
High-Pressure Cooling in Finishing Turning of Haynes 282 Using Carbide Tools: Haynes 282 and Inconel 718 Comparison


Abstract
:1. Introduction
2. Experimental Setup
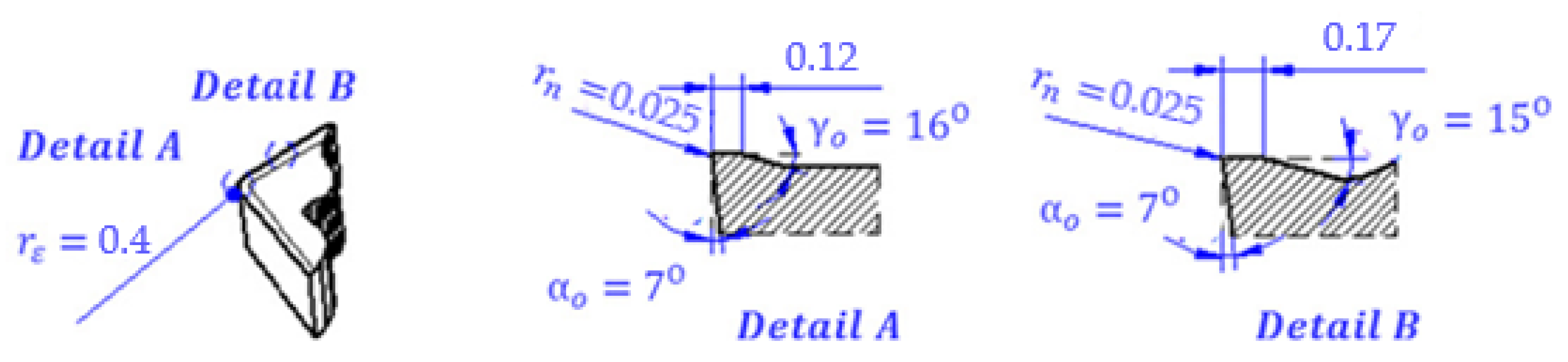
2.1. Workpiece Material and Cutting Tools
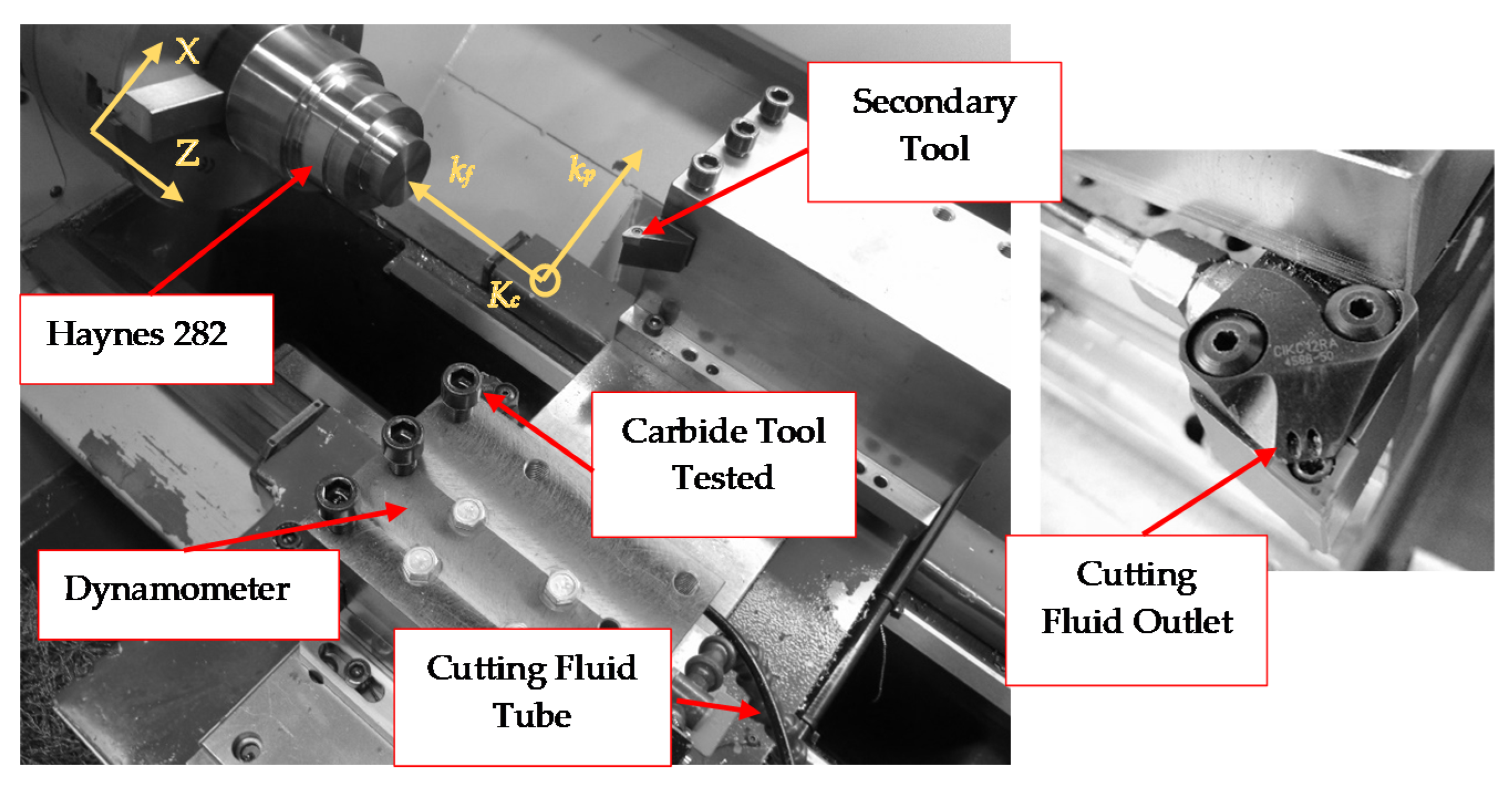
2.2. Instrumentation and Setup
3. Results and Discussion
3.1. Cutting Forces
3.1.1. Evolution of the Specific Force Components with Fresh Tools
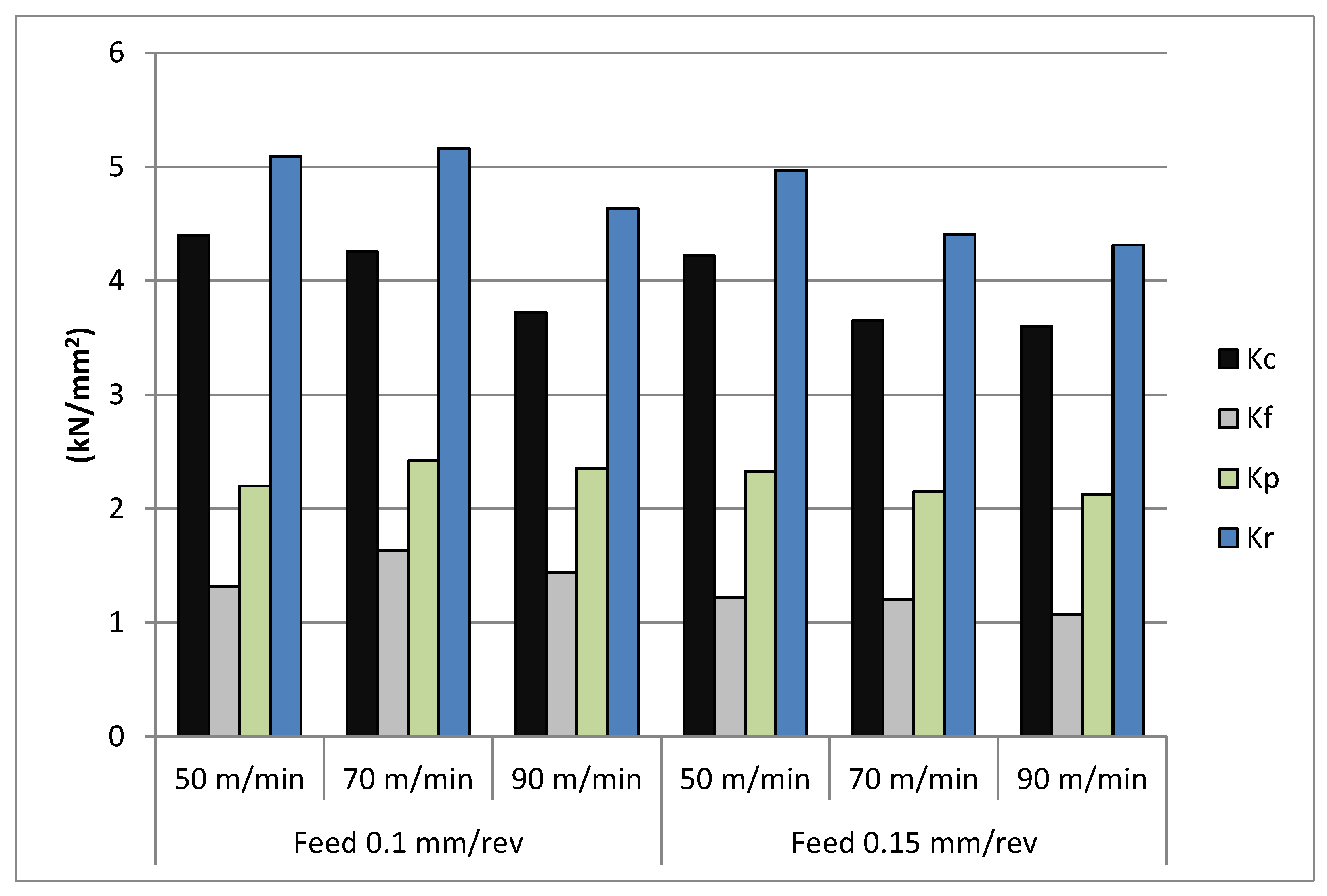
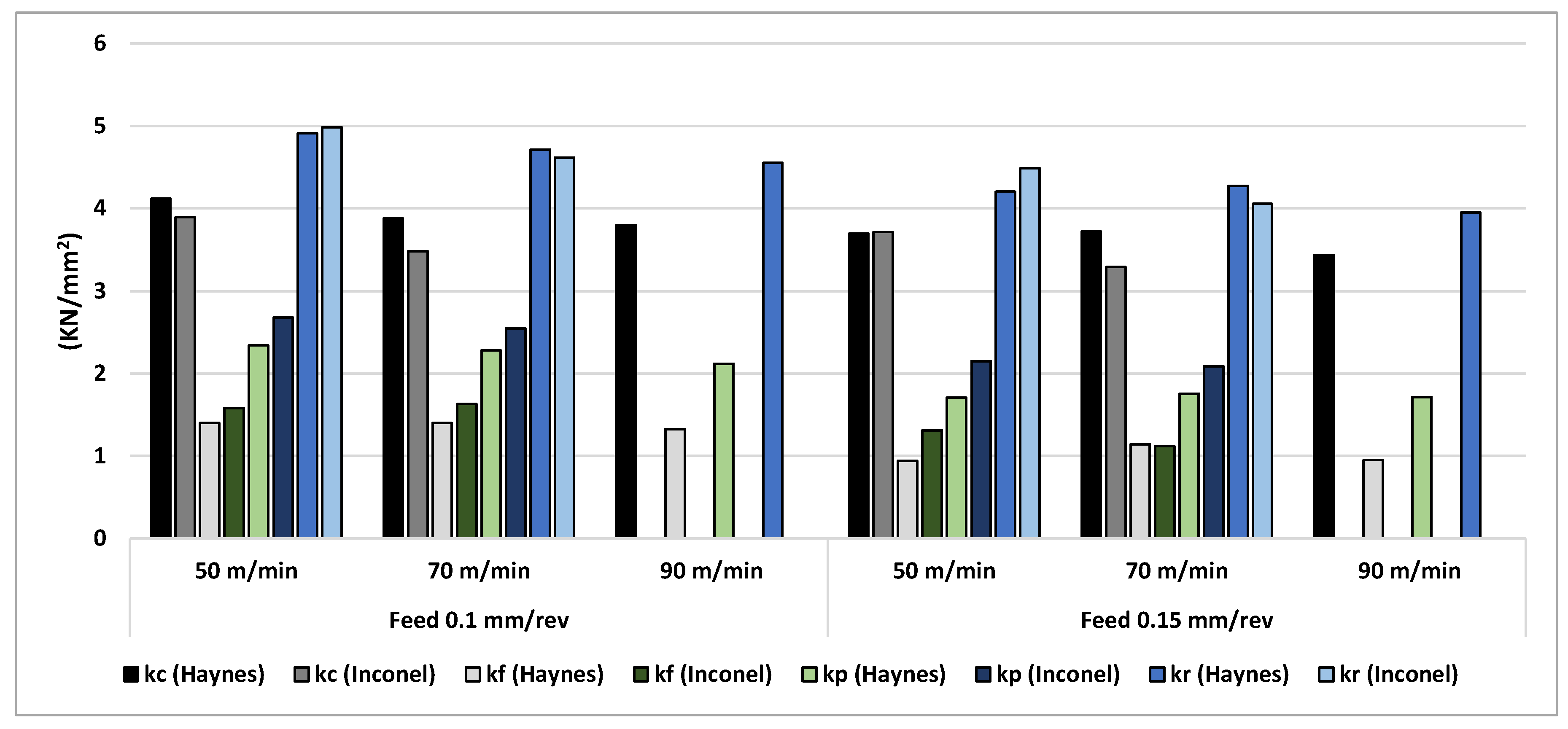
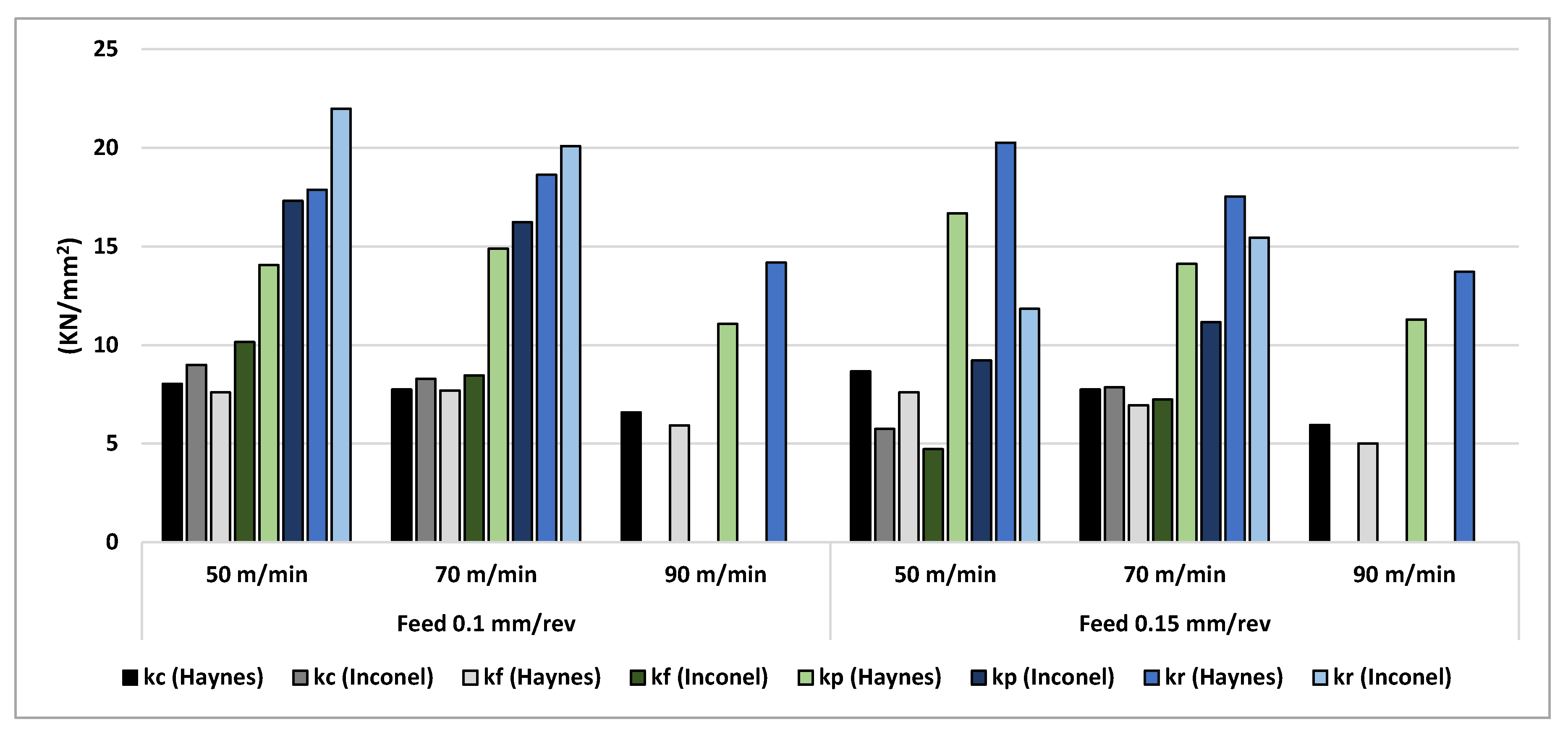
- For the two feeds considered, it was observed that the component most affected by the variation of the cutting speed was the specific cutting force (kc); this component decreased up to 15 % when the cutting speed was increased from 50 m/min to 90 m/min. By increasing the cutting speed, the material’s temperature to be cut rose resulting in thermal softening of the material and hence lower cutting forces.
- The remaining specific components of the machining force showed in general variations somewhat smaller than those indicated for kc. In addition, the variations were of the opposite sign depending on the feed. Specifically, for the lowest feed used (0.1 mm/rev), the specific feed force (kf) increased up to 9.1% and the specific back force (kp) up to 7.1% when the cutting speed was increased from 50 to 90 m/min. For the feed equal to 0.15 mm/rev, the values of the specific feed force (kf) and the specific back force (kp) decreased up to 12.5% and 8.7%, respectively.
- Regarding the influence of feed changes over the kc, kf, and kp force components, decrements of up to 14.3% for the kc force, up to 26.4% for the kf force, and up to 11.15% for the kp force were recorded when the feed was increased from 0.1 mm/rev to 0.15 mm/rev. The influence of the feed over the kc, kf, and kp force components was as expected. This effect is due to the larger amount of material exposed to strong deformation along the cutting edge in the case of lower feed.
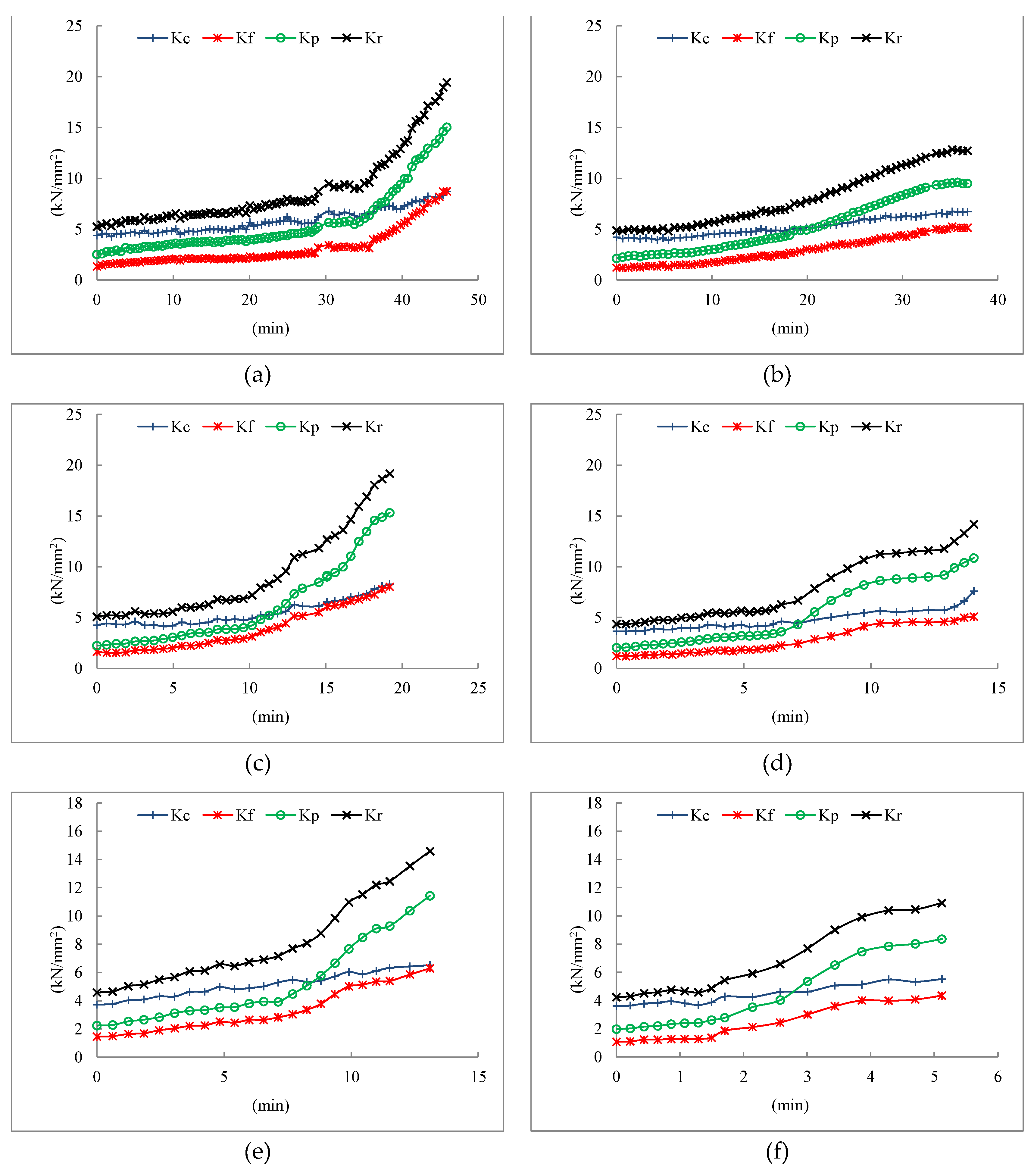
3.1.2. Progression of the Specific Machining Forces with the Cutting Time
3.2. Analysis of Tool Life and Tool Wear
3.3. Analysis of Quality Surface
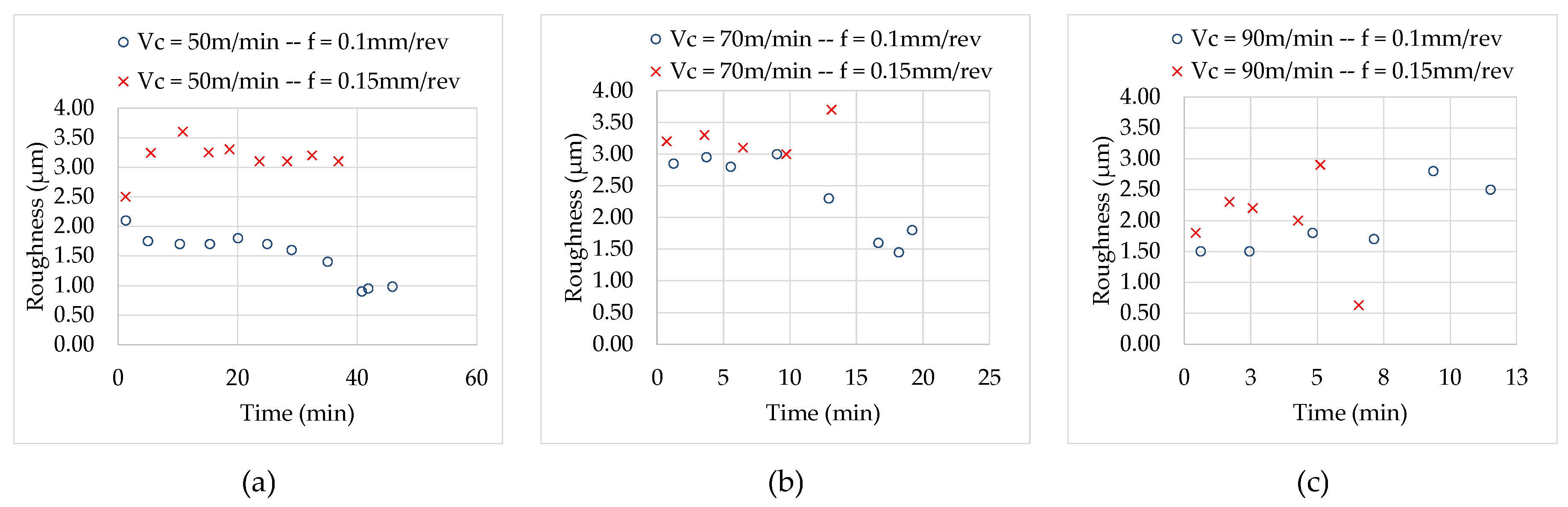
- As indicated, in the test with cutting speed 50 m/min and feed 0.1 mm/rev, the best surface finishes were obtained (Ra between 2 µm and 1 µm).
- The worst surface finishes were obtained with a cutting speed of 50 m/min and feed 0.15 mm/rev (Ra values higher than 3 µm except in the first passes of the test).
- In the test with cutting speed 70 m/min and feed 0.1 mm/rev, intermediate surface qualities were obtained with Ra values between 3 µm and 1.5 µm.
4. Conclusions
- In general, the application of high-pressure cooling increases tool life but is detrimental in relation to the surface finish obtained. Moreover, surface quality in terms of roughness is worst using high-pressure cooling, which is a disadvantage of this technique.
- For high-pressure cooling, the best combination of cutting speed 50 m/min and feed 0.1 mm/rev led to the longest edge duration (45.9 min) and the best surface finishes (Ra between 2 µm and 1 µm) were obtained, demonstrating the industrial application of these machining conditions.
- The tool life in conventional pressure turning of Inconel 718 and Haynes 282 shows that for the smaller feed (0.1 mm/rev), the tool life is clearly higher in the Inconel tests (43.9 and 25.2 min for Inconel versus 33.4 and 17 min for Haynes at cutting speeds of 50 and 70 m/min). For 0.15 mm/rev feed, tool life is similar and even more elevated in Haynes turning processes.
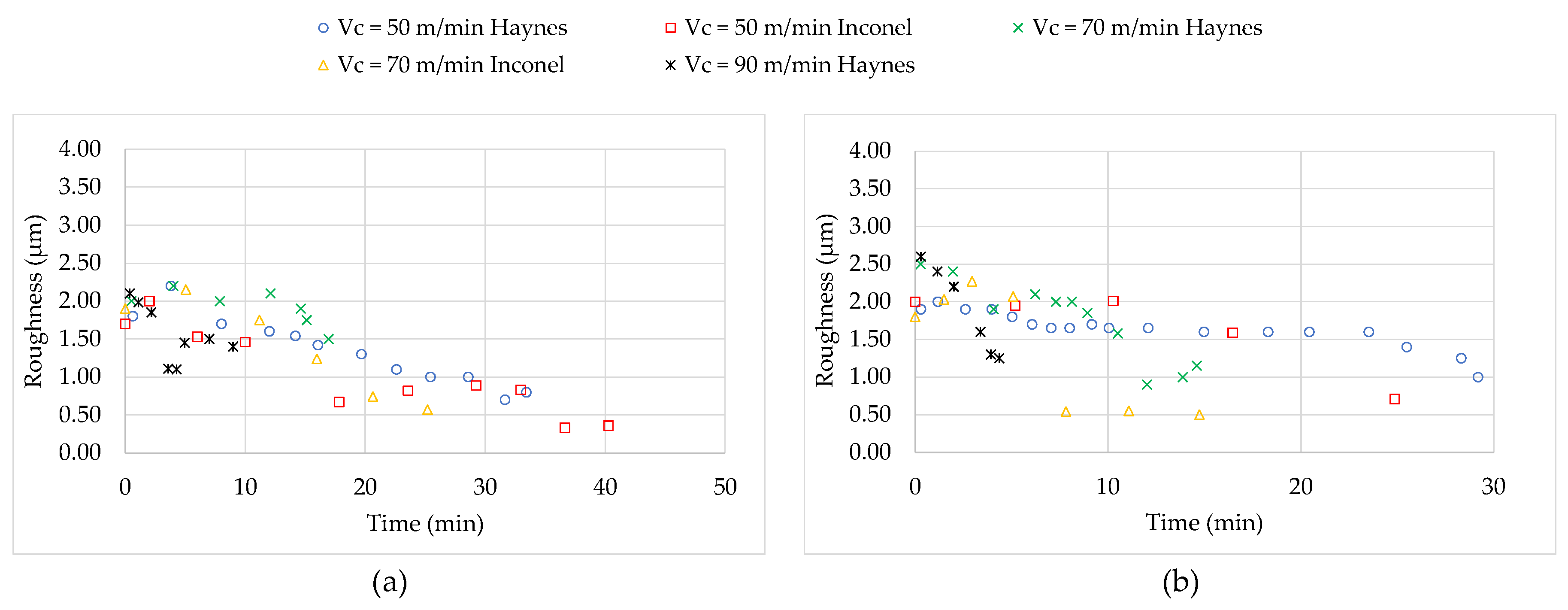
- The initial surface roughness (obtained with a tool without significant wear) was similar in all the processes considered: turning of Haynes 282 with conventional and high-pressure cooling and Inconel 718 with conventional-pressure cooling, specifically, slightly higher roughness values in tests with feed 0.15 mm/rev (Ra between 1.7 and 3.2 µm) than in tests with feed 0.1 mm/rev (Ra between 1 and 2.8 µm).
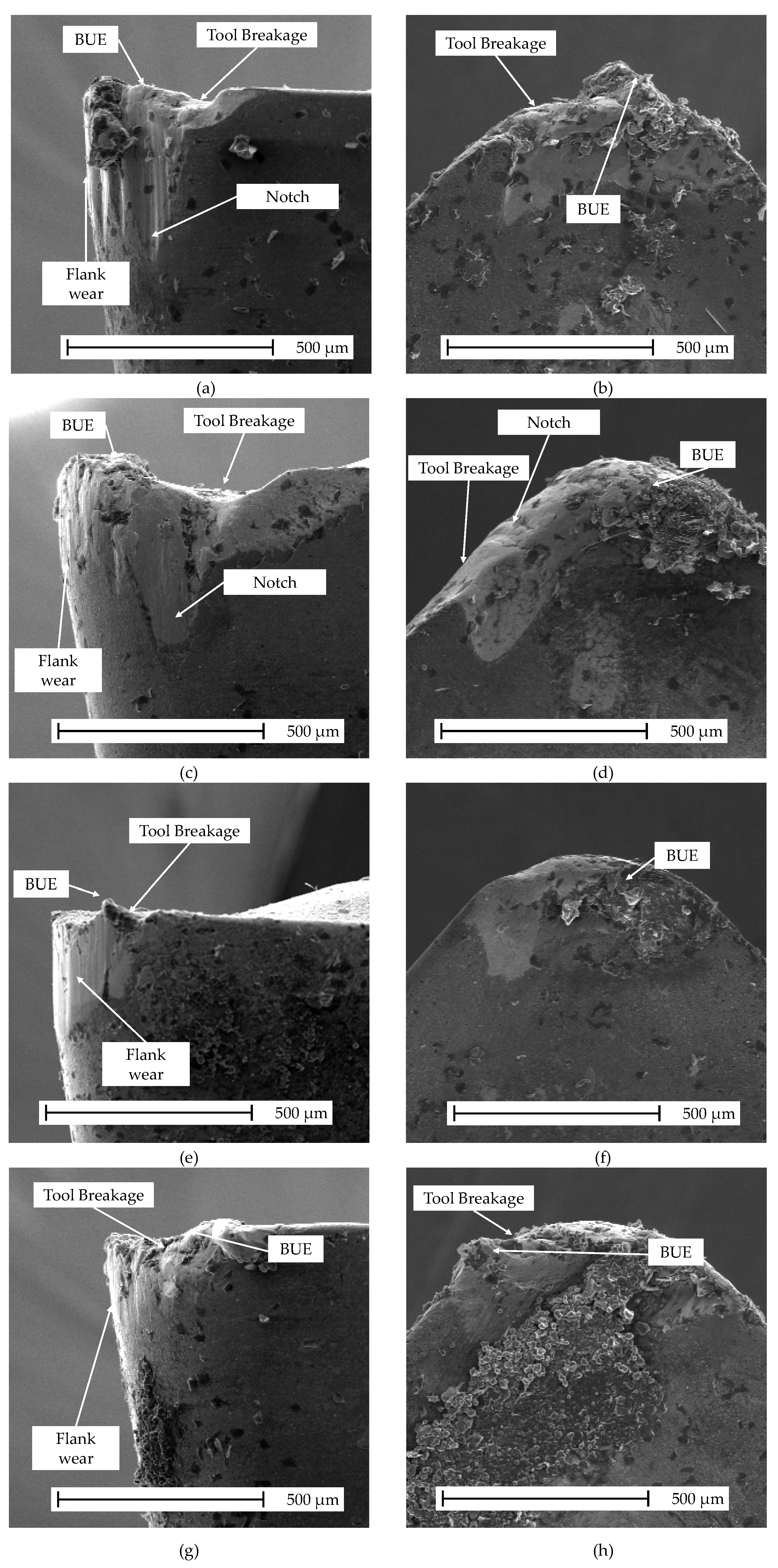
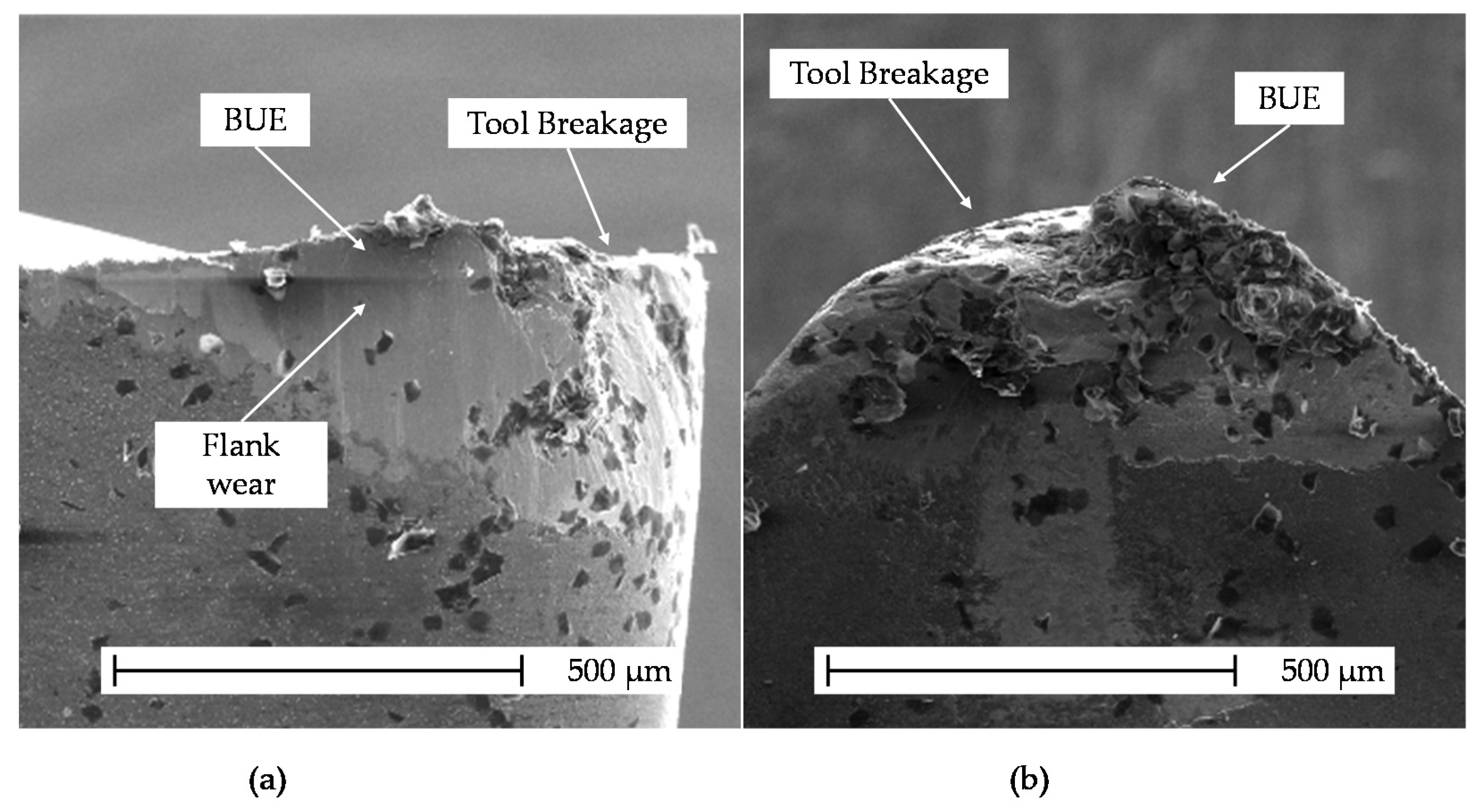
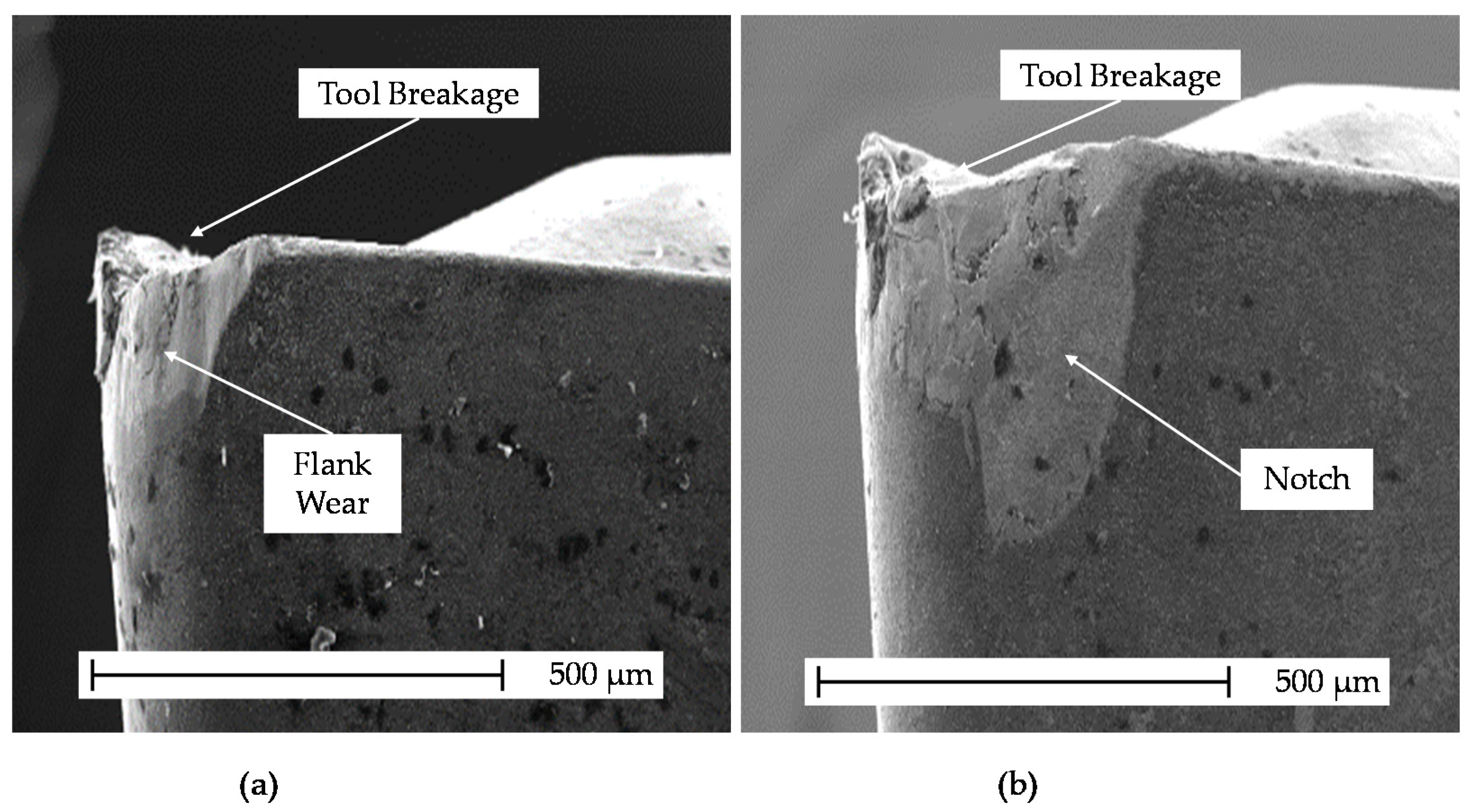
- The main wear types identified during the turning of Haynes 282 with conventional and high-pressure cooling and Inconel 718 with conventional pressure cooling were flank, chipping, built up edge (BUE), and notch wear. In Inconel 718 turning, flank wear and notch progress at a slower rate than in Haynes 282 turning.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CBN | Cubic boron nitride |
| f | Feed rate |
| Fc | Cutting force |
| Ff | Feed force |
| Fp | Back force |
| Fr | Resultant force |
| HPJC | High-pressure cutting fluid |
| HRUEM | High-speed rotary ultrasonic elliptical milling |
| kc | Specific cutting force |
| kf | Specific feed force |
| kp | Specific back force |
| kr | Specific resultant force |
| MQL | Minimum quantity lubrication |
| MQCF | Minimum quantity cutting fluids |
| PCBN | Polycrystalline cubic boron nitride |
| Ra | Arithmetic average roughness |
| SEM | Scanning electron microscopy |
| Smach.t | Machined surface per unit time |
| Sedge | Machined surface per cutting edge |
| T | Tool life |
| Vc | Cutting speed |
References
- Ezugwu, E.O.; Da Silva, R.B.; Bonney, J.; MacHado, Á.R. Evaluation of the performance of CBN tools when turning Ti-6Al-4V alloy with high pressure coolant supplies. Int. J. Mach. Tools Manuf. 2005, 45, 1009–1014. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C.S.P. Machinability of Nickel Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kapłonek, W.; Nadolny, K.; Patra, K.; Mikolajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef] [Green Version]
- Sarıkaya, M.; Gupta, M.K.; Tomaz, I.; Pimenov, D.Y.; Kuntoğlu, M.; Khanna, N.; Yıldırım, Ç.V.; Krolczyk, G.M. A state-of-the-art review on tool wear and surface integrity characteristics in machining of superalloys. CIRP J. Manuf. Sci. Technol. 2021, 35, 624–658. [Google Scholar] [CrossRef]
- Polvorosa, R.; Suárez, A.; de Lacalle, L.N.L.; Cerrillo, I.; Wretland, A.; Veiga, F. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Rodríguez-Millán, M.; Díaz-Álvarez, J.; Bernier, R.; Cantero, J.; Rusinek, A.; Miguelez, M. Thermo-Viscoplastic Behavior of Ni-Based Superalloy Haynes 282 and Its Application to Machining Simulation. Metals 2017, 7, 561. [Google Scholar] [CrossRef] [Green Version]
- Kruger, K.L. HAYNES 282 Alloy; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; ISBN 9780081005583. [Google Scholar]
- Brittan, A.; Mahaffey, J.; Anderson, M. The performance of Haynes 282 and its weld in supercritical CO2. Mater. Sci. Eng. A 2019, 759, 770–777. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.; Wretland, A. An investigation of cutting forces and tool wear in turning of Haynes 282. J. Manuf. Process. 2019, 37, 529–540. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, Í.V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kaplonek, W. Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: A review and future prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Kurniawan, R.; Park, G.C.; Park, K.M.; Zhen, Y.; Kwak, Y.I.; Kim, M.C.; Lee, J.M.; Ko, T.J.; Park, C.S. Machinability of modified Inconel 713C using a WC TiAlN-coated tool. J. Manuf. Process. 2020, 57, 409–430. [Google Scholar] [CrossRef]
- Feito, N.; Muñoz-Sánchez, A.; Díaz-álvarez, A.; Loya, J.A. Analysis of the machinability of carbon fiber composite materials in function of tool wear and cutting parameters using the artificial neural network approach. Materials 2019, 12, 2747. [Google Scholar] [CrossRef] [Green Version]
- Ji, H.; Gupta, M.K.; Song, Q.; Cai, W.; Zheng, T.; Zhao, Y.; Liu, Z.; Pimenov, D.Y. Microstructure and machinability evaluation in micro milling of selective laser melted Inconel 718 alloy. J. Mater. Res. Technol. 2021, 14, 348–362. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann.-Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H.; Marín, N.C. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef] [Green Version]
- Tazehkandi, A.H.; Shabgard, M.; Pilehvarian, F. Application of liquid nitrogen and spray mode of biodegradable vegetable cutting fluid with compressed air in order to reduce cutting fluid consumption in turning Inconel 740. J. Clean. Prod. 2015, 108, 90–103. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R.; Dixit, U.S. Environmentally friendly machining with MoS2-filled mechanically microtextured cutting tools. J. Mech. Sci. Technol. 2018, 32, 3797–3805. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Singla, A.K.; Khan, A.M.; Khanna, N.; Pimenov, D.Y. Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. J. Clean. Prod. 2021, 287, 125074. [Google Scholar] [CrossRef]
- Díaz-Álvarez, A.; Díaz-Álvarez, J.; Cantero, J.L.; Miguélez, H. Sustainable high-speed finishing turning of haynes 282 using carbide tools in dry conditions. Metals 2019, 9, 989. [Google Scholar] [CrossRef] [Green Version]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Sankar, M.R. Hard machining performance of indigenously developed green cutting fluid using flood cooling and minimum quantity cutting fluid. J. Clean. Prod. 2019, 206, 108–123. [Google Scholar] [CrossRef]
- Hosseini Tazehkandi, A.; Shabgard, M.; Pilehvarian, F. On the feasibility of a reduction in cutting fluid consumption via spray of biodegradable vegetable oil with compressed air in machining Inconel 706. J. Clean. Prod. 2015, 104, 422–435. [Google Scholar] [CrossRef]
- Amiril, S.A.S.; Rahim, E.A.; Syahrullail, S. A review on ionic liquids as sustainable lubricants in manufacturing and engineering: Recent research, performance, and applications. J. Clean. Prod. 2017, 168, 1571–1589. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Li, K.; Chen, M.; Liu, Z. Evaluation of minimum quantity lubrication effects by cutting force signals in face milling of Inconel 182 overlays. J. Clean. Prod. 2015, 108, 145–157. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Pruncu, C.I.; Mia, M.; Singh, G.; Lozano, J.A.; Carou, D.; Khan, A.M.; Jamil, M.; et al. Machining characteristics based life cycle assessment in eco-benign turning of pure titanium alloy. J. Clean. Prod. 2020, 251, 119598. [Google Scholar] [CrossRef]
- Sarikaya, M.; Güllü, A. Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J. Clean. Prod. 2015, 91, 347–357. [Google Scholar] [CrossRef]
- Fang, Z.; Obikawa, T. Influence of cutting fluid flow on tool wear in high-pressure coolant turning using a novel internally cooled insert. J. Manuf. Process. 2020, 56, 1114–1125. [Google Scholar] [CrossRef]
- Ezugwu, E.O. High speed machining of aero-engine alloys. J. Braz. Soc. Mech. Sci. Eng. 2004, 26, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Zhang, D.; Guo, H.; Gao, Z.; Geng, D.; Liu, J.; Jiang, X. High-speed rotary ultrasonic elliptical milling of Ti-6Al-4V using high-pressure coolant. Metals 2020, 10, 500. [Google Scholar] [CrossRef] [Green Version]
- Tamil Alagan, N.; Hoier, P.; Zeman, P.; Klement, U.; Beno, T.; Wretland, A. Effects of high-pressure cooling in the flank and rake faces of WC tool on the tool wear mechanism and process conditions in turning of alloy 718. Wear 2019, 434–435, 102922. [Google Scholar] [CrossRef]
- Tamil Alagan, N.; Zeman, P.; Mara, V.; Beno, T.; Wretland, A. High-pressure flank cooling and chip morphology in turning Alloy 718. CIRP J. Manuf. Sci. Technol. 2021, 35, 659–674. [Google Scholar] [CrossRef]
- Khochtali, H.; Ayed, Y.; Zemzemi, F.; Bensalem, W. Tool wear characteristics in rough turning of Inconel 718 with coated carbide tool under conventional and high-pressure coolant supplies. Int. J. Adv. Manuf. Technol. 2021, 114, 2371–2386. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Díaz-Álvarez, A.; Miguélez, H.; Cantero, J. Finishing Turning of Ni Superalloy Haynes 282. Metals 2018, 8, 843. [Google Scholar] [CrossRef] [Green Version]
- Otto, R.; Brøtan, V.; Azar, A.S.; Åsebø, O. Processing of Haynes® 282® Alloy by Laser Powder Bed Fusion Technology. In BT—TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings; Springer International Publishing: Cham, Switzerland, 2019; pp. 503–510. [Google Scholar]
- Díaz-Álvarez, J.; Criado, V.; Miguélez, H.; Cantero, J. PCBN Performance in High Speed Finishing Turning of Inconel 718. Metals 2018, 8, 582. [Google Scholar] [CrossRef] [Green Version]
- Pike, L.M. HAYNES® 282TM ALLOY—A new wrought superalloy designed for improved creep strength and fabricability. Processing 2006, 4, 1–9. [Google Scholar]
- Karpuschewski, B.; Kundrák, J.; Varga, G.; Deszpoth, I.; Borysenko, D. Determination of specific cutting force components and exponents when applying high feed rates. Procedia CIRP 2018, 77, 30–33. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Tapetado, A.; Vázquez, C.; Miguélez, H. Temperature measurement and numerical prediction in machining inconel 718. Sensors 2017, 17, 1531. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Material | Cutting Fluids | Tool | Tool Life (min) |
|---|---|---|---|---|
| Tamil Alagan, N. [33] | Inconel 718 | Conventional/high-pressure | Uncoated carbide tools | - |
| Tamil Alagan, N. [34] | Conventional/high-pressure | Uncoated carbide tools | - | |
| Khochtali, H. [35] | Conventional/high-pressure | Coated carbide tools | - | |
| Díaz-Álvarez, A. [23] | Haynes 282 | Dry | Coated carbide tools | 30.1 |
| Díaz-Álvarez, J. [36] | Conventional pressure | Coated carbide tools | 33.4 | |
| Suárez, A. [10] | High-pressure coolant | Uncoated carbide tools | - | |
| Present Paper | High-pressure coolant | Coated carbide tools | 45.9 |
| Element (%) | Ni | Cr | Fe | Nb | Mo | Ti | Al | Co | Si | Cu | Mn | C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Haynes 282 | 57 | 19.42 | 0.87 | <0.01 | 8.52 | 2.22 | 1.41 | 10.2 | <0.05 | <0.01 | 0.06 | 0.062 |
| Cutting Speed (m/min) | Feed (rev/min) | Pass Depth (mm) |
|---|---|---|
| 50 | 0.1 | 0.25 |
| 0.15 | ||
| 70 | 0.1 | |
| 0.15 | ||
| 90 (Only Haynes 282) | 0.1 | |
| 0.15 |
| Cutting Speed (m/min) | Feed (mm/rev) | Life (min) | Machined Surface per Unit Time (mm2/s) | Machined Surface per Cutting Edge (mm2) |
|---|---|---|---|---|
| 50 | 0.1 | 45.9 | 83.3 | 229,500 |
| 0.15 | 36.8 | 125.0 | 276,000 | |
| 70 | 0.1 | 19.2 | 116.7 | 134,400 |
| 0.15 | 14.1 | 175.0 | 148,050 | |
| 90 | 0.1 | 13.1 | 150.0 | 117,900 |
| 0.15 | 6.6 | 225.0 | 89,100 |
| Cutting Speed (m/min) | Feed (mm/rev) | Haynes 282 | Inconel 718 | ||
|---|---|---|---|---|---|
| Tool Life (min) | Machined Surface Per Cutting Edge (mm2) | Tool Life (min) | Machined Surface Per Cutting Edge (mm2) | ||
| 50 | 0.1 | 33.4 | 167,139 | 43.9 | 219,000 |
| 0.15 | 29.2 | 218,916 | 24.9 | 186,000 | |
| 70 | 0.1 | 17 | 118,681 | 25.2 | 177,000 |
| 0.15 | 14.6 | 153,215 | 14.7 | 155,000 | |
| 90 | 0.1 | 9 | 80,961 | - | - |
| 0.15 | 4.4 | 58,826 | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz-Álvarez, A.; Díaz-Álvarez, J.; Cantero, J.L.; Miguélez, M.H. High-Pressure Cooling in Finishing Turning of Haynes 282 Using Carbide Tools: Haynes 282 and Inconel 718 Comparison. Metals 2021, 11, 1916. https://0-doi-org.brum.beds.ac.uk/10.3390/met11121916
Díaz-Álvarez A, Díaz-Álvarez J, Cantero JL, Miguélez MH. High-Pressure Cooling in Finishing Turning of Haynes 282 Using Carbide Tools: Haynes 282 and Inconel 718 Comparison. Metals. 2021; 11(12):1916. https://0-doi-org.brum.beds.ac.uk/10.3390/met11121916
Chicago/Turabian StyleDíaz-Álvarez, Antonio, José Díaz-Álvarez, José Luis Cantero, and María Henar Miguélez. 2021. "High-Pressure Cooling in Finishing Turning of Haynes 282 Using Carbide Tools: Haynes 282 and Inconel 718 Comparison" Metals 11, no. 12: 1916. https://0-doi-org.brum.beds.ac.uk/10.3390/met11121916