale flexible nylonAg strain sensor wire for real-time monitoring and damage detection in composite structures subjected to three-point bend test. Compos. Sci. Technol. 2019, 181, 107693. [Google Scholar] [CrossRef]
- Mirabedini, A.; Ang, A.; Nikzad, M.; Fox, B.; Lau, K.-T.; Hameed, N. Evolving Strategies for Producing Multiscale Graphene-Enhanced Fiber-Reinforced Polymer Composites for Smart Structural Applications. Adv. Sci. 2020, 7, 1903501. [Google Scholar] [CrossRef]
- Nauman, S. Piezoresistive Sensing Approaches for Structural Health Monitoring of Polymer Composites—A Review. Eng 2021, 2, 197–226. [Google Scholar] [CrossRef]
- Leng, J.; Lu, H.; Liu, Y.; Huang, W.M.; Du, S. Shape-Memory Polymers—A Class of Novel Smart Materials. MRS Bull. 2009, 34, 848–855. [Google Scholar] [CrossRef]
- Mariani, S.; Corigliano, A.; Caimmi, F.; Bruggi, M.; Bendiscioli, P.; De Fazio, M. MEMS-based surface mounted health monitoring system for composite laminates. Microelectron. J. 2013, 44, 598–605. [Google Scholar] [CrossRef]
- Tang, H.-Y.; Winkelmann, C.; Lestari, W.; La Saponara, V. Composite Structural Health Monitoring Through Use of Embedded PZT Sensors. J. Intell. Mater. Syst. Struct. 2011, 22, 739–755. [Google Scholar] [CrossRef]
- Andreades, C.; Mahmoodi, P.; Ciampa, F. Characterisation of smart CFRP composites with embedded PZT transducers for non-linear ultrasonic applications. Compos. Struct. 2018, 206, 456–466. [Google Scholar] [CrossRef]
- Yan, X.; Courtney, C.R.; Bowen, C.R.; Gathercole, N.; Wen, T.; Jia, Y.; Shi, Y. In situ fabrication of carbon fibre–reinforced polymer composites with embedded piezoelectrics for inspection and energy harvesting applications. J. Intell. Mater. Syst. Struct. 2020, 31, 1910–1919. [Google Scholar] [CrossRef]
- Yang, Y.; Vervust, T.; Dunphy, S.; Van Put, S.; Vandecasteele, B.; Dhaenens, K.; Degrendele, L.; Mader, L.; De Vriese, L.; Martens, T.; et al. 3D Multifunctional Composites Based on Large-Area Stretchable Circuit with Thermoforming Technology. Adv. Elec-tron. Mater. 2018, 4, 1800071. [Google Scholar] [CrossRef]
- Butler, S.; Gurvich, M.; Ghoshal, A.; Welsh, G.; Attridge, P.; Winston, H.; Urban, M.; Bordick, N. Effect of embedded sensors on interlaminar damage in composite structures. J. Intell. Mater. Syst. Struct. 2011, 22, 1857–1868. [Google Scholar] [CrossRef]
- Wang, S.; Kowalik, D.P.; Chung, D.D.L. Self-sensing attained in carbon-fiber–polymer-matrix structural composites by using the interlaminar interface as a sensor. Smart Mater. Struct. 2004, 13, 570–592. [Google Scholar] [CrossRef]
- Gallo, G.J.; Thostenson, E.T. Electrical characterization and modeling of carbon nanotube and carbon fiber self-sensing com-posites for enhanced sensing of microcracks. Mater. Today Commun. 2015, 3, 17–26. [Google Scholar] [CrossRef]
- Sebastian, J.; Schehl, N.; Bouchard, M.; Boehle, M.; Li, L.; Lagounov, A.; Lafdi, K. Health monitoring of structural composites with em-bedded carbon nanotube coated glass fiber sensors. Carbon 2014, 66, 191–200. [Google Scholar] [CrossRef]
- Boehle, M.; Jiang, Q.; Li, L.; Lagounov, A.; Lafdi, K. Carbon nanotubes grown on glass fiber as a strain sensor for real time structural health monitoring. Int. J. Smart Nano Mater. 2012, 3, 162–168. [Google Scholar] [CrossRef]
- Al-Haik, M.; Dai, J.; Garcia, D.; Chavez, J.; Taha, M.R.; Luhrs, C.; Phillips, J. Novel Growth of Multiscale Carbon Nanofilaments on Carbon and Glass Fibers. Nanosci. Nanotechnol. Lett. 2009, 1, 122–127. [Google Scholar] [CrossRef]
- Luhrs, C.C.; Garcia, D.; Tehrani, M.; Al-Haik, M.; Taha, M.R.; Phillips, J. Generation of carbon nanofilaments on carbon fibers at 550 °C. Carbon 2009, 47, 3071–3078. [Google Scholar] [CrossRef]
- Wang, G.; Wang, Y.; Zhang, P.; Zhai, Y.; Luo, Y.; Li, L.; Luo, S. Structure dependent properties of carbon nanomaterials enabled fiber sensors for in situ monitoring of composites. Compos. Struct. 2018, 195, 36–44. [Google Scholar] [CrossRef]
- Kim, I.; Cho, G. Polyurethane Nanofiber Strain Sensors via in situ Polymerization of Polypyrrole and Application to Monitoring Joint Flexion. Smart Mater. Struct. 2018, 27, 075006. [Google Scholar] [CrossRef]
- Chen, X.; Li, B.; Qiao, Y.; Lu, Z. Preparing Polypyrrole-Coated Stretchable Textile via Low-Temperature Interfacial Polymeri-zation for Highly Sensitive Strain Sensor. Micromachines 2019, 10, 788. [Google Scholar] [CrossRef] [PubMed]
- Li, T.; Wang, X.; Jiang, S.; Ding, X.; Li, Q. Study on electromechanical property of polypyrrole-coated strain sensors based on polyurethane and its hybrid covered yarns. Sens. Actuators A Phys. 2020, 306, 111958. [Google Scholar] [CrossRef]
- Xu, X.; Wu, S.; Cui, J.; Yang, L.; Wu, K.; Chen, X.; Sun, D. Highly stretchable and sensitive strain sensor based on polypyrrole coated bacterial cellulose fibrous network for human motion detection. Compos. Part B Eng. 2021, 211, 108665. [Google Scholar] [CrossRef]
- Xue, P.; Wang, J.; Tao, X. Flexible textile strain sensors from polypyrrole-coated XLA™ elastic fibers. High Perform. Polym. 2013, 26, 364–370. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, X.; Leung, M.; Tsang, J.; Tao, X.; Yuen, M. A flexible strain sensor from polypyrrole-coated fabrics. Synth. Met. 2005, 155, 89–94. [Google Scholar] [CrossRef]
- Cucchi, I.; Boschi, A.; Arosio, C.; Bertini, F.; Freddi, G.; Catellani, M. Bio-based conductive composites: Preparation and properties of polypyrrole (PPy)-coated silk fabrics. Synth. Met. 2009, 159, 246–253. [Google Scholar] [CrossRef]
- Macasaquit, A.C.; Binag, C.A. Preparation of conducting polyester textile by in situ polymerization of pyrrole. Philipp. J. Sci. 2010, 139, 189–196. [Google Scholar]
- Bober, P.; Stejskal, J.; Šeděnková, I.; Trchová, M.; Martinková, L.; Marek, J. The deposition of globular polypyrrole and polypyrrole nanotubes on cotton textile. Appl. Surf. Sci. 2015, 356, 737–741. [Google Scholar] [CrossRef]
- Chatterjee, A.; Maity, S. A comparative study of reaction kinetics of in-situ chemical polymerization of polypyrrole onto various textile fibres. Surf. Coat. Technol. 2017, 324, 569–576. [Google Scholar] [CrossRef]
- Hu, L.; Wan, Y.; Zhang, Q.; Serpe, M.J. Harnessing the Power of Stimuli-Responsive Polymers for Actuation. Adv. Funct. Mater. 2019, 30, 1903471. [Google Scholar] [CrossRef]
- Ferreira, A.D.B.; Nóvoa, P.R.; Marques, A.T. Multifunctional Material Systems: A state-of-the-art review. Compos. Struct. 2016, 151, 3–35. [Google Scholar] [CrossRef]
- Taha, M.M.R.; Noureldin, A.; Lucero, J.L.; Baca, T.J. Wavelet Transform for Structural Health Monitoring: A Compendium of Uses and Features. Struct. Health Monit. 2006, 5, 267–295. [Google Scholar] [CrossRef]
- Walther, A. Viewpoint: From Responsive to Adaptive and Interactive Materials and Materials Systems: A Roadmap. Adv. Mater. 2020, 32, 1905111. [Google Scholar] [CrossRef] [PubMed]
- Buechley, L.; Eisenberg, M. Fabric PCBs, electronic sequins, and socket buttons: Techniques for e-textile craft. Pers. Ubiquitous Comput. 2009, 13, 133–150. [Google Scholar] [CrossRef]
- Yang, X.; Nisser, M.; Mueller, S. CompuMat: A Computational Composite Material for Tangible Interaction. In Proceedings of the Seventeenth International Conference on Tangible, Embedded, and Embodied Interaction, Warsaw, Poland, 26 February–1 March 2023; Association for Computing Machinery: New York, NY, USA; pp. 1–5. [Google Scholar]
- Aliqué, M.; Simão, C.D.; Murillo, G.; Moya, A. Fully-Printed Piezoelectric Devices for Flexible Electronics Applications. Adv. Mater. Technol. 2021, 6, 2001020. [Google Scholar] [CrossRef]
- MacDonald, W.A. Latest Advances in Substrates for Flexible Electronics. In Large Area and Flexible Electronics; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2015; pp. 291–314. ISBN 978-3-527-67997-3. [Google Scholar]
- Lv, J.; Zhang, L.; Zhong, Y.; Sui, X.; Wang, B.; Chen, Z.; Feng, X.; Xu, H.; Mao, Z. High-performance polypyrrole coated knitted cotton fabric electrodes for wearable energy storage. Org. Electron. 2019, 74, 59–68. [Google Scholar] [CrossRef]
- Jang, T.S.; Oh, D.S.; Kim, J.K.; Kang, K.I.; Cha, W.H.; Rhee, S.W. Development of Multi-Functional Composite Structures with Embedded Electronics for Space Application. Acta Astronaut. 2011, 68, 240–252. [Google Scholar] [CrossRef]
- Honnet, C.; Perner-Wilson, H.; Teyssier, M.; Fruchard, B.; Steimle, J.; Baptista, A.C.; Strohmeier, P. PolySense: Augmenting Textiles with Electrical Functionality using In-Situ Polymerization. In Proceedings of the 2020 CHI Conference on Human Factors in Computing Systems, Honolulu, Hawai, 25–30 April 2020; Volume 20. [Google Scholar] [CrossRef]
- Molina, J.; Fernández, J.; Del Río, A.I.; Lapuente, R.; Bonastre, J.; Cases, F. Stability of conducting polyesterpolypyrrole fabrics in different pH solutions. Chemical and electrochemical characterization. Polym. Degrad. Stab. 2010, 95, 2574–2583. [Google Scholar] [CrossRef]
- Zhang, B.; Zhou, P.; Xu, Y.; Lin, J.; Li, H.; Bai, Y.; Zhu, J.; Mao, S.; Wang, J. Gravity-assisted synthesis of micronano-structured polypyrrole for super-capacitors. Chem. Eng. J. 2017, 330, 1060–1067. [Google Scholar] [CrossRef]
- Aly, K.; Li, A.; Bradford, P.D. Compressive piezoresistive behavior of carbon nanotube sheets embedded in woven glass fiber reinforced composites. Compos. B Eng. 2017, 116, 459–470. [Google Scholar] [CrossRef]
- Luo, S.; Wang, G.; Wang, Y.; Xu, Y.; Luo, Y. Carbon nanomaterials enabled fiber sensors: A structure-oriented strategy for highly sensitive and versatile in situ monitoring of composite curing process. Compos. Part B Eng. 2019, 166, 645–652. [Google Scholar] [CrossRef]
- Reda Taha, M.M.; Lucero, J. Damage identification for structural health monitoring using fuzzy pattern recognition. Eng. Struct. 2005, 27, 1774–1783. [Google Scholar] [CrossRef]
- McEvoy, M.A.; Correll, N. Materials that couple sensing, actuation, computation, and communication. Science 2015, 347, 1261689. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
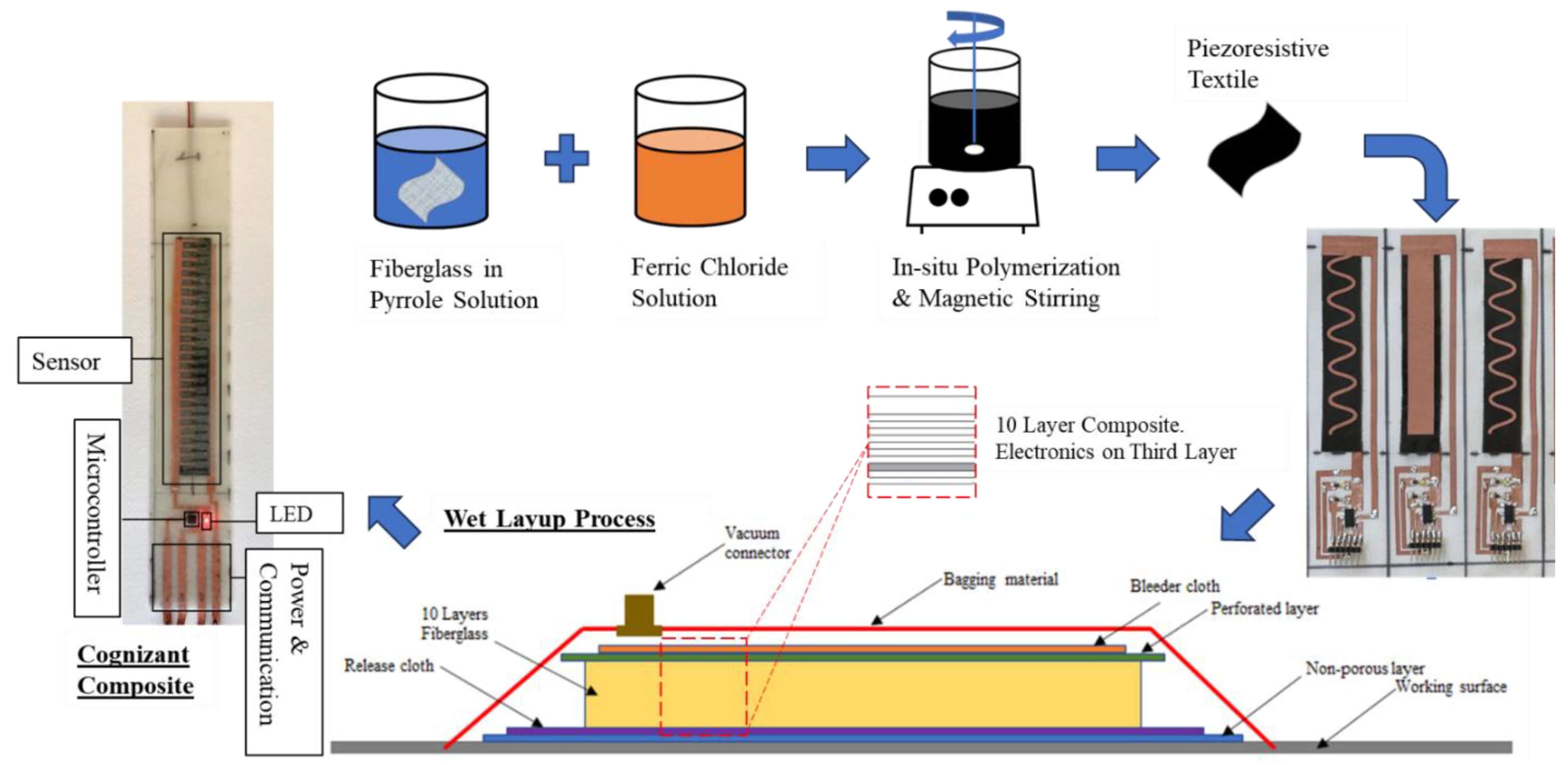
| FG Sensor | Ferric Chloride (g) | Soak Time (h) |
|---|---|---|
| FG Sensor 1 | 10 | 1 |
| FG Sensor 2 | 10 | 6 |
| FG Sensor 3 | 20 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaradat, M.; Duran, J.L.; Murcia, D.H.; Buechley, L.; Shen, Y.-L.; Christodoulou, C.; Taha, M.R. Cognizant Fiber-Reinforced Polymer Composites Incorporating Seamlessly Integrated Sensing and Computing Circuitry. Polymers 2023, 15, 4401. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15224401
Jaradat M, Duran JL, Murcia DH, Buechley L, Shen Y-L, Christodoulou C, Taha MR. Cognizant Fiber-Reinforced Polymer Composites Incorporating Seamlessly Integrated Sensing and Computing Circuitry. Polymers. 2023; 15(22):4401. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15224401
Chicago/Turabian StyleJaradat, Mohammed, Jorge Loredo Duran, Daniel Heras Murcia, Leah Buechley, Yu-Lin Shen, Christos Christodoulou, and Mahmoud Reda Taha. 2023. "Cognizant Fiber-Reinforced Polymer Composites Incorporating Seamlessly Integrated Sensing and Computing Circuitry" Polymers 15, no. 22: 4401. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15224401