
Optimization of Thermoplastic Pultrusion Parameters of Jute and Glass Fiber-Reinforced Polypropylene Composite

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
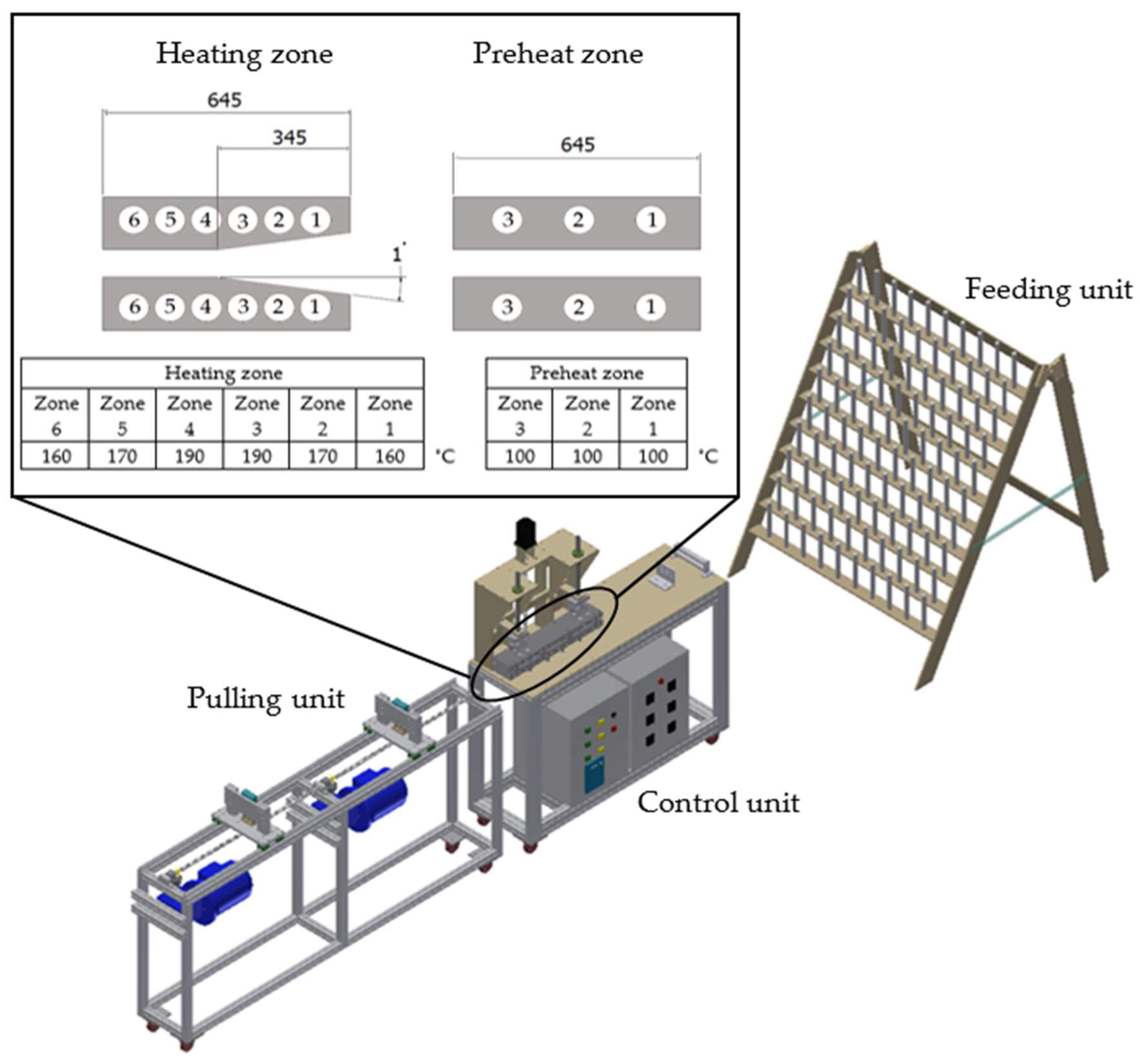
2.2. Molding Parameter
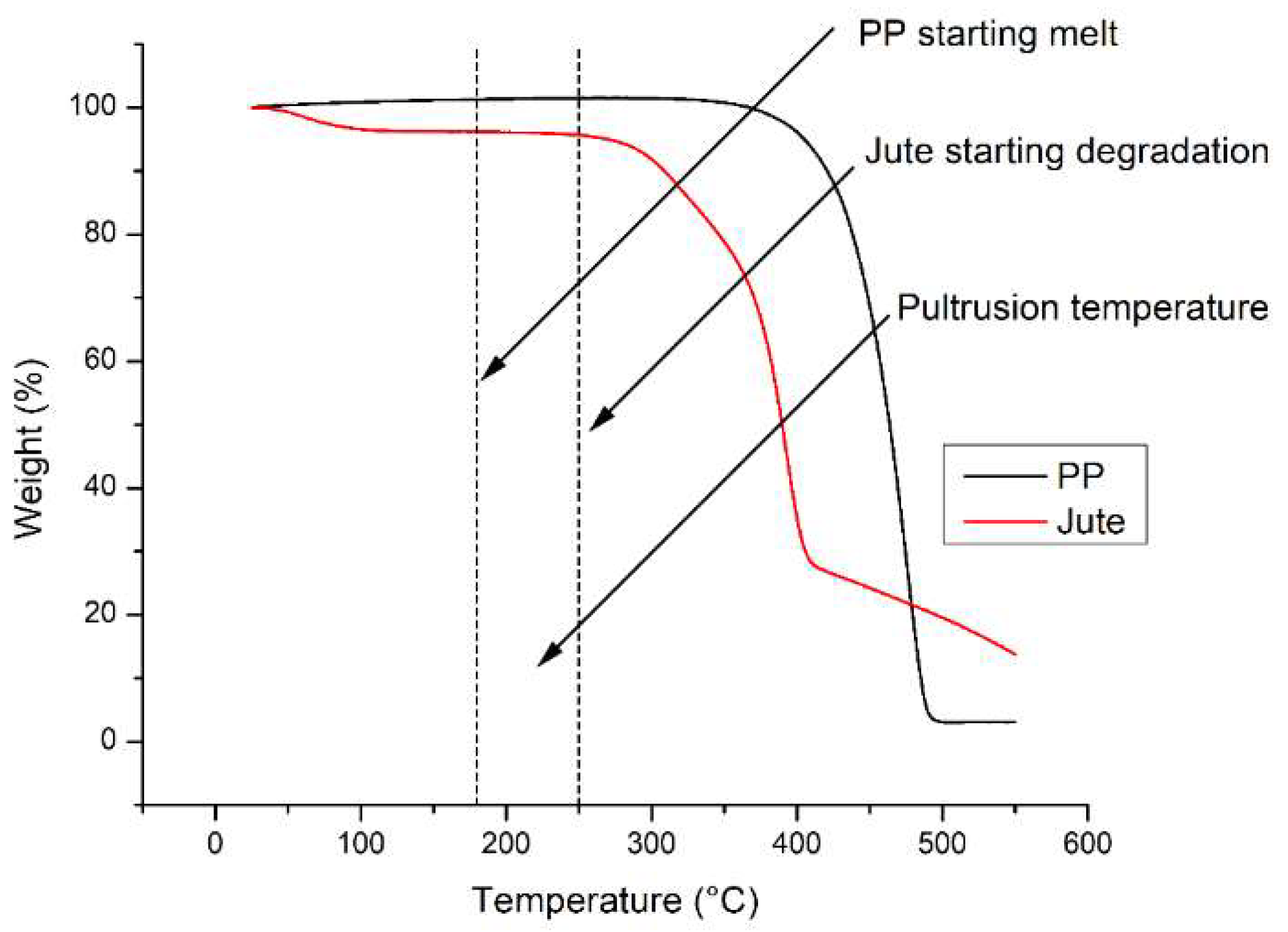
2.3. Thermal Gravimetric Analysis (TGA)
2.4. Differential Scanning Calorimetry (DSC)
2.5. Mechanical Test
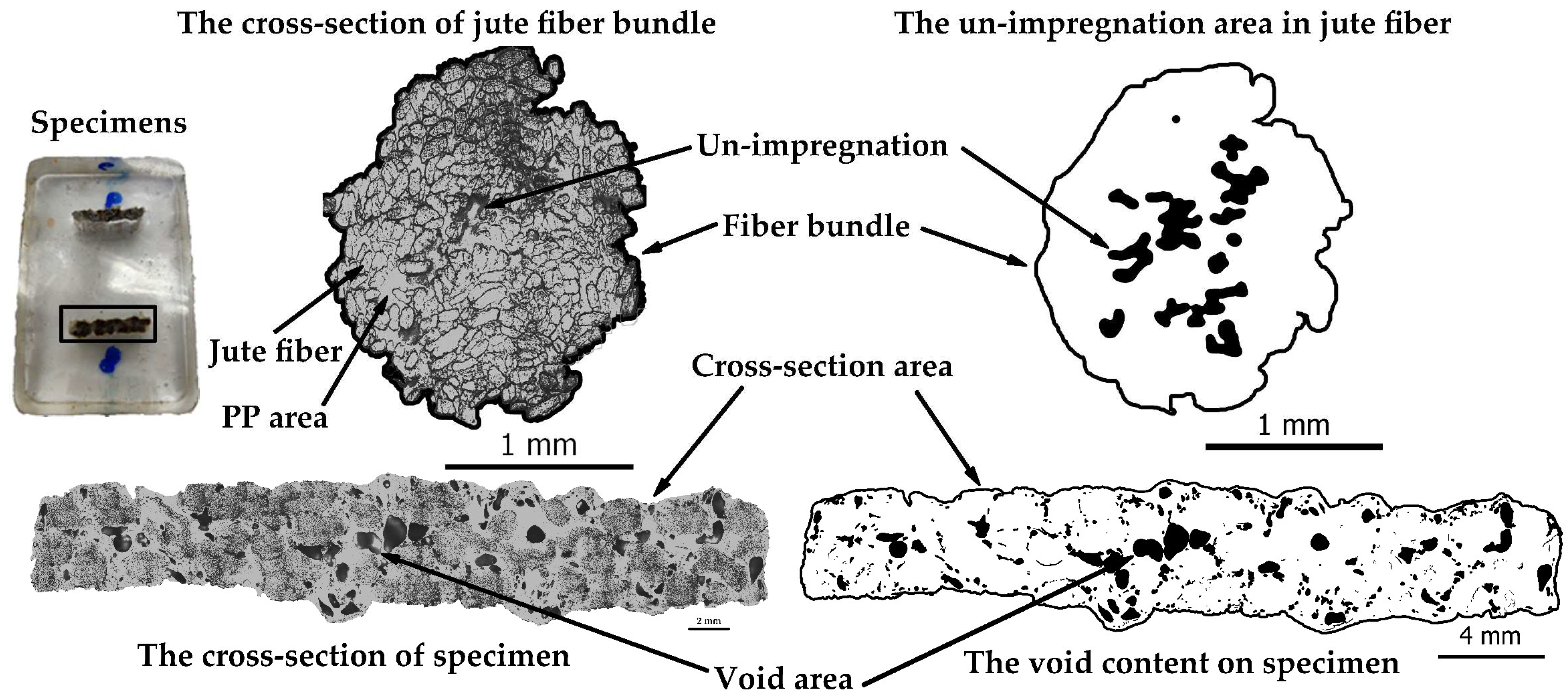
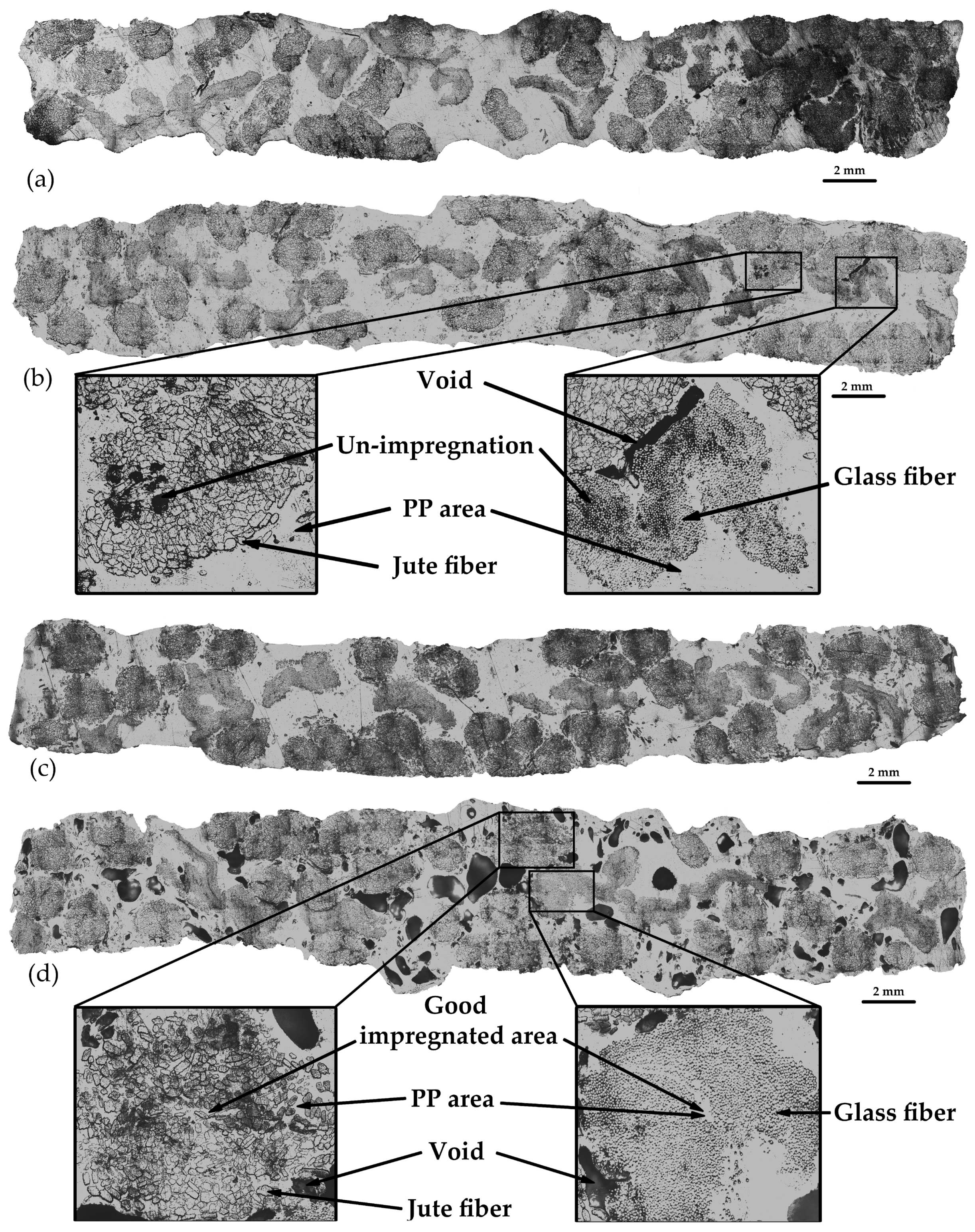
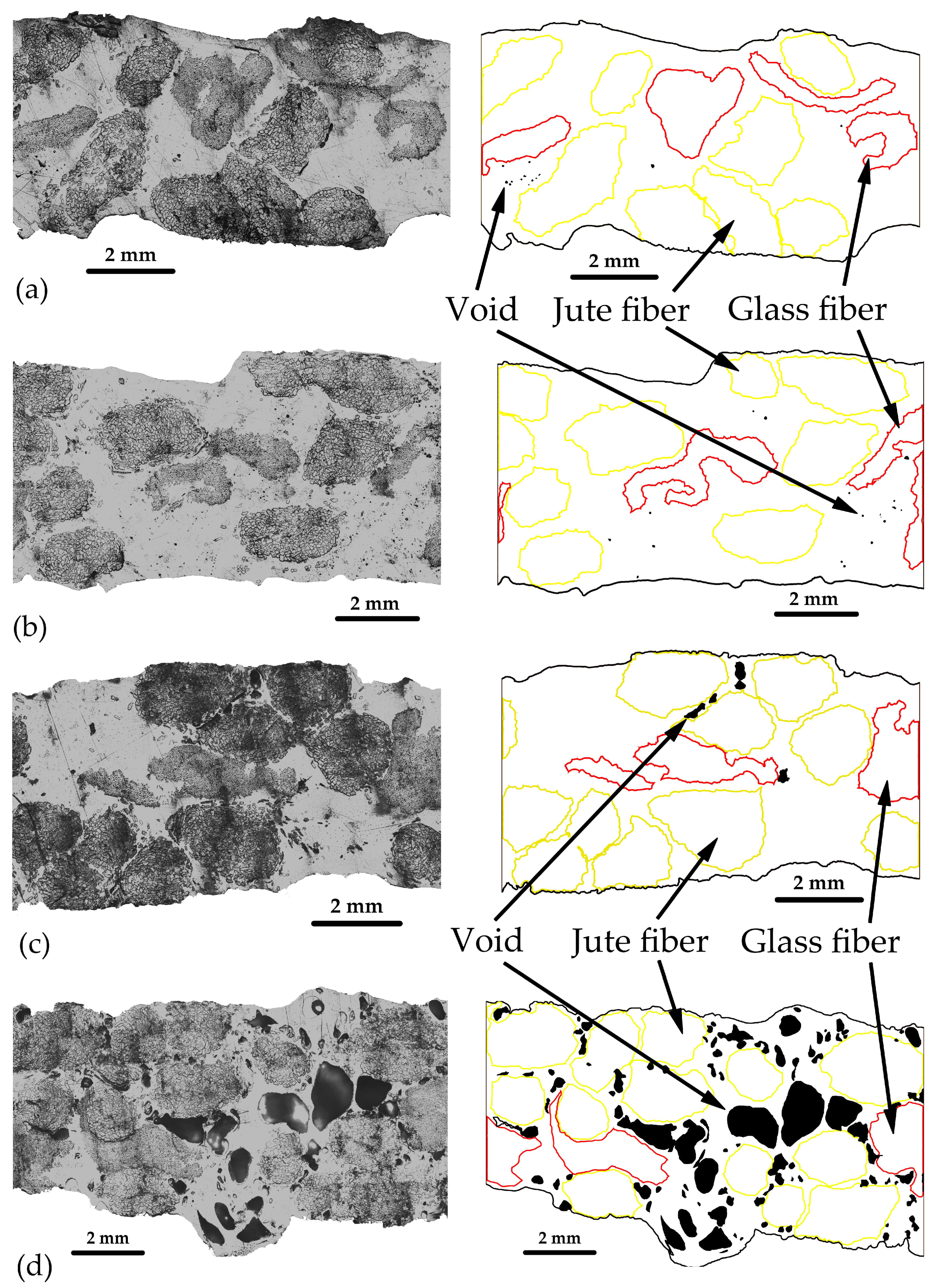
2.6. Microstructure Analysis
3. Results and Discussions
3.1. The Effect of Molding Temperature Parameter
3.2. The Effect of Pulling Speed Parameter
4. Conclusions
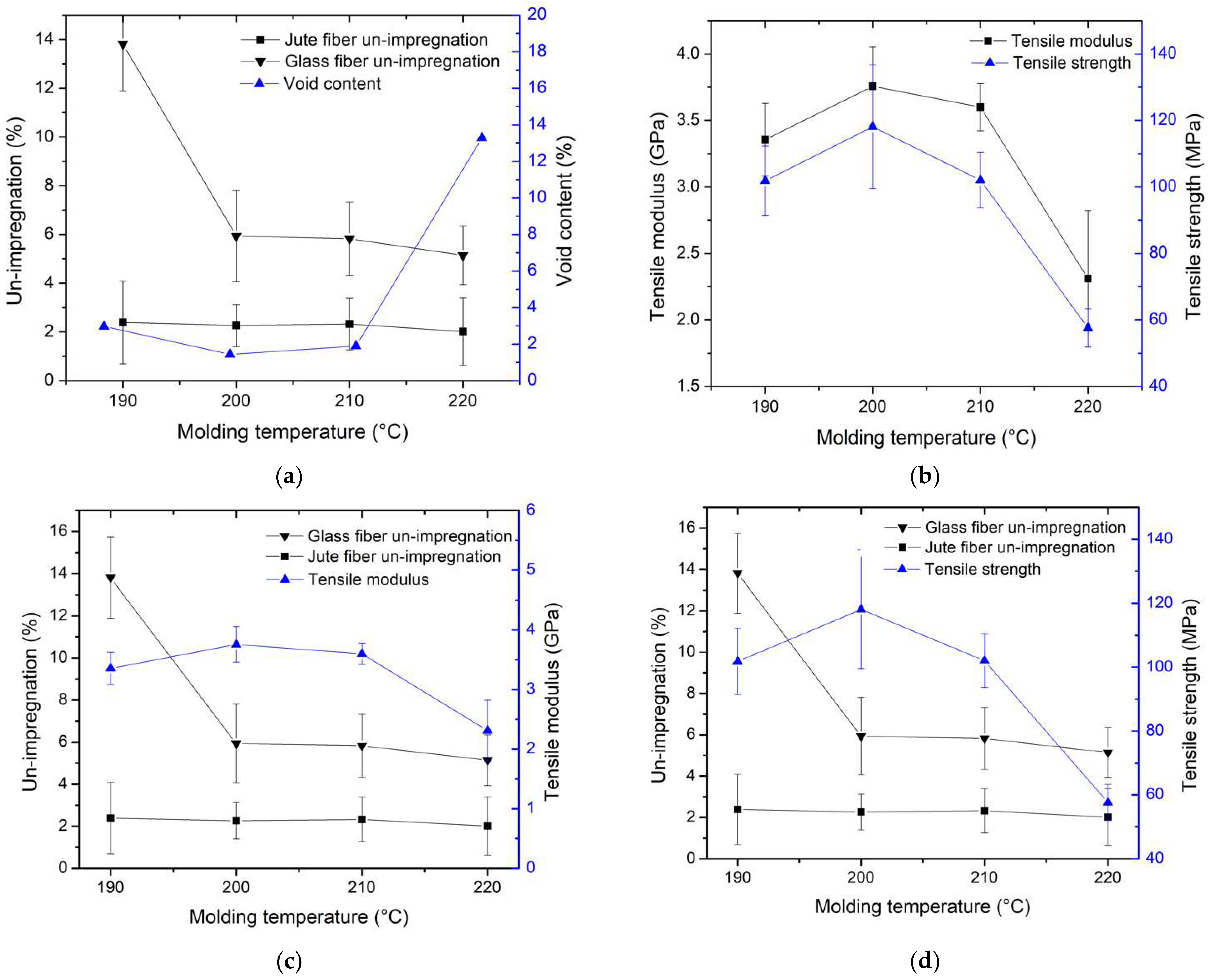
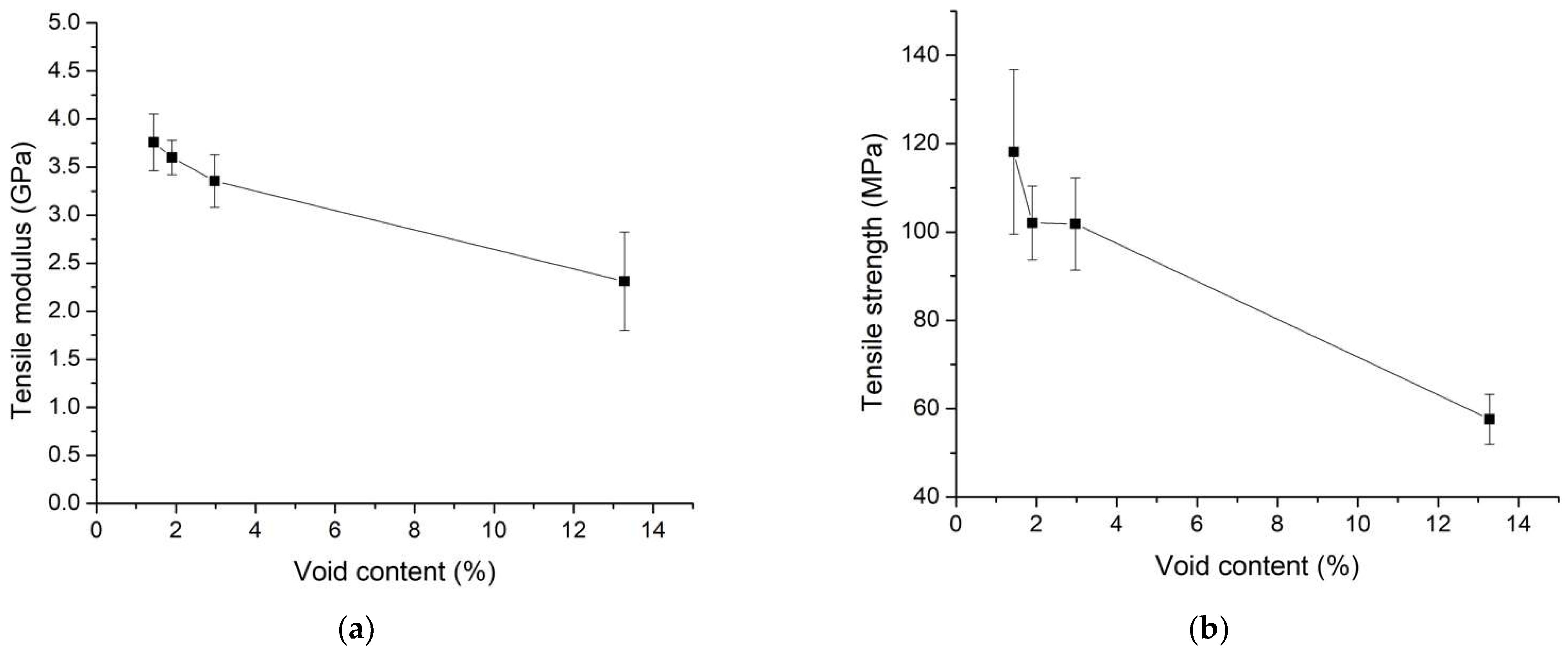
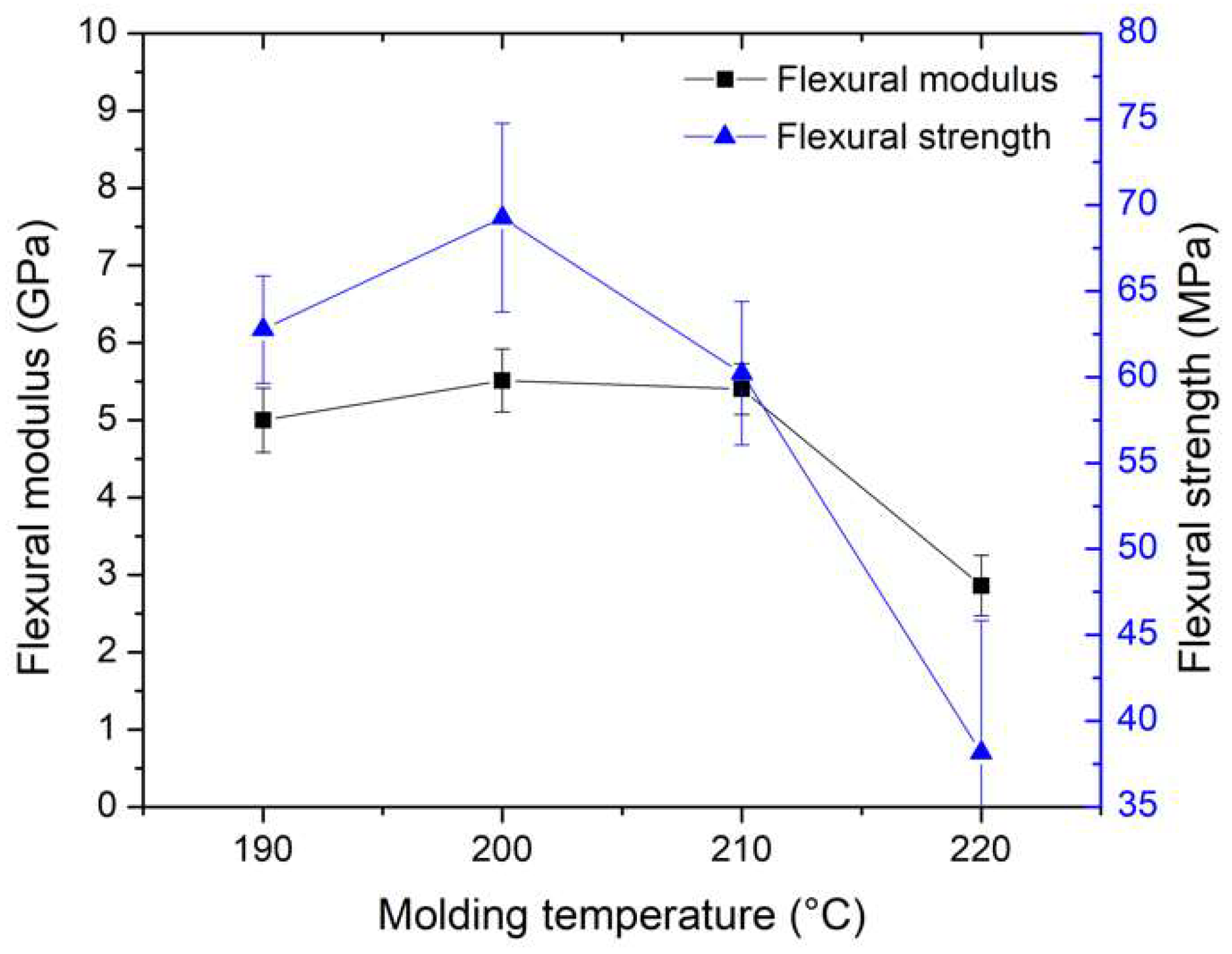
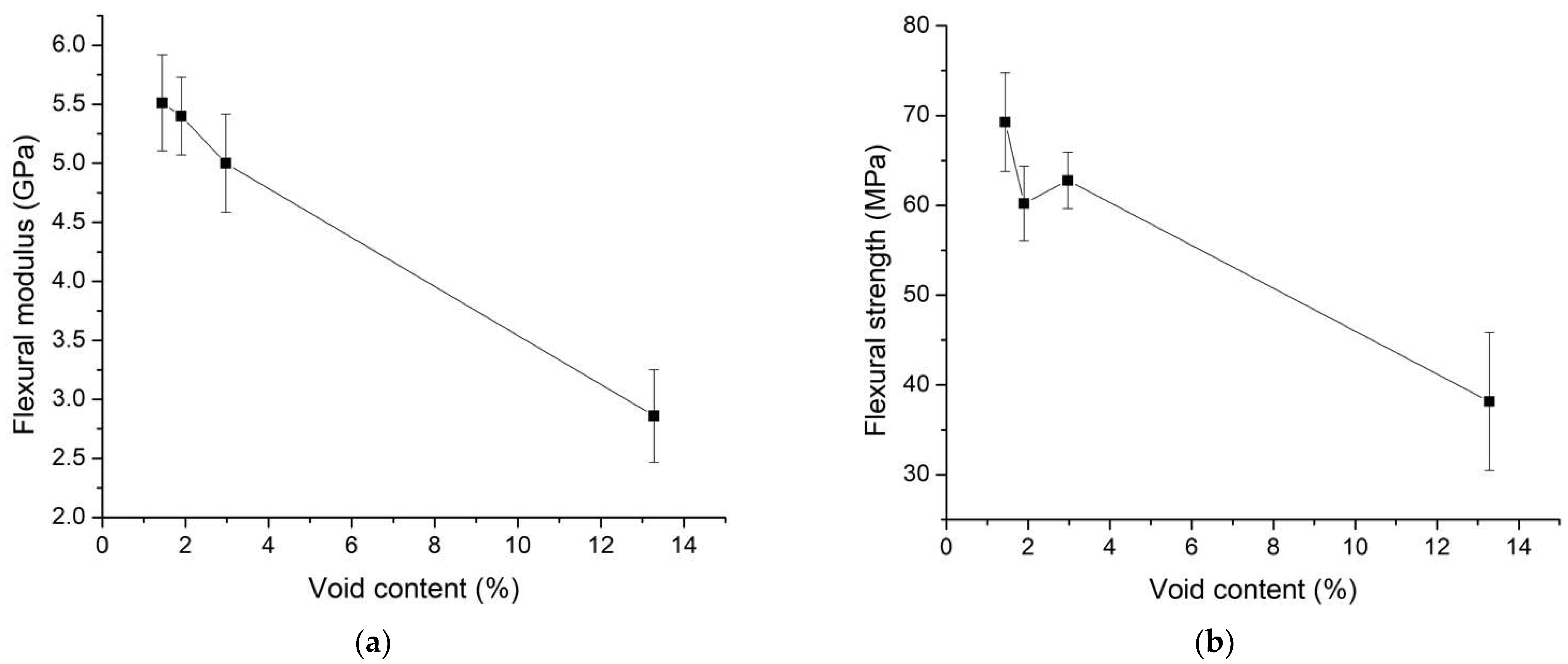
- The mechanical properties increased with an increase in molding temperature, but after reaching 200 °C, they started to decrease. These effects were influenced by void content, un-impregnation, and the degradation of jute fibers.
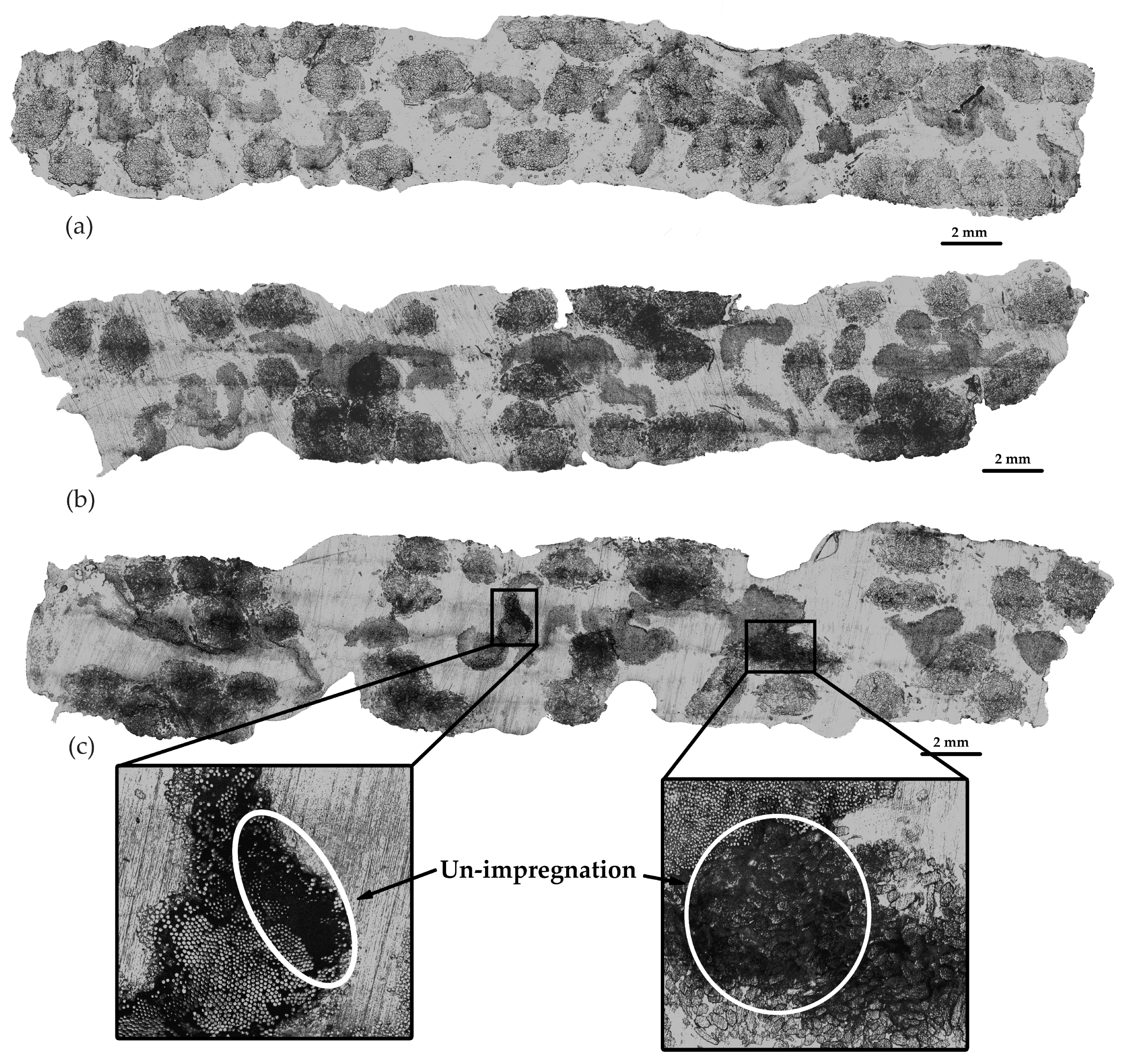
- Un-impregnation decreased with an increase in molding temperature. Resin can more easily impregnate jute fiber than glass fiber due to the larger size of the fiber bundle.
- Void content increased with higher molding temperatures due to interactions between the cellulose in the jute and water molecules.
- The microstructure image of the molding temperature shows good resin impregnation in the fiber cross-section of the specimen at high molding temperatures. Meanwhile, a higher molding temperature results in the appearance of numerous void areas.
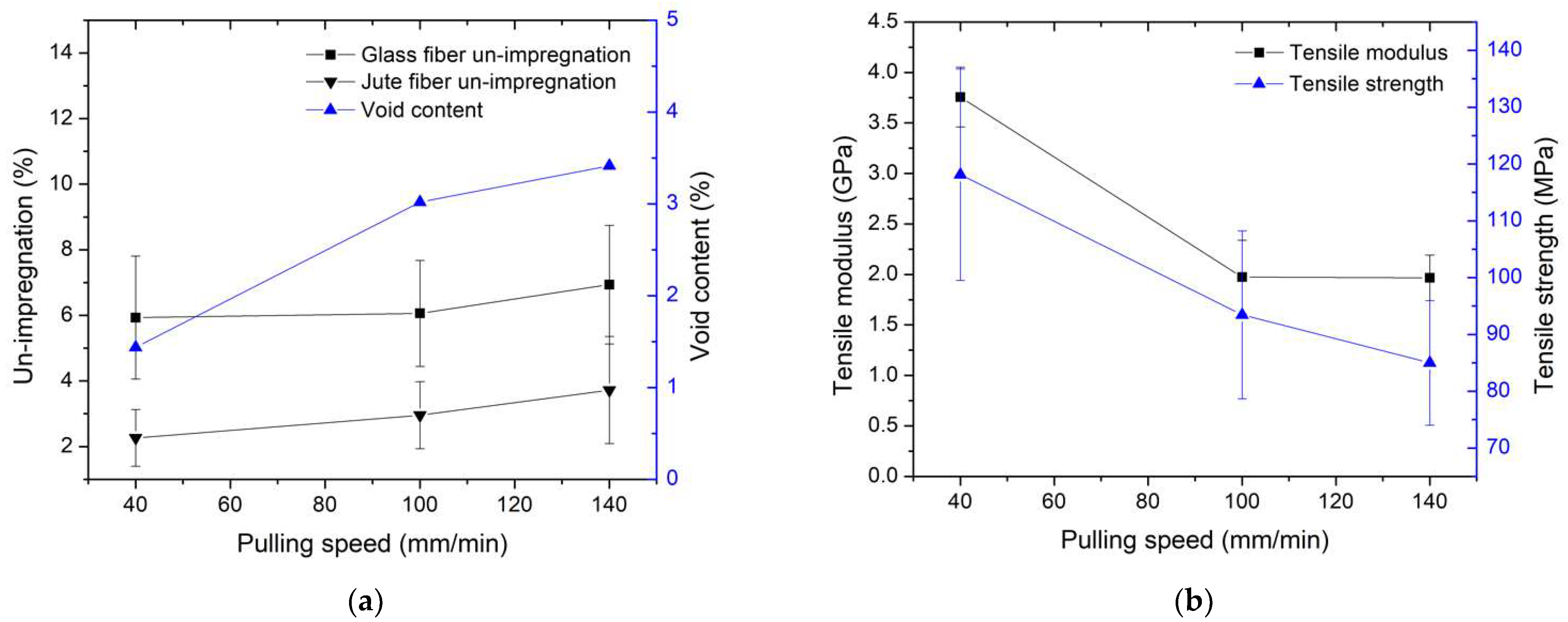
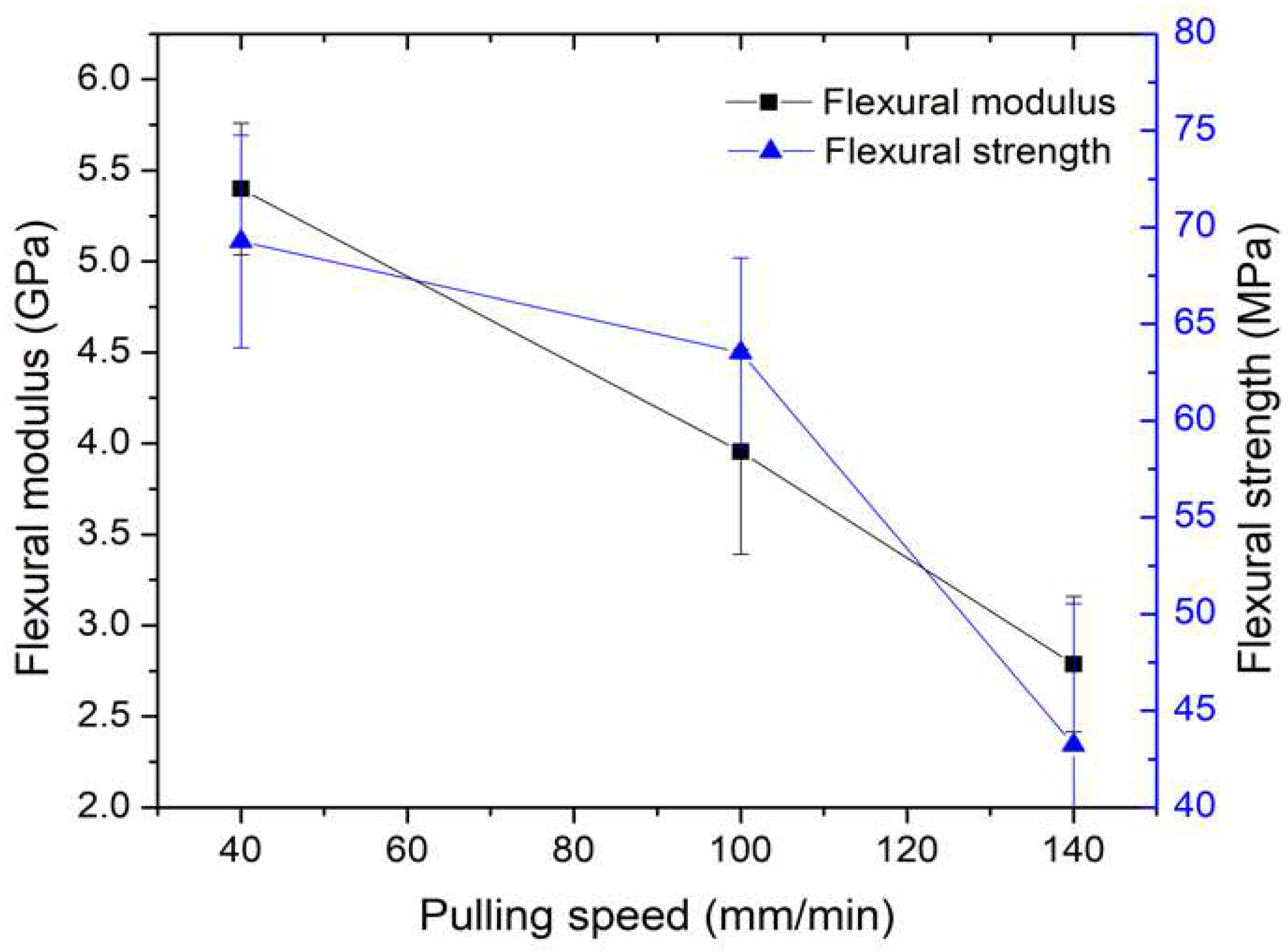
- As pulling speed increased, mechanical properties decreased, accompanied by an increase in void content and un-impregnation.
- The microstructure image of pulling speed showed good resin impregnation in the fiber cross-section of the specimen at low pulling speed.
- The optimal thermoplastic pultrusion process was a molding temperature of 200 °C and a pulling speed of 40 mm/min. The resulting mechanical properties were a tensile modulus of 3.76 GPa, tensile strength of 118.13 MPa, flexural modulus of 5.51 GPa, and flexural strength of 69.27 MPa.
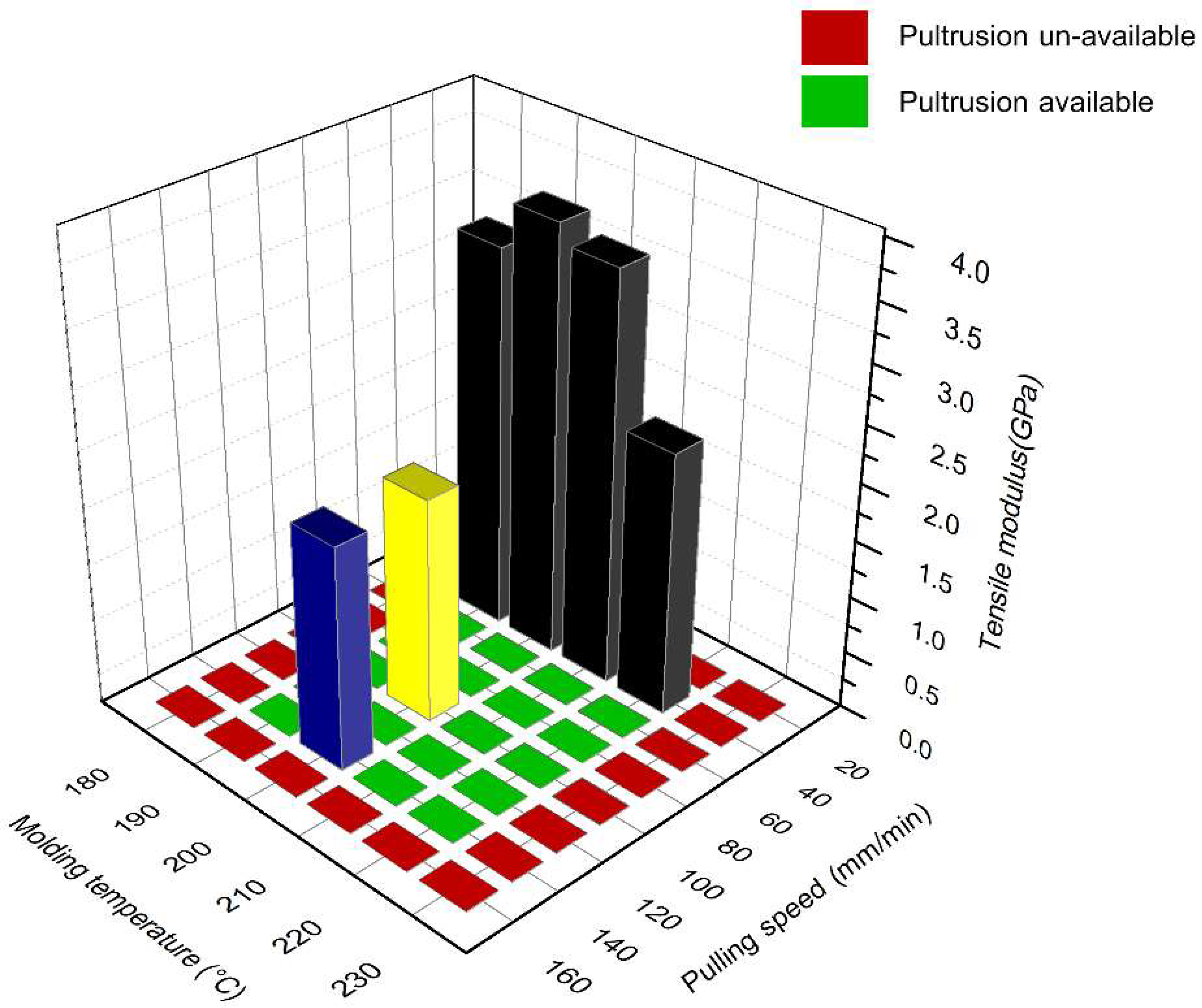
- In the thermoplastic pultrusion process of jute/glass fiber reinforced with PP, a window of processing is defined by the molding temperature and pulling speed parameters. The feasible range for molding temperatures was 190 to 220 °C, and for pulling speeds, it was 40 to 140 mm/min.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lin, Y.-C.; Chang, C.-C.A. Double Standard: The Role of Environmental Consciousness in Green Product Usage. J. Mark. 2012, 76, 125–134. [Google Scholar] [CrossRef]
- Nijssen, R.P.L. Composite Materials: An Introduction; A VKCN Publication: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Samuel, O.D.; Agbo, S.; Adekanye, T.A. Assessing Mechanical Properties of Natural Fibre Reinforced Composites for Engineering Applications. J. Miner. Mater. Charact. Eng. 2012, 11, 780–784. [Google Scholar] [CrossRef]
- Sharath, S.H.S.; Ramachandra, M. Green Composites: A Review. Mater. Today 2018, 5, 2518–2526. [Google Scholar] [CrossRef]
- Umar Nirmal, A.N.; Jamil Hashim, A.; Ahmad, M.M.H.M. A review on tribological performance of natural fibre polymeric composites. Tribol. Int. 2015, 183, 77–104. [Google Scholar] [CrossRef]
- Memon, A.; Nakai, A. Mechanical Properties of Jute Spun Yarn/PLA Tubular Braided Composite by Pultrusion Molding. Energy Procedia 2013, 34, 818–829. [Google Scholar] [CrossRef]
- Safonova, A.A.; Carloneb, P.; Akhatova, I. Mathematical simulation of pultrusion processes: A review. Compos. Struct. 2018, 184, 153–177. [Google Scholar] [CrossRef]
- Wilcox, J.A.D.; Wright, D.T. Towards pultrusion process optimisation using artificial neural networks. J. Mater. Process. Technol. 1998, 83, 131–141. [Google Scholar] [CrossRef]
- Minchenkov, K.; Vedernikov, A.; Safonov, A.; Akhatov, I. Thermoplastic Pultrusion: A Review. Polymers 2021, 13, 180. [Google Scholar] [CrossRef]
- Yadav, R.; Tirumali, M.; Wang, X.; Naebe, M.; Kandasubramanian, B. Polymer composite for antistatic application in aerospace. Def. Technol. 2019, 16, 107–118. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Aravinthan, T.; Cardona, F.; Lau, K.T. Effects of natural fibre surface on composite properties: A review. In Proceedings of the 1st International Postgraduate Conference on Engineering, Designing and Developing the Built Environment for Sustainable Wellbeing (eddBE 2011), Brisbane, Australia, 27–29 April 2011; pp. 94–99. [Google Scholar]
- Nordin, N.; Kasolang, S.; Salleh, Z.; Ahmad, M.A. Wear Rate of Natural Fibre: Long Kenaf Composite. Procedia Eng. 2013, 68, 145–151. [Google Scholar] [CrossRef]
- Biswas, S.; Ahsan, Q.; Cenna, A.; Hasan, M.; Hassan, A. Physical and Mechanical Properties of Jute, Bamboo and Coir Natural Fiber. Fibers Polym. 2013, 14, 1762–1767. [Google Scholar] [CrossRef]
- Singh, H.; Singh, J.I.P.; Singh, S.; Dhawan, V.; Tiwari, S.K. A Brief Review of Jute Fibre and Its Composites. Mater. Today Proc. 2018, 5, 28427–28437. [Google Scholar] [CrossRef]
- Hashmi, S. Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- Thomas, J.; Patil, R.S.; John, J.; Patil, M. A Comprehensive Outlook of Scope within Exterior Automotive Plastic Substrates and Its Coatings. Coatings 2023, 13, 1569. [Google Scholar] [CrossRef]
- Velde, K.V.D.; Kiekens, P. Thermoplastic pultrusion of natural fiber-reinforced composites. Compos. Struct. 2001, 54, 355–360. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- Arrigo, R.; Battegazzore, D.; Bernagozzi, G.; Cravero, F.; Ribero Pedraza, D.N.; Frache, A. Recycled PP for 3D Printing: Material and Processing Optimization through Design of Experiment. Appl. Sci. 2022, 12, 10840. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Recovery of Particle Reinforced Composite 3D Printing Filament from Recycled Industrial Polypropylene and Glass Fibre Waste. In Proceedings of the 8th World Congress on Mechanical, Chemical, and Material Engineering (MCM’22), Prague, Czech Republic, 31 July–2 August 2022. [Google Scholar]
- Yang, C.; Wang, G.; Zhao, J.; Zhao, G.; Zhang, A. Lightweight and strong glass fiber reinforced polypropylene composite foams achieved by mold-opening microcellular injection molding. J. Mater. Res. Technol. 2021, 14, 2920–2931. [Google Scholar] [CrossRef]
- Bindal, A.; Singh, S.; Batra, N.K.; Khanna, R. Development of Glass/Jute Fibers Reinforced Polyester Composite. Indian J. Eng. Mater. Sci. 2013, 2013, 675264. [Google Scholar] [CrossRef]
- Zamri, M.H.; Akil, H.M.; Bakar, A.A.; Arifin, Z.; Ishak, M.; Cheng, L.W. Effect of water absorption on pultruded jute/glass fiber-reinforced unsaturated polyester hybrid composites. J. Compos. Mater. 2011, 46, 51–61. [Google Scholar] [CrossRef]
- Memon, A.; Tipboonsri, P. Optimizing thermoplastic pultrusion parameters for quality long fiber thermoplastic pellets in glass fiber-reinforced polypropylene. Polym. Polym. Compos. 2023, 31, 1–11. [Google Scholar] [CrossRef]
- Tanaka, Y.; Torun, A.R.; Lebel, L.L.; Ohtani, A.; Nakai, A. Development of pultrusion system for continuous fiber reinforced thermoplastic composite tube with braiding technique. In Proceedings of the 10th International Conference on Flow Processes in Composite Materials (FPCM10), Monte Verità, Ascona, Switzerland, 11–15 July 2010. [Google Scholar]
- ASTM Standard 3039; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM D790-10; Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2010. [CrossRef]
- Khazraji, A.C.; Robert, S. Interaction Effects between Cellulose and Water in Nanocrystalline and Amorphous Regions: A Novel Approach Using Molecular Modeling. J. Nanomater. 2013, 2013, 409676. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, B.M.; Wang, D.F.; Wu, Z.J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 2006, 73, 303–309. [Google Scholar] [CrossRef]
- Tipboonsri, P.; Wattanajitsiri, V.; Memon, A. Long fiber thermoplastic pellets of glass fiber/polypropylene from pultrusion process. J. Phys. Conf. Ser. 2021, 1719, 012066. [Google Scholar] [CrossRef]
- Lan, H.Y.; Tseng, H.C. Temperature Correction on Shear Heating for the Viscosity of PP/Supercritical CO2 Mixture at High Shear Rates. J. Chin. Inst. Chem. Engrs. 2003, 34, 405–415. [Google Scholar] [CrossRef]
- Memon, A.; Nakai, A. Fabrication and Mechanical Properties of Jute Spun Yarn/PLA Unidirectional Composite by Compression Molding. Energy Procedia 2013, 34, 830–838. [Google Scholar] [CrossRef]
- Patou, J.; De Luycker, E.; Bernhart, G. Influence of void content on the mechanical properties of carbon/pps laminates. In Proceedings of the European Conference on Composite Materials, Munich, Germany, 26–30 June 2016. [Google Scholar]
- Minchenkov, K.; Gusev, S.; Sulimov, A.; Alajarmeh, O.; Sergeichev, I.; Safonov, A. Experimental and numerical analyses of the thermoplastic pultrusion of large structural profiles. Mater. Des. 2023, 232, 112149. [Google Scholar] [CrossRef]
- Angelov, I.; Wiedmer, S.; Evstatiev, M.; Friedrich, K.; Mennig, G. Pultrusion of a flax/polypropylene yarn. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1431–1438. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Preform No. | Temperature (°C) | Pulling Speed (mm/min) |
|---|---|---|
| 1 | 190 | 40 |
| 2 | 200 | 40 |
| 3 | 210 | 40 |
| 4 | 220 | 40 |
| 5 | 200 | 100 |
| 6 | 200 | 140 |
| VF of PP (%) | VF of Jute Fiber (%) | VF of GF (%) | Filling Ratio (%) |
|---|---|---|---|
| 68.45 | 23.06 | 9.01 | 100.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tipboonsri, P.; Pramoonmak, S.; Uawongsuwan, P.; Memon, A. Optimization of Thermoplastic Pultrusion Parameters of Jute and Glass Fiber-Reinforced Polypropylene Composite. Polymers 2024, 16, 83. https://0-doi-org.brum.beds.ac.uk/10.3390/polym16010083
Tipboonsri P, Pramoonmak S, Uawongsuwan P, Memon A. Optimization of Thermoplastic Pultrusion Parameters of Jute and Glass Fiber-Reinforced Polypropylene Composite. Polymers. 2024; 16(1):83. https://0-doi-org.brum.beds.ac.uk/10.3390/polym16010083
Chicago/Turabian StyleTipboonsri, Ponlapath, Supaaek Pramoonmak, Putinun Uawongsuwan, and Anin Memon. 2024. "Optimization of Thermoplastic Pultrusion Parameters of Jute and Glass Fiber-Reinforced Polypropylene Composite" Polymers 16, no. 1: 83. https://0-doi-org.brum.beds.ac.uk/10.3390/polym16010083