Effect of Heat Treatment on Microstructure and Mechanical Properties of Mg-5Zn-1Mn Alloy Tube

 ,
,
Abstract
:1. Introduction
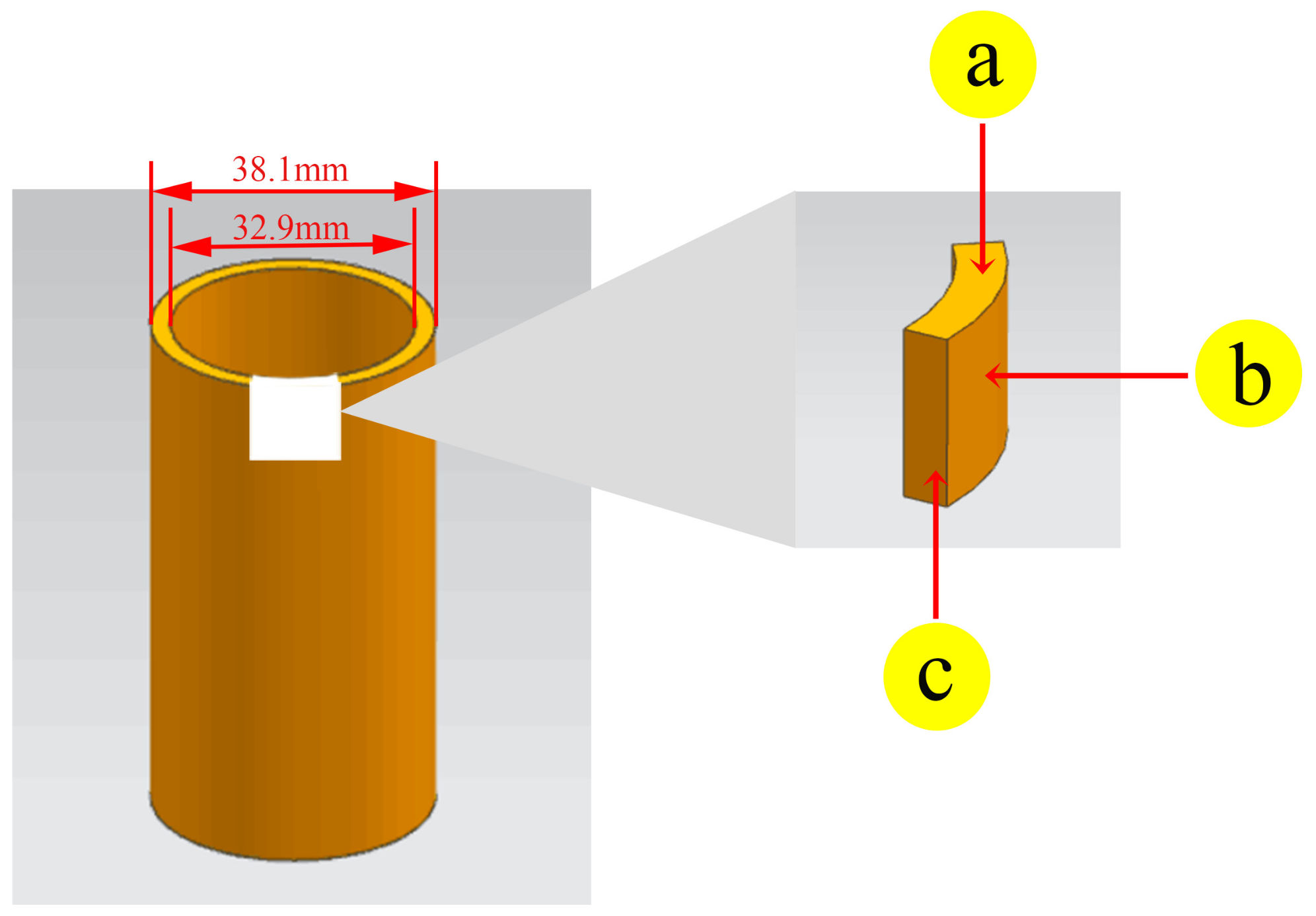
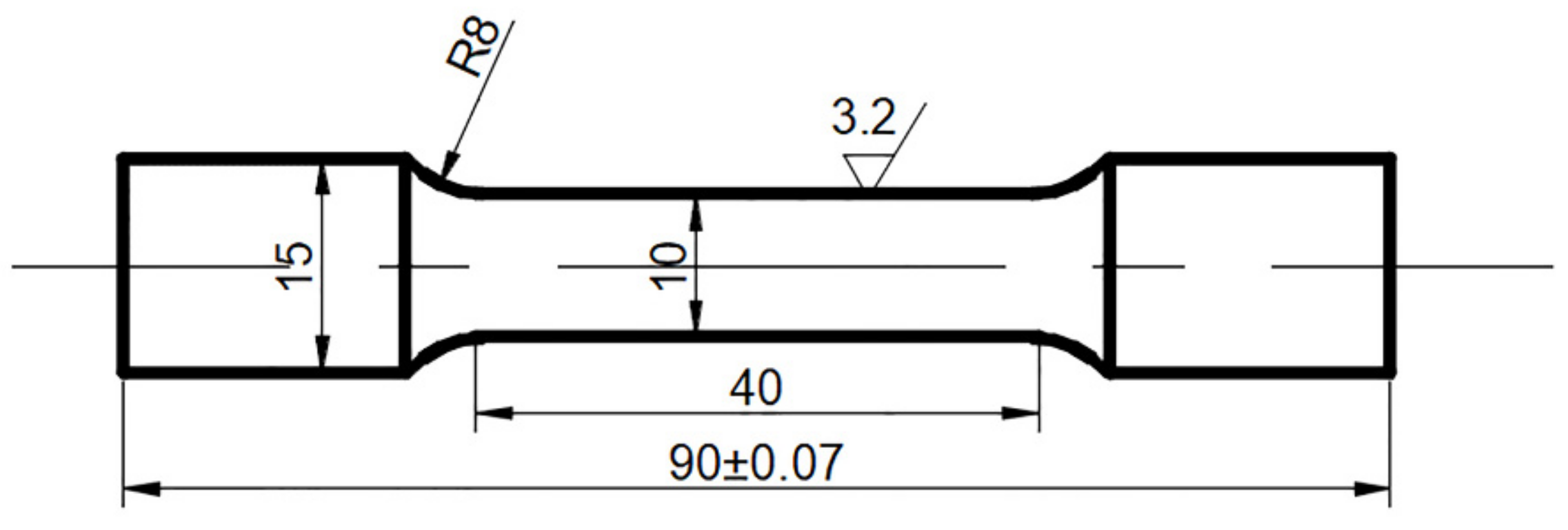
2. Experiment
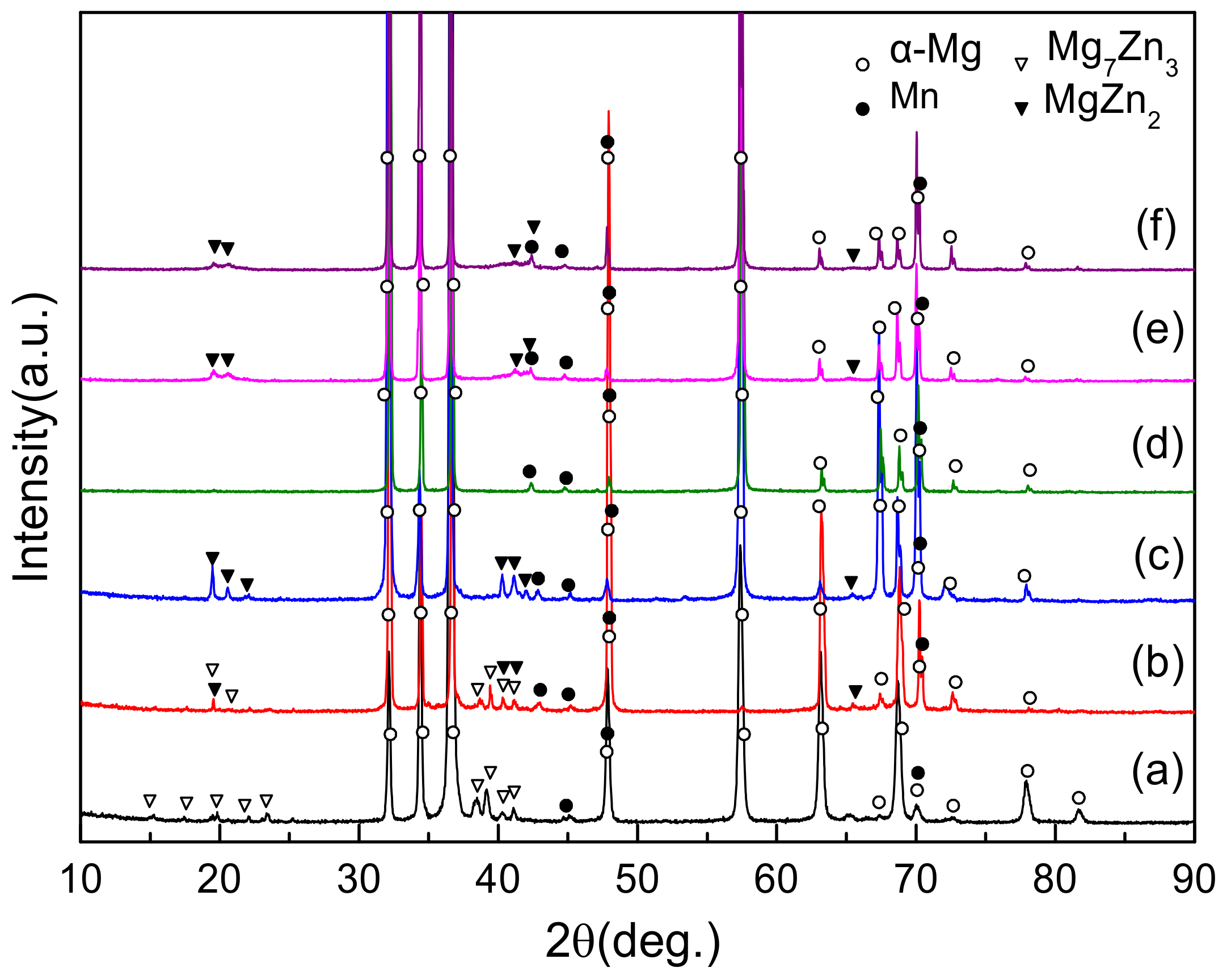
3. Results and Discussions.
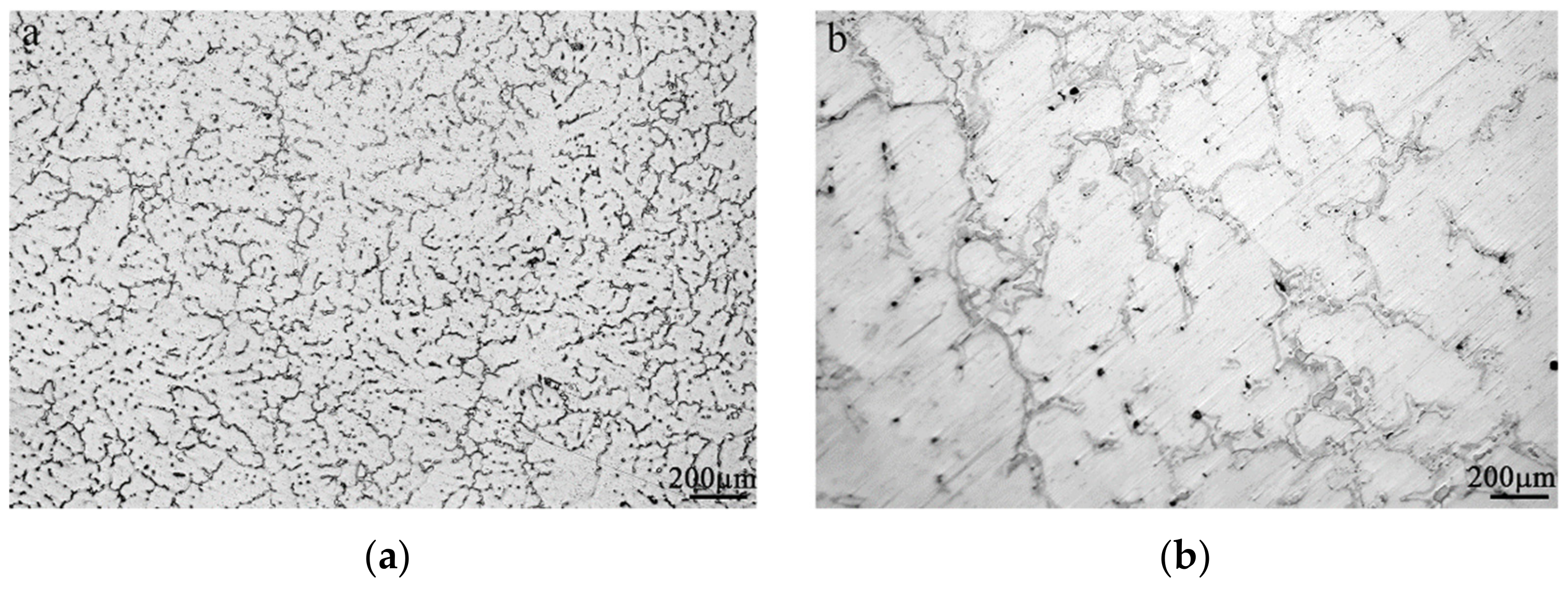
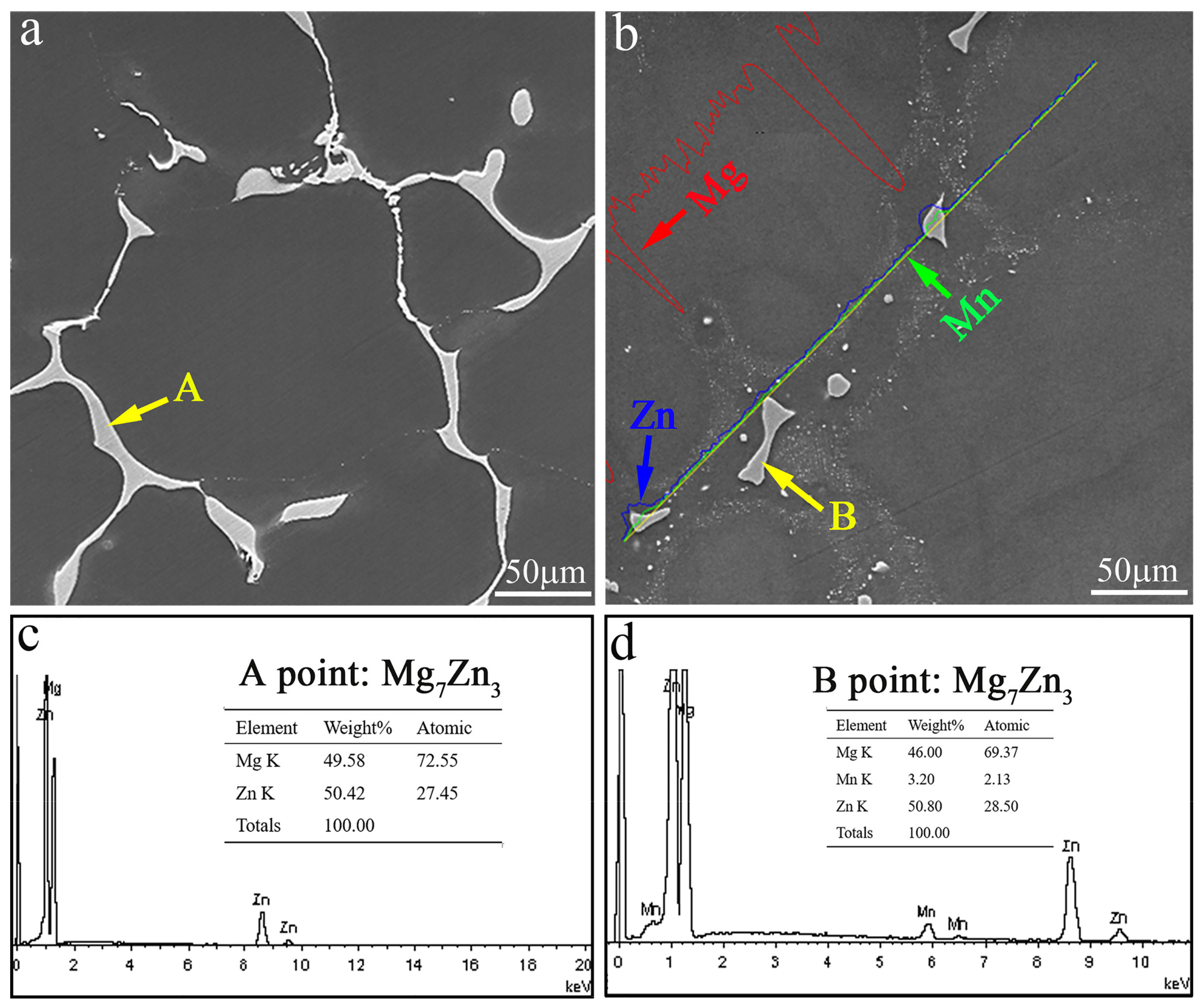
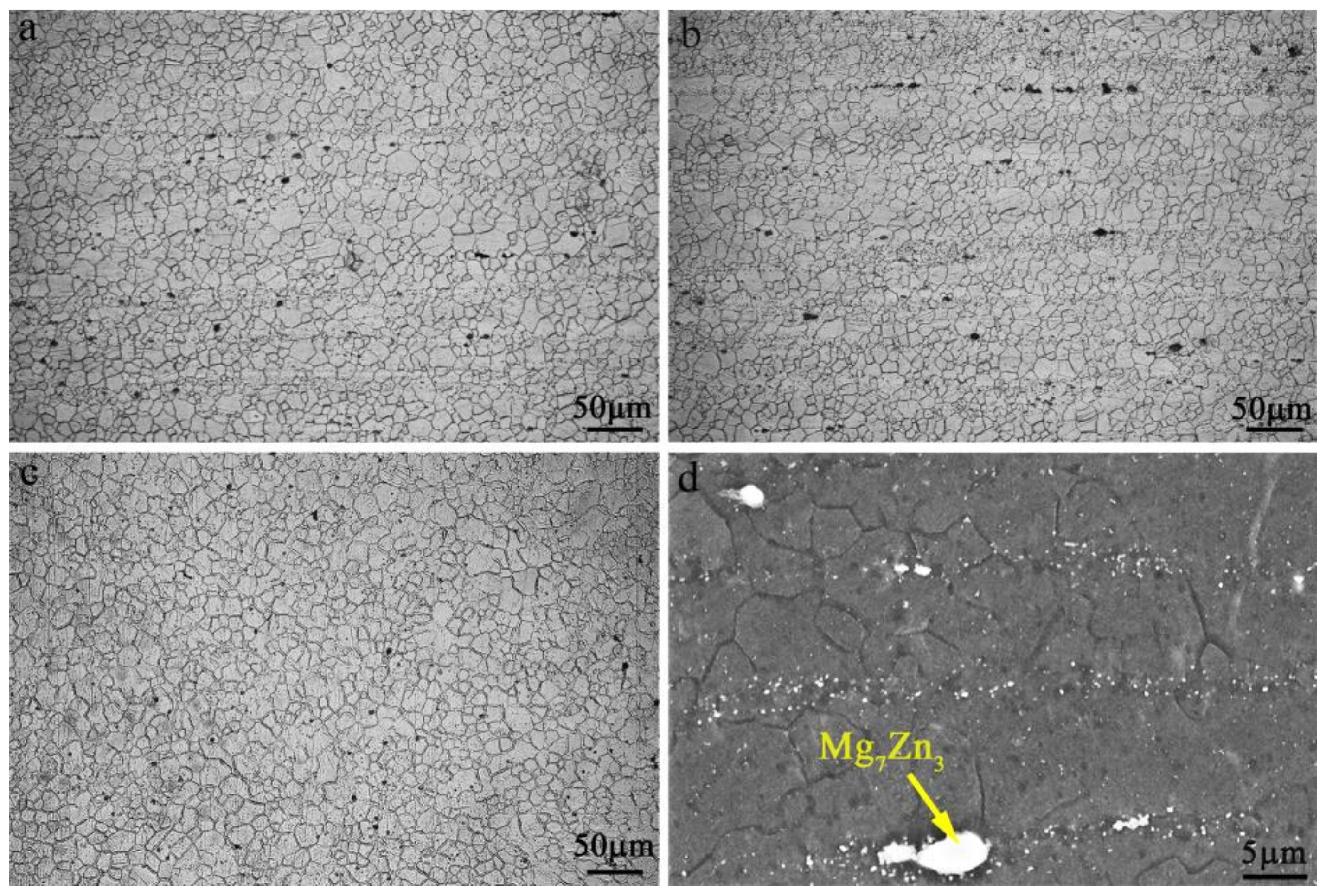
3.1. As-Cast and AsHhomogenized Microstructures
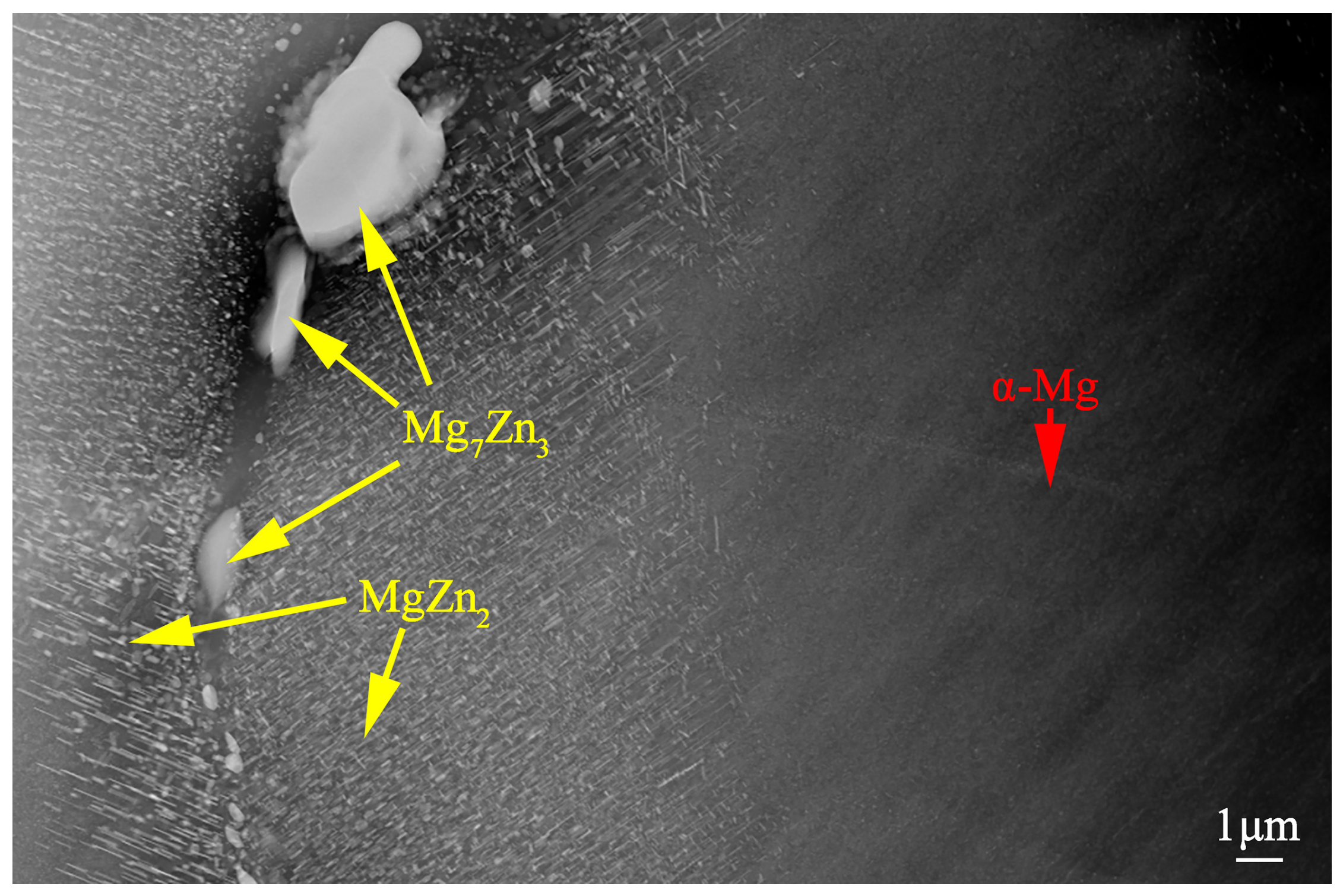
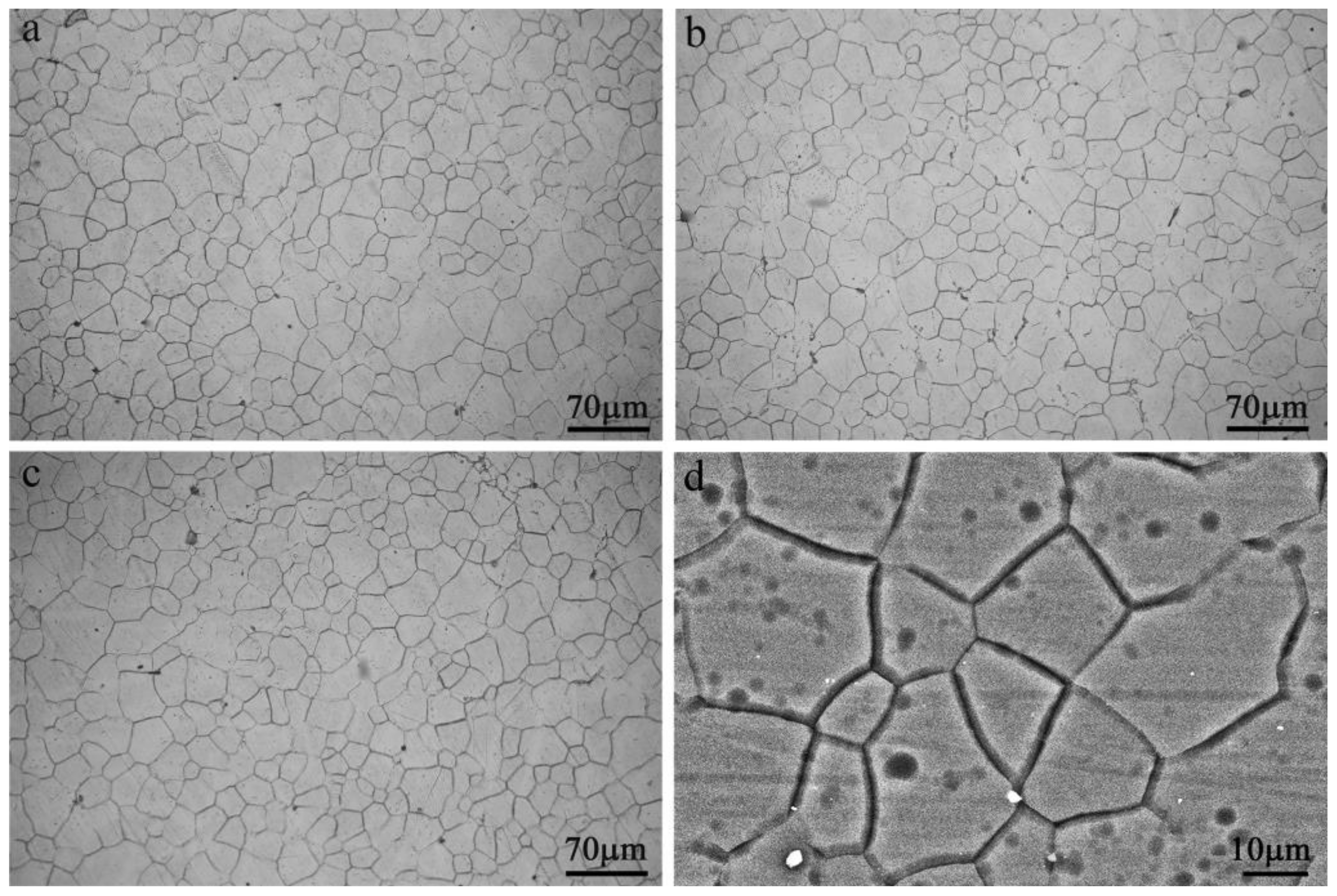
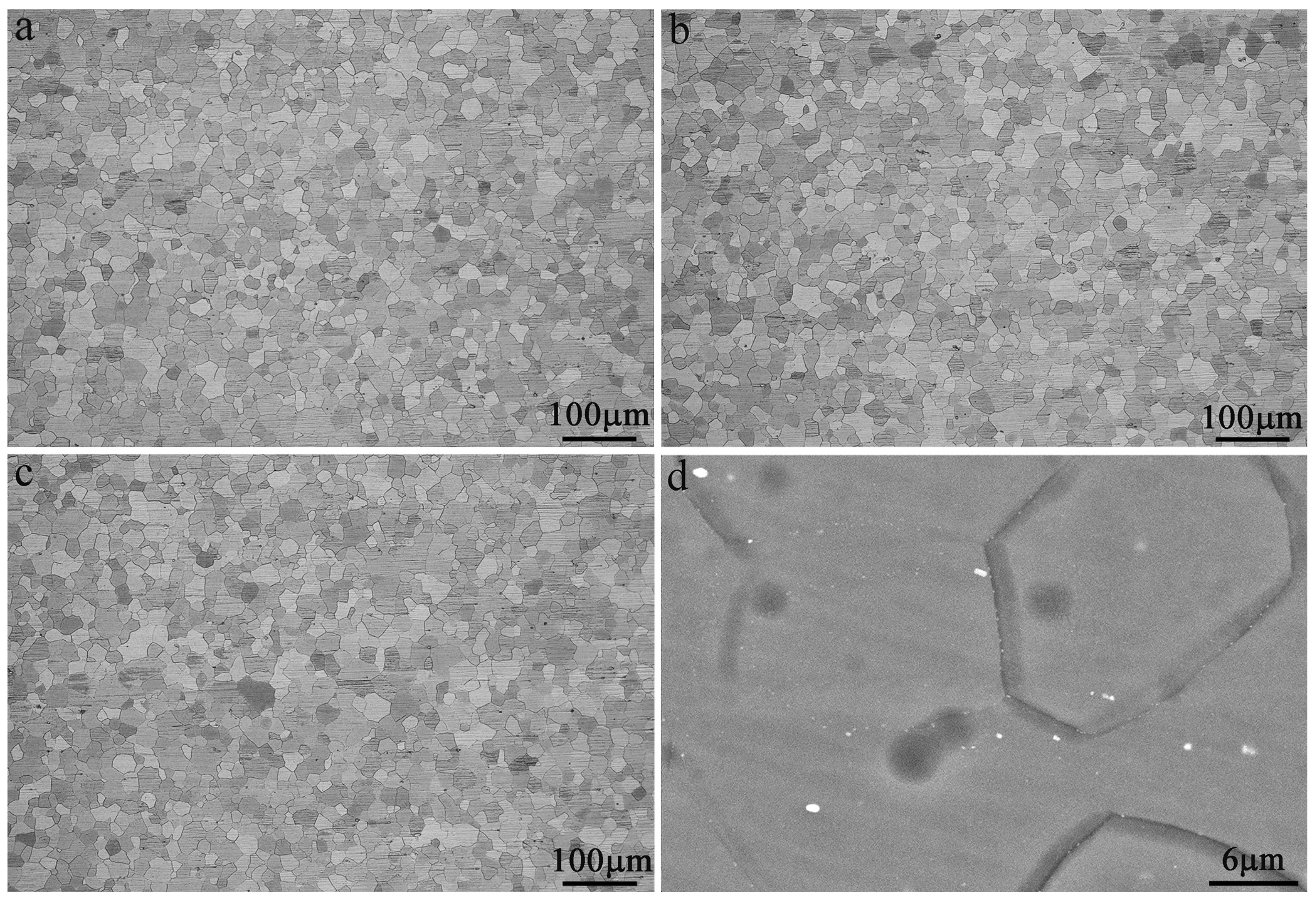
3.2. As-Extruded and Solution-Treated Microstructures
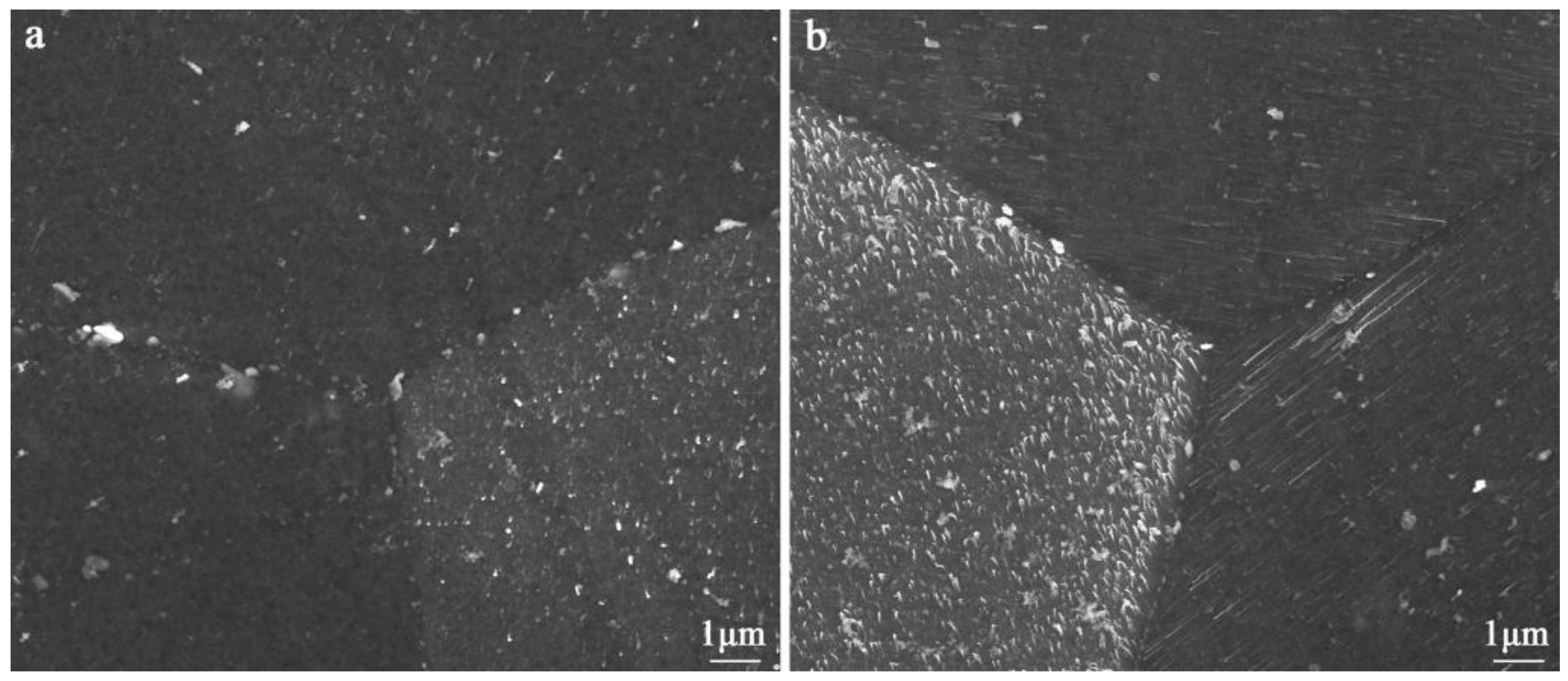
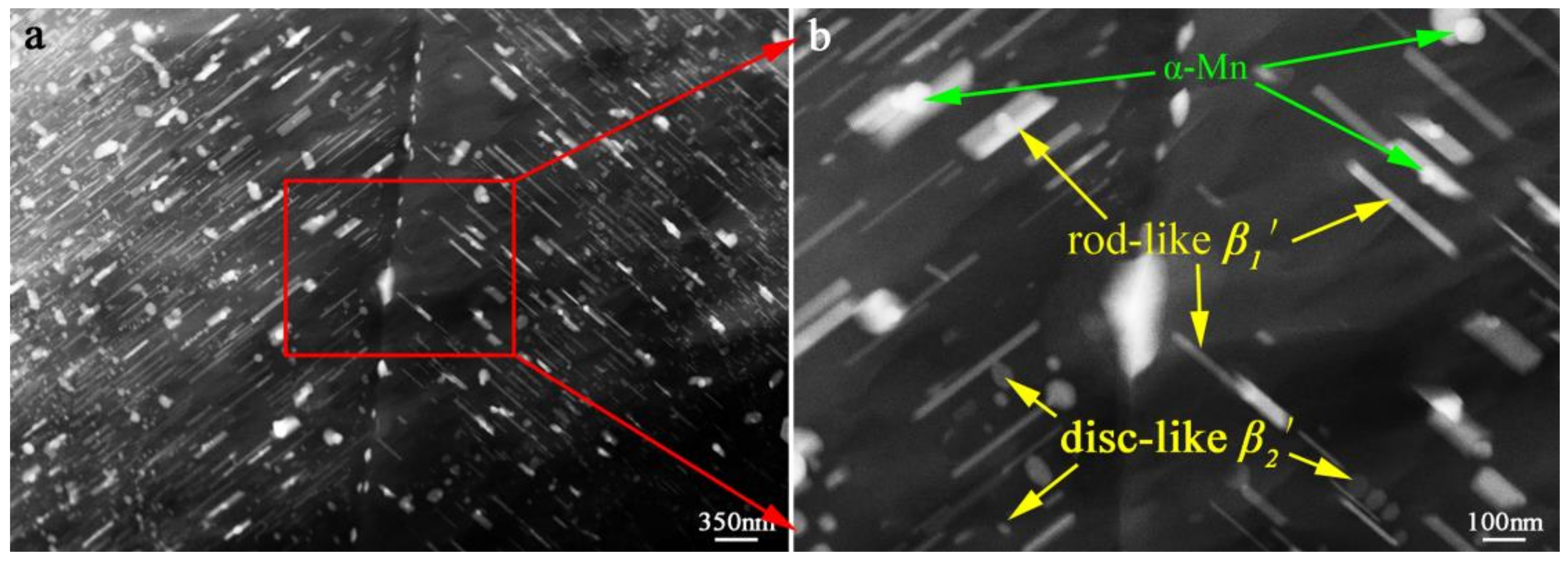
3.3. As-Aged Microstructures
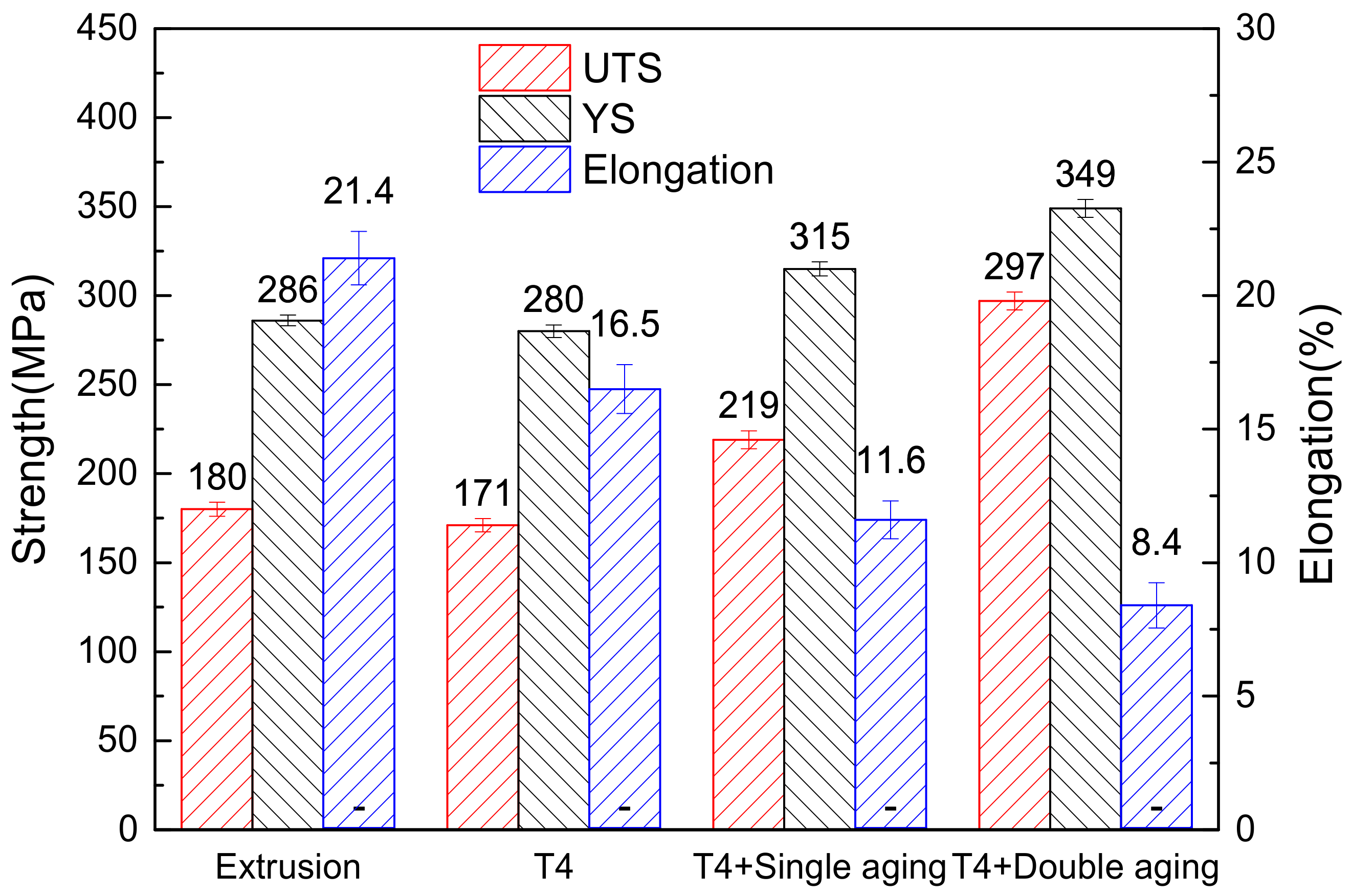
3.4. Mechanical Properties
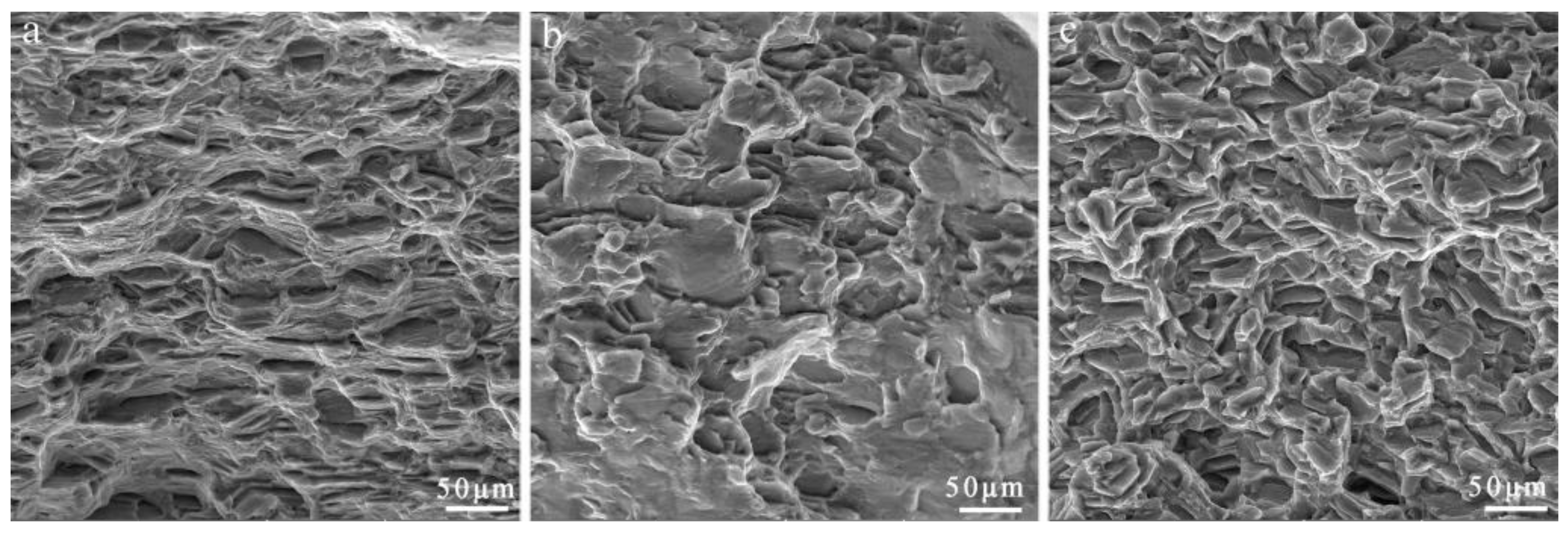
3.5. Fracture Mode and Fracture Analysis
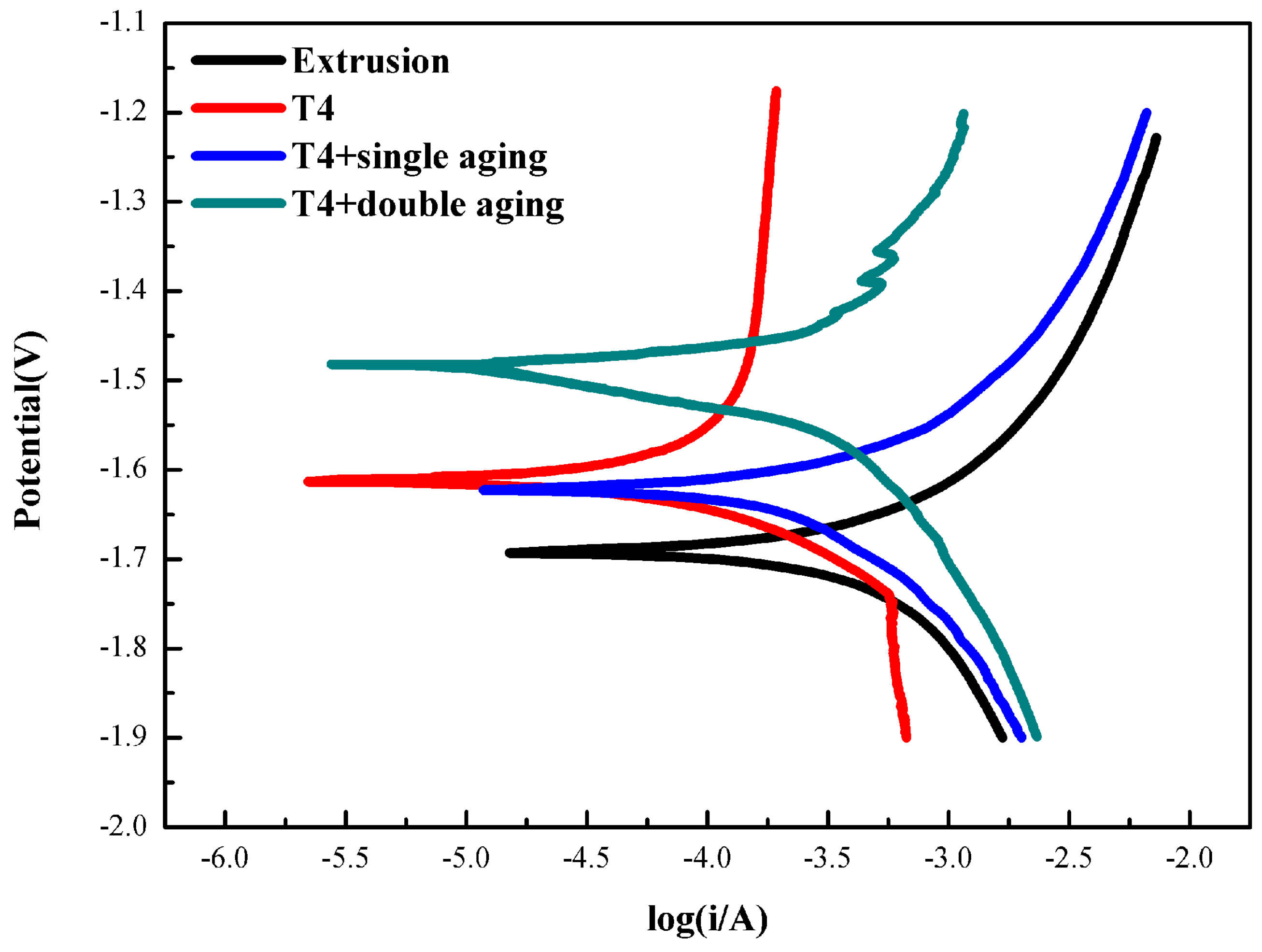
3.6. Electrochemical Tests
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Lorimer, G.W.; Robson, J. Review on research and development of Magnesium alloys. Acta Metall. Sin. 2008, 21, 313–328. [Google Scholar] [CrossRef]
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloy 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Yang, Q.S.; Jiang, B.; Pan, H.C.; Song, B.; Jiang, Z.T.; Dai, J.H.; Wang, L.F.; Pan, F.S. Influence of different extrusion processes on mechanical properties of magnesium alloy. J. Magnes. Alloy 2014, 2, 220–224. [Google Scholar] [CrossRef] [Green Version]
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scripta Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Mehta, D.S.; Masood, S.H.; Song, W.Q. Investigation of wear properties of magnesium and aluminum alloys for automotive applications. J. Mater. Process. Tech. 2004, 155, 1526–1531. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Silva, E.P.D.; Buzolin, R.H.; Callegari, B.; Warchomicka, F.; Requena, G.C.; Pinto, H.C. Effect of Mischmetal Additions and Solution Heat Treatments (T4) on the Microstructure and Mechanical Properties of Thixocast ZK60-RE Magnesium Alloys. Mater. Sci. Forum 2016, 879, 2300–2305. [Google Scholar] [CrossRef]
- Jiang, J.M.; Wu, J.; Ni, S.; Yan, H.; Song, M. Improving the mechanical properties of a ZM61 magnesium alloy by pre-rolling and high strain rate rolling. Mater. Sci. Eng. A 2018, 712, 478–484. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T. Microstructure evolution of Mg–Zn binary alloy during a direct extrusion process. Scripta Mater. 2009, 60, 411–414. [Google Scholar] [CrossRef]
- Li, J.H.; Barrirero, J.; Sha, G.; Aboulfadl, H.; Mücklich, F.; Schumacher, P. Precipitation hardening of an Mg–5Zn–2Gd–0.4Zr (wt. %) alloy. Acta Mater. 2016, 108, 207–218. [Google Scholar] [CrossRef]
- Zhong, L.; Wang, Y.; Dou, Y. On the improved tensile strength and ductility of Mg-Sn-Zn-Mn alloy processed by aging prior to extrusion. J. Magnes. Alloy 2019, 7, 637–647. [Google Scholar] [CrossRef]
- Němec, M.; Jäger, A.; Tesař, K.; Gärtnerová, V. Influence of alloying element Zn on the microstructural, mechanical and corrosion properties of binary Mg-Zn alloys after severe plastic deformation. Mater. Charact. 2017, 134, 69–75. [Google Scholar] [CrossRef]
- Yun, B.; Fang, C.F.; Hai, H.; Qi, G.H.; Zhang, X.G. Effects of yttrium on microstructure and mechanical properties of Mg-Zn-Cu-Zr alloys. T. Nonferr. Metal Soc. 2010, 20, 357–360. [Google Scholar] [CrossRef]
- Wang, Q.D.; Li, D.Q.; Li, Q.; Ding, W.J. Effects of Er on microstructure and mechanical properties of Mg-Zn-Er-Zr magnesium alloys. Mater. Sci. Forum 2007, 546, 105–108. [Google Scholar] [CrossRef]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magnes. Alloy 2017, 5, 239–253. [Google Scholar] [CrossRef]
- She, J.; Pan, F.S.; Guo, W.; Tang, A.T.; Gao, Z.Y.; Luo, S.Q.; Song, K.; Yu, Z.W.; Rashad, M. Effect of high Mn content on development of ultra-fine grain extruded magnesium alloy. Mater. Design 2016, 90, 7–12. [Google Scholar] [CrossRef]
- Hou, C.; Qi, F.; Ye, Z.; Zhao, N.; Zhang, D.; Ouyang, X. Effects of Mn addition on the microstructure and mechanical properties of Mg–Zn–Sn alloys. Mater. Sci. Eng. A 2020, 774, 138933. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Fan, G.H.; Li, X.W.; Tang, G.Z.; Kamado, S. Enhancing strength and creep resistance of Mg–Gd–Y–Zn–Zr alloy by substituting Mn for Zr. J. Magnes. Alloy 2019, 7, 388–399. [Google Scholar] [CrossRef]
- Huang, D.; Liu, S.; Xu, H.; Du, Y. Phase equilibria of the Mg–Mn–Zn system at 593K (320 °C). J. Alloy. Compd. 2016, 688, 1115–1124. [Google Scholar] [CrossRef]
- Park, S.S.; Oh, Y.S.; Kang, D.H.; Kim, N.J. Microstructural evolution in twin-roll strip cast Mg–Zn–Mn–Al alloy. Mater. Sci. Eng. A 2007, 449, 352–355. [Google Scholar] [CrossRef]
- Zhang, D.F.; Qi, F.G.; Shi, G.L.; Dai, Q.W. Effects of Mn Content on Microstructure and Mechanical Properties of Mg-Zn-Mn Wrought Alloys. Rare Metal Mat. Eng. 2010, 39, 2205–2210. [Google Scholar] [CrossRef]
- Dai, Q.W.; Zhang, D.F.; Yuan, W.; Shi, G.L.; Duan, H.L. Researches on extrusion, microstructure and mechanical properties of new Mg-Zn-Mn alloy. J. Mater. Eng. 2008, 4, 38–42. [Google Scholar] [CrossRef]
- Zhang, D.F.; Shi, G.L.; Zhao, X.B.; Qi, F.G. Microstructure evolution and mechanical properties of Mg-%Zn-1%Mn (=4, 5, 6, 7, 8, 9) wrought magnesium alloys. T. Nonferr. Metal. Soc. China 2011, 21, 15–25. [Google Scholar] [CrossRef]
- Zhang, D.F.; Zhao, X.B.; Shi, G.L. Effects of Zn content and heat treatment on microstructures and mechanical properties of Mg-Zn-Mn wrought magnesium alloys. Rare Metal Mat. Eng. 2011, 40, 418–423. [Google Scholar]
- Wu, Q.; Yan, H.G.; Chen, J.H.; Xia, W.J.; Song, M.; Su, B. The interactions between dynamic precipitates and dynamic recrystallization in Mg-5Zn-1Mn alloys during hot compression. Mater. Charact. 2020, 160, 110131. [Google Scholar] [CrossRef]
- Chen, C.; Chen, J.H.; Yan, H.G.; Su, B.; Song, M.; Zhu, S.Q. Dynamic precipitation, microstructure and mechanical properties of Mg-5Zn-1Mn alloy sheets prepared by high strain-rate rolling. Mater. Design 2016, 100, 58–66. [Google Scholar] [CrossRef]
- Xu, C.; Zheng, M.Y.; Chi, Y.Q.; Chen, X.J.; Wu, K.; Wang, E.D.; Fan, G.H.; Yang, P.; Wang, G.J.; Lv, X.Y.; et al. Microstructure and mechanical properties of the Mg–Gd–Y–Zn–Zr alloy fabricated by semi-continuous casting. Mater. Sci. Eng. A 2012, 549, 128–135. [Google Scholar] [CrossRef]
- Zhang, D.F.; Zhao, X.B.; Shi, G.L.; Qi, F.G. Influence of extrusion and heat treatment on microstructure and mechanical properties of ZM61 magnesium alloys. Chin. J. Nonferrous Met. 2012, 22, 53–61. [Google Scholar] [CrossRef]
- Gao, X.; Nie, J.F. Characterization of strengthening precipitate phases in a Mg–Zn alloy. Scripta Mater. 2007, 56, 645–648. [Google Scholar] [CrossRef]
- Oh-Ishi, K.; Hono, K.; Shin, K. Effect of pre-aging and Al addition on age-hardening and microstructure in Mg-6 wt% Zn alloys. Mater. Sci. Eng. A 2008, 496, 425–433. [Google Scholar] [CrossRef]
- Liu, H.; Yin, R.; Zou, Q.; Zhang, J.; Liu, Z.; Zhang, X. Effects of micro-twin lamellar structure on the mechanical properties and fracture morphology of AZ31 Mg alloy. Mater. Sci. Eng. A 2019, 745, 221–230. [Google Scholar] [CrossRef]
- Jiang, Y.; Chen, Y.A.; Fang, D.; Jin, L. Effect of Li on microstructure, mechanical properties and fracture mechanism of as-cast Mg–5Sn alloy. Mater. Sci. Eng. A 2015, 641, 256–262. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.-L.; Cao, F.Y.; Shi, Z.M.; Bowen, P.K. Advances in Mg corrosion and research suggestions. J. Magnes. Alloy 2013, 1, 177–200. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Zhang, K.; Li, X.G.; Deng, X.; Li, Y.; Ma, M.L.; Shi, Y. Effect of solid-solution treatment on corrosion and electrochemical behaviors of Mg-15Y alloy in 3.5 wt.% NaCl solution. J. Rare Earth 2012, 30, 1158–1167. [Google Scholar] [CrossRef]
- Zhang, E.L.; Yin, D.S.; Xu, L.P.; Yang, L.; Yang, K. Microstructure, mechanical and corrosion properties and biocompatibility of Mg–Zn–Mn alloys for biomedical application. Mater. Sci. Eng. C 2009, 29, 987–993. [Google Scholar] [CrossRef]
- Verissimo, N.C.; Freitas, E.S.; Cheung, N.; Garcia, A.; Osório, W.R. The effects of Zn segregation and microstructure length scale on the corrosion behavior of a directionally solidified Mg-25 wt.%Zn alloy. J. Alloy. Compd. 2017, 723, 649–660. [Google Scholar] [CrossRef]
- Zuo, J.R.; Hou, L.G.; Shi, J.T.; Cui, H.; Zhuang, L.Z.; Zhang, J.S. Enhanced plasticity and corrosion resistance of high strength Al-Zn-Mg-Cu alloy processed by an improved thermomechanical processing. J. Alloy. Compd. 2017, 716, 220–230. [Google Scholar] [CrossRef]
- Zhao, M.C.; Liu, M.; Song, G.; Atrens, A. Influence of the β-phase morphology on the corrosion of the Mg alloy AZ91. Corros. Sci. 2008, 50, 1939–1953. [Google Scholar] [CrossRef]
- Chowdary, S.; Dumpala, R.; Kondaiah, V. Influence of heat treatment on the machinability and corrosion behavior of AZ91 Mg alloy. J. Magnes. Alloy 2018, 6, 52–58. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, J.Y.; Liaw, P.K.; Xu, Y.Z.; Lai, H.Y. Effects of heat treatment on the mechanical properties and corrosion behaviour of the Mg-2Zn-0.2Mn-xNd alloys. J. Alloy. Compd. 2018, 769, 552–565. [Google Scholar] [CrossRef]
- Yan, Y.; Cao, H.W.; Kang, Y.J.; Yu, K.; Xiao, T.; Luo, J.; Deng, Y.W.; Fang, H.J.; Xiong, H.Q.; Dai, Y.L. Effects of Zn concentration and heat treatment on the microstructure, mechanical properties and corrosion behavior of as-extruded Mg-Zn alloys produced by powder metallurgy. J. Alloy. Compd. 2017, 693, 1277–1289. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nominal Alloy | Actual Composition (wt.%) | ||||
|---|---|---|---|---|---|
| Mg | Zn | Mn | Fe | Ni | |
| Mg-5Zn-1Mn | Bal. | 5.0346 | 1.0232 | 0.0028 | 0.0002 |
| Heat Treatment | Process Parameters |
|---|---|
| Solution-treated (T4) | 420 °C/2h+water cooling |
| T4 + single aging | 420 °C/2h+water cooling +180 °C/16h+air cooling |
| T4 + double aging | 420 °C/2h+water cooling +90 °C/24h+air cooling +180 °C /16h+air cooling |
| Alloy States | Ecorr(V) | Icorr(A) |
|---|---|---|
| As-extruded | −1.6938 | 5.642 × 10−4 |
| T4 | −1.5692 | 1.028 × 10−4 |
| T4 + single-aged | −1.6229 | 2.408 × 10−4 |
| T4 + double-aged | −1.4759 | 2.331 × 10−4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Cao, H.; Qi, F.; Wang, Q.; Zhao, N.; Liu, Y.; Ye, X.; Ouyang, X. Effect of Heat Treatment on Microstructure and Mechanical Properties of Mg-5Zn-1Mn Alloy Tube. Metals 2020, 10, 301. https://0-doi-org.brum.beds.ac.uk/10.3390/met10030301
Li L, Cao H, Qi F, Wang Q, Zhao N, Liu Y, Ye X, Ouyang X. Effect of Heat Treatment on Microstructure and Mechanical Properties of Mg-5Zn-1Mn Alloy Tube. Metals. 2020; 10(3):301. https://0-doi-org.brum.beds.ac.uk/10.3390/met10030301
Chicago/Turabian StyleLi, Lianhui, Hongshuai Cao, Fugang Qi, Qing Wang, Nie Zhao, Yingdu Liu, Xue Ye, and Xiaoping Ouyang. 2020. "Effect of Heat Treatment on Microstructure and Mechanical Properties of Mg-5Zn-1Mn Alloy Tube" Metals 10, no. 3: 301. https://0-doi-org.brum.beds.ac.uk/10.3390/met10030301