Effect of Graphene Addition in Cutting Fluids Applied by MQL in End Milling of AISI 1045 Steel

 , , and
, , and
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Characterization of Materials
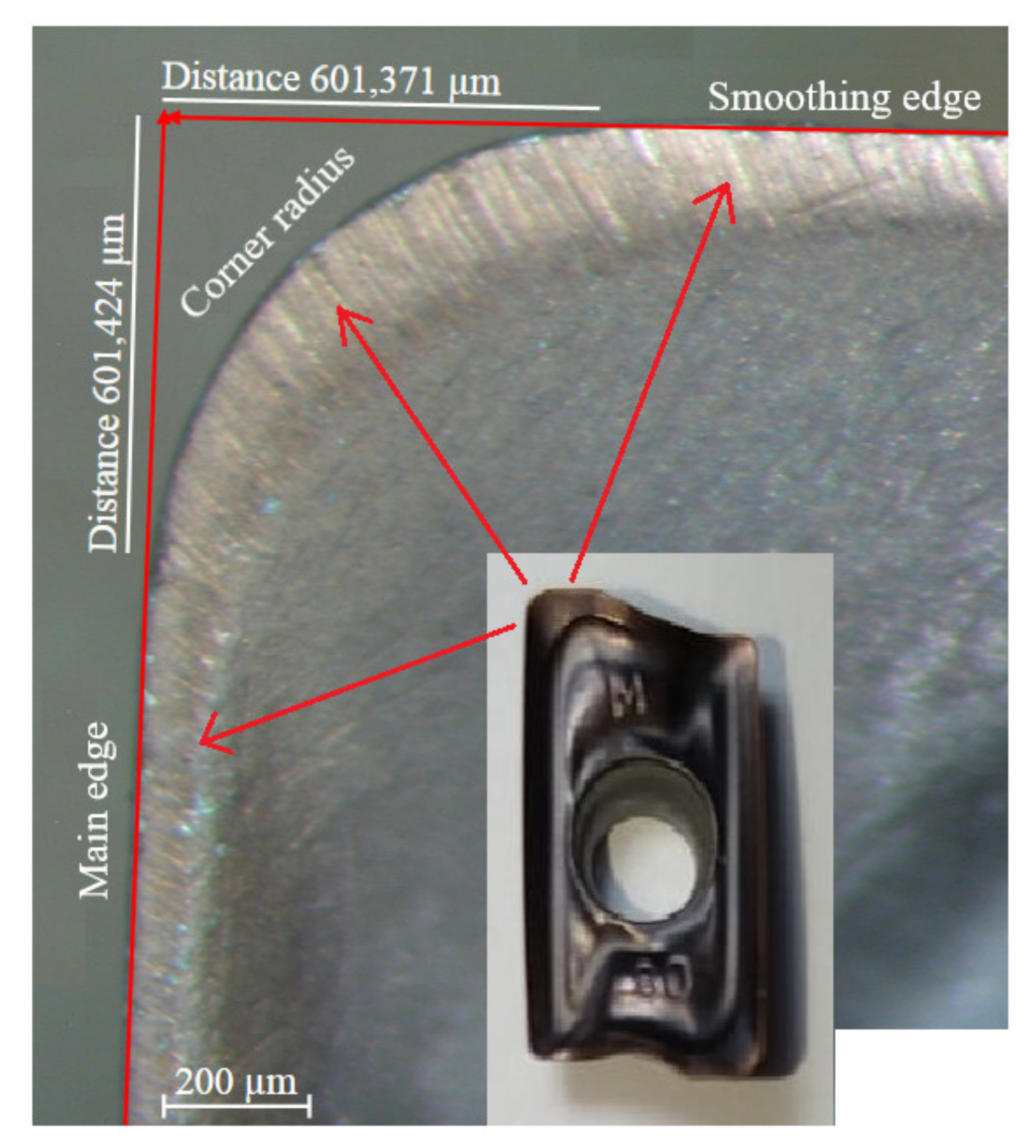
2.2. End Milling Tests
3. Results
3.1. Tool Life and Surface Roughness
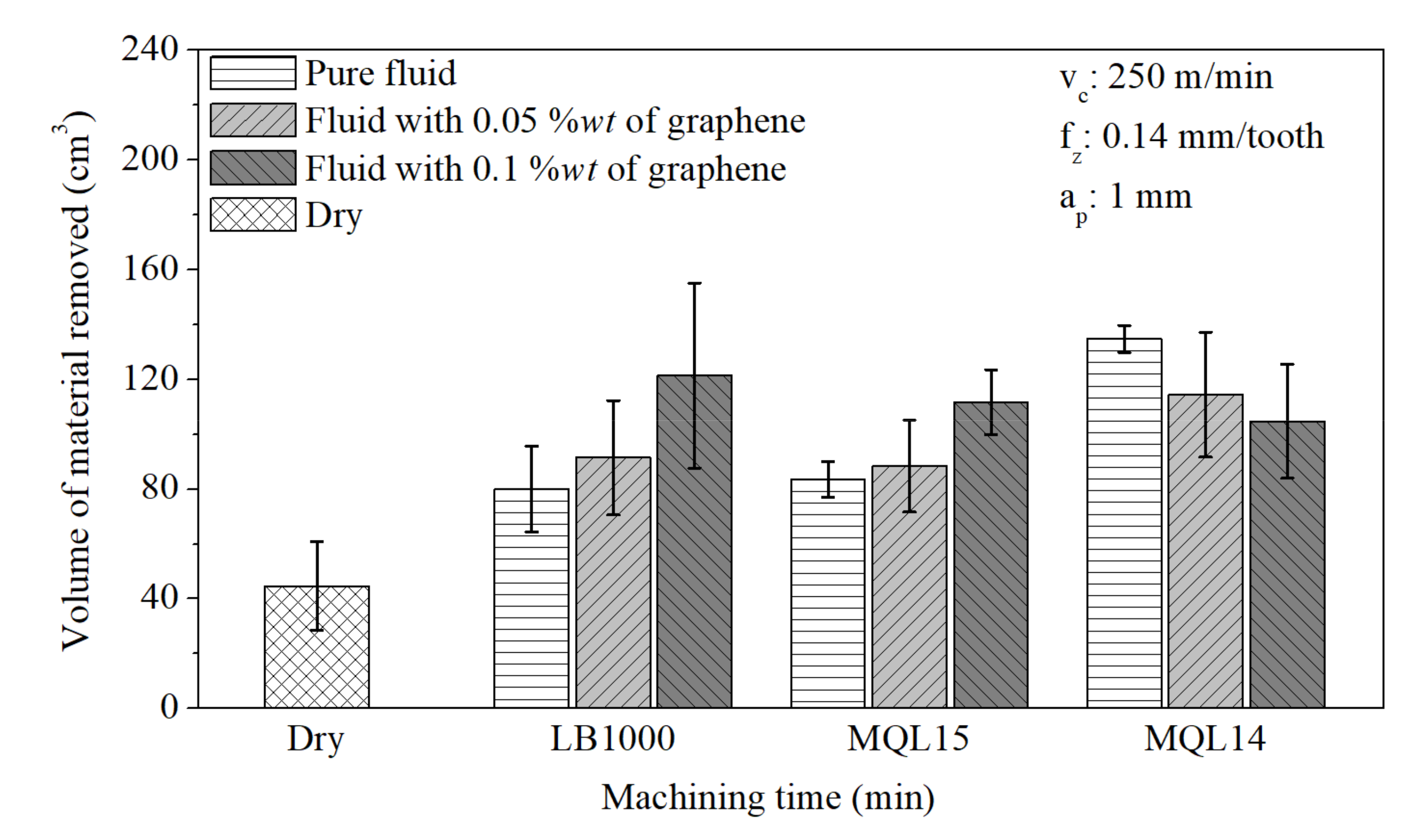
3.2. Volume of Material Removed
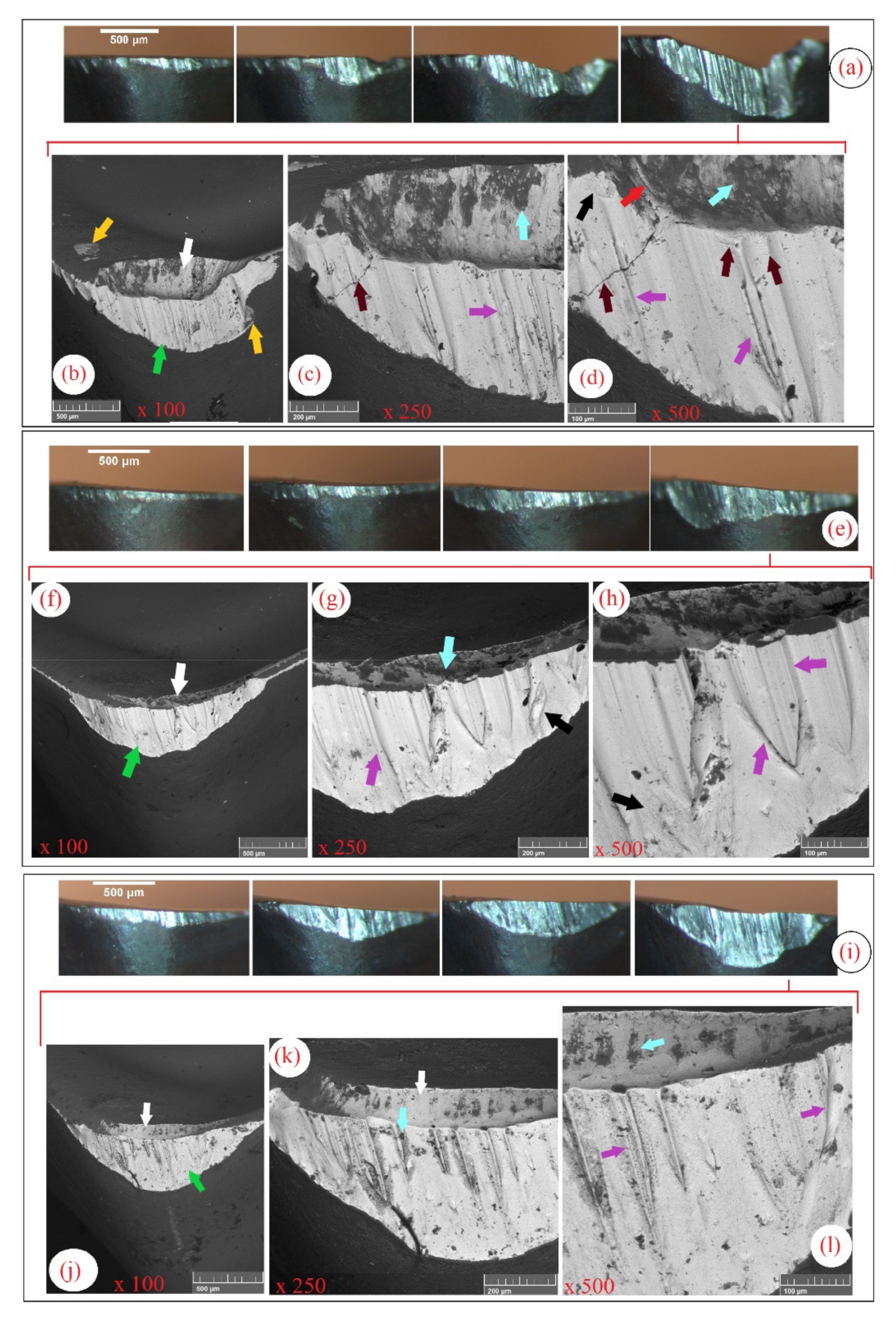
3.3. Tool Wear and Wear Mechanisms
4. Conclusions
- Dry machining proved to be in general the most critical machining condition, where the performance of the wear mechanisms were more intense, resulting in shorter tool life;
- In all cutting conditions, the removal of the coating and the appearance of the substrate by the action of the temperature and an adhesive wear mechanism predominated, which damaged the cutting edges and the rake surfaces by abrasion of hard particles detached from the tool;
- The presence of thermal and mechanical fatigue cracks on the tools used in the tests with the MQL15 and MQL14 fluids indicates more significant cyclical fluctuations in temperature and surface stresses in the cutting tools, where the probability of the appearance and multiplication of cracks increases. This is indicative of a possible greater cooling capacity of the MQL15 and MQL14 fluids compared to the LB1000 fluid;
- The MQL14 mineral-based neat oil provided the most extended tool life among the tested lubricating–cooling conditions; however, the MQL14 fluid with the addition of graphene platelets, regardless of the concentration, accelerated the wear mechanisms, consequently reducing the tool lives. In this case, the graphene platelets acted as foreign bodies between the tool and the workpiece/chip, and together with the release of hard particles from the coating and substrate of the tool intensified the abrasive wear mechanism;
- The addition of graphene sheets in the vegetable-based cutting fluids effectively increased the lubricating properties, partially reducing the wear mechanisms acting on the tools, mainly in the higher proportion of 0.1%wt.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Da Silva, R.; Vieira, J.; Cardoso, R.; Carvalho, H.; Costa, E.; Machado, A.; De Ávila, R. Tool wear analysis in milling of medium carbon steel with coated cemented carbide inserts using different machining lubrication/cooling systems. Wear 2011, 271, 2459–2465. [Google Scholar] [CrossRef]
- ISO 8688-1, Tool Life Test in Milling—Part 1: Face Milling; International Organization for Standardization: Geneva, Switzerland, 1989; p. 32.
- Trent, E.M.; Wright, P.K. Metal Cutting; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Waydande, P.; Ambhore, N.; Chinchanikar, S. A Review on Tool Wear Monitoring System. J. Mech. Eng. Autom. 2016, 6, 49–53. [Google Scholar] [CrossRef]
- Cyprowski, M.; Piotrowska, M.; Żakowska, Z.; Szadkowska-Stańczyk, I. Microbial and Endotoxin Contamination of Water-Soluble Metalworking Fluids. Int. J. Occup. Med. Environ. Health 2007, 20, 365–371. [Google Scholar] [CrossRef] [Green Version]
- Mannekote, J.K.; Kailas, S.V.; Venkatesh, K.; Kathyayini, N. Environmentally friendly functional fluids from renewable and sustainable sources-A review. Renew. Sustain. Energy Rev. 2018, 81, 1787–1801. [Google Scholar] [CrossRef]
- Gilbert, Y.; Veillette, M.; Duchaine, C. Metalworking fluids biodiversity characterization. J. Appl. Microbiol. 2010, 108, 437–449. [Google Scholar] [CrossRef]
- Dhar, N.; Ahmed, M.; Islam, S. An experimental investigation on effect of minimum quantity lubrication in machining AISI 1040 steel. Int. J. Mach. Tools Manuf. 2007, 47, 748–753. [Google Scholar] [CrossRef]
- Machado, A.; Wallbank, J. The effect of extremely low lubricant volumes in machining. Wear 1997, 210, 76–82. [Google Scholar] [CrossRef]
- Uysal, M.; Akbulut, H.; Tokur, M.; Algül, H.; Çetinkaya, T. Structural and sliding wear properties of Ag/Graphene/WC hybrid nanocomposites produced by electroless co-deposition. J. Alloy. Compd. 2016, 654, 185–195. [Google Scholar] [CrossRef]
- Lv, T.; Huang, S.; Liu, E.; Ma, Y.; Xu, X. Tribological and machining characteristics of an electrostatic minimum quantity lubrication (EMQL) technology using graphene nano-lubricants as cutting fluids. J. Manuf. Process. 2018, 34, 225–237. [Google Scholar] [CrossRef]
- Li, M.; Yu, T.; Zhang, R.; Yang, L.; Li, H.; Wang, W. MQL milling of TC4 alloy by dispersing graphene into vegetable oil-based cutting fluid. Int. J. Adv. Manuf. Technol. 2018, 99, 1735–1753. [Google Scholar] [CrossRef]
- Samuel, J.; Rafiee, J.; Dhiman, P.; Yu, Z.-Z.; Koratkar, N. Graphene Colloidal Suspensions as High Performance Semi-Synthetic Metal-Working Fluids. J. Phys. Chem. C 2011, 115, 3410–3415. [Google Scholar] [CrossRef]
- Park, K.-H.; Ewald, B.; Kwon, P.Y. Effect of Nano-Enhanced Lubricant in Minimum Quantity Lubrication Balling Milling. J. Tribol. 2011, 133, 031803. [Google Scholar] [CrossRef]
- Uysal, A. An experimental study on cutting temperature and burr in milling of ferritic stainless steel under MQL using nano graphene reinforced cutting fluid. Adv. Mater. Proc. 2017, 2, 560–563. [Google Scholar] [CrossRef]
- De Lacalle, L.N.L.; Angulo, C.; Lamikiz, A.; Sanchez, J.A. Experimental and numerical investigation of the effect of spray cutting fluids in high speed milling. J. Mater. Process. Technol. 2006, 172, 11–15. [Google Scholar] [CrossRef]
- Uysal, A. Investigation of flank wear in MQL milling of ferritic stainless steel by using nano graphene reinforced vegetable cutting fluid. Ind. Lubr. Tribol. 2016, 68, 446–451. [Google Scholar] [CrossRef]
- ASTM E8/E8M, Standard Test Methods for Tension Testing of Metallic Materials. ASTM Int. 2013. [CrossRef]
- ASTM E92-17, Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM Int. 2009, 3128. [CrossRef]
- Machuno, L.G.B.; Oliveira, A.R.; Furlan, R.H.; Lima, A.B.; DE Morais, L.C.; Gelamo, R.V. Multilayer Graphene Films Obtained by Dip Coating Technique. Mater. Res. 2015, 18, 775–780. [Google Scholar] [CrossRef] [Green Version]
- De Paiva, R.L.; Ruzzi, R.D.S.; De Oliveira, L.R.; Filho, E.P.B.; Neto, L.M.G.; Gelamo, R.V.; Da Silva, R.B. Experimental study of the influence of graphene platelets on the performance of grinding of SAE 52100 steel. Int. J. Adv. Manuf. Technol. 2020, 110, 1–12. [Google Scholar] [CrossRef]
- De Oliveira, D.; Da Silva, R.; Gelamo, R. Influence of multilayer graphene platelet concentration dispersed in semi-synthetic oil on the grinding performance of Inconel 718 alloy under various machining conditions. Wear 2019, 426-427, 1371–1383. [Google Scholar] [CrossRef]
- Dato, A.; Radmilovic, V.; Lee, Z.; Phillips, J.; Frenklach, M. Substrate-Free Gas-Phase Synthesis of Graphene Sheets. Nano Lett. 2008, 8, 2012–2016. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Meyer, J.; Scardaci, V.; Casiraghi, C.; Lazzeri, M.; Mauri, F.; Piscanec, S.; Jiang, D.; Novoselov, K.; Roth, S.; et al. Raman Spectrum of Graphene and Graphene Layers. Phys. Rev. Lett. 2006, 97, 187401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hernandez, Y.; Nicolosi, V.; Lotya, M.; Blighe, F.M.; Sun, Z.; De, S.; McGovern, I.T.; Holland, B.; Byrne, M.; Gun’Ko, Y.; et al. High-yield production of graphene by liquid-phase exfoliation of graphite. Nat. Nanotechnol. 2008, 3, 563–568. [Google Scholar] [CrossRef] [Green Version]
- Richetti, A.; Machado, Á.R.; Da Silva, M.; Ezugwu, E.; Bonney, J. Influence of the number of inserts for tool life evaluation in face milling of steels. Int. J. Mach. Tools Manuf. 2004, 44, 695–700. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A.V. Graphene: A new emerging lubricant. Mater. Today 2014, 17, 31–42. [Google Scholar] [CrossRef]
- Sayuti, M.; Sarhan, A.A.D.; Hamdi, M. An investigation of optimum SiO2 nanolubrication parameters in end milling of aerospace Al6061-T6 alloy. Int. J. Adv. Manuf. Technol. 2012, 67, 833–849. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R.; Singh, R.K.; Singh, M. Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation. Tribol. Int. 2018, 119, 99–111. [Google Scholar] [CrossRef]
- Azman, S.S.N.; Zulkifli, N.W.M.; Masjuki, H.; Gulzar, M.; Zahid, R. Study of tribological properties of lubricating oil blend added with graphene nanoplatelets. J. Mater. Res. 2016, 31, 1932–1938. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Zhang, Y.; Ding, W.; Yang, M.; Gao, T.; Cao, H.; Xu, X.; Wang, D.; Said, Z.; et al. Vegetable oil-based nanofluid minimum quantity lubrication turning: Academic review and perspectives. J. Manuf. Process. 2020, 59, 76–97. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | AISI 1045 Steel (%) |
|---|---|
| C | 0.045 |
| Mn | 0.69–0.83 |
| Si | 0.19–0.29 |
| P | 0.008–0.039 |
| S | 0.015–0.02 |
| Fe | Balance |
| Characteristic | MQL14 | MQL15 | LB1000 |
|---|---|---|---|
| Viscosity Centistokes (cSt) to 40 °C | 9.5 to 10.5 | 60 to 70 | 39 |
| Flash Point (ASTM D92) (°C) | >250 | At least 180 | More than 204 °C |
| Freezing point (°C) | −10 | −10 | −15 |
| Boiling point | More than 270 °C and 760 mm/Hg | More than 270 °C and 760 mm/Hg | More than 279 °C |
| Density (20/4 °C) (kg/L) | 0.902 | 0.920 | 0.93 |
| Chemistry nature | |||
| LB1000: Vegetable oils, extreme pressure chlorinated additives (EP), chlorine, wear inhibitors, antioxidants, and defoamer | |||
| MQL15: Vegetable oils, fatty acid esters, EP additives, wear inhibitors, antioxidants, defoamer, and contains 1–4% zinc alkyl dithiophosphate | |||
| MQL14: Paraffinic oil, EP additives, inactive sulfo-chlorinated fatty additive, wear inhibitors, antioxidant, defoamer, and contains 1–4% zinc alkyl dithiophosphate | |||
| Fluids | Machining Time (min) | Variation |
|---|---|---|
| LB1000 | 9.6 | - |
| LB1000-0.05G | 11.2 | 17% |
| LB1000-0.1G | 13.04 | 36% |
| MQL15 | 10.05 | - |
| MQL15-0.05G | 10.45 | 4% |
| MQL15-0.1G | 11.19 | 11% |
| MQL14 | 15.9 | - |
| MQL14-0.05G | 13.37 | −16% |
| MQL14-0.1G | 11.06 | −30% |
| Sum of Squares | DF | Mean Square | F Value | p Value | F Crítical | |
|---|---|---|---|---|---|---|
| Model | 17,476,572 | 9 | 1,941,841 | 5284 | 0.0011 | 2423 |
| Error | 6,982,818 | 19 | 367,517 | |||
| Total | 24,459,390 | 28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baldin, V.; Rosa Ribeiro da Silva, L.; Houck, C.F.; Gelamo, R.V.; Machado, Á.R. Effect of Graphene Addition in Cutting Fluids Applied by MQL in End Milling of AISI 1045 Steel. Lubricants 2021, 9, 70. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants9070070
Baldin V, Rosa Ribeiro da Silva L, Houck CF, Gelamo RV, Machado ÁR. Effect of Graphene Addition in Cutting Fluids Applied by MQL in End Milling of AISI 1045 Steel. Lubricants. 2021; 9(7):70. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants9070070
Chicago/Turabian StyleBaldin, Vitor, Leonardo Rosa Ribeiro da Silva, Celso Ferraz Houck, Rogério Valentim Gelamo, and Álisson Rocha Machado. 2021. "Effect of Graphene Addition in Cutting Fluids Applied by MQL in End Milling of AISI 1045 Steel" Lubricants 9, no. 7: 70. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants9070070