
Technical Assessment of Secondary Sedimentation Process in Copper Sulphide Tailings with the Presence of Clays, in Continental and Sea Water


Abstract
:1. Introduction
2. Materials and Methods
2.1. Artificial Tailing Samples
- A total of 80% in weight percentage of the tailings is composed of the coarse material of SiO2, sieved through a # 140 mesh (more than 0.105 mm) three times, to ensure the minimum of fine components in it.
- The remaining 20% by weight is made from ultrafine or coarse clay fractions, corresponding to the same material as 80% of the mixture. The thick and clay-containing samples were named as shown in Table 1.
2.2. Reagents
2.3. Characterization
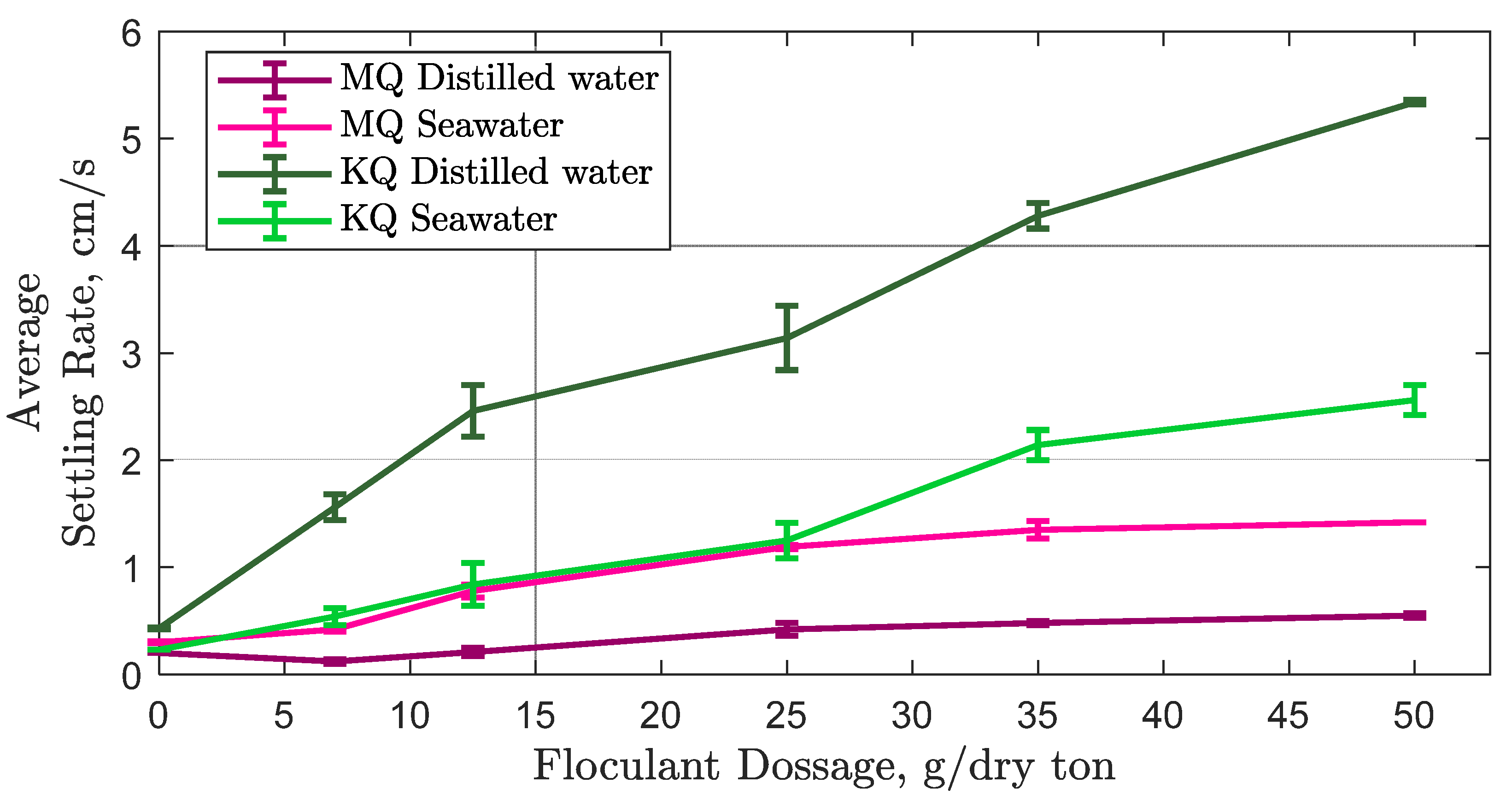
- Sedimentation rate and turbidity of the supernatant
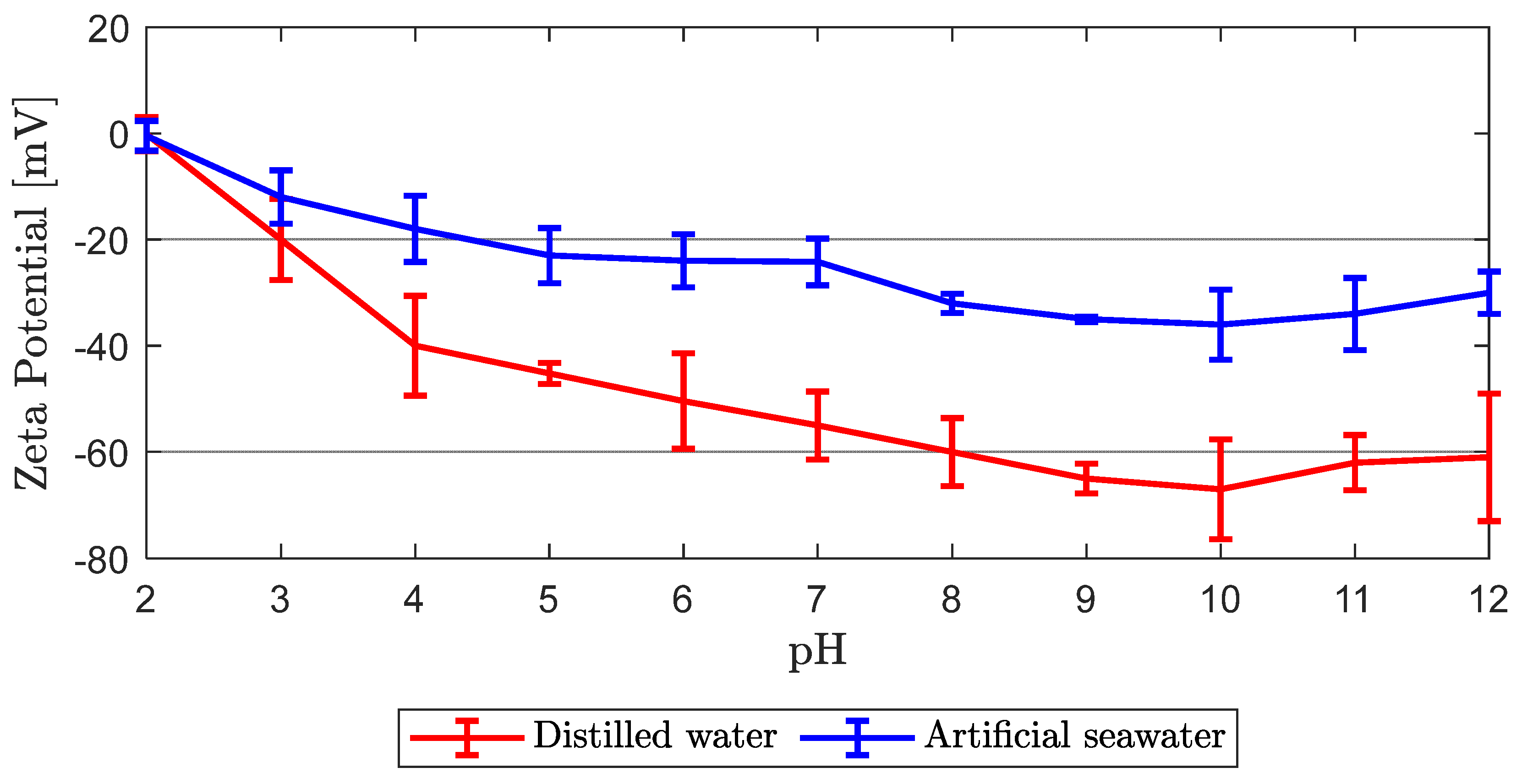
- Zeta potential
- Sedimentation efficiency parameters
- Sedimentation efficiency as a function of settling rate:
- Sedimentation efficiency as a function of percentage of solids removal in the supernatant:
3. Results and Discussion
3.1. Linear Adjustment of Turbidity and Solids Concentration for Each Type of Tailing and Water Used in the Study
3.2. Operational Optimum for the Case of a Synthetic Tailing without the Presence of Clays (SF)
- Settling rate: 4.51 cm/s for distilled water and 4.98 cm/s for synthetic sea water.
- Percentage of solids removal in the supernatant: 71.5% for distilled water and 85.2% for synthetic sea water.
3.3. Sedimentation of Synthetic Tailings with Presence of Clay, without Additives
3.4. Synthetic Tailings Flocculation with the Presence of Clays
3.5. Coagulation of Synthetic Tailings with Presence of Clays
- MgCl2 (500 mg/L): 72.8 NTU.
- CaCl2 (500 mg/L): 81.4 NTU.
3.6. Flocculation-Coagulation of Tailings under the Presence of Clays
- The coagulant dose is added to the already prepared sample and allowed to act for 30 s.
- Subsequently, the flocculant dose is added and mixed.
- The settling rate is measured after the addition of the flocculant and the solids concentration of the supernatant, and the zeta potential is calculated after 5 min from the end of the process.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Boger, D.V. Rheology and the resource industries. Chem. Eng. Sci. 2009, 64, 4525–4536. [Google Scholar] [CrossRef]
- Edraki, M.; Baumgartl, T.; Manlapig, E.; Bradshaw, D.; Franks, D.M.; Moran, C.J. Designing mine tailings for better environmental, social and economic outcomes: A review of alternative approaches. J. Clean. Prod. 2014, 84, 411–420. [Google Scholar] [CrossRef]
- Ihle, C.F.; Kracht, W. The relevance of water recirculation in large scale mineral processing plants with a remote water supply. J. Clean. Prod. 2018, 177, 34–51. [Google Scholar] [CrossRef]
- Northey, S.; Mohr, S.; Mudd, G.M.; Weng, Z.; Giurco, D. Modelling future copper ore grade decline based on a detailed assessment of copper resources and mining. Resour. Conserv. Recycl. 2014, 83, 190–201. [Google Scholar] [CrossRef]
- Calvo, G.; Mudd, G.; Valero, A.; Valero, A. Decreasing ore grades in global metallic mining: A theoretical issue or a global reality? Resources 2016, 5, 36. [Google Scholar] [CrossRef] [Green Version]
- Connelly, D. High clay ores a mineral processing nightmare. Aust. J. Min. 2011, 24, 28–29. [Google Scholar]
- Forbes, E.; Davey, K.J.; Smith, L. Decoupling rehology and slime coatings effect on the natural flotability of chalcopyrite in a clay-rich flotation pulp. Miner. Eng. 2014, 56, 136–144. [Google Scholar] [CrossRef]
- Castillo, C.; Ihle, C.F.; Jeldres, R.I. Chemometric optimisation of a copper sulphide tailings flocculation process in the presence of clays. Minerals 2019, 9, 582. [Google Scholar] [CrossRef] [Green Version]
- Cisternas, L.A.; Gálvez, E.D. The use of sea water in mining. Miner. Process. Extr. Metall. Rev. 2018, 39, 18–33. [Google Scholar] [CrossRef]
- Rand, B.; Pekenć, E.; Goodwin, J.W.; Smith, R.W. Investigation into the existence of edge—face coagulated structures in Na-montmorillonite suspensions. J. Chem. Soc. Faraday Trans. 1 Phys. Chem. Condens. Phases 1980, 76, 225–235. [Google Scholar] [CrossRef]
- Mietta, F.; Chassagne, C.; Winterwerp, J.C. Shear-induced flocculation of a suspension of kaolinite as function of pH and salt concentration. J. Colloid Interface Sci. 2009, 336, 134–141. [Google Scholar] [CrossRef] [PubMed]
- Nasser, M.S.; James, A.E. The effect of polyacrylamide charge density and molecular weight on the flocculation and sedimentation behaviour of kaolinite suspensions. Sep. Purif. Technol. 2006, 52, 241–252. [Google Scholar] [CrossRef]
- Zbik, M.S.; Smart, R.S.C.; Morris, G.E. Kaolinite flocculation structure. J. Colloid Interface Sci. 2008, 328, 73–80. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Harbottle, D.; Liu, Q.; Xu, Z. Current state of fine mineral tailings treatment: A critical review on theory and practice. Miner. Eng. 2014, 58, 113–131. [Google Scholar] [CrossRef]
- Qi, C.; Fourie, A. Cemented paste backfill for mineral tailings management: Review and future perspectives. Miner. Eng. 2019, 144, 106025. [Google Scholar] [CrossRef]
- Ji, Y.; Lu, Q.; Liu, Q.; Zeng, H. Effect of solution salinity on settling of mineral tailings by polymer flocculants. Colloids Surf. A Physicochem. Eng. Asp. 2013, 430, 29–38. [Google Scholar] [CrossRef]
- Jeldres, R.I.; Arancibia-Bravo, M.P.; Reyes, A.; Aguirre, C.E.; Cortes, L.; Cisternas, L.A. The impact of sea water with calcium and magnesium removal for the flotation of copper-molybdenum sulphide ores. Miner. Eng. 2017, 109, 10–13. [Google Scholar] [CrossRef]
- Ramos, J.J.; Leiva, W.H.; Castillo, C.N.; Ihle, C.F.; Fawell, P.D.; Jeldres, R.I. Sea water flocculation of clay-based mining tailings: Impact of calcium and magnesium precipitation. Miner. Eng. 2020, 154, 106417. [Google Scholar] [CrossRef]
- Contreras, S.; Castillo, C.; Olivera-Nappa, Á.; Townley, B.; Ihle, C.F. A new statistically-based methodology for variability assessment of rheological parameters in mineral processing. Miner. Eng. 2020, 156, 106494. [Google Scholar] [CrossRef]
- Bidwell, J.P.; Spotte, S. Artificial Sea Waters: Formulas and Methods; Jones and Bartlett Publishers: Boston, MA, USA, 1985. [Google Scholar]
- Quezada, G.R.; Jeldres, R.I.; Fawell, P.D.; Toledo, P.G. Use of molecular dynamics to study the conformation of an anionic polyelectrolyte in saline medium and its adsorption on a quartz surface. Miner. Eng. 2018, 129, 102–105. [Google Scholar] [CrossRef]
- Kaya, A.; Yukselen, Y. Zeta potential of clay minerals and quartz contaminated by heavy metals. Can. Geotech. J. 2005, 42, 1280–1289. [Google Scholar] [CrossRef]
- Vallar, S.; Houivet, D.; El Fallah, J.; Kervadec, D.; Haussonne, J.M. Oxide slurries stability and powders dispersion: Optimization with zeta potential and rheological measurements. J. Eur. Ceram. Soc. 1999, 19, 1017–1021. [Google Scholar] [CrossRef]
- Clogston, J.D.; Patri, A.K. Zeta potential measurement. Methods Mol. Biol. 2011, 697, 63–70. [Google Scholar] [CrossRef] [PubMed]
- Shehata, A.M.; Nasr-El-Din, H.A. Zeta Potential Measurements: Impact of Salinity on Sandstone Minerals. Presented at the SPE International Symposium on Oilfield Chemistry, The Woodlands, TX, USA, 13–15 April 2015. [Google Scholar] [CrossRef]
- Khangaonkar, P.; Bala Subramani, K. Flocculation of hematite fines by anionic polyacrylamide polymers. Miner. Eng. 1993, 6, 765–774. [Google Scholar] [CrossRef]
- Reyes, C.; Álvarez, M.; Ihle, C.F.; Contreras, M.; Kracht, W. The influence of sea water on magnetite tailing rheology. Miner. Eng. 2019, 131, 363–369. [Google Scholar] [CrossRef]
- Owen, A.; Fawell, P.; Swift, J.; Farrow, J. The impact of polyacrylamide flocculant solution age on flocculation performance. Int. J. Miner. Process. 2002, 67, 123–144. [Google Scholar] [CrossRef]
- Jeldres, R.I.; Forbes, L.; Cisternas, L.A. Effect of Sea water on Sulfide Ore Flotation: A Review. Miner. Processing Extr. Metall. Rev. 2016, 37, 369–384. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, Y.; Nicholson, T.; Lauten, R.A. The role of cations in copper flotation in the presence of bentonite. Miner. Eng. 2016, 96–97, 108–112. [Google Scholar] [CrossRef]
- Dontsova, K.; Norton, L.D. Effects of exchangeable Ca: Mg ratio on soil clay flocculation, infiltration and erosion”, Sustaining the global Farm. In Proceedings of the 10th International Soil Conservation Organization Meeting, West Lafayette, IN, USA, 24–29 May 1999; pp. 580–585. [Google Scholar]
- Kitchener, J.A. Flocculation in Mineral Processing. In The Scientific Basis of Flocculation. NATO Advanced Study Institutes Series; Series E; Applied Science; Ives, K.J., Ed.; Springer: Dordrecht, The Netherlands, 1978; Volume 27. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Sample Name | Fine Fraction Composition | Tailing Composition wt% |
|---|---|---|
| SF | No fines added | 100% coarse |
| MM | 100% bentonite | 80% coarse 20% bentonite |
| KK | 100% kaolinite | 80% coarse 20% kaolinite |
| 100% ultrafine quartz | 80% coarse 20% ultrafine quartz | |
| MK | 50% bentonite 50% kaolinite | 80% coarse 10% bentonite 10% kaolinite |
| MQ | 50% bentonite 50% ultrafine quartz | 80% coarse 10% bentonite 10% ultrafine quartz |
| KQ | 50% ultrafine quartz 50% kaolinite | 80% coarse 10% ultrafine quartz 10% kaolinite |
| Property | Artificial Sea Water | Distilled Water |
|---|---|---|
| pH | 7.16 | 5.76 |
| Conductivity | 5.04 mS/cm | 0.67 mS/cm |
| Density | 1.025 t/m3 | 1.001 t/m3 |
| Sample Name | Linear Adjustment | R2 |
|---|---|---|
| SF | y = 143.85x − 15.15 | 0.97 |
| MM | y = 0.0001x − 0.04 | 0.99 |
| KK | y = 0.00097x − 0.039 | 0.96 |
| y = 0.00097x − 0.053 | 1.00 | |
| MK | y = 0.0011x + 0.05 | 0.86 |
| MQ | y = 0.0015x − 0.082 | 0.97 |
| KQ | y = 0.001x − 0.019 | 0.99 |
| Sample Name | Linear Adjustment | R2 |
|---|---|---|
| SF | y = 138.3x + 16.3 | 0.98 |
| MM | y = 0.0015x − 0.015 | 0.99 |
| KK | y = 0.001x + 0.006 | 0.88 |
| y = 0.00124x + 0.0141 | 1.00 | |
| MK | y = 0.0011x − 0.037 | 0.88 |
| MQ | y = 0.0017x − 0.14 | 0.92 |
| KQ | y = 0.0011x + 0.041 | 0.95 |
| Settling Rate (cm/s) | ||||||
|---|---|---|---|---|---|---|
| Cw % | Distilled Water | Synthetic Sea Water | Distilled Water | Synthetic Sea Water | Distilled Water | Synthetic Sea Water |
| 12.5 g/Dry Ton | 25 g/Dry Ton | 50 g/Dry Ton | ||||
| 8 | <0.01 | 2.55 ± 0.26 | 3.88 ± 0.1 | 3.69 ± 0.2 | 3.44 ± 0.6 | 3.68 ± 0.5 |
| 10 | 4.33 ± 0.52 | 4.25 ±0.18 | 4.51 ± 0.1 | 4.98 ± 0.2 | 4.13 ± 0.2 | 4.23 ± 0.6 |
| 20 | 3.13 ± 0.65 | 3.5 ± 0.32 | 3.38 ± 0.5 | 4.33± 0.1 | 3.21 ± 0.5 | 3.19 ± 0.1 |
| Removal of Solids % | ||||||||
|---|---|---|---|---|---|---|---|---|
| Cw % | Distilled Water | Synthetic Sea Water | Distilled Water | Synthetic Sea Water | Distilled Water | Synthetic Sea Water | Distilled Water | Synthetic Sea Water |
| 5 g/Dry Ton | 12.5 g/Dry Ton | 25 g/Dry Ton | 50 g/Dry Ton | |||||
| 8 | 52.5 ± 0.09 | 64.2 ± 0.042 | 68.7 ± 0.01 | 83 ± 0.052 | 77.7 ± 0.25 | 89.7 ± 0.002 | 83.4 ± 0.08 | 92.9 ± 0.011 |
| 10 | 43.2 ± 0.045 | 19.4 ± 0.083 | 58.2 ± 0.044 | 75.2 ± 0.026 | 72.4 ± 0.026 | 82.4 ± 0.038 | 77.8 ± 0.018 | 88.2 ± 0.082 |
| 20 | 55.1 ± 0.014 | 12 ± 0.068 | 74.9 ± 0.031 | 64.3 ± 0.067 | 82.3 ± 0.014 | 79.1 ± 0.042 | 87.4 ± 0.082 | 92.7 ± 0.074 |
| Cw % | Zeta Potential mV | pH | Zeta Potential mV | pH | Zeta Potential mV | pH |
|---|---|---|---|---|---|---|
| 12.5 g/Dry Ton | 25 g/Dry Ton | 50 g/Dry Ton | ||||
| 8 | −6.5 ± 0.5 | 5.81 | −5.0 ± 0.5 | 6.01 | −3.7 ± 0.9 | 5.97 |
| 10 | −6.7 ± 0.5 | 5.67 | −5.5 ± 0.8 | 5.73 | −5.2 ± 0.8 | 6.04 |
| 20 | −10.9 ± 1.0 | 5.78 | −8.2 ± 0.7 | 5.88 | −6.7 ± 0.5 | 6.07 |
| Cw (%) | Zeta Potential mV | pH | Zeta Potential mV | pH | Zeta Potential mV | pH |
|---|---|---|---|---|---|---|
| 12.5 g/Dry Ton | 25 g/Dry Ton | 50 g/Dry Ton | ||||
| 8 | −2.4 ± 0.5 | 7.78 | −2.5 ± 0.5 | 7.85 | −3.6 ± 0.5 | 7.92 |
| 10 | −2.6 ± 0.5 | 7.81 | −2.7 ± 1.0 | 7.92 | −2.9 ± 1.5 | 7.80 |
| 20 | −2.8 ± 1.5 | 7.79 | −3.1 ± 0.5 | 7.86 | −3.7 ± 0.5 | 7.78 |
| Tailing Name | Distilled Water | Sea Water | ||
|---|---|---|---|---|
| MM | 0.0% | 5.50% | 2.2% | 48.50% |
| MK | 2.9% | 16.00% | 2.9% | 12.00% |
| KQ | 9.5% | 59.00% | 4.7% | 22.50% |
| MQ | 4.3% | 49.00% | 6.0% | 31.50% |
| KK | 7.4% | 61.00% | 2.3% | 49.50% |
| 11.1% | 55.50% | 7.4% | 38.50% | |
| SF | 43.2% | 69.50% | 45.1% | 74.00% |
| Distilled Water | Sea Water | |||
|---|---|---|---|---|
| MM | 5.3% | 25.0% | 6.2% | 73.5% |
| MK | 18.4% | 52.5% | 20.3% | 64.5% |
| KQ | 63.0% | 92.5% | 27.7% | 40.5% |
| MQ | 8.4% | 39.5% | 26.5% | 69.5% |
| KK | 51.7% | 91.0% | 18.4% | 22.0% |
| 56.9% | 87.0% | 72.1% | 63.0% | |
| SF | 5.3% | 25.0% | 6.2% | 73.5% |
| MgCl2 | CaCl2 | |||
|---|---|---|---|---|
| MM | 0.59% | 99.89% | 0.44% | 99.65% |
| MK | 0.39% | 99.96% | 0.31% | 99.70% |
| KQ | 0.42% | 99.85% | 0.46% | 99.47% |
| MQ | 0.62% | 99.22% | 0.02% | 99.44% |
| KK | 0.20% | 99.58% | 0.18% | 99.20% |
| 0.64% | 99.99% | 0.74% | 99.82% | |
| MgCl2 | CaCl2 | |||
|---|---|---|---|---|
| MM | 94.85% | 99.97% | 80.76% | 99.83% |
| MK | 79.47% | 99.85% | 81.19% | 99.75% |
| MQ | 100% | 99.19% | 100% | 99.16% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
López-Espejo, C.; Ihle, C.F. Technical Assessment of Secondary Sedimentation Process in Copper Sulphide Tailings with the Presence of Clays, in Continental and Sea Water. Minerals 2022, 12, 257. https://0-doi-org.brum.beds.ac.uk/10.3390/min12020257
López-Espejo C, Ihle CF. Technical Assessment of Secondary Sedimentation Process in Copper Sulphide Tailings with the Presence of Clays, in Continental and Sea Water. Minerals. 2022; 12(2):257. https://0-doi-org.brum.beds.ac.uk/10.3390/min12020257
Chicago/Turabian StyleLópez-Espejo, Catalina, and Christian F. Ihle. 2022. "Technical Assessment of Secondary Sedimentation Process in Copper Sulphide Tailings with the Presence of Clays, in Continental and Sea Water" Minerals 12, no. 2: 257. https://0-doi-org.brum.beds.ac.uk/10.3390/min12020257