

Optimization of Isocyanate Content in PF/pMDI Adhesive for the Production of High-Performing Particleboards
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Determination of Properties of PF and PF/pMDI Adhesives
2.3. Impregnation of Wood Particles and Particleboard Manufacturing
2.4. Determination of Particleboards Properties
2.5. Statistical Analysis
3. Results and Discussion
4. Conclusions
- As the amount of pMDI increases, an increase in viscosity, solid content, and pH of the adhesive mixtures can be observed.
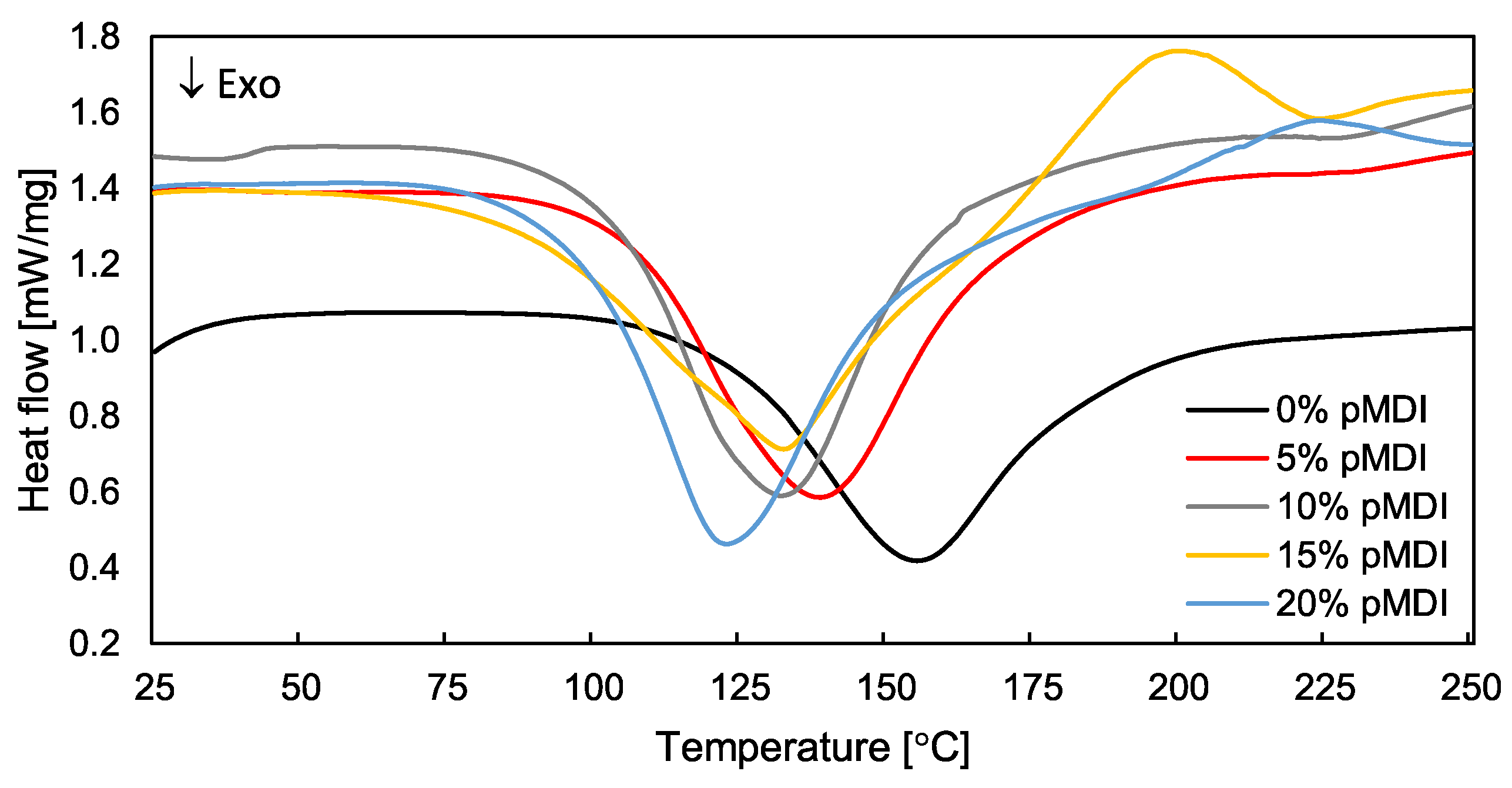
- The modification of PF resin using pMDI positively affects the condensation kinetics and reactivity of adhesive mixtures, as evidenced by a decrease in peak temperature and an increase in total heat release.
- The addition of pMDI in the range of 5% to 15% leads to a gradual decrease in the thermal stability of hybrid resins at temperatures above 300 °C. Further increasing the pMDI content to 20% contributes to an enhancement in resin thermostability in the temperature range up to 350 °C.
- Impregnation of wood particles does not affect the density of resultant particleboards, regardless of the share of fire retardant-treated wood. However, their mechanical properties, such as bending strength, modulus of elasticity and internal bond, deteriorate in the case of boards bonded using neat PF resin.
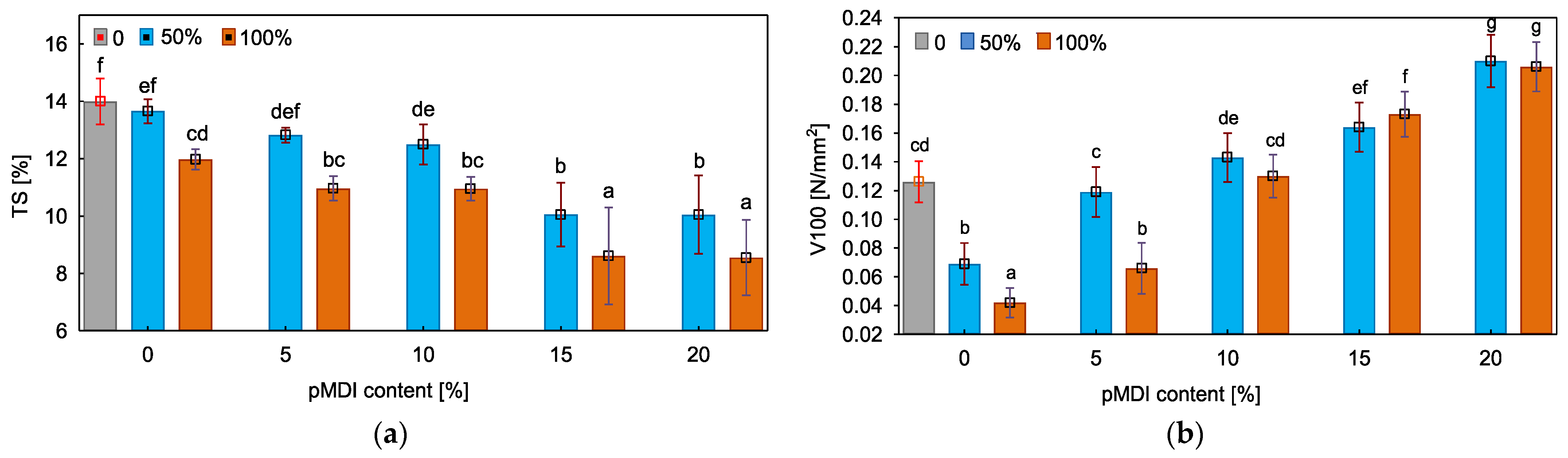
- The enhancement of PF resin using pMDI results in improved mechanical properties and water resistance of these boards and allows the production of materials with properties as good as the untreated board.
- The loading of pMDI was optimized to be 5% in the case of particleboards containing 50% impregnated particles and 10% for boards produced using 100% impregnated wood. These materials can be classified as P4 particleboards; to upgrade the class to P5, the loading of pMDI should be increased to 15%.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Frihart, C.R. Introduction to Special Issue: Wood Adhesives: Past, Present, and Future. For. Prod. J. 2015, 65, 4–8. [Google Scholar] [CrossRef]
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; van Herwijnen, H.W. Technological Performance of Formaldehyde-Free Adhesive Alternatives for Particleboard Industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Zenkteler, M. Kleje i Klejenie Drewna; Wydawnictwo AR w Poznaniu: Poznań, Poland, 1996. [Google Scholar]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.N. Recent Progress in Ultra-Low Formaldehyde Emitting Adhesive Systems and Formaldehyde Scavengers in Wood-Based Panels: A Review. Wood Mater. Sci. Eng. 2023, 18, 763–782. [Google Scholar] [CrossRef]
- Kumar, R.N.; Pizzi, A. Environmental Aspects of Adhesives–Emission of Formaldehyde. In Adhesives for Wood and Lignocellulosic Materials; Wiley-Scrivener Publishing: Hoboken, NJ, USA, 2019; pp. 293–312. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Noshchenko, G.; Kačík, F.; Bekhta, N. Characteristics of Beech Bark and Its Effect on Properties of UF Adhesive and on Bonding Strength and Formaldehyde Emission of Plywood Panels. Eur. J. Wood Wood Prod. 2021, 79, 423–433. [Google Scholar] [CrossRef]
- Chrobak, J.; Iłowska, J.; Chrobok, A. Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners. Molecules 2022, 27, 4862. [Google Scholar] [CrossRef] [PubMed]
- Dorieh, A.; Ayrilmis, N.; Pour, M.F.; Movahed, S.G.; Kiamahalleh, M.V.; Shahavi, M.H.; Hatefnia, H.; Mehdinia, M. Phenol Formaldehyde Resin Modified by Cellulose and Lignin Nanomaterials: Review and Recent Progress. Int. J. Biol. Macromol. 2022, 222, 1888–1907. [Google Scholar] [CrossRef] [PubMed]
- Dorieh, A.; Selakjani, P.P.; Shahavi, M.H.; Pizzi, A.; Movahed, S.G.; Pour, M.F.; Aghaei, R. Recent Developments in the Performance of Micro/Nanoparticle-Modified Urea-Formaldehyde Resins Used as Wood-Based Composite Binders: A Review. Int. J. Adhes. Adhes. 2022, 114, 103106. [Google Scholar] [CrossRef]
- Dziurka, D. pMDI Jako Środek Wiążący w Przemyśle Tworzyw Drzewnych; Wydawnictwo Uniwersytetu Przyrodniczego w Poznaniu: Poznań, Poland, 2013. [Google Scholar]
- Gaul, J.M.; Nguyen, T.; Babiec, J.S., Jr. Novel Isocyanate Binder Systems for Composite Wood Panels. J. Elastomers Plast. 1984, 16, 206–228. [Google Scholar] [CrossRef]
- Chen, H.; Nair, S.S.; Chauhan, P.; Yan, N. Lignin Containing Cellulose Nanofibril Application in pMDI Wood Adhesives for Drastically Improved Gap-Filling Properties with Robust Bondline Interfaces. Chem. Eng. J. 2019, 360, 393–401. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. UF-pMDI Hybrid Resin for Waterproof Particleboards Manufactured at a Shortened Pressing Time. Drv. Ind. 2010, 61, 245–249. [Google Scholar]
- Dziurka, D.; Lecka, J.; Jablonski, M. Properties of Plywood Resinated with UF and MUPF Resins Modified with PMDI. Ann. Wars. Univ. Life Sci.-SGGW. For. Wood Technol. 2007, 61, 194–199. [Google Scholar]
- Lubis, M.A.R.; Park, B.-D.; Lee, S.-M. Modification of Urea-Formaldehyde Resin Adhesives with Blocked Isocyanates Using Sodium Bisulfite. Int. J. Adhes. Adhes. 2017, 73, 118–124. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.-D.; Lee, S.-M. Microencapsulation of Polymeric Isocyanate for the Modification of Urea-Formaldehyde Resins. Int. J. Adhes. Adhes. 2020, 100, 102599. [Google Scholar] [CrossRef]
- Wang, S.-Y.; Yang, T.-H.; Lin, L.-T.; Lin, C.-J.; Tsai, M.-J. Properties of Low-Formaldehyde-Emission Particleboard Made from Recycled Wood-Waste Chips Sprayed with PMDI/PF Resin. Build. Environ. 2007, 42, 2472–2479. [Google Scholar] [CrossRef]
- Mirski, R.; Banaszak, A.; Kerber, J. Properties of OSB Glued with PMDI-Modified PF Resin. Intercathedra 2015, 31, 59–64. [Google Scholar]
- Pizzi, A.; Valenzuela, J.; Westermeyer, C. Non-Emulsifiable, Water-Based, Mixed Diisocyanate Adhesive Systems for Exterior Plywood. Part II. Theory Application and Industrial Results. Holzfroschung 1993, 47, 68–71. [Google Scholar] [CrossRef]
- Czarnecki, R.; Dukarska, D.; Osiecki, R. Properties of Plywood Produced with Use of Phenol-Formaldehyde Resin Modified with PMDI. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2009, 68, 87–91. [Google Scholar]
- Dukarska, D.; Czarnecki, R.; Dziurka, D.; Mirski, R. Construction Particleboards Made from Rapeseed Straw Glued with Hybrid pMDI/PF Resin. Eur. J. Wood Wood Prod. 2017, 75, 175–184. [Google Scholar] [CrossRef]
- Zeleniuc, O.; Brenci, L.-M.; Cosereanu, C.; Fotin, A. Influence of Adhesive Type and Content on the Properties of Particleboard Made from Sunflower Husks. BioResources 2019, 14, 7316–7331. [Google Scholar] [CrossRef]
- Özlüsoylu, İ.; İstek, A. The Effect of Hybrid Resin Usage on Thermal Conductivity in Ecological Insulation Panel Production. In Proceedings of the 4th International Conference on Engineering Technology and Applied Sciences, Kiev, Ukraine, 24–28 April 2019; pp. 292–296. [Google Scholar]
- Lykidis, C.; Parnavela, C.; Goulounis, N.; Grigoriou, A. Potential for Utilizing Waste Corrugated Paper Containers into Wood Composites Using UF and PMDI Resin Systems. Eur. J. Wood Wood Prod. 2012, 70, 811–818. [Google Scholar] [CrossRef]
- Dukarska, D.; Buszka, K.; Modzelewska, I. Kraft Scrap Paper Pulp as a Substitute of Wood Chips in Manufacture of Particleboards Resinated with Hybrid Pf/Pmdi Resin. Maderas. Cienc. Y Tecnol. 2018, 20, 161–170. [Google Scholar] [CrossRef]
- Seo, H.J.; Kim, S.; Huh, W.; Park, K.-W.; Lee, D.R.; Son, D.W.; Kim, Y.-S. Enhancing the Flame-Retardant Performance of Wood-Based Materials Using Carbon-Based Materials. J. Therm. Anal. Calorim. 2016, 123, 1935–1942. [Google Scholar] [CrossRef]
- Harada, T.; Uesugi, S.; Masuda, H. Fire Resistance of Thick Wood-Based Boards. J. Wood Sci. 2006, 52, 544–551. [Google Scholar] [CrossRef]
- Thomas, A.; Moinuddin, K.; Zhu, H.; Joseph, P. Passive Fire Protection of Wood Using Some Bio-Derived Fire Retardants. Fire Saf. J. 2021, 120, 103074. [Google Scholar] [CrossRef]
- Bekhta, P.; Bryn, O.; Sedliacik, J.; Novák, I. Effect of Different Fire Retardants on Birch Plywood Properties. Acta Fac. Xylologiae Zvolen 2016, 58, 59–66. [Google Scholar]
- Bryn, O.; Bekhta, P.; Sedliačik, J.; Forosz, V.; Galysh, V. The Effect of Diffusive Impregnation of Birch Veneers with Fire Retardant on Plywood Properties. BioResources 2016, 11, 9112–9125. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Dundar, T.; Candan, Z.; Akbulut, T. Wettability of Fire Retardant Treated Laminated Veneer Lumber (LVL) Manufactured from Veneers Dried at Different Temperatures. BioResources 2009, 4, 1536–1544. [Google Scholar] [CrossRef]
- Du, C.G.; Song, J.G. Study on the Fire Retardant Treatment Technologies of Bamboo Particleboard. Adv. Mater. Res. 2014, 1051, 273–277. [Google Scholar]
- Mamatha, B.S.; Sujatha, D.; Nath, S.K.; Uday, D.N.; Nandanwar, A. Development of Fire Retardant Wood Composite Using Amino Resin. In Wood is Good: Current Trends and Future Prospects in Wood Utilization; Springer: Berlin/Heidelberg, Germany, 2017; pp. 353–361. [Google Scholar]
- Medved, S.; Jones, D.; Fælled, P.; Pirs, D.; Humar, M.; Lesar, B. Investigation of Fire-Retardant Additive on Particleboard Properties. In Proceedings of the International Panel Products Symposium, Llandudno, UK, 8–9 October 2019; pp. 141–148. [Google Scholar]
- Nagieb, Z.A.; Nassar, M.A.; El-Meligy, M.G. Effect of Addition of Boric Acid and Borax on Fire-Retardant and Mechanical Properties of Urea Formaldehyde Saw Dust Composites. Int. J. Carbohydr. Chem. 2011, 2011, 146763. [Google Scholar] [CrossRef]
- Laufenberg, T.; Levan, S.L.; Bruci, V. Investigation of Fire-Retardant Treatments for Flakeboards. Drv. Ind. 1986, 36, 65–70. [Google Scholar]
- Kawalerczyk, J.; Dziurka, D.; Majlingová, A.; Lieskovský, M.; Walkiewicz, J.; Mirski, R. The Effect of Impregnation with Fire Retardant on the Properties of Particleboard Bonded with PF/pMDI Adhesive. Wood Mater. Sci. Eng. 2023, 1–11. [Google Scholar] [CrossRef]
- Pan, Z.; Cathcart, A.; Wang, D. Properties of Particleboard Bond with Rice Bran and Polymeric Methylene Diphenyl Diisocyanate Adhesives. Ind. Crops Prod. 2006, 23, 40–45. [Google Scholar] [CrossRef]
- Bello, A.; Xue, Y.; Gore, R.; Woskie, S.; Bello, D. Assessment and Control of Exposures to Polymeric Methylene Diphenyl Diisocyanate (pMDI) in Spray Polyurethane Foam Applicators. Int. J. Hyg. Environ. Health 2019, 222, 804–815. [Google Scholar] [CrossRef]
- Chen, H.; Yan, N. Application of Western Red Cedar (Thuja Plicata) Tree Bark as a Functional Filler in pMDI Wood Adhesives. Ind. Crops Prod. 2018, 113, 1–9. [Google Scholar] [CrossRef]
- Gonçalves, M.; Paiva, N.T.; Ferra, J.M.; Martins, J.; Magalhães, F.D.; Carvalho, L. Chemical Composition of Melamine-Urea-Formaldehyde (MUF) Resins Assessed by near-Infrared (NIR) Spectroscopy. Int. J. Adhes. Adhes. 2019, 93, 102327. [Google Scholar] [CrossRef]
- EN-827; Adhesives—Determination of Conventional Solids Content and Constant Mass Solids Content. European Committee of Standardization: Brussels, Belgium, 2006.
- Grześkowiak, W.Ł. Evaluation of the Effectiveness of the Fire Retardant Mixture Containing Potassium Carbonate Using a Cone Calorimeter. Fire Mater. 2012, 36, 75–83. [Google Scholar] [CrossRef]
- Popescu, C.-M.; Pfriem, A. Treatments and Modification to Improve the Reaction to Fire of Wood and Wood Based Products—An Overview. Fire Mater. 2020, 44, 100–111. [Google Scholar] [CrossRef]
- Nam, S.; Condon, B.D.; White, R.H.; Zhao, Q.; Yao, F.; Cintrón, M.S. Effect of Urea Additive on the Thermal Decomposition Kinetics of Flame Retardant Greige Cotton Nonwoven Fabric. Polym. Degrad. Stab. 2012, 97, 738–746. [Google Scholar] [CrossRef]
- EN 323; Wood-Based Panels—Determination of Density. European Comittee for Standardization: Brussels, Belgium, 1999.
- EN 310; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1994.
- EN 319; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Comittee for Standardization: Brussels, Belgium, 1999.
- EN-1087; Particleboards—Determination of Moisture Resistance—Boil Test. European Committee for Standardization: Brussels, Belgium, 1995.
- EN 317; Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1999.
- Ferreira, A.M.; Pereira, J.; Almeida, M.; Ferra, J.; Paiva, N.; Martins, J.; Magalhães, F.D.; Carvalho, L.H. Biosourced Binder for Wood Particleboards Based on Spent Sulfite Liquor and Wheat Flour. Polymers 2018, 10, 1070. [Google Scholar] [CrossRef]
- Pizzi, A.; Walton, T. Non-Emulsifiable, Water-Based, Mixed Diisocyanate Adhesive Systems for Exterior Plywood-Part I. Novel Reaction Mechanisms and Their Chemical Evidence. Holzforschung 1992, 46, 541–547. [Google Scholar] [CrossRef]
- Zheng, J.; Fox, S.C.; Frazier, C.E. Rheological, Wood Penetration, and Fracture Performance Studies of PF/pMDI Hybrid Resins. For. Prod. J. 2004, 54, 74–81. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Bekhta, N. Effects of Selected Parameters on the Bonding Quality and Temperature Evolution inside Plywood during Pressing. Polymers 2020, 12, 1035. [Google Scholar] [CrossRef] [PubMed]
- Xing, C.; Deng, J.; Zhang, S.Y.; Riedl, B.; Cloutier, A. Differential Scanning Calorimetry Characterization of Urea–Formaldehyde Resin Curing Behavior as Affected by Less Desirable Wood Material and Catalyst Content. J. Appl. Polym. Sci. 2005, 98, 2027–2032. [Google Scholar] [CrossRef]
- Réh, R.; Krišťák, Ľ.; Sedliačik, J.; Bekhta, P.; Božiková, M.; Kunecová, D.; Vozárová, V.; Tudor, E.M.; Antov, P.; Savov, V. Utilization of Birch Bark as an Eco-Friendly Filler in Urea-Formaldehyde Adhesives for Plywood Manufacturing. Polymers 2021, 13, 511. [Google Scholar] [CrossRef] [PubMed]
- Pizzi, A. Advanced Wood Adhesives Technology; CRC Press: Boca Raton, FL, USA, 1994; ISBN 0-8247-9266-1. [Google Scholar]
- Riedlinger, D.A.; Frazier, C.E. Morphological Analysis of PF/pMDI Hybrid Wood Adhesives. J. Adhes. Sci. Technol. 2008, 22, 1197–1208. [Google Scholar] [CrossRef]
- Gopal, G.; Nath, S.K.; Sujatha, D. Blocking of PMDI Resin and Mixed Phenol Blocked PMDI/Phenol Cardanol Formaldehyde Hybrid Resin for Plywood. Int. J. Appl. Sci.-Res. Rev. 2014, 1, 117–128. [Google Scholar]
- Liu, X.; Wu, Y.; Shmulsky, R.; Luo, Y.; Wang, X.A.; Chu, I.W.; Wan, H. Developing a Renewable Hybrid Resin System. Part I: Characterization of Co-Polymers of Isocyanate with Different Molecular Weights of Phenolic Resins. BioResources 2016, 11, 5299–5311. [Google Scholar] [CrossRef]
- Li, H.; Wang, S.; Zhang, X.; Wu, H.; Wang, Y.; Zhou, N.; Zhao, Z.; Wang, C.; Zhang, X.; Wang, X. Synthesis and Characterization of an Environmentally Friendly Phenol-Formaldehyde Resin Modified With Waste Plant Protein. Polymers 2023, 15, 2975. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Li, J.; Li, C.; Zhang, S.; Gao, Q.; Zhang, W.; Li, J. Degradation Mechanism of Acacia Mangium Tannin in NaOH/Urea Aqueous Solution and Application of Degradation Products in Phenolic Adhesives. Int. J. Adhes. Adhes. 2020, 98, 102556. [Google Scholar] [CrossRef]
- Özbay, G.; Ayrilmis, N.; Ahmad, M.S. Synthesis and Characterization of Green Phenolic Resin with Olive Oil Mill Wastewater. Environ. Sci. Eur. 2023, 35, 10. [Google Scholar] [CrossRef]
- Li, C.; Zhang, J.; Yi, Z.; Yang, H.; Zhao, B.; Zhang, W.; Li, J. Preparation and Characterization of a Novel Environmentally Friendly Phenol–Formaldehyde Adhesive Modified with Tannin and Urea. Int. J. Adhes. Adhes. 2016, 66, 26–32. [Google Scholar] [CrossRef]
- Xu, G.-Z.; Eom, Y.-G.; Lee, B.-H.; Kim, H.-J. Effect of pMDI or HDI Content in UMF Resin on Bonding High Moisture Content Veneers. J. Korean Wood Sci. Technol. 2010, 38, 414–420. [Google Scholar] [CrossRef]
- Kawalerczyk, J.; Walkiewicz, J.; Dziurka, D.; Mirski, R. Nanomaterials to Improve Fire Properties in Wood and Wood-Based Composite Panels. In Emerging Nanomaterials: Opportunities and Challenges in Forestry Sectors; Springer: Berlin/Heidelberg, Germany, 2022; pp. 65–96. [Google Scholar]
- Bao, S.; Daunch, W.A.; Sun, Y.; Rinaldi, P.L.; Marcinko, J.J.; Phanopoulos, C. Solid State Two-Dimensional NMR Studies of Polymeric Diphenyl-Methane Diisocyanate (PMDI) Reaction in Wood. For. Prod. J. 2003, 53, 63–71. [Google Scholar]
- Huuskonen, P.; Porras, S.P.; Scholten, B.; Portengen, L.; Uuksulainen, S.; Ylinen, K.; Santonen, T. Occupational Exposure and Health Impact Assessment of Diisocyanates in Finland. Toxics 2023, 11, 229. [Google Scholar] [CrossRef] [PubMed]
- Rother, D.; Schlüter, U. Occupational Exposure to Diisocyanates in the European Union. Ann. Work Expo. Health 2021, 65, 893–907. [Google Scholar] [CrossRef]
- Parcheta, P.; Datta, J. Environmental Impact and Industrial Development of Biorenewable Resources for Polyurethanes. Crit. Rev. Environ. Sci. Technol. 2017, 47, 1986–2016. [Google Scholar] [CrossRef]
- Sapota, A.; Kilanowicz, A. Metylenodifenylodiizocyjan-Mieszanina Izomerów. Podstawy I Metod. Oceny Sr. Pr. 2009, 4, 59–88. [Google Scholar]
- Heimbach, F.; Jaeger, K.; Sporenberg, W. Fate and Biological Effects of Polymeric MDI (4, 4′-Diphenylmethane Diisocyanate and Homologs) in Small Artificial Ponds. Ecotoxicol. Environ. Saf. 1996, 33, 143–153. [Google Scholar] [CrossRef] [PubMed]
- Gilbert, D.S. Fate of TDI and MDI in Air, Soil, and Water. J. Cell. Plast. 1988, 24, 178–192. [Google Scholar] [CrossRef]
- Mirmohammadi, M.; Hakimi, M.; Ahmad, A.; Mohammadyan, M.; Kamel, K. Evaluation of Indoor Air Pollution of Polyurethane Industries with Emphasis on Exposure with Methylene Diphenyle Diisocyanate (MDI). Iran. J. Energy Environ. 2010, 1, 100–105. [Google Scholar]
- Kajita, H.; Mukudai, J.; Yano, H. Durability Evaluation of Particleboards by Accelerated Aging Tests. Wood Sci. Technol. 1991, 25, 239–249. [Google Scholar] [CrossRef]
- Halligan, A.F. A Review of Thickness Swelling in Particleboard. Wood Sci. Technol. 1970, 4, 301–312. [Google Scholar] [CrossRef]
- Jayamani, E.; Rahman, M.R.; Hamdan, S.; Kyari, M.I.; Bakri, M.K.B.; Sanaullah, K.; Khan, A. Dielectric Properties of Natural Borneo Woods: Keranji, Kayu Malam, and Kumpang. BioResources 2020, 15, 7815–7827. [Google Scholar] [CrossRef]
- George, G.; Joseph, K.; Nagarajan, E.R.; Jose, E.T.; George, K.C. Dielectric Behaviour of PP/Jute Yarn Commingled Composites: Effect of Fibre Content, Chemical Treatments, Temperature and Moisture. Compos. Part A Appl. Sci. Manuf. 2013, 47, 12–21. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Munthe, R.; Darwis, A.; Azhar, I.; Susilowati, A.; Prabuningrum, D.S.; Fatriasari, W. Effect of Several Exterior Adhesive Types on Dimensional Stability of Bamboo Oriented Particleboard. Korean J. Mater. Res. 2019, 29, 277–281. [Google Scholar] [CrossRef]
- Dukarska, D.; Kawalerczyk, J.; Kmieciak, J. Modified Pine Needles as a Formaldehyde Scavenger for Urea-Formaldehyde Resin in Plywood Production. Eur. J. Wood Wood Prod. 2023. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Li, J.; Gao, Q. Effect of Sepiolite Filler in Malamine-Urea-Formaldehyde Resin on the Properties of Three-Ply Plywood. BioResources 2015, 10, 6624–6634. [Google Scholar] [CrossRef]
- EN 312; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Hybrid Resin | Type of Wood-Based Material | Effect of pMDI Addition | References |
|---|---|---|---|
| UF/pMDI | Particleboard | Improved mechanical properties; Improved water resistance; Reduced pressing time; Reduced formaldehyde emissions. | [13] |
| Plywood | Improved bonding quality; Improved bending strength and modulus of elasticity; Reduced pressing time; Reduced formaldehyde emissions. | [14,15,16] | |
| PF/pMDI | Particleboard | Improved mechanical properties; Improved water resistance; Reduced formaldehyde emissions; Improved screw holding strength. | [17] |
| Oriented strand board | Improved mechanical properties; Improved water resistance. | [18] | |
| Plywood | Improved bonding quality; Improved bending strength and modulus of elasticity; Reduced pressing time. | [19,20] |
| pMDI Content (%) | Solid Content (%) | Viscosity (mPa·s) | pH |
|---|---|---|---|
| 0 | 55.41 a ± 0.13 | 643 a ± 21.2 | 9.13 a ± 0.08 |
| 5 | 57.24 b ± 0.19 | 751 b ± 21.4 | 9.33 b ± 0.05 |
| 10 | 58.97 c ± 0.08 | 887 c ± 16.4 | 9.51 c ± 0.02 |
| 15 | 60.03 d ± 0.07 | 1045 d ± 26.7 | 9.70 d ± 0.04 |
| 20 | 62.09 e ± 0.22 | 1146 e ± 15.3 | 9.81 e ± 0.02 |
| pMDI Content (%) | Tonset (°C) | Tp (°C) | Tendset (°C) | ΔH (J/g) |
|---|---|---|---|---|
| 0 | 118.4 | 155.4 | 186.4 | 178.1 |
| 5 | 104.1 | 138.5 | 169.2 | 249.2 |
| 10 | 101.4 | 132.2 | 163.0 | 278.8 |
| 15 | 88.0 | 132.4 | 133.7 | 227.3 |
| 20 | 96.4 | 122.8 | 149.4 | 190.2 |
| pMDI Content (%) | 1st Stage | 2nd Stage | 3rd Stage | RM (%) | |||||
|---|---|---|---|---|---|---|---|---|---|
| <270 °C | 270–450 °C | 450–550 °C | |||||||
| Tp1 (°C) | Mass Tp1 (%) | Tp2 (°C) | Mass Tp2 (%) | Tp3 (°C) | Mass Tp3 (%) | Tp4 (°C) | Mass Tp4 (%) | ||
| 0 | 126.1 | 94.9 | 165.1 | 86.9 | 346.9 | 74.7 | 504.3 | 66.2 | 53.1 |
| 5 | 121.1 | 94.4 | 164.9 | 84.8 | 346.4 | 72.5 | 512.7 | 60.0 | 47.8 |
| 10 | 119.6 | 94.0 | 159.1 | 85.5 | 347.5 | 71.0 | 510.6 | 56.3 | 41.5 |
| 15 | 115.8 | 86.0 | 154.0 | 77.2 | 361.7 | 60.9 | 521.8 | 45.5 | 32.9 |
| 20 | 145.0 | 93.9 | 176.7 | 89.9 | 364.4 | 72.0 | 515.1 | 54.4 | 41.9 |
| Main Factor | Statistical Parameters | ||||
|---|---|---|---|---|---|
| SS | Df | MS | F | p | |
| MOR | |||||
| A | 26,865.64 | 2 | 13,432.82 | 131,006.7 | 0.00 |
| B | 5840.87 | 1 | 5840.87 | 56,964.4 | 0.00 |
| A × B | 15,320.59 | 5 | 3064.12 | 29,883.5 | 0.00 |
| MOE | |||||
| A | 621,561,459 | 2 | 310,780,730 | 97,600.05 | 0.00 |
| B | 132,690,888 | 1 | 132,690,888 | 41,671.30 | 0.00 |
| A × B | 342,785,889 | 5 | 68,557,178 | 21,530.24 | 0.00 |
| IB | |||||
| A | 17.89 | 2 | 8.94 | 22,948.34 | 0.00 |
| B | 3.65 | 1 | 3.65 | 9358.69 | 0.00 |
| A × B | 11.27 | 5 | 2.25 | 5784.40 | 0.00 |
| TS | |||||
| A | 12,194.12 | 2 | 6097.06 | 7048.98 | 0.00 |
| B | 5233.27 | 1 | 5233.27 | 6060.33 | 0.00 |
| A × B | 6505.02 | 5 | 1301.00 | 1504.13 | 0.00 |
| V100 | |||||
| A | 1.76 | 2 | 0.88 | 3431.82 | 0.00 |
| B | 0.19 | 1 | 0.19 | 732.06 | 0.00 |
| A × B | 1.23 | 5 | 0.24 | 956.69 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kawalerczyk, J.; Dukarska, D.; Barczewski, M.; Dziurka, D.; Mirski, R. Optimization of Isocyanate Content in PF/pMDI Adhesive for the Production of High-Performing Particleboards. Polymers 2023, 15, 4645. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15244645
Kawalerczyk J, Dukarska D, Barczewski M, Dziurka D, Mirski R. Optimization of Isocyanate Content in PF/pMDI Adhesive for the Production of High-Performing Particleboards. Polymers. 2023; 15(24):4645. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15244645
Chicago/Turabian StyleKawalerczyk, Jakub, Dorota Dukarska, Mateusz Barczewski, Dorota Dziurka, and Radosław Mirski. 2023. "Optimization of Isocyanate Content in PF/pMDI Adhesive for the Production of High-Performing Particleboards" Polymers 15, no. 24: 4645. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15244645