1. Introduction
EDM is a type of unconventional machining process that involves the use of thermal erosion as the mechanism of material removal, and the process is primarily utilized in the manufacturing of dies. In EDM, stock from the specimen is removed by means of continuous discharges between two electrodes, i.e., the tool and the work material. It causes the creation of a plasma channel and the temperature reaches the range of 7500–19,000 °C, thereby removing the material from the electrodes via melting and evaporation [
1,
2,
3,
4,
5]. As the supply of pulsating current is withdrawn, the plasma envelope collapses and the dielectric removes the melted material from the machining site in the form of debris.
The EDM process has many advantages, which include its ability to machine a large range of electrically conductive materials regardless of their hardness, with high accuracy, and without the need for any post machining in the majority cases, among other benefits. However, the EDM process is not free of problems, with associated issues including electrode wear, low material removal during the machining of hard materials and hardened steels, and changes in the profile of the tool during the machining process (especially the materials with high hardness values); these problems can be minimized by using composites that will have lower deformation. The performance of EDM process generally depends upon certain work/tool-related factors, in addition to user-specified factors such as the discharge current, breakdown voltage, gap voltage, pulse on duration, pulse off duration, machining time, duty cycle, polarity, dielectric pressure, etc. The efficiency of the EDM process is evaluated in terms of the Material Removal Rate (MRR), the Surface Roughness (SR), the Tool Wear Rate (TWR), the surface integrity, and the dimensional accuracy of the finished product. The responses have been optimized using different mathematical models and statistical techniques. At present, artificial intelligence (AI) is contributing significantly to all engineering fields. It plays an important role in every industry, especially in the machining industry. The technologies and techniques, in conjunction with AI applications, are being extensively used in machining processes [
6].
Jeswani [
7] used dimensional analysis to analyze the erosion that occurs in the EDM process. An empirical equation was generated, which related the tool wear with the thermophysical properties of the tool material. The coefficient of correlation for the obtained equation was 0.99, which indicates a very good fit. Tsai and Wang [
8] studied various neural networks and neuro-fuzzy (ANFIS) approaches to predict the MRR of different work materials. ANFIS were found to perform better than other techniques in the prediction of MRR, with an error of 16.33%. The process parameters for the EDM process were optimized by Fenggou and Dayong [
8] using ANN combined with the use of GA and a node-deleting algorithm. With the application of GA and Back Propagation (BP) algorithms, the training speed of the models was increased significantly. A similar study was conducted by Singh et al. [
9] to optimize the process variables for MRR, TWR, SR, taper, and radial overcut in EDM by utilizing Grey Relational Analysis (GRA). The GRA process was simplified via the conversion of a single response from a multi-response parameter. El-Taweel [
10] studied the impact of the current, flushing pressure, and pulse on time on the MRR and TWR. These variables were chosen by multi-response optimization using RSM. The RSM predicted the MRR and TWR with 7.2% and 4.74% error rates, respectively.
Sahu et al. [
11] detailed the effect of the current, duty factor, dielectric pressure, and pulse time on the MRR and TWR using RSM. Every trial was considered as a decision-making unit and their relative efficiencies were obtained by means of data-envelopment analysis. The results were projected with a maximum error of 4.22%. A semi-empirical model was proposed by Talla et al. [
12] to analyze the powder-mixed EDM process. A Principal Component Analysis (PCA)-based GRA technique was applied for the optimization of this analysis. To achieve higher MRR and lower SR values, a set of machining variables was also recommended. Kumar et al. [
13] suggested a regression model to estimate the MRR and TWR. The sufficiency of the model was justified by ANOVA. The developed model was successful in predicting MRR and TWR values, with accuracies of 94.65% and 96.91%, respectively. Walia et al. [
14] modeled the change in the shape of the Cu-TiC tooltip using Buckingham’s dimensional analysis. The results predicted by the developed model were found to be in agreement with the actual observations as the prediction error varied from +5.89% to −6.91%. El-Bahloul [
15] evaluated the performance of an RSM- and ANN-based model and compared it with a model based on fuzzy logic. Coefficient of determination, root mean square error, and absolute average deviation calculations were used for the comparison. The RSM- and ANN-based model was found to be more reliable and accurate. Perez [
16] used a fuzzy interference system (FIS) and developed a technological table. The purpose of the technological table was to decide the optimum process parameters for the maximization or minimization of the response according to specific requirements. The results obtained with FIS were compared with the results acquired with RSM and were found to be more accurate. The performance of the harmony search algorithm (HSA) was compared with Taguchi grey relational analysis (TGRA) by Mahalingam et al. [
17]. The result obtained with HAS proved to be better, and the prediction error was less than 6%.
Some of the significant contributions of the EDM process to the analysis of different optimization tools and process parameters are presented in
Table 1.
It is recognized from the survey of the literature that a large amount of research has been undertaken in relation to the investigation of the prediction of MRR, EWR, and SR. Applications of different statistical and modeling techniques (such as fuzzy logic, GA, GRA, ANN, RSM, FEM, etc.) have been used for the evaluation of these responses. From the literature, it was also found that the pulse on time, pulse off time, input current, and flushing pressure are some of the most important parameters in terms of their effects on the EDM process [
31,
32,
33,
34]. In the EDM process, heat is produced at both electrodes (i.e., at the tool and the workpiece). This heat removes the material from both the tool and the workpiece. The removal of material from the tool also causes changes in the shape of tool, which, in turn, is transferred to the workpiece because, in EDM, the workpiece is a replica of the tool. The same point is highlighted in this study, which can be very helpful in industrial applications, specifically in relation to the reduction in the rejection rate of manufactured parts due to changes in the shape of the tool. However, there are very few sources available in the literature [
34] that discuss the influence of process variables in terms of changes in tool shape during the EDM process, and this work is one of the first works that attempts to develop a proper relationship, using machine learning techniques, between the parameters that most significantly affect the tool shape. EN31 steel was used as the work material in this study as it is abundantly used in the manufacturing of dies, which is the major application area of EDM. The hardened EN31 steel was used as the work material because it would cause the tool to encounter more challenges in terms of maintaining its shape during machining. A round-shaped tool was used as it allowed the change in tool shape to be easily measured and assessed by measuring the change in roundness of tool tip before and after machining. Through this work, an initiative was taken to use machine learning techniques (decision tree, random forest, generalized linear model, and neural network) for the prediction of change in the shape of the tool. These techniques are very precise and are rarely used for the assessment of machining processes. Moreover, the assessment of variation in the shape of the tool using the aforementioned prediction techniques has not yet been explored.
The paper is structured as follows:
Section 2 focuses on the details of the workpiece, the choice of process parameters, and the recording of experimental observations, and includes a brief overview of the machine learning techniques used, as well as the methodology followed during the study of feature importance. In
Section 3, a quick summary of the parameters used to assess the applied techniques is given.
Section 4 enumerates the results in detail, followed by a comparison and discussion. Finally, the conclusions of the current work are presented in
Section 5.
4. Results and Discussion
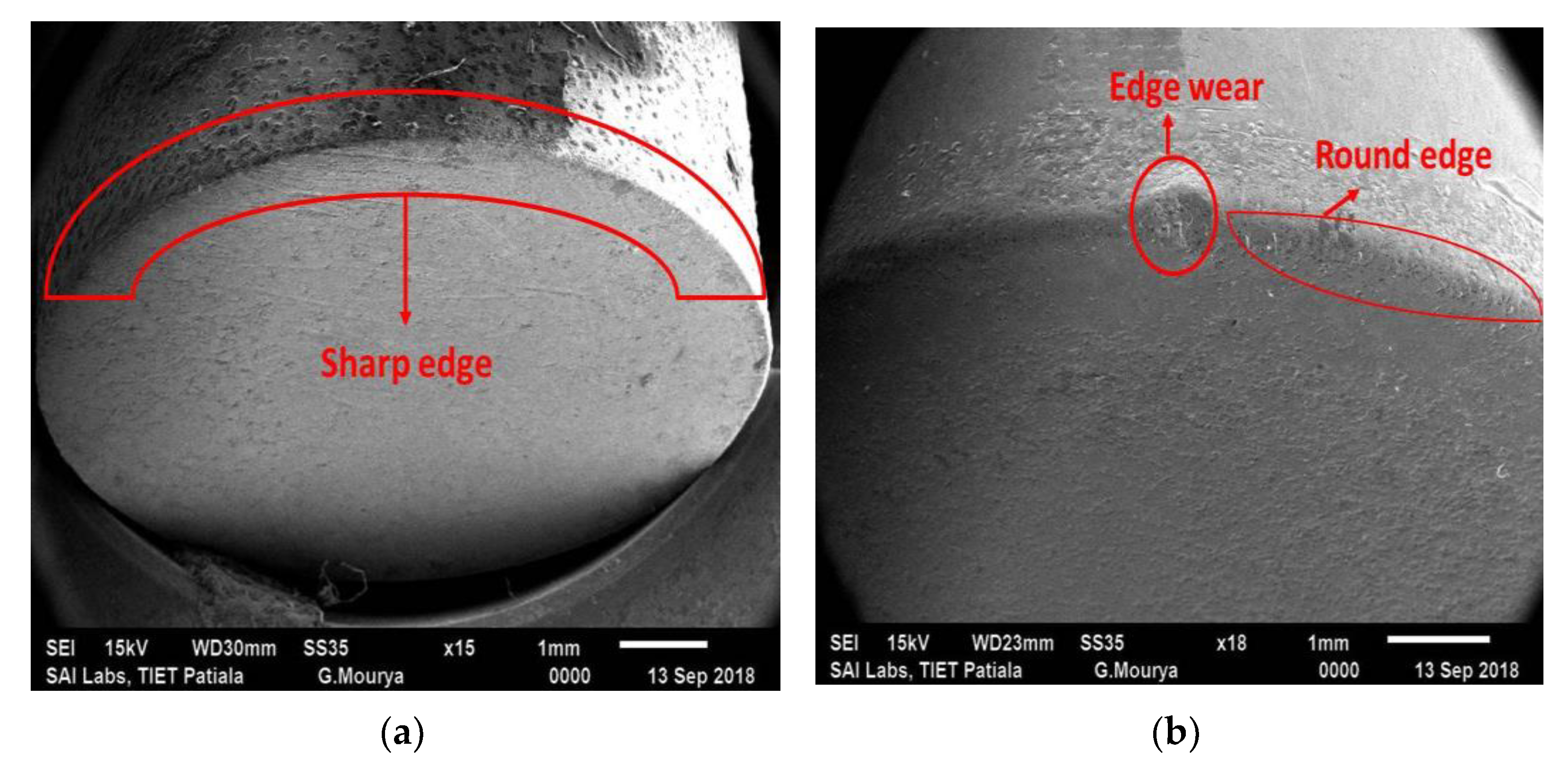
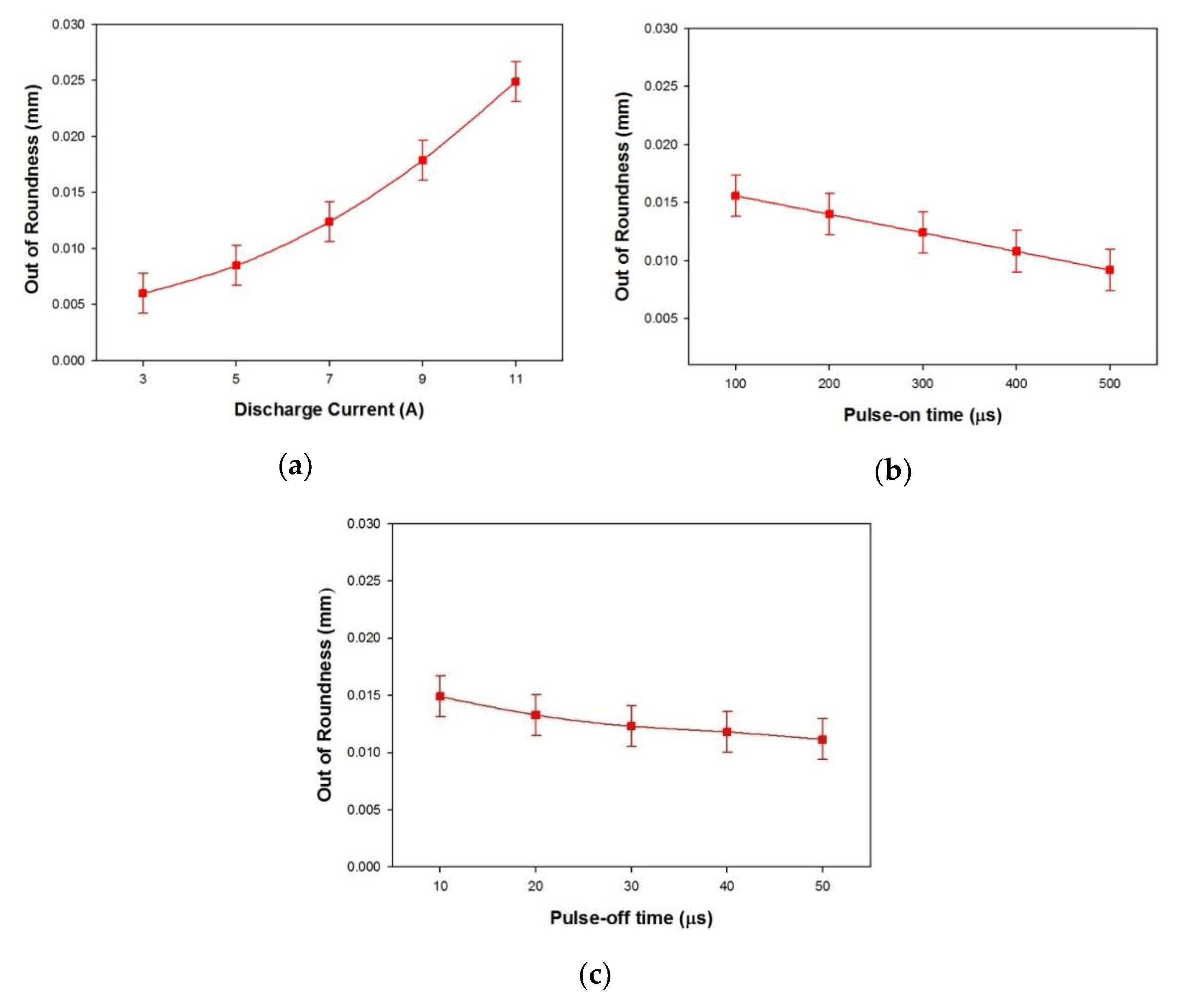
In EDM, the replica of the tool is produced on the work material. In the EDM process, the spark that causes the erosion on the workpiece surface is generated from the surface of the tool. This spark originates at the point where the distance between the tool and the surface of the workpiece is at its smallest. After one spark, the location of the minimum distance changes. In effect, the minimum distance phenomenon causes the spark to travel across the surface of the tool. As a result, the replica of the tool is depicted on the workpiece. Therefore, if any change or variation occurs on the tool during the EDM process, the final geometry of the work material may undergo variation away from the desired geometry. In this study, the tool shape was analyzed by evaluating the variation in the out-of-roundness of the tool before and after machining.
Figure 5 shows the effect of I
p, T
on and T
off on the out-of-roundness values. An increase in out-of-roundness was noticed with the increment in the input current, as presented in
Figure 5a. The electrical discharge column in the inter electrode led to the removal of the material from the workpiece as well as leading to the decomposition of the electrode material. With the increase in supplied current, higher energy was generated in the inter-electrode gap, which led to an increase in the distortion of tool material [
45].
The effect of increases in pulse on time (T
on) values on out-of-roundness for the EDM process is shown in
Figure 5b. It is evident from the figure that the out-of-roundness tended to decrease with the increment in the pulse on time. As the T
on increased, the diameter of the discharge column also tended to increase, which led to the decrement in the energy density of the electrical discharge [
46,
47,
48].
Figure 5c represents the effect of pulse off time (T
off) on out-of-roundness. With an increment in T
off, there was a rapid decrease in the out-of-roundness of the electrode. Lower T
off values led to increases in the frequency of sparks, which tended to generate more heat. Furthermore, the heat generated in the tool electrode consequently had no time to dissipate. This heat was thus entrapped in the tool electrode, which led to increases in the distortion of the shape of the tool electrode.
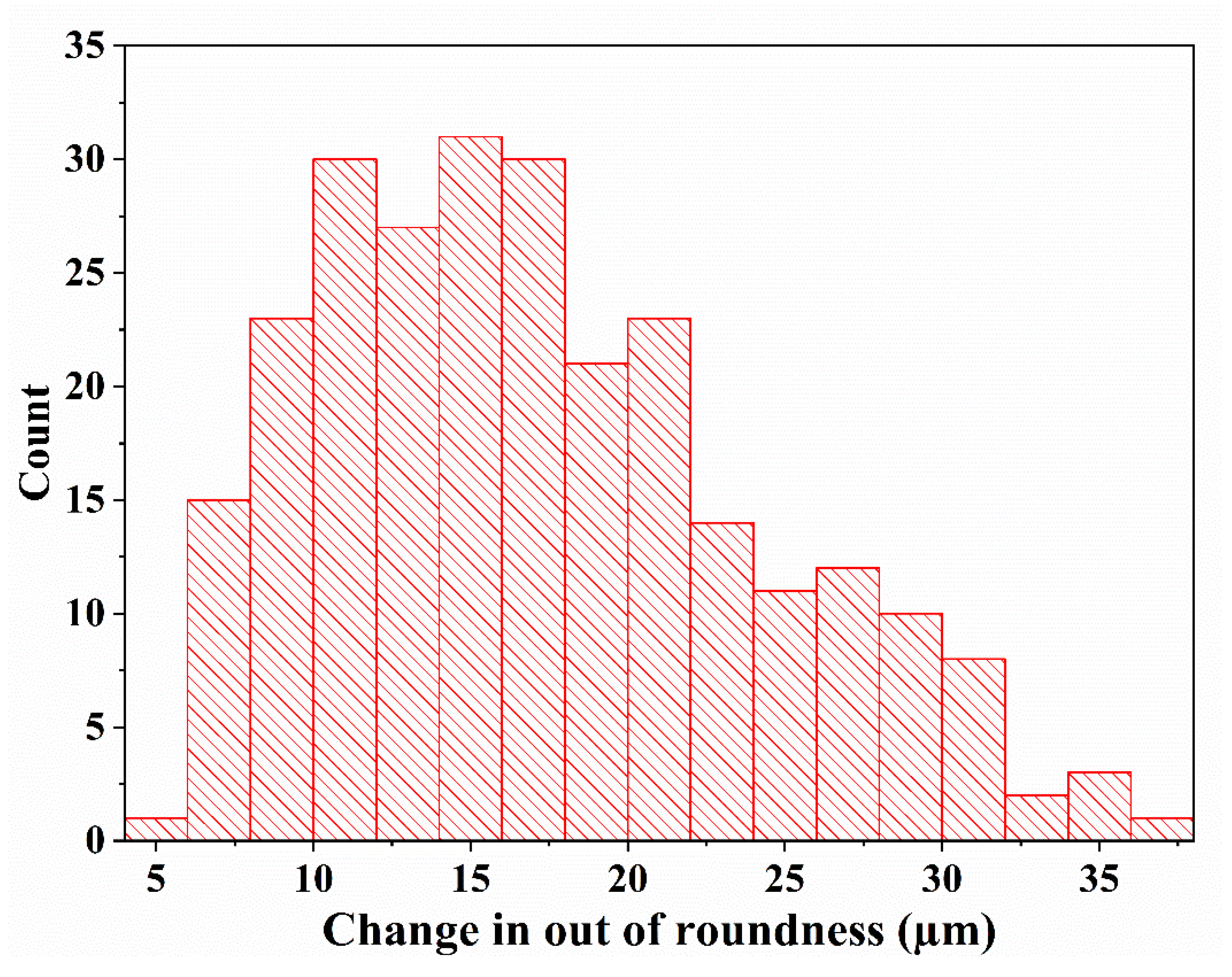
The measured response data for different trials are shown in
Figure 3. The data obtained for the changes in out-of-roundness of the copper tooltip were analyzed. Large variations in the changes in out-of-roundness values for the tooltip were recorded (from 37.08 µm for I
p = 10 A, V
g = 70 V, T
on = 200 µs, T
off = 20 µs, P = 18 kgf/cm
2 to 5.66 µm for I
p = 3 A, V
g = 60 V, T
on = 300 µs, T
off = 30 µs, P = 17 kgf/cm
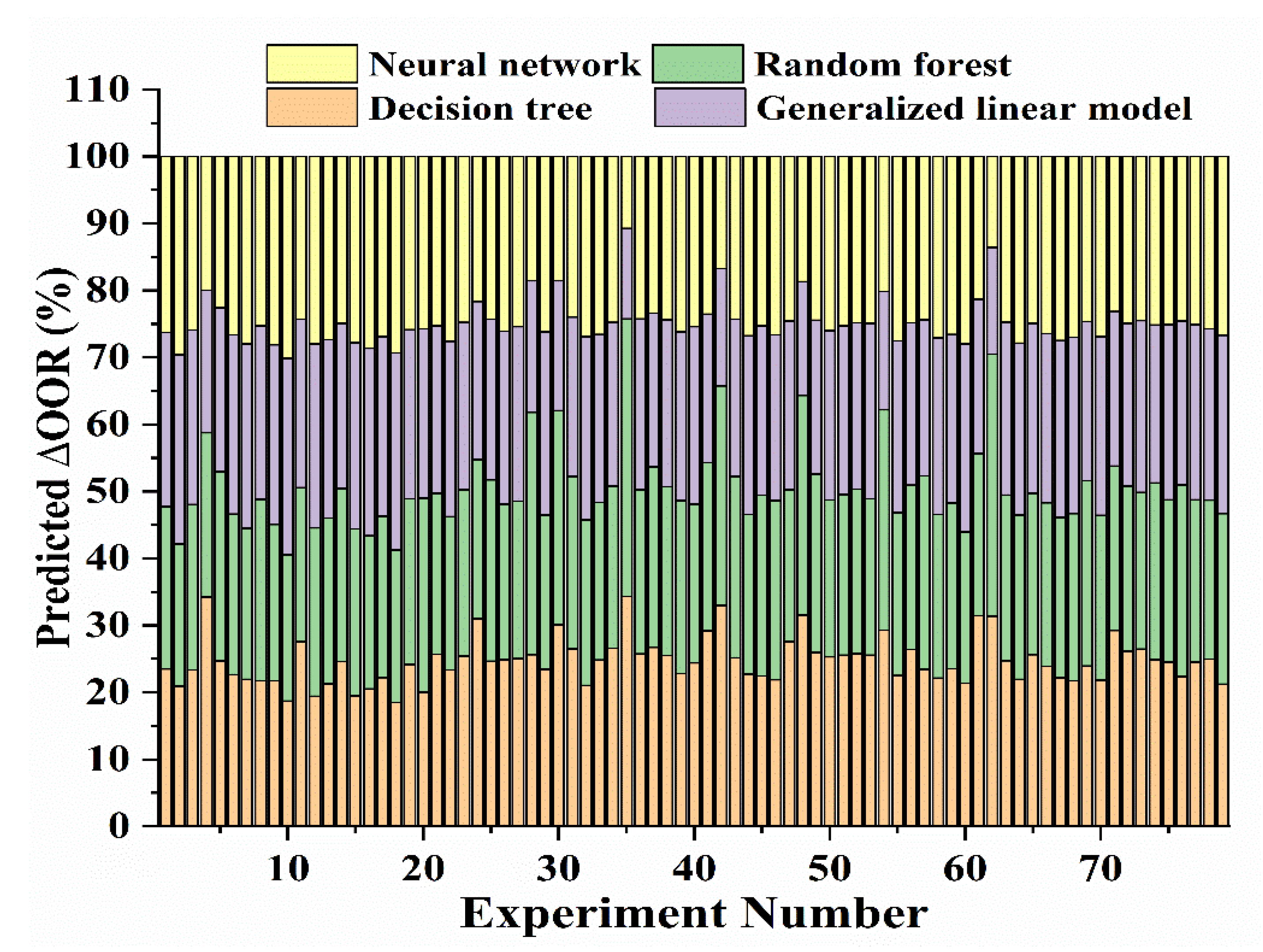
2). The average change in out-of-roundness was found to be 17.25 µm. To predict the change in the out-of-roundness of the tooltip, four machine learning techniques were applied to the data obtained from the experiments. The data were utilized for training and testing purposes in the ratios of 70 and 30, respectively. The simulation for out-of-roundness was performed using these data and the results obtained using the applied techniques are shown in
Table 8 against the pre-selected criteria, namely the correlation, coefficient of determination, mean absolute error, and accuracy. It was observed that when applying an error band of ±0.04 micron, 93.67% of the data were found to be in the significant zone for the random forest technique. A comparison of the techniques used for the prediction of the response is presented in
Table 8.
Equation (1) was applied for the calculation of correlation. It can be observed from
Table 8 that the random forest technique provided the best correlation, with a value of 0.97, whereas the decision tree has the lowest correlation, of 0.88, for the prediction of out-of-roundness. This means that the random forest technique provided the strongest relationship between the actual and predicted values obtained from both the experimentation and modeling processes. The
R2 was calculated using Equation (2) and the values for each technique are shown in
Table 8. It was found that the random forest technique has the highest
R2 value, i.e., 0.93. Higher
R2 values indicate that the data are closely bonded to the fitted regression line and have a very small proportionate error in terms of the estimation of out-of-roundness. It can thus be concluded that higher
R2 values are related to better goodness of fit in the model. In the decision tree technique, the
R2 value was 0.78, which was the lowest value out of all of the techniques that were used in this study. Therefore, the random forest technique provided the best goodness of fit in relation to the response.
The MAE was determined using Equation (3) and is shown in
Table 8. For the better performance of a prediction model, the MAE value obtained via a particular technique should be the least. It can be observed from
Table 8 that the random forest technique estimated the response (out-of-roundness) with the lowest MAE value, i.e., 1.65 µm, whereas the decision tree technique estimated the response with the largest MAE value, i.e., 2.26 µm) for the selected dataset. Therefore, it can be concluded that the model developed by the random forest technique predicted the response with the minimum error margin. Equation (4) was utilized to determine the accuracy of the model with an acceptable error margin of ±0.04 µm. The accuracy of the measurement results for the four techniques are shown in
Table 8. It can be observed that the random forest technique provided the highest accuracy—of 93.67%—in the prediction of out-of-roundness, whereas the decision tree estimated the same parameter with an accuracy of 83.54%.
Based on the abovementioned results, as well as the information shown in
Table 8 and
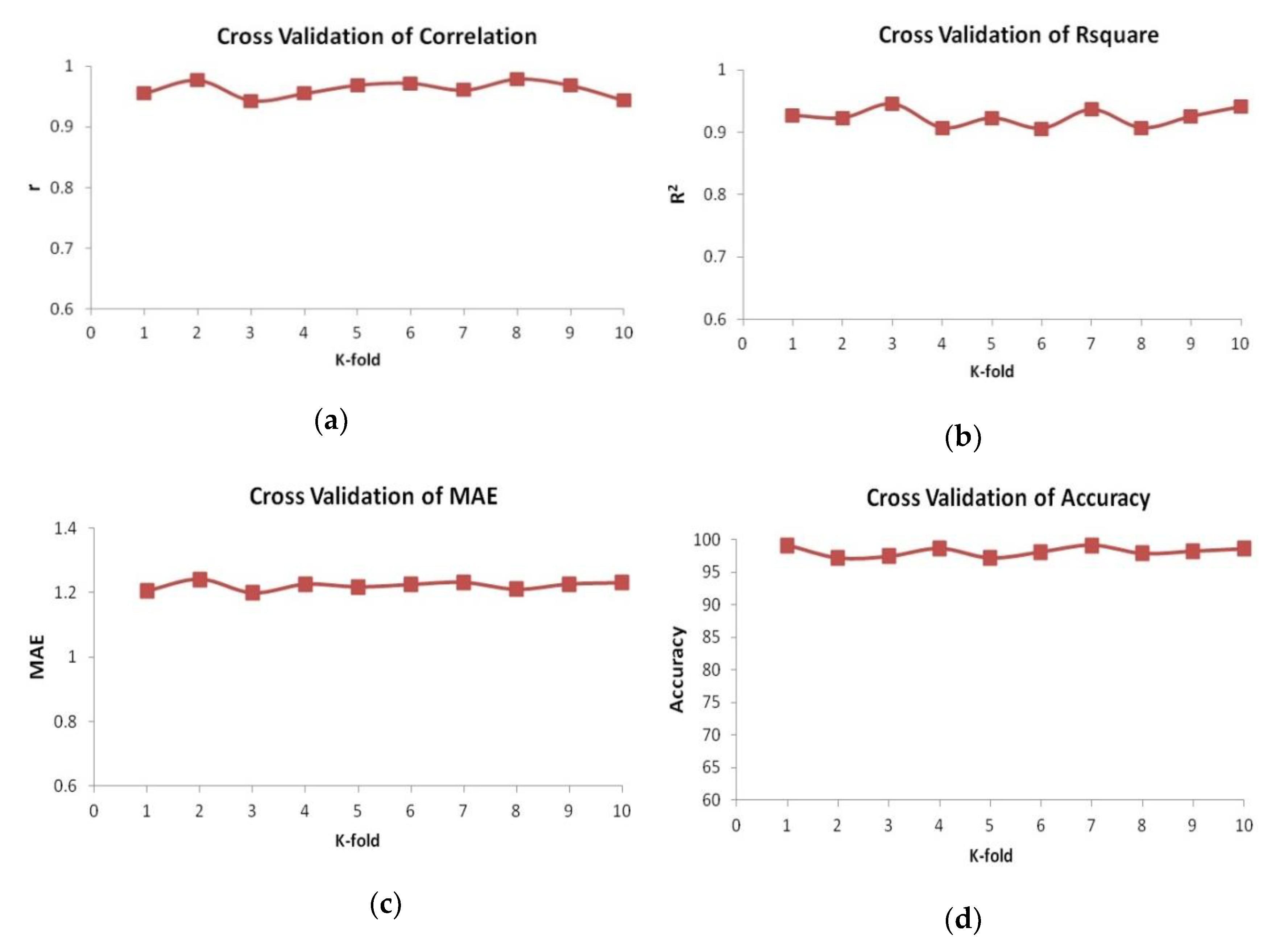
Figure 6, it can be concluded that, for the prediction of the response (for the selected range of process variables), the random forest technique provided very good results. A 10-fold cross-validation process was applied for the assessment of the robustness of the random forest technique.
Figure 7 shows the 10-fold cross-validation of the random forest technique for correlation,
R2, MAE, and accuracy. The cross-validation results illustrated the consistent performance of the technique.
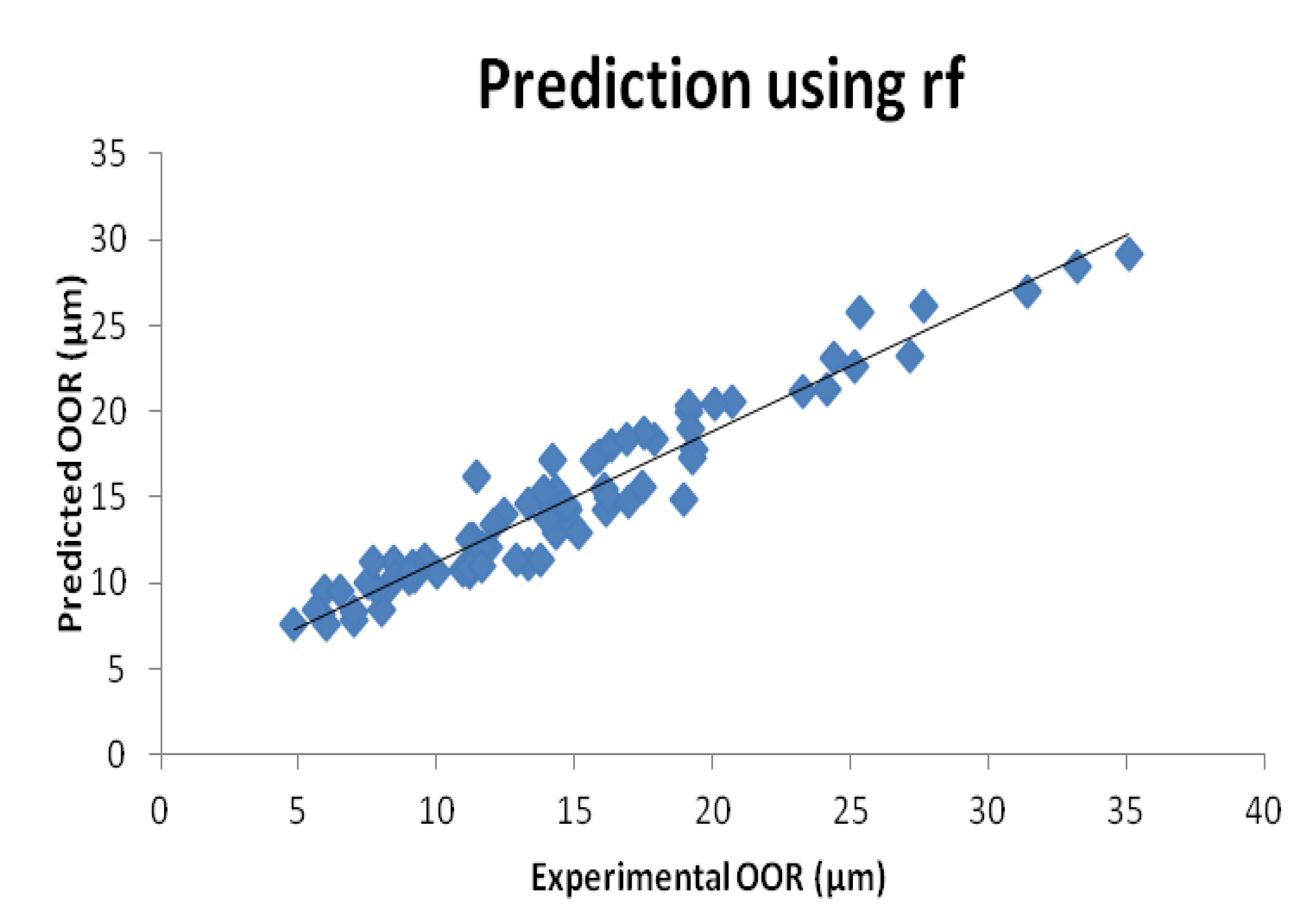
Figure 8 highlights the plot between the actual values and the predicted values for the response, i.e., the out-of-roundness values obtained when testing the dataset using the random forest technique. It can be observed from the plot that there are no obvious patterns or unusual structures within the response. Moreover, most of the data are on the linear regression line or in its vicinity. This means that the model developed using the random forest technique is adequate and the closeness of the data points to the mean line highlights the accuracy with which the model can predict the response.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

