
Experimental Analysis of Friction and Wear of Self-Lubricating Composites Used for Dry Lubrication of Ball Bearing for Space Applications

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Composite Materials
2.2. Friction Tests
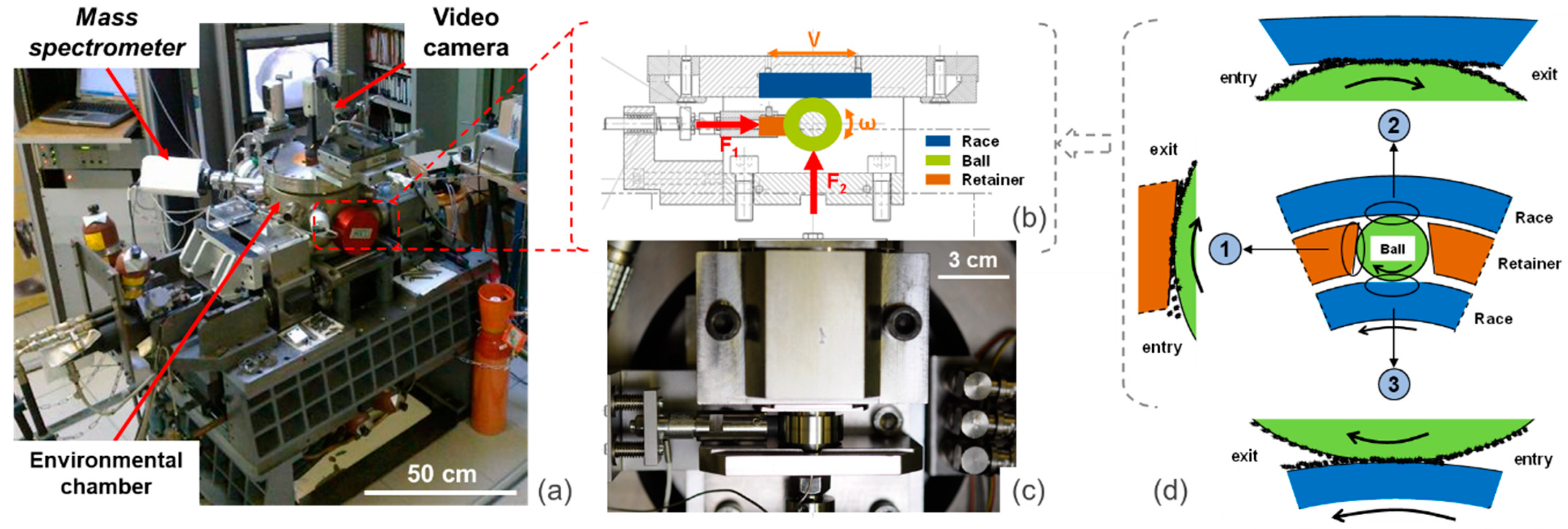
2.2.1. The Double Transfer Test Bench (DTTB)
- A barrel shaped roller (Ø 25 mm, roundness Ø 1000 mm) whose motion is only rotation. A drawing of the specimen is given in Supplementary Materials (SM),
- A plate sample (l = 109 mm, w = 10 mm, t = 14 mm) whose motion is only translation,
- A pad sample (Ø 8 mm) made of the composite to be tested to emulate the cage.
2.2.2. Contact Conditions
- A—Running in with only the roller/composite pad contact to emulate the gentle run in;
- B—Rolling without sliding with both roller/composite pad and roller/plate contacts;
- C—Rolling with 0.5% sliding with both contacts to emulate severe working conditions.
2.2.3. Real Time and Post Tribological Tests Analysis
2.3. Adesion Measurements
- High resolution image of the 70 × 70 µm² region of interest (ROI): Prior to the full adhesion measurement and to make sure the ROI are gathering the 3 main constitutive elements of the composites (glass fiber, MoS2 particles and PTFE matrix) and 3rd body particles (for samples that underwent friction). NanoWorld AG NCHR sharp tip Si cantilevers (42 N/m stiffness) were used for high-resolution imaging of regions of interest. Using high resolution images allows for confident surface pattern recognition after scanning with the Ø 20 µm beads prior adhesion measurement. Images appear blurrier, which can mislead the localization of the constitutive elements. SEM images of those ROI are also used to fully grasp their morphologies and link them to adhesion.
- Mounting of the beaded cantilever and stabilization of the environment. Cantilever is approached towards the surface, put in contact and then retracted just above the surface to make sure the system reached both an equilibrium temperature and the required humidity prior doing measurements.
- Tapping mode image of the ROI with the beaded cantilever.
3. Results and Discussion
3.1. Tests in UHV Environment
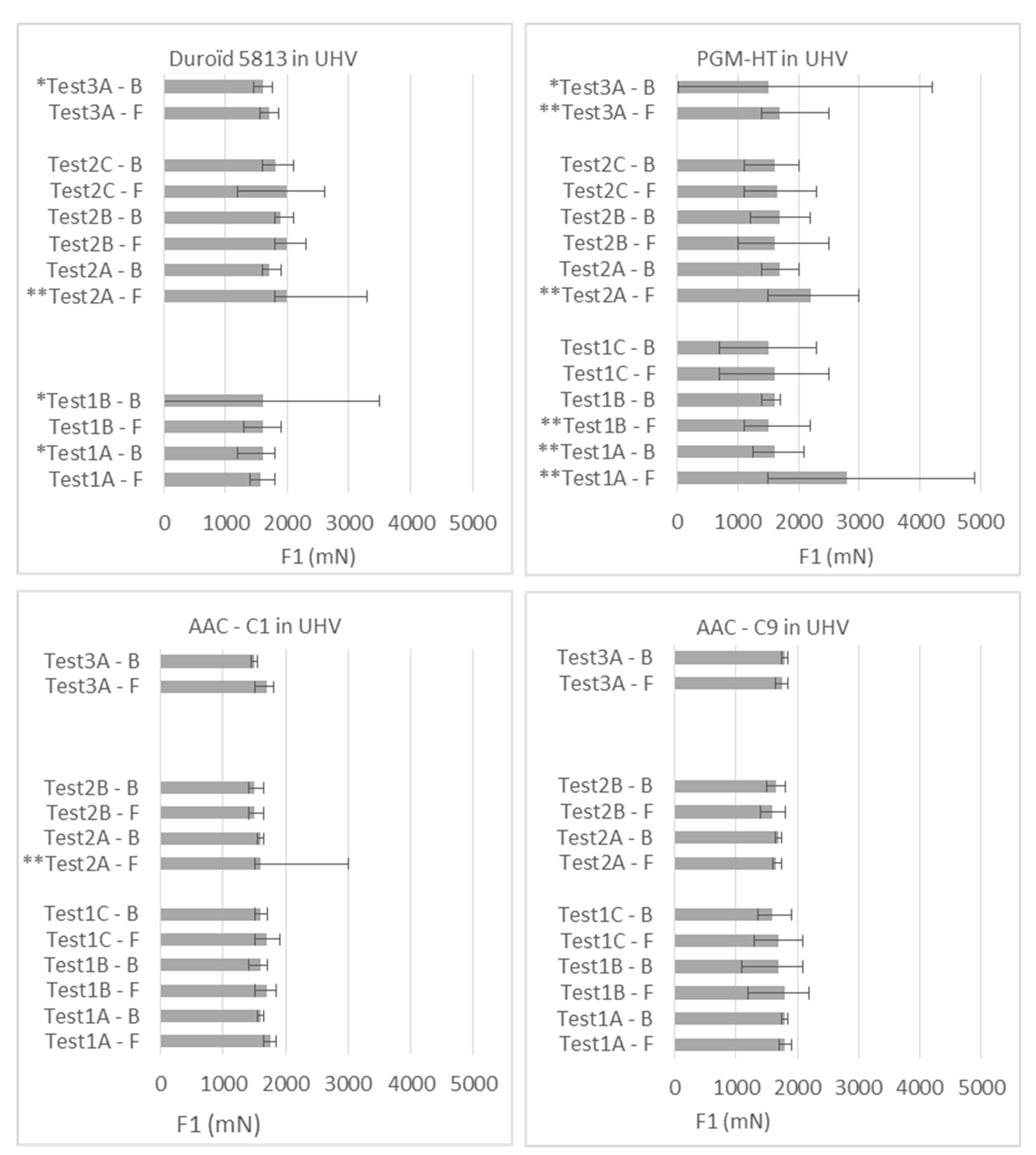
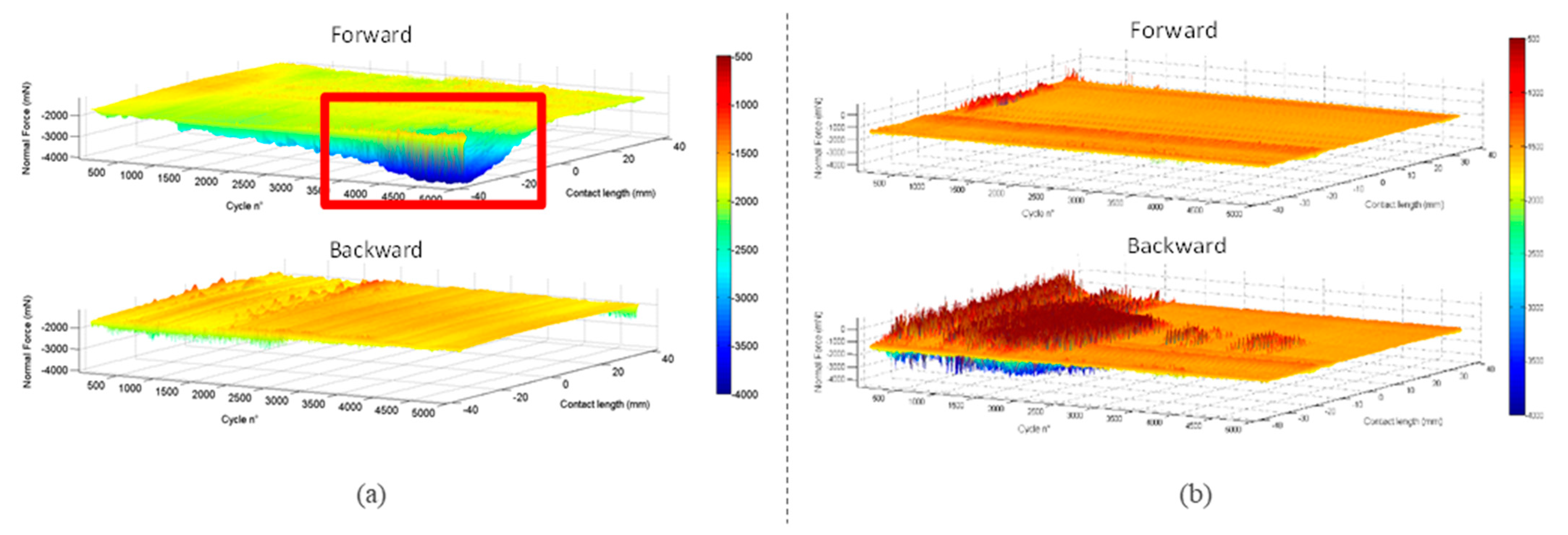
3.1.1. Friction Force
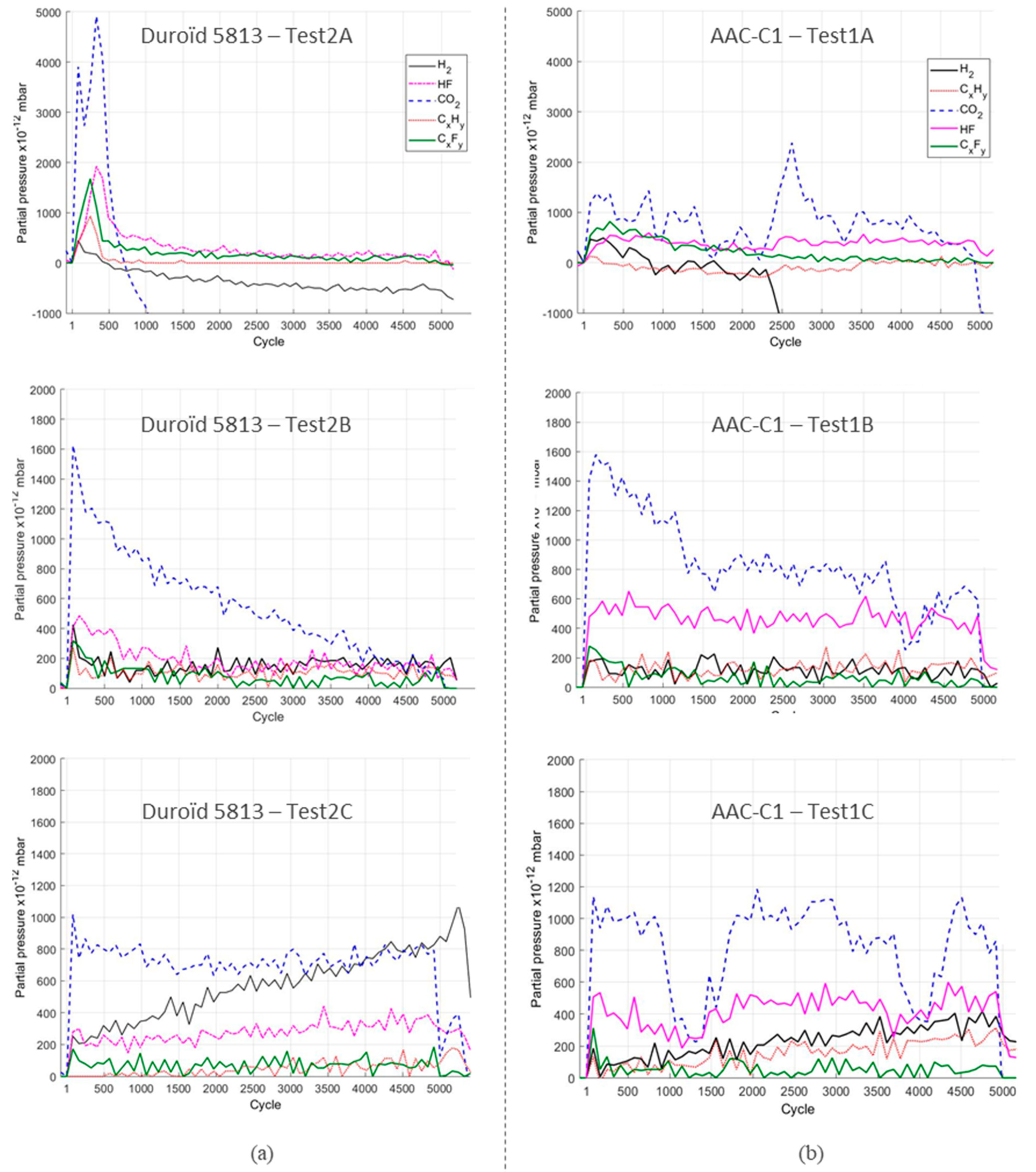
3.1.2. Mass Spectrometry
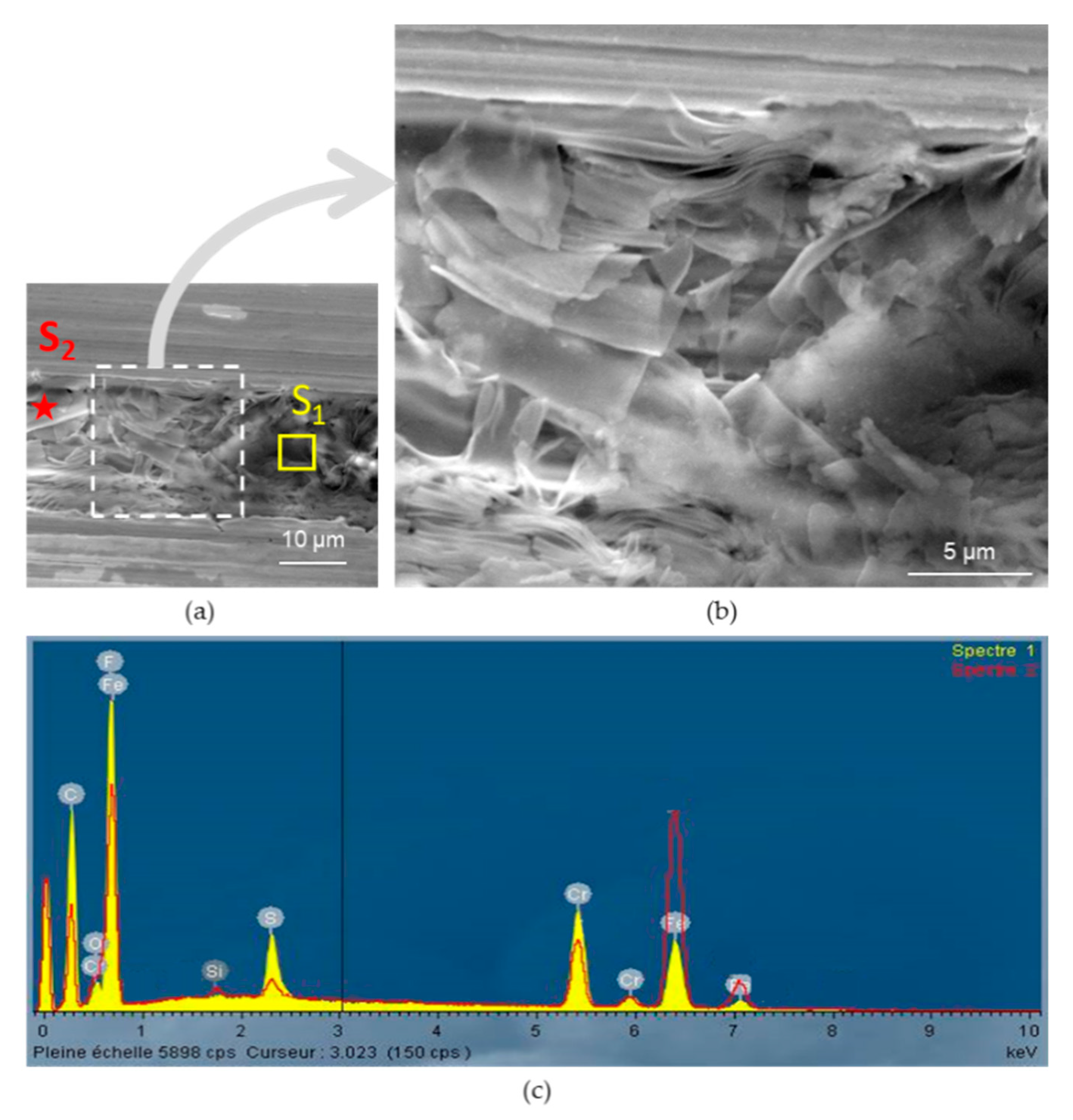
3.1.3. Surface Analysis
- −
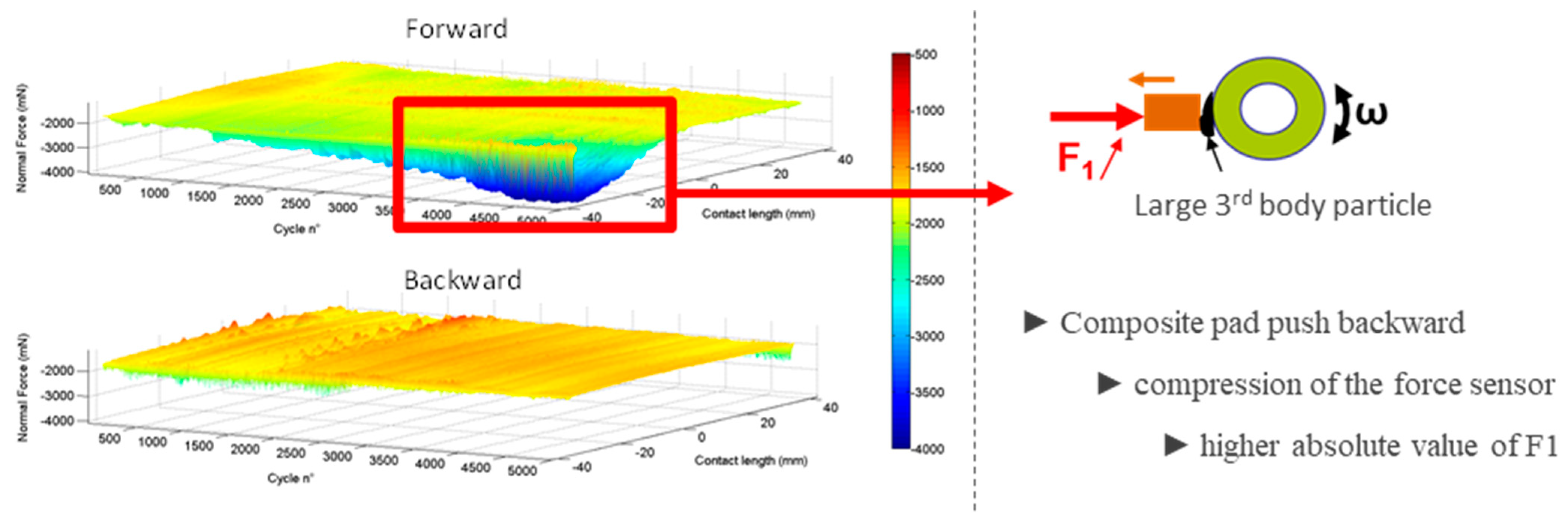
- PGM-HT transferred very little in phase A but produced some large clusters (Figure S4). It transferred very moderately in phase B as well. In phase C, the transfer was active but remained relatively low while particle production remained at average. That agreed well with the MS measurements (Figure S5), which shows no desorption during phase A, desorption of PTFE and MoS2 related molecules during a short period of time in phase B, desorption of the same species during all phase C. Note that in phase B there was a peak of H2 prior to CxFy, HF and CO2 desorption. That could be related to stainless steel stress and activation of the surface to initiate transfer as hypothesized earlier. At the end of the three phases, PGM-HT transferred very little but produced a rather large number of particles, which were mainly ejected near the contact ellipse on the pad. The layer of transferred 3rd body on the roller and the plate is comprised of a very thin and almost transparent layer with relatively large but homogeneously distributed clusters on top of it. Production of large particles forming clusters agreed well with the variations observed in F1.
- −
- Duroïd, like PGM-HT, transferred very little in phase A (Figure S3). However, it produced few particles, at least of large size (i.e., detectable on F1 measurement). In phase B, the transfer and production of particles detectable in the F1 measurement remained low. It is in phase C that the transfer was significantly activated. That agreed well with MS measurements, in phase A desorption of PTFE and MoS2 related molecules is seen during a short period of time. Note that there was no peak of H2 desorption meaning that the surface needed less activation to initiate particle detachment and transfer from the composite to the steel surface. In phase B, desorption was higher and lasted longer, which is in line with better transfer, and desorption occurred during all phase C. At the end of the three phases, the transfer was correctly carried out, the transferred material, although forming “patches” (smaller than those formed with PGM-HT) and smoother areas, was homogeneously distributed. A few particles can be discerned around the racetrack and in and around the ellipse. The 3rd body patches demonstrated elevated parts (SEM images in Table 6) as if it sticks to the counter surface, which brings them up. A sticky 3rd body could explain instabilities observed on F1 (Figure S1 and Figure 2) via the stick-slip phenomenon. In total, the volume of particles appeared to be smaller than that produced by PGM-HT.
- −
- AAC-C1 transferred more than Duroïd in all phases and produced significantly fewer particles (much less ejection around the contact ellipse and the raceway). It is important to note that unlike Duroïd 5813, PGM-HT and AAC-C9, AAC-C1 transferred significantly in phase A, the transfer film on the roller was visible at naked eyes (Figure S4). Such observation an agreed well with the MS measurements that shows equal level desorption of PTFE and MoS2 related molecules over the entire durations of the three phases A, B and C. H2 was not significantly desorbed, which was in line with no specific damage of the steel, and that consequently confirmed the capability of the composite to transfer efficiently low volume of material and provide stable friction (cf. F1 variations in Figure S1 and Figure 2). The distribution of the material transferred to the raceway on the plane appeared homogeneous. No elevated parts of patches were observed, contrary to Duroïd 5813. That could mean lower stickiness, which was in line with the absence of instabilities in F1. That shows that even during smooth run-in, lubrication could be effective very quickly.
- −
- AAC-C9 appeared to have transferred more than C1 when the test included all phases A, B and C. It is interesting to note that C9 transferred very little in phase A, but it produced a larger volume of particles. This goes against what could be expected considering the high level of desorption as compared to AAC-C1, which transferred material in phase A. Consequently, high desorption did not univocally mean high transfer but only high degradation. In phase B, AAC-C9 transfers moderately, then it transferred more in phase C. Overall, the transfer capability of AAC-C9 was very similar to PGM-HT. Nonetheless, at the end of phase C, the transferred material seemed to have a homogeneous distribution on the raceway but was thicker than what was observed with the other three composites. The volume of particles ejected in the vicinity of the contact ellipse on the pad was close to what was observed with Duroïd 5813.
3.2. Tests in Air 50%RH Environment
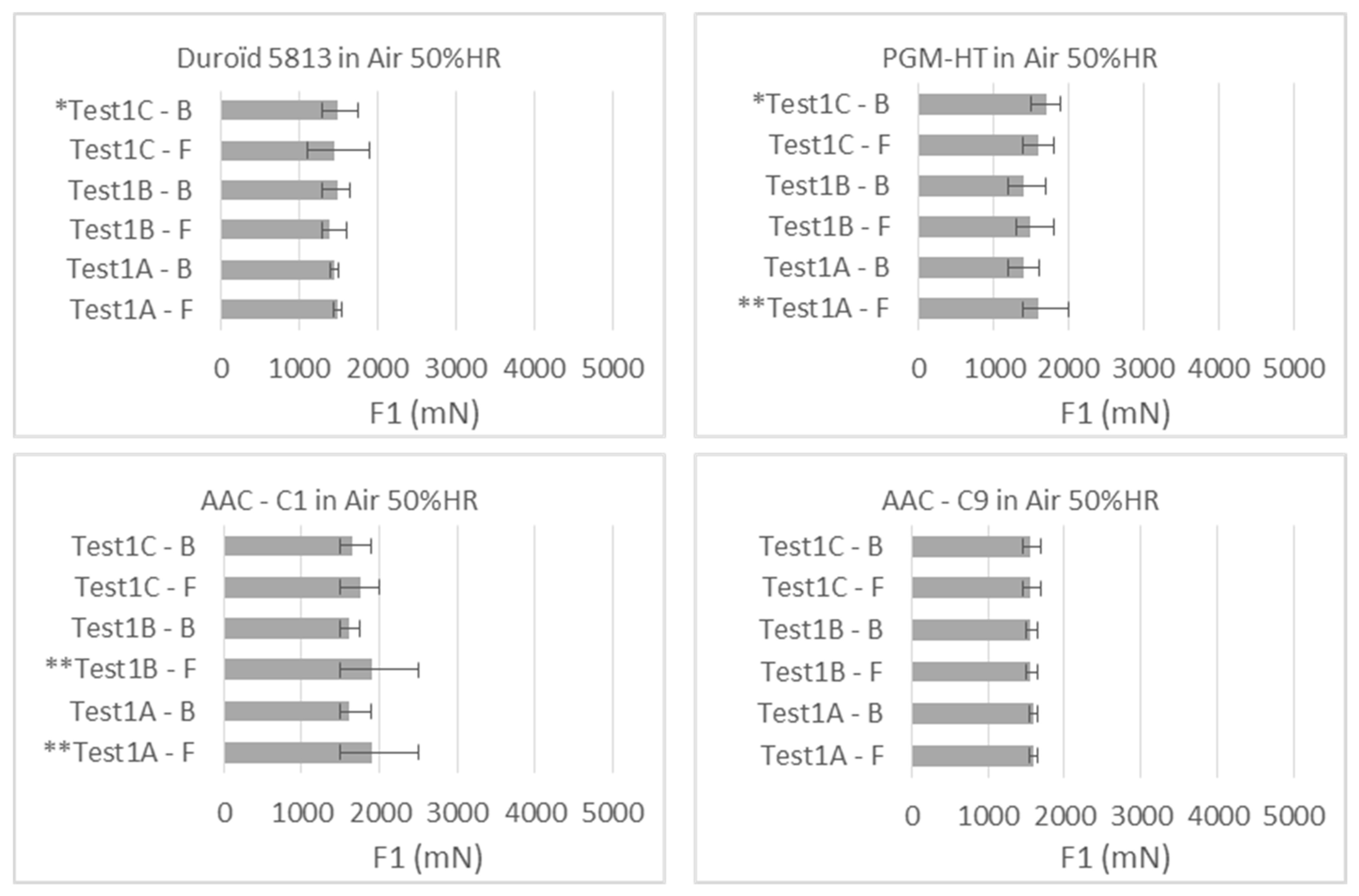
3.2.1. Friction Force
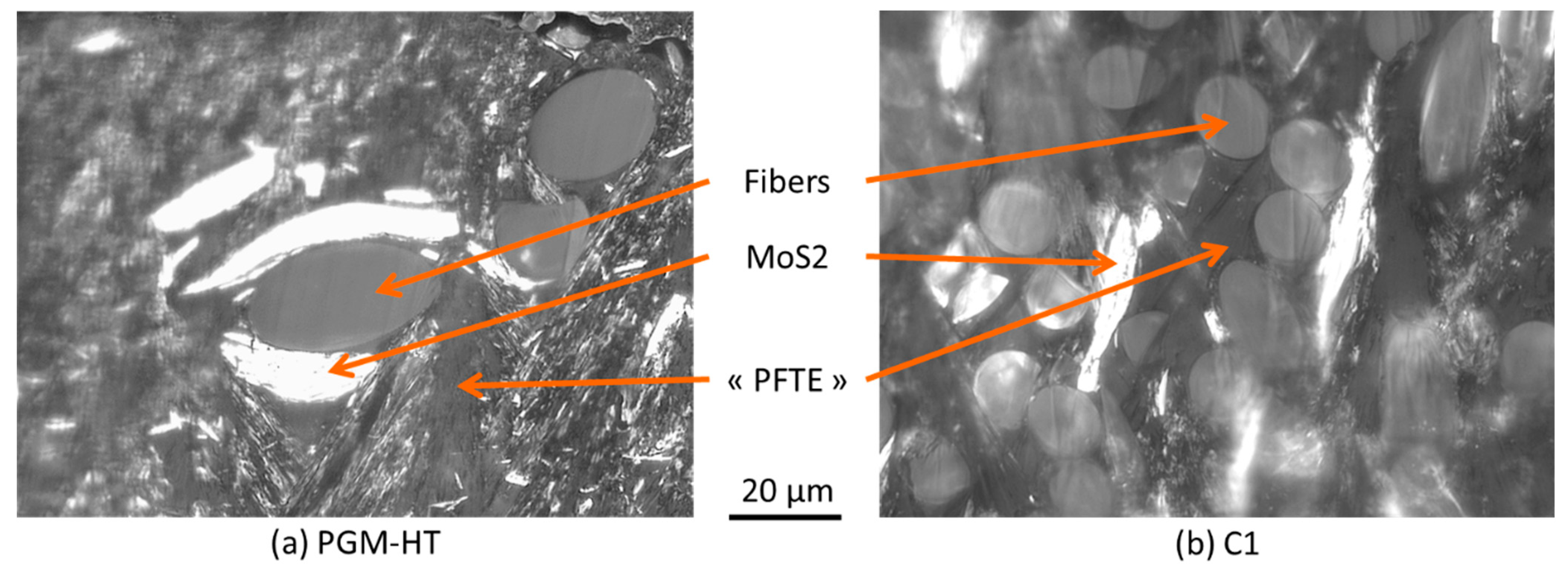
3.2.2. Surface Analysis
3.3. Adhesion Measurement
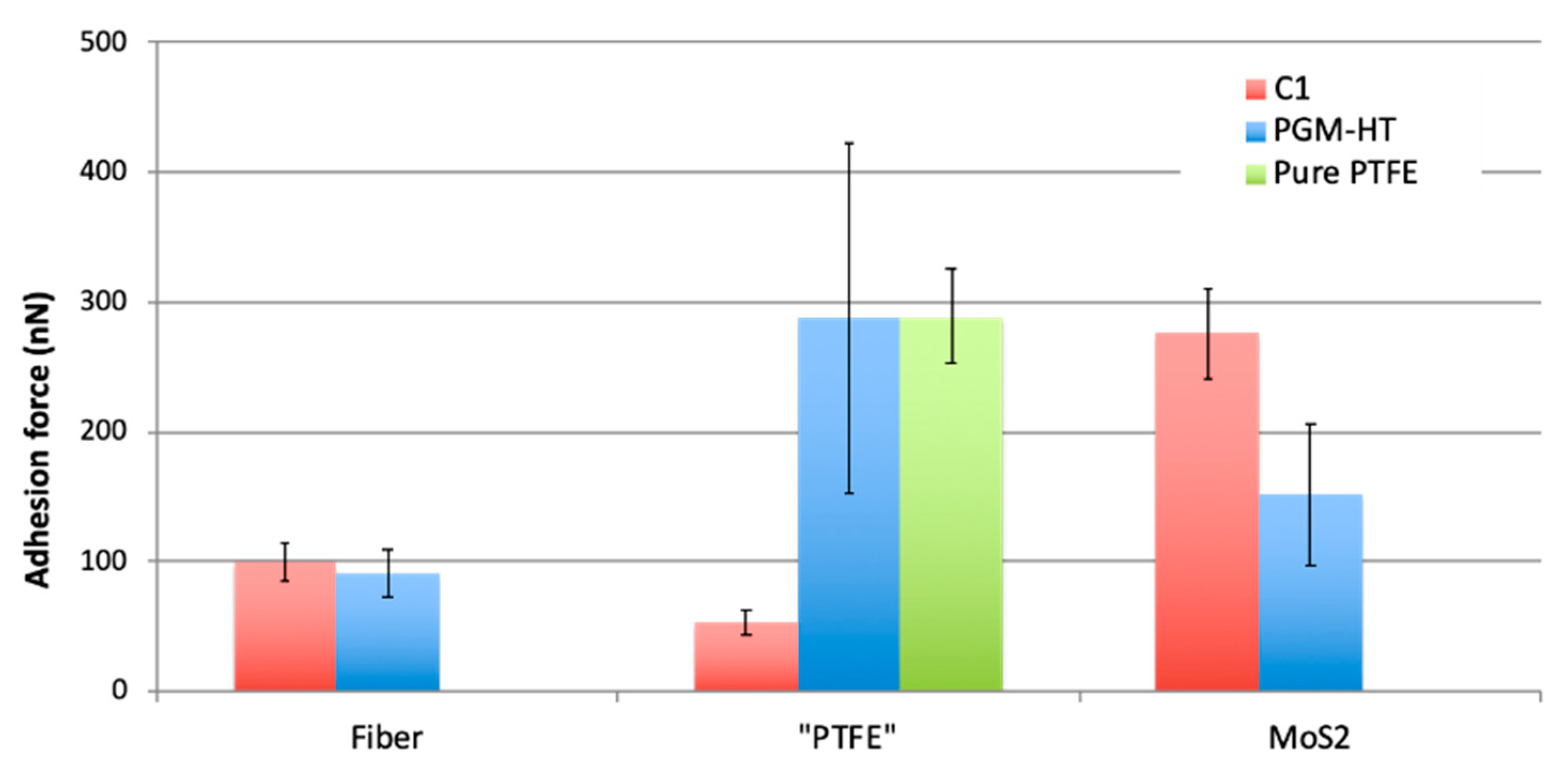
3.3.1. Adhesion between Bulk Composite Material and AISI440C Bead under Laboratory Conditions
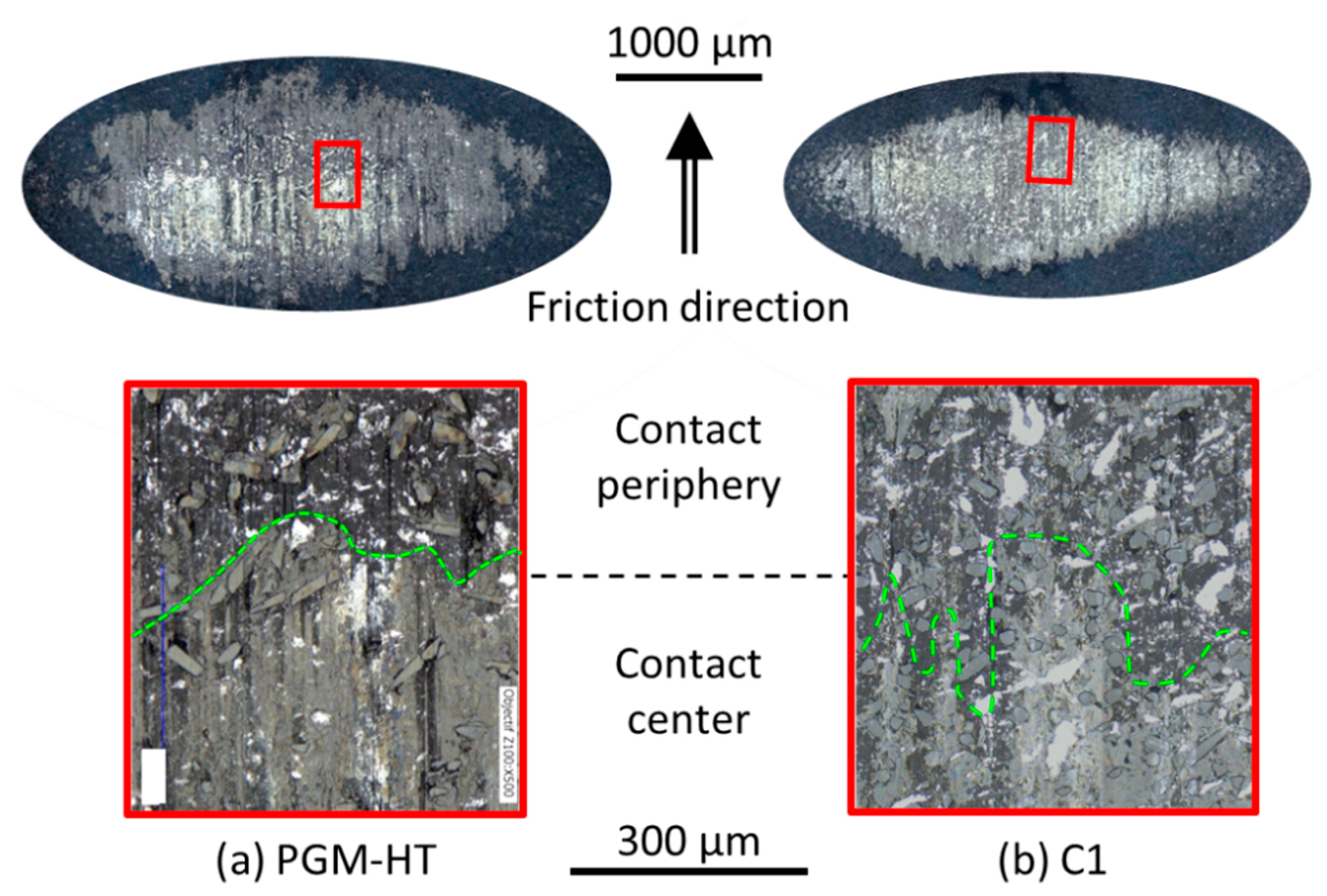
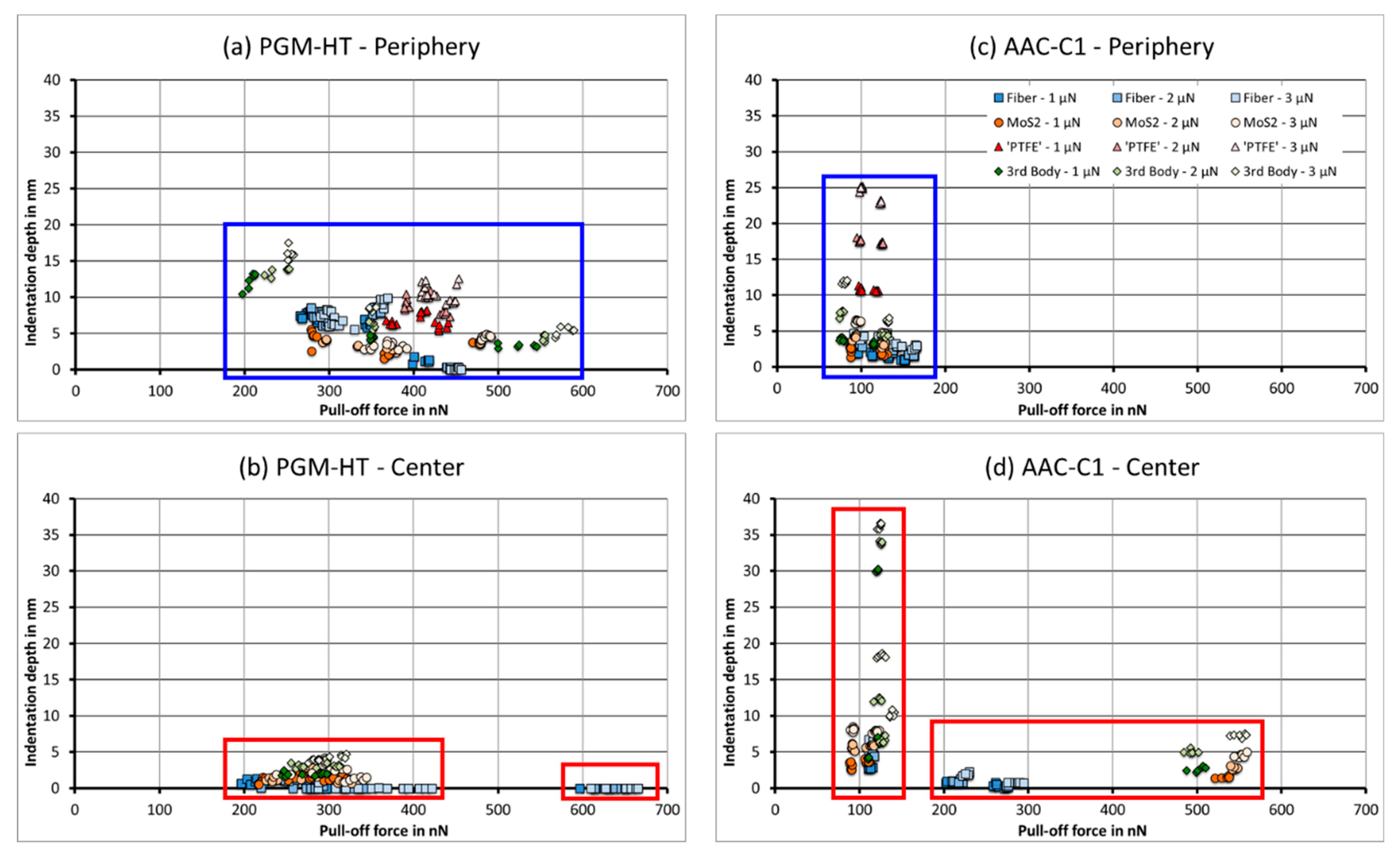
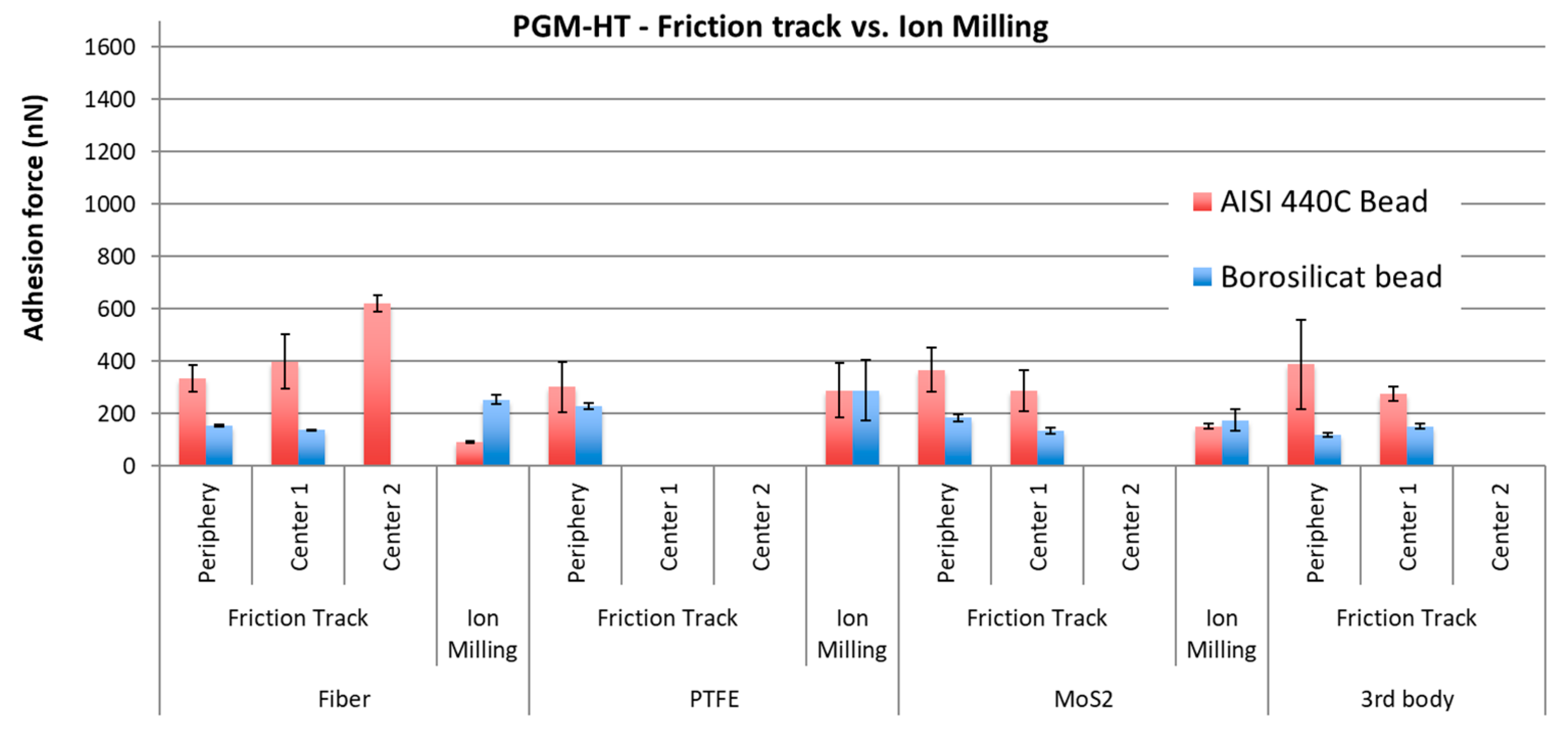
3.3.2. Adhesion between Friction Tracks of Composite Material and AISI440C Bead under Laboratory Conditions
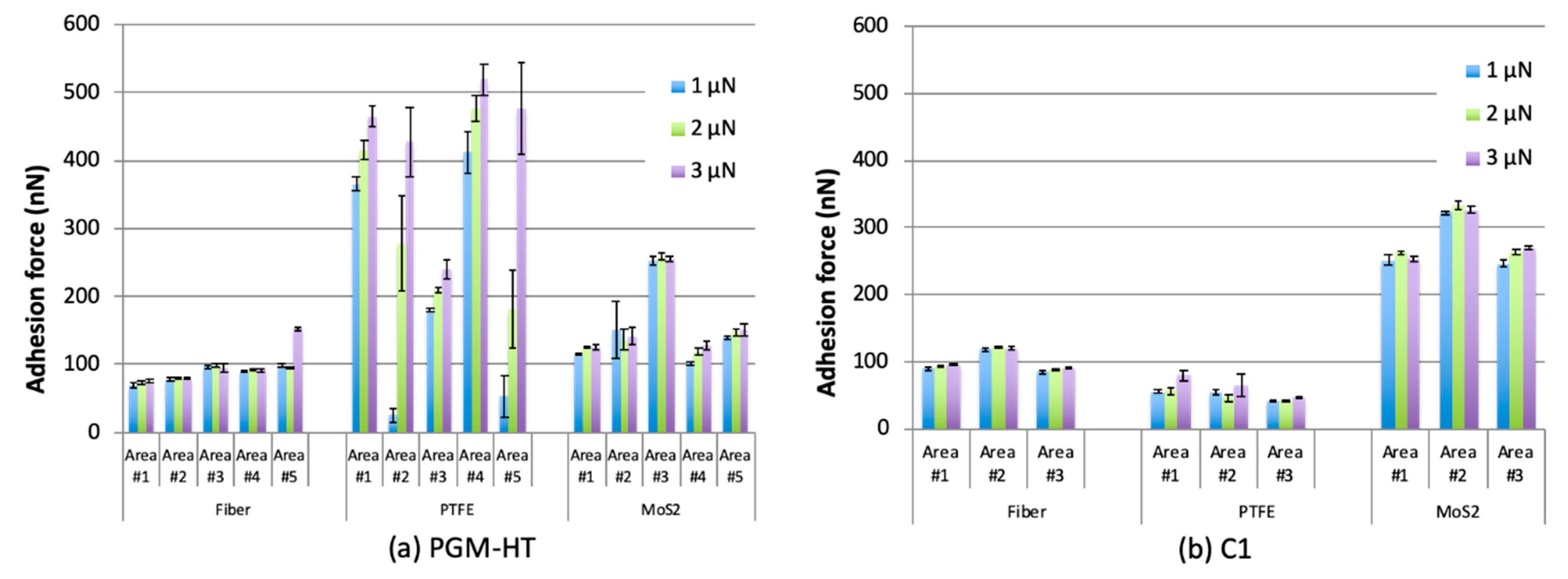
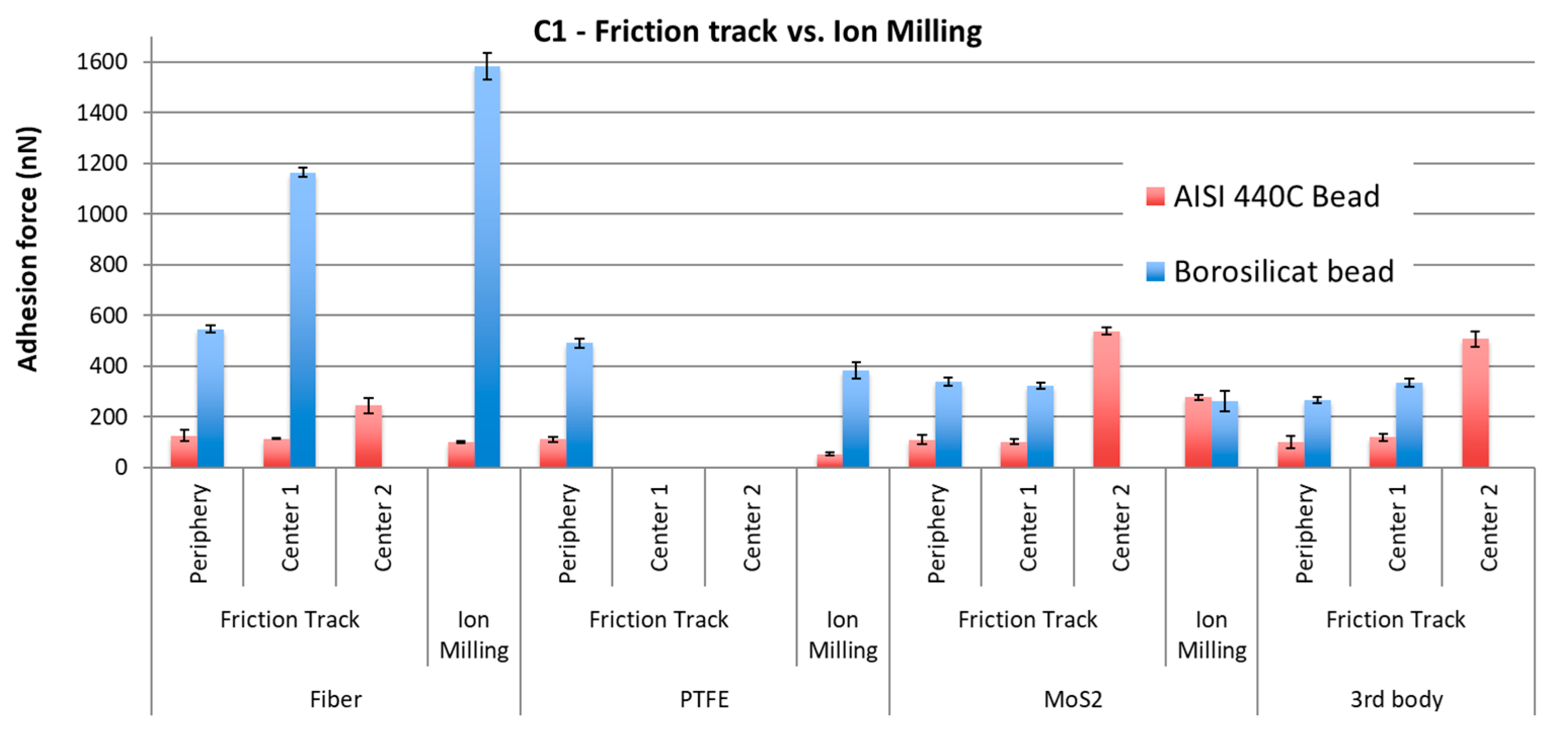
3.3.3. Adhesion of Borosilicate Beads with Composites Materials before and after Friction
4. Summary and Conclusions
- The mass spectrometry measurement showed that one important element was the continuous transfer of material all along the test, without damaging or wearing down too much of the composite. It can be compared to smooth erosion rather than abrasion.
- The low delamination issue due to fiber orientation was mostly orthogonal to the contact. That led to stronger capabilities of smooth erosion of fiber, which in turn led to nanoparticle creation that was mixing to the transferred material. That helped to provide relevant mechanical properties to the transfer film to accommodate velocities, even during severe rolling plus sliding configuration.
- Lower matrix stiffness, which reduced the risk of volume damage and the creation of large debris (mostly from fibers), and the possible occurrences of instabilities
- Adsorption of residual water inside the vacuum chamber in phase A, gentle running, which is believed to lead to better transfer and anchorage of the transferred material. That can constitute a big advantage during the first months, even the first year of service in orbit for the satellite. Due to surface and material outgassing, the vacuum level is low and the atmosphere comprised of a high level of water [59,60,61]. Such water can help in producing the proper transfer film.
- High adhesion of MoS2 towards steel and high adhesion of fiber towards PTFE, which were both in favor of the formation of lubricious transfer film. Fibers played an important role in trapping the particles inside the contact on the pad surface, to ultimately create a lubricious material. PGM-HT exhibited primarily high adhesion of fiber towards steel, which further increased the risk of the abrasion of both steel and the transferred material.
- Equilibrium between internal cohesion of transferred material, and adhesion to counterparts must be satisfied
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

Appendix B

References
- Sicre, J.; Michel, Y.; Videira, E.; Nicollet, L.; Baud, D. PGM-HT as RT/Duroïd 5813 replacement? Lifetime results on STD earth scanning sensor and polder bearing shaft. In Proceedings of the 13th European Space Mechanisms and Tribology Symposium—ESMATS 2009’, Vienna, Austria, 23–25 September 2009. [Google Scholar]
- Roberts, E.W. Space Tribology Handbook, 5th ed.; European Space Tribology Laboratory: Warrington, UK, 2013. [Google Scholar]
- Lince, J.R. Effective Application of Solid Lubricants in Space Mechanims. Lubricants 2020, 8, 74. [Google Scholar] [CrossRef]
- Buttery, M.; Wardzinski, B.; Houton, K.; House, W.; Park, B. Modern self-lubricating composites for space applications: PGM-HT and Sintimid 15M. In Proceedings of the 14th European Space Mechanisms & Tribology Symposium—ESMATS 2011, Constance, Germany, 28–30 September 2011; pp. 87–94. [Google Scholar]
- Theiler, G.; Gradt, T. Friction and wear of PEEK composites in vacuum environment. Wear 2010, 269, 278–284. [Google Scholar] [CrossRef]
- Krick, B.A.; Pitenis, A.A.; Harris, K.L.; Junk, C.P.; Sawyer, W.G.; Brown, S.C.; Rosenfeld, H.D.; Kasprzak, D.J.; Johnson, R.S.; Chan, C.D.; et al. Ultralow wear fluoropolymer composites: Nanoscale functionality from microscale fillers. Tribol. Int. 2016, 95, 245–255. [Google Scholar] [CrossRef]
- Khare, H.S.; Moore, A.C.; Haidar, D.R.; Gong, L.; Ye, J.; Rabolt, J.F.; Burris, D.L. Interrelated Effects of Temperature and Environment on Wear and Tribochemistry of an Ultralow Wear PTFE Composite. J. Phys. Chem. C 2015, 119, 16518–16527. [Google Scholar] [CrossRef]
- Johansson, P.; Marklund, P.; Björling, M.; Shi, Y. Effect of humidity and counterface material on the friction and wear of carbon fiber reinforced PTFE composites. Tribol. Int. 2021, 157, 106869. [Google Scholar] [CrossRef]
- Bahadur, S.; Tabor, D. The wear of filled polytetrafluoroethylene. Wear 1984, 98, 1–13. [Google Scholar] [CrossRef]
- Deli, G.; Qunji, X.; Hongli, W. Physical models of adhesive wear of polytetrafluoroethylene and its composites. Wear 1991, 147, 9–24. [Google Scholar] [CrossRef]
- Khedkar, J.; Negulescu, I.; Meletis, E.I. Sliding wear behavior of PTFE composites. Wear 2002, 252, 361–369. [Google Scholar] [CrossRef]
- Nak-Ho, S.; Suh, N.P. Effect of fiber orientation on friction and wear of fiber reinforced polymeric composites. Wear 1979, 53, 129–141. [Google Scholar] [CrossRef]
- Qu, S.; Lo, K.H.; Wang, S.S. Effect of Transfer Films on Friction of PTFE/PEEK Composite. J. Tribol. 2021, 143, 1–11. [Google Scholar] [CrossRef]
- Cui, W.; Raza, K.; Zhao, Z.; Yu, C.; Tao, L.; Zhao, W.; Chen, W.; Peng, S.; Xu, Q.; Ma, L.; et al. Role of transfer film formation on the tribological properties of polymeric composite materials and spherical plain bearing at low temperatures. Tribol. Int. 2020, 152, 106569. [Google Scholar] [CrossRef]
- McCook, N.L.; Burris, D.L.; Dickrell, P.L.; Sawyer, W.G. Cryogenic friction behavior of PTFE based solid lubricant composites. Tribol. Lett. 2005, 20, 109–113. [Google Scholar] [CrossRef] [Green Version]
- Campbell, K.L.; Sidebottom, M.A.; Atkinson, C.C.; Babuska, T.F.; Kolanovic, C.A.; Boulden, B.J.; Junk, C.P.; Krick, B.A. Ultralow Wear PTFE-Based Polymer Composites—The Role of Water and Tribochemistry. Macromolecules 2019, 52, 5268–5277. [Google Scholar] [CrossRef]
- Birur, G.C.; Siebes, G.; Swanson, T.D. Spacecraft Thermal Control. In Encyclopedia of Physical Science and Technology; Elsevier: Amsterdam, The Netherlands, 2003; pp. 485–505. [Google Scholar]
- Neugebauer, C.; Falkner, M.; Schermann, R.; Weidlich, K.; Demaret, C. High precision duplex bearing with thermal off-load device for the nirspec wheel support mechanisms. In Proceedings of the 12th European Space Mechanisms & Tribology Symposium, Liverpool, UK, 19–21 September 2007; Volume 2007, pp. 19–21. [Google Scholar]
- Roberts, E.W. Space Tribology Handbook, 4th ed.; ESR Technology: Warrington, UK, 2007. [Google Scholar]
- Martin, C.; Sailleau, J.; Pesenti, P. La Recherche Spatiale; 1974; pp. 20–24. [Google Scholar]
- Conley, P.L. Space Vehicle Mechanisms: Elements of Successful Design; Conley, P.L., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 1998; ISBN 978-0-471-12141-1. [Google Scholar]
- Jones, J.R. Lubrication, Friction, and Wear NASA/SP-8063; NASA: Washington, DC, USA, 1971.
- Gardos, M.N. Self-lubricating composites for extreme environment applications. Tribol. Int. 1982, 15, 273–283. [Google Scholar] [CrossRef]
- Fusaro, R.L. Self-lubricating polymer composites and polymer transfer film lubrication for space applications. Tribol. Int. 1990, 23, 105–122. [Google Scholar] [CrossRef] [Green Version]
- Roussel, M.; Martin, C.; Sailleau, J. Matériaux composites autolubrifiants pour utilisations spatiales. In Proceedings of the 1st European Space Tribology Symposium—ESA SP-111, Fracscati, Italy, 9−11 April 1975. [Google Scholar]
- Anderson, M.J. Tribometer Characterisation Tests and Definition of Bearings Screening Plan. ESA-ESTL-TM-226 01; ESTL, ESR Technology Ltd.: Warrington, UK, 1999. [Google Scholar]
- Palladino, M. Report on ESA Recommendations Regarding PGM-HT Use for Space Applications; ESA, ESTEC: Noordwijk, The Netherlands, 2012. [Google Scholar]
- Buttery, M.; Cropper, M.; Roberts, E.W. Thermally Conditioned PGM-HT—ESA-ESTL-TM-0069; ESTL, ESR Technology Ltd: Warrington, UK, 2011. [Google Scholar]
- Colas, G.; Pajovic, S.; Saulot, A.; Renouf, M.; Cameron, P. Adhesion Measurements in MoS2 Dry Lubricated Contacts to Inform Predictive Tribological Numerical Models: Comparison between Laboratory-Tested Samples and Ball Bearings from The NIRISS Mechanism. In Proceedings of the Conference 17th European Space Mechanisms & Tribology Symposium, Hatfiel, UK; 2017. Available online: http://esmats.eu/esmatspapers/pastpapers/pdfs/2017/colas.pdf (accessed on 25 April 2020).
- Macho, C.; Merstallinger, A.; Bodrowski-Hanemann, G.; Palladino, M.; Pambaguian, L. SLPMC - Self Lubricating Polymer Matrix Composites. In Proceedings of the 15th European Space Mechanisms & Tribology Symposium—ESMATS 2013’, Noordwijk, The Netherlands, 25–27 September 2013. [Google Scholar]
- Kohen, I.; Play, D.; Godet, M. Effect of machine rigidity or degrees of freedom on the load-carrying capacity of wear debris. Wear 1980, 61, 381–384. [Google Scholar] [CrossRef]
- Czichos, H.; Becker, S.; Lexow, J. The Versailles Project on Advanced Materials and Standards (VAMAS ) on wear test methods is one of the rapidly growing suite of projects initiated as a result of decisions following the 1982 Versailles Summit Meeting of the Heads of State or Governments. J. Vac. Sci. Technol. A Vac. Surf. Film. 1987, 114, 109–130. [Google Scholar]
- Renouf, M.; Nhu, V.-H.; Saulot, A.; Massi, F. First-Body Versus Third-Body: Dialogue Between an Experiment and a Combined Discrete and Finite Element Approach. ASME J. Tribol. 2014, 136, 021104. [Google Scholar] [CrossRef] [Green Version]
- Berthier, Y. Experimental evidence for friction and wear modelling. Wear 1990, 139, 77–92. [Google Scholar] [CrossRef]
- Berthier, Y. Third-Body Reality—Consequences and use of the Third-Body Concept to Solve Friction and Wear Problems. In Wear—Materials, Mechanisms and Practice; John Wiley & Sons Ltd: Chichester, UK, 2005; pp. 291–317. ISBN 978-0-470-01628-2. [Google Scholar]
- Colas, G.; Saulot, A.; Descartes, S.; Michel, Y.; Berthier, Y. Double Transfer Experiments To Highlight Design Criterion for Future Self-Lubricating Materials. In Proceedings of the 16th European Space Mechanisms & Tribology Symposium, Bilbao, Spain, 23–25 September 2015. [Google Scholar]
- Pajovic, S.; Colas, G.; Saulot, A.; Renouf, M.; Filleter, T. Work of Adhesion Measurements of MoS2 Dry Lubricated 440C Stainless Steel Tribological Contacts. Adv. Eng. Mater. 2017, 19, 1700423. [Google Scholar] [CrossRef] [Green Version]
- Villavicencio, M.D.; Renouf, M.; Saulot, A.; Michel, Y.; Mahéo, Y.; Colas, G.; Filleter, T.; Berthier, Y. Self-lubricating composite bearings: Effect of fiber length on its tribological proporties by DEM modelling. Tribol. Int. 2017, 113, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Lewis, S.D.; Anderson, M.J.; Haslehurst, A. Recent developments in performance and life testing of self-lubricating bearings for long-life applications. In Proceedings of the 12th European Space Mechanisms & Tribology Symposium, Liverpool, UK, 19–21 September 2007; Volume 2007. [Google Scholar]
- Cordier, C. Procedure de Nettoyage de Pieces Mecaniques, Metalliques, Plastiques, Composites Ou Ceramiques Applique Au Laboratoire de DCT/TV/MS. DCT-TV-MS-2009-6283-1.0; CNES: Paris, France, 2009.
- Gouider, M.; Berthier, Y.; Jacquemard, P.; Rousseau, B.; Bonnamy, S.; Estrade-Szwarckopf, H. Mass spectrometry during C/C composite friction: Carbon oxidation associated with high friction coefficient and high wear rate. Wear 2004, 256, 1082–1087. [Google Scholar] [CrossRef]
- Theiler, G.; Gradt, T. MoS2 -Filled PEEK Composite as a Self-Lubricating Material for Aerospace Applications. In Proceedings of the 40th Aerospace Mechanisms Symposium, NASA Kennedy Space Center; 2010; pp. 347–352. Available online: https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20100021916.pdf (accessed on 25 April 2020).
- Nevshupa, R.; Caro, J.; Arratibel, A.; Bonet, R.; Rusanov, A.; Ares, J.R.; Roman, E. Evolution of tribologically induced chemical and structural degradation in hydrogenated a-C coatings. Tribol. Int. 2019, 129, 177–190. [Google Scholar] [CrossRef]
- Igartua, A.; Berriozabal, E.; Zabala, B.; Pagano, F.; Minami, I.; Doerr, N.; Gabler, C.; Nevshupa, R.; Roman, E.; Nielsen, L.P.; et al. Lubricity and Tribochemical Reactivity of Advanced Materials Under High Vacuum. In Proceedings of the 16th European Space Mechanisms and Tribology Symposium 2015’, Bilbao, Spain, 23–25 September 2015; Volume 2015, pp. 23–25. [Google Scholar]
- Colas, G.; Saulot, A.; Bouscharain, N.; Godeau, C.; Michel, Y.; Berthier, Y. How far does contamination help dry lubrication efficiency? Tribol. Int. 2013, 65, 177–189. [Google Scholar] [CrossRef]
- Nevshupa, R.A.; De Segovia, J.L.; Deulin, E.A. Outgassing of stainless steel during sliding friction in ultra-high vacuum. Vacuum 1999, 53, 295–298. [Google Scholar] [CrossRef]
- Buckley, D.H.; Johnson, R.L. Degradation of Polymeric Compositions in Vacuum to 10-9 mm Hg in Evaporation and Sliding Friction Experiments. Polym. Eng. Sci. 1964, 4, 306–314. [Google Scholar] [CrossRef] [Green Version]
- Wilkens, W.; Kranz, O. The formation of gases due to the sliding friction of teflon on steel in ultrahigh vacuum. Wear 1970, 15, 215–227. [Google Scholar] [CrossRef]
- NIST NIST Chemistry Webbook. Available online: https://webbook.nist.gov/chemistry/ (accessed on 3 April 2016).
- Kragelsky, I.V.; Alisin, V.V. Tribology: Lubrication, Friction and Wear; Kragelsky, I.V., Alisin, V.V., Eds.; Professional Engineering Publishing Ltd.: Bury St Edmunds, UK, 2005; ISBN 978-1-86058-288-2. [Google Scholar]
- Nevshupa, R.A.; De Segovia, J.L. Outgassing from stainless steel under impact in UHV. Vacuum 2002, 64, 425–430. [Google Scholar] [CrossRef]
- Colas, G.; Saulot, A.; Philippon, D.; Berthier, Y.; Leonard, D. Time-of-Flight Secondary Ion Mass Spectroscopy investigation of the chemical rearrangement undergone by MoS2 under tribological conditions. Thin Solid Film. 2015, 588, 67–77. [Google Scholar] [CrossRef]
- Winer, W.O. Molybdenum disulfide as a lubricant: A review of the fundamental knowledge. Wear 1967, 10, 422–452. [Google Scholar] [CrossRef] [Green Version]
- Champagne, M.; Renouf, M.; Berthier, Y. Modeling Wear for Heterogeneous Bi-Phasic Materials Using Discrete Elements Approach. J. Tribol. 2014, 136, 021603. [Google Scholar] [CrossRef]
- Fleischauer, P.D.; Didziulis, S.V.; Lince, J.R. Friction and Wear Properties of MoS2 Thin Film Lubricants; Aerospace Corporation: El Segundo, CA, USA, 2002. [Google Scholar]
- Krick, B.A.; Ewin, J.J.; Blackman, G.S.; Junk, C.P.; Gregory Sawyer, W. Environmental dependence of ultra-low wear behavior of polytetrafluoroethylene (PTFE) and alumina composites suggests tribochemical mechanisms. Tribol. Int. 2012, 51, 42–46. [Google Scholar] [CrossRef]
- Matsumoto, K.; Suzuki, M. Tribological Performance of sputtered MoS2 films in various environment. In Proceedings of the 8th European Space Mechanisms & Tribology Symposium, Toulouse, France; 1999. Available online: http://www.esmats.eu/esmatspapers/pastpapers/pdfs/1999/matsumoto.pdf (accessed on 25 April 2020).
- Villavicencio, M.D.; Renouf, M.; Saulot, A.; Michel, Y.; Mahéo, Y.; Colas, G.; Filleter, T. Self-Lubricating Polymer Composites: Using Numerical Tribology To Hightlight Their Design Criterion. In Proceedings of the 17th European Space Mechanisms & Tribology Symposium, Hatfiel, UK; 2017. Available online: http://esmats.eu/esmatspapers/pastpapers/pdfs/2017/villavicencio.pdf (accessed on 25 April 2020).
- Hässig, M.; Altwegg, K.; Balsiger, H.; Calmonte, U.; Jäckel, A.; Schläppi, B.; Sémon, T.; Wurz, P.; Berthelier, J.J.; De Keyser, J.; et al. Spacecraft outgassing, a largely underestimated phenomenon. In Proceedings of the 2011 2nd International Conference on Space Technology, Athens, Greece, 15–17 September 2011; pp. 1–4. [Google Scholar]
- Green, B.D. Satellite Contamination and Materials Outgassing Knowledgebase-An Interactive Database Reference. NASA STI/Recon Tech. Rep. 2001, 1. [Google Scholar] [CrossRef] [Green Version]
- Robbins, E. Tribology tests for satellite application: Simulation of the space environment. In Proceedings of the Proceeding of the 1st European Space Tribology Symposium (ESA SP-111), Fracscati, Italy, 9−11 April 1975. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Supplier | Composition | Manufacturing Process | Young’s Modulus (GPa) |
|---|---|---|---|---|
| Duroïd 5813 | Rogers Corp. (USA) | PTFE matrix 18% MoS2 Ø10 µm * 19% glass fiber Ø3 µm * | Unknown | 6.1 [39] |
| PGM-HT | JPM Mississippi (USA) | PTFE matrix 10% MoS2 Ø100 µm * 24% glass fiber Ø20 µm * | Hot compression molding preconditioned in vacuum | 1.1 [39] |
| AAC-C1 | Formulation by AAC, produced by ENSINGER SINTIMID GmbH | PTFE matrix 10% MoS2 particles 25% glass fiber Ø13 µm | Hot compression molding | - |
| AAC-C9 | Formulation by AAC, produced by ENSINGER SINTIMID GmbH | PTFE 10% MoS2 particles 15% mineral fiber Ø3 µm | Hot compression molding | - |
| Molecules | Corresponding Atomic Masses | Molecules | Corresponding Atomic Masses |
|---|---|---|---|
| H2O | 18, 17, 16, 1 | H2 | 2, 1 |
| O2 | 32, 16 | F | 19 |
| CO | 28, 16, 12 | HF | 20 |
| CO2 | 44, 28, 22, 16, 12 | CF4 | 70, 69, 45, 31, 19 |
| N2 | 28, 14 | C2F4 | 100, 81, 69, 50, 31, 29, 19, 12 |
| H2S | 34, 33, 32 | C2F6 | (119), 69, 50, 31, 29, 19 |
| SO2 | 64, 48, 32, 16 | CXHY | 46, 45, 44, 43, 42, 41, 39, 31, 30, 29, 28, 27, 26, 19, 16, 15, 12, 1 |
| Ar | 40, 20 |
| Parameter | Value |
|---|---|
| Loading Pattern (µN) | 1, 2, 3, 2, 1 |
| Measures at each load | 6 |
| Approach speed (µm/s) | 1.98 |
| Dwell time (s) | 1 |
| Environment | Humid air (50% RH) |
| Temperature | Room temperature (25 °C) |
| Beads materials and diameter * | Borosilicate (Ø20 µm) AISI440C (Ø19.5 µm) |
| Studied composites | C1 after Ion Milling C1 after friction: center and periphery of the track PGM-HT after Ion Milling PGM-HT after friction: center and periphery of the track Pure PTFE for reference |
| Composite | PTFE | Glass Fiber | MoS2 | 3rd Body |
|---|---|---|---|---|
| PTFE | - | √ | - | - |
| Glass Fiber | √ | √ | √ | √ |
| MoS2 | - | √ | - | - |
| 3rd body | - | √ | - | - |
| AISI440C | √ | √ | √ | √ |
| Duroïd 5813 | PGM-HT | AAC-C1 | AAC-C9 | |
|---|---|---|---|---|
| O.M |  |  |  |  |
| SEM |  |  |  |  |
 |  |  |  |
| Duroïd 5813 | PGM-HT | AAC-C1 | AAC-C9 | |
|---|---|---|---|---|
| O.M |  |  |  |  |
| SEM |  |  |  |  |
 |  |  |  |
| Duroïd 5813 | PGM-HT | AAC-C1 | AAC-C9 | |
|---|---|---|---|---|
| Pad |  |  |  |  |
 |  |  |  | |
| Plate |  |  |  |  |
 |  |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colas, G.; Saulot, A.; Michel, Y.; Filleter, T.; Merstallinger, A. Experimental Analysis of Friction and Wear of Self-Lubricating Composites Used for Dry Lubrication of Ball Bearing for Space Applications. Lubricants 2021, 9, 38. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants9040038
Colas G, Saulot A, Michel Y, Filleter T, Merstallinger A. Experimental Analysis of Friction and Wear of Self-Lubricating Composites Used for Dry Lubrication of Ball Bearing for Space Applications. Lubricants. 2021; 9(4):38. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants9040038
Chicago/Turabian StyleColas, Guillaume, Aurélien Saulot, Yann Michel, Tobin Filleter, and Andreas Merstallinger. 2021. "Experimental Analysis of Friction and Wear of Self-Lubricating Composites Used for Dry Lubrication of Ball Bearing for Space Applications" Lubricants 9, no. 4: 38. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants9040038