
Creep Behavior of Compact γ′-γ″ Coprecipitation Strengthened IN718-Variant Superalloy

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Processing and Heat Treatments
2.2. Metallographic Preparation and SEM
2.3. STEM-EDS
2.4. Fabrication of Creep Samples and Creep Testing
3. Results
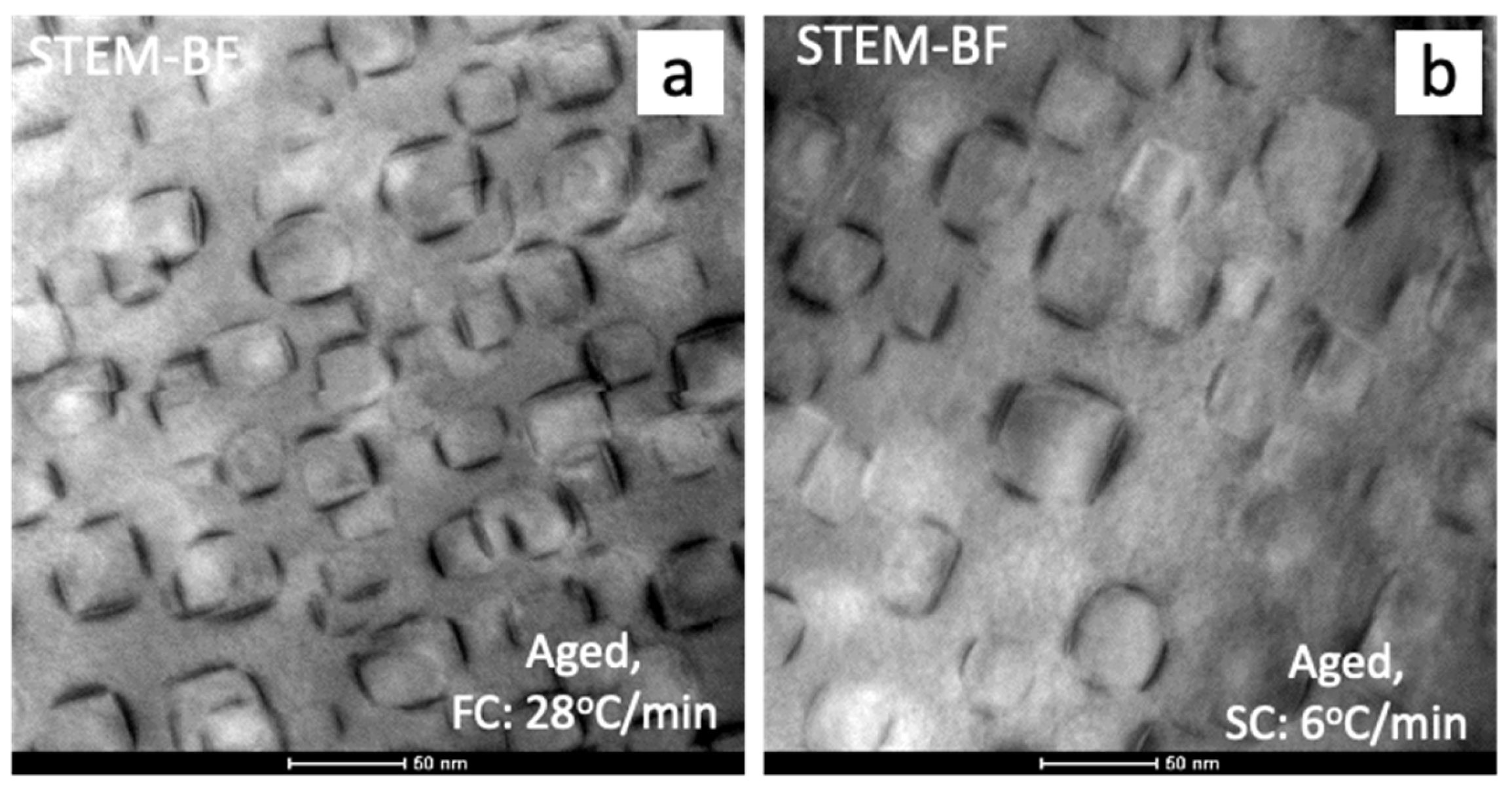
3.1. Aged Microstructural Characterization
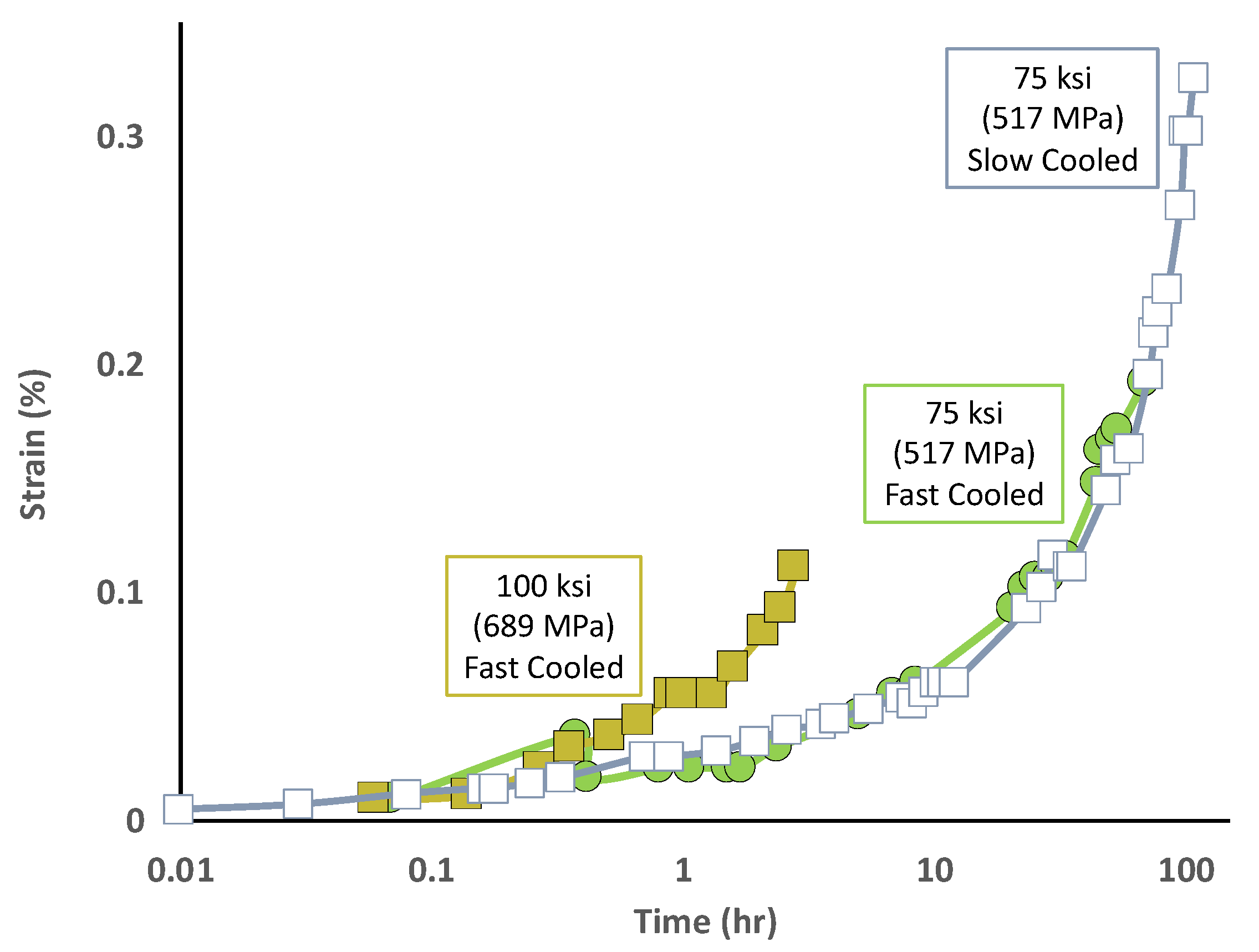
3.2. Creep Tests
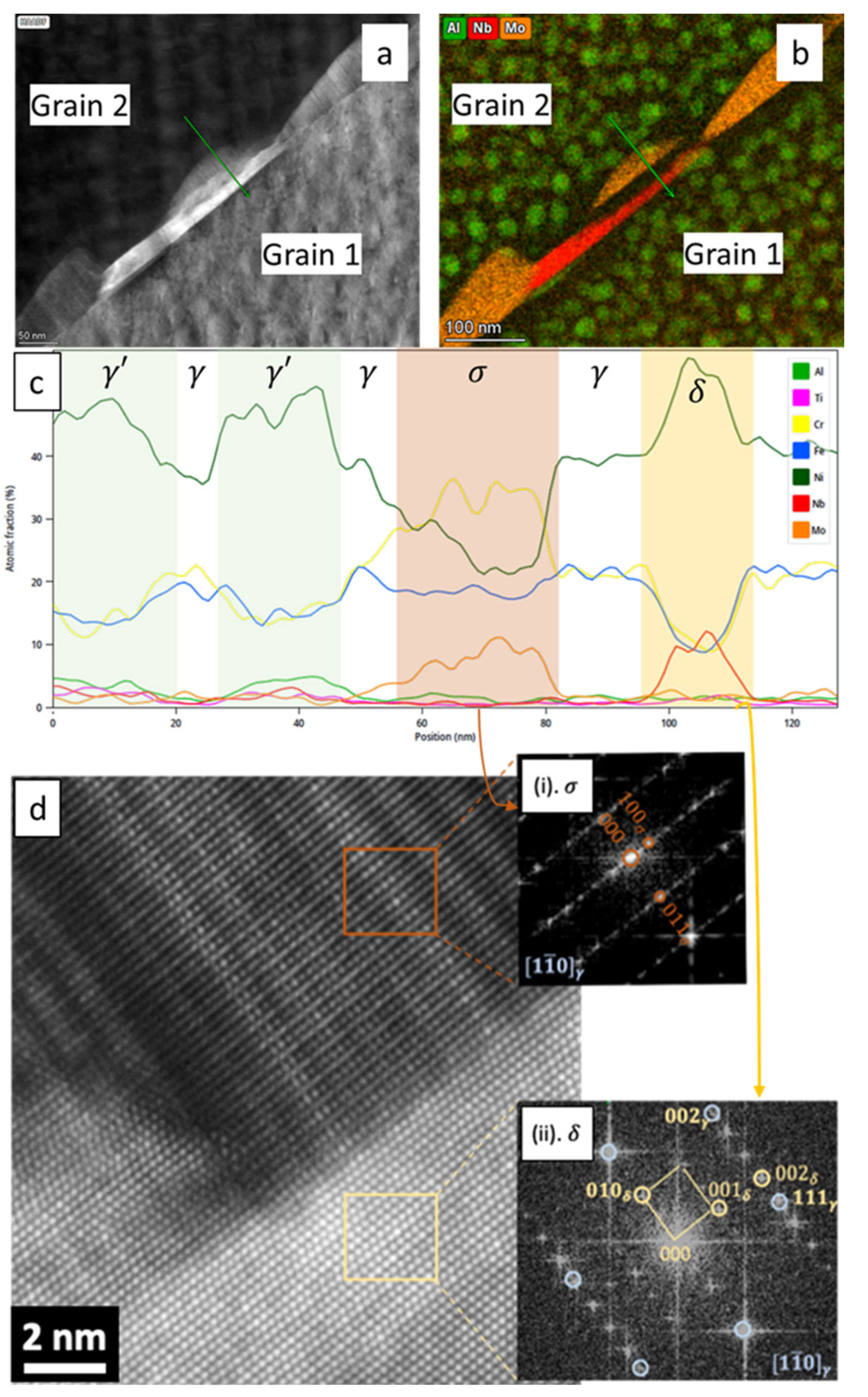
3.3. Analysis of Creep-Deformed Microstructures
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- GE Gas Power. Breaking the Power Plant Efficiency Record Again. Available online: https://www.ge.com/gas-power/resources/articles/2018/nishi-nagoya-efficiency-record (accessed on 20 September 2021).
- Kellner, T. Here’s Why the Latest Guinness World Record Will Keep France Lit up Long after Soccer Fans Leave. GE News. 17 June 2016. Available online: https://www.ge.com/news/reports/bouchain (accessed on 22 September 2021).
- Keiser, D.D.; Brown, H.L. Review of the Physical Metallurgy of Alloy 718; Idaho National Engineering Lab.: Idaho Falls, ID, USA, 1976. [Google Scholar]
- Singh, A.R.P.; Nag, S.; Hwang, J.Y.; Viswanathan, G.B.; Tiley, J.; Srinivasan, R.; Fraser, H.L.; Banerjee, R. Influence of cooling rate on the development of multiple generations of γ′ precipitates in a commercial nickel base superalloy. Mater. Charact. 2011, 62, 878–886. [Google Scholar] [CrossRef]
- Klepser, C.A. Effect of continuous cooling rate on the precipitation of gamma prime in nickel-based superalloys. Scr. Metall. Mater. 1995, 33, 589–596. [Google Scholar] [CrossRef]
- Qiu, C.L.; Andrews, P. On the formation of irregular-shaped gamma prime and serrated grain boundaries in a nickel-based superalloy during continuous cooling. Mater. Charact. 2013, 76, 28–34. [Google Scholar] [CrossRef]
- Detor, A.J.; DiDomizio, R.; Sharghi-Moshtaghin, R.; Zhou, N.; Shi, R.; Wang, Y.; McAllister, D.P.; Mills, M.J. Enabling Large Superalloy Parts Using Compact Coprecipitation of γ′ and γ″. Metall. Mater. Trans. A 2018, 49, 708–717. [Google Scholar] [CrossRef]
- Shi, R.; McAllister, D.P.; Zhou, N.; Detor, A.J.; DiDomizio, R.; Mills, M.J.; Wang, Y. Growth behavior of γ′/γ″ coprecipitates in Ni-Base superalloys. Acta Mater. 2019, 164, 220–236. [Google Scholar] [CrossRef]
- Cozar, R.; Pineau, A. Morphology of y′ and y″ precipitates and thermal stability of inconel 718 type alloys. Metall. Mater. Trans. B 1973, 4, 47–59. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Carbide Precipitation in Nickel Base Superalloys 718 and 625 and Their Effect on Mechanical Properties. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1997), TMS, Pittsburgh, PA, USA, 15–18 June 1997; pp. 367–378. [Google Scholar]
- Mitchell, A.; Schmalz, A.J.; Schvezov, C.; Cockroft, S.L. The Precipitation of Primary Carbides in Alloy 718. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1994), TMS, Pittsburgh, PA, USA, 26–29 June 1994; pp. 65–78. [Google Scholar]
- Hassan, B.; Corney, J. Grain boundary precipitation in Inconel 718 and ATI 718Plus. Mater. Sci. Technol. 2017, 33, 1879–1889. [Google Scholar] [CrossRef] [Green Version]
- Bor, H.-Y.; Wei, C.-N.; Nguyen, H.T.; Yeh, A.-C.; Kuo, C.-M.; Box, P.O. Aging Effects on the γ′ and γ″ Precipitates of Inconel 718 Superalloy. In Proceedings of the 7th International Symposium on Superalloy, Pittsburgh, PA, USA, 10–13 October 2010. [Google Scholar]
- Kuo, C.-M.; Yang, Y.-T.; Bor, H.-Y.; Wei, C.-N.; Tai, C.-C. Aging effects on the microstructure and creep behavior of Inconel 718 superalloy. Mater. Sci. Eng. A 2009, 510, 289–294. [Google Scholar] [CrossRef]
- Norton, F.H. The Creep of Steel at High Temperatures; McGraw-Hill Book Company, Inc.: New York, NY, USA, 1929. [Google Scholar]
- Mills, M.; Daehn, G. Dislocation-Mediated Time-Dependent Deformation in Crystalline Solids. In Computational Methods for Microstructure-Property Relationships; Ghosh, S., Dimiduk, D., Eds.; Springer: Boston, MA, USA, 2011; pp. 311–361. ISBN 978-1-4419-0643-4. [Google Scholar]
- Evans, R.W.; Wilshire, B. Creep of Metals and Alloys; Institute of Metals: London, UK, 1985. [Google Scholar]
- Chen, W.; Chaturvedi, M.C. The effect of grain boundary precipitates on the creep behavior of Inconel 718. Mater. Sci. Eng. A 1994, 183, 81–89. [Google Scholar] [CrossRef]
- Zenk, C.H.; Feng, L.; McAllister, D.; Wang, Y.; Mills, M.J. Shearing Mechanisms of Co-Precipitates in IN718. Acta Mater. 2021, 220, 117305. [Google Scholar] [CrossRef]
- McAllister, D.; Lv, D.; Deutchman, H.; Peterson, B.; Wang, Y.; Mills, M.J. Novel Characterization of Deformation Mechanisms in a Ni-base Superalloy Using HAADF Imaging and Atomic Ordering Analysis. Microsc. Microanal. 2016, 22, 272–273. [Google Scholar] [CrossRef] [Green Version]
- McAllister, D.; Lv, D.; Feng, L.; Deutchman, H.; Wessman, A.; Wang, Y.; Mills, M.J. Characterization and Modeling of Deformation Mechanisms in Ni-Base Superalloy 718. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications; Ott, E., Liu, X., Andersson, J., Bi, Z., Bockenstedt, K., Dempster, I., Groh, J., Heck, K., Jablonski, P., Kaplan, M., et al., Eds.; Springer: Cham, Switzerland, 2018; pp. 319–338. [Google Scholar]
- McAllister, D.; Lv, D.; Peterson, B.; Deutchman, H.; Wang, Y.; Mills, M.J. Lower temperature deformation mechanisms in a γ″-strengthened Ni-base superalloy. Scr. Mater. 2016, 115, 108–112. [Google Scholar] [CrossRef]
- Feng, L.; McAllister, D.; Zenk, C.H.; Mills, M.J.; Wang, Y. Deformation Mechanisms of γ′ and γ″ Co-precipitates in IN718. In Proceedings of the Superalloys 2020; Tin, S., Hardy, M., Clews, J., Cormier, J., Feng, Q., Marcin, J., O’Brien, C., Suzuki, A., Eds.; Springer: Cham, Switzerland, 2020; pp. 669–679. [Google Scholar]
- Andrieu, E.; Wang, N.; Molins, R.; Pineau, A. Influence of Compositional Modifications on Thermal Stability of Alloy 718. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1994), Pittsburgh, PA, USA, 26–29 June 1994; pp. 695–710. [Google Scholar]
- Dong, J.X.; Xie, X.S.; Zhang, S.H. Enhancements of thermal structure stability in a Ni-Base superalloy. Scr. Metall. Mater. 1993, 28, 1477–1482. [Google Scholar] [CrossRef]
- Andrieu, E.; Cozar, R.; Pineau, A. Effect of Environment and Microstructure on the High Temperature Behavior of Alloy 718. In Proceedings of the Superalloys 718 Metallurgy and Applications (1989), Pittsburgh, PA, USA, 12–14 June 1989; pp. 241–256. [Google Scholar]
- Molins, R.; Andrieu, E.; Pineau, A. Overaging, Deformation and Rupture Micromechanisms of Alloy 718 in Relation to Notch Creep Rupture Strength. In Proceedings of the Superalloys 718, 625 and Various Derivatives (1991), Pittsburgh, PA, USA, 23–26 June 1991; pp. 589–602. [Google Scholar]
- Qin, H.; Bi, Z.; Zhang, R.; Lee, T.L.; Yu, H.; Chi, H.; Li, D.; Dong, H.; Du, J.; Zhang, J. Stress-Induced Variant Selection of γ″ Phase in Inconel 718 During Service: Mechanism and Effects on Mechanical Behavior. Miner. Met. Mater. Ser. 2020, 713–725. [Google Scholar] [CrossRef]
- Collier, J.P.; Wong, S.H.; Tien, J.K.; Phillips, J.C. The effect of varying AI, Ti, and Nb content on the phase stability of Inconel 718. Metall. Trans. A 1988, 19, 1657–1666. [Google Scholar] [CrossRef]
- Collier, J.P.; Selius, A.O.; Tien, J.K. On Developing a Microstructurally and Thermally Stable Iron-Nickel Base Superalloy. In Proceedings of the Superalloys 1988 (Sixth International Symposium), TMS, Pittsburgh, PA, USA, 18–22 September1988; pp. 43–52. [Google Scholar]
- Onyewuenyi, O.A. Alloy 718: Alloy Optimization for Applications in Oil and Gas Production. In Proceedings of the Superalloys 718 Metallurgy and Applications (1989), TMS, Pittsburgh, PA, USA, 12–14 June1989; pp. 345–362. [Google Scholar]
- Shibata, T.; Takahashi, T.; Shudo, Y.; Kusuhashi, M.; Taira, J.; Ishiguro, T. Effect of Cooling Rate from Solution Treatment on Precipitation Behavior and Mechanical Properties of Alloy 706. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1997), TMS, Pittsburgh, PA, USA, 15–18 June 1997; pp. 379–388. [Google Scholar]
- Guo, E.; Xu, F.; Loria, E.A. Effect of Heat Treatment and Compositional Modification on Strength and Thermal Stability of Alloy 718. In Proceedings of the Superalloys 718, 625 and Various Derivatives (1991), TMS, Pittsburgh, PA, USA, 23–26 June 1991; pp. 389–396. [Google Scholar]
- Guo, E.; Xu, F.; Loria, E.A. Improving Thermal Stability of Alloy 718 via Small Modifications in Composition. In Proceedings of the Superalloys 718 Metallurgy and Applications (1989), TMS, Pittsburgh, PA, USA, 12–14 June 1989; pp. 567–576. [Google Scholar]
- Guo, E.; Xu, F.; Loria, E.A. Comparison of f/y″ Precipitates and Mechanical Properties in Modified 718 Alloys. In Proceedings of the Superalloys 718, 625 and Various Derivatives (1991), Pittsburgh, PA, USA, 23–26 June 1991; pp. 397–408. [Google Scholar]
- Guo, E.; Xu, F.; Loria, E.A. Further Studies on Thermal Stability of Modified 718 Alloys. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1994), Pittsburgh, PA, USA, 26–29 June 1994; pp. 721–734. [Google Scholar]
- Chen, W.; Chaturvedi, M.C. Grain Boundary Dependent Creep Behaviour of Inconel 718. Can. Metall. Q. 1993, 32, 363–367. [Google Scholar] [CrossRef]
- Chen, W.; Chaturvedi, M.C. Dependence of Creep Fracture of Inconel 718 on Grain Boundary Precipitates. Acta Mater. 1997, 45, 2735–2746. [Google Scholar] [CrossRef]
- Takahashi, T.; Ishiguro, T.; Orita, K.; Taira, J.; Shibata, T.; Nakata, S. Effects of Grain Boundary Precipitation on Creep Rupture Properties of Alloys 706 and 718 Turbine Disk Forgings. In Proceedings of the Superalloys 718, 625, 706 and Various Derivatives (1994), TMS, Pittsburgh, PA, USA, 26–29 June 1994; pp. 557–565. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Name (at.%) | Ni | Cr | Fe | Al | Ti | Nb | Mo | C |
|---|---|---|---|---|---|---|---|---|
| 718 | 51.9 | 21.2 | 19.6 | 1.1 | 1.1 | 3.2 | 1.8 | 0.1 |
| 718-27 | 51.8 | 20.7 | 19.5 | 2.3 | 1.1 | 2.7 | 1.8 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mukhopadhyay, S.; Sriram, H.; Zenk, C.H.; DiDomizio, R.; Detor, A.J.; Hayes, R.W.; Viswanathan, G.B.; Wang, Y.; Mills, M.J. Creep Behavior of Compact γ′-γ″ Coprecipitation Strengthened IN718-Variant Superalloy. Metals 2021, 11, 1897. https://0-doi-org.brum.beds.ac.uk/10.3390/met11121897
Mukhopadhyay S, Sriram H, Zenk CH, DiDomizio R, Detor AJ, Hayes RW, Viswanathan GB, Wang Y, Mills MJ. Creep Behavior of Compact γ′-γ″ Coprecipitation Strengthened IN718-Variant Superalloy. Metals. 2021; 11(12):1897. https://0-doi-org.brum.beds.ac.uk/10.3390/met11121897
Chicago/Turabian StyleMukhopadhyay, Semanti, Hariharan Sriram, Christopher H. Zenk, Richard DiDomizio, Andrew J. Detor, Robert W. Hayes, Gopal B. Viswanathan, Yunzhi Wang, and Michael J. Mills. 2021. "Creep Behavior of Compact γ′-γ″ Coprecipitation Strengthened IN718-Variant Superalloy" Metals 11, no. 12: 1897. https://0-doi-org.brum.beds.ac.uk/10.3390/met11121897