
Analysis of Hole Quality and Chips Formation in the Dry Drilling Process of Al7075-T6

 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
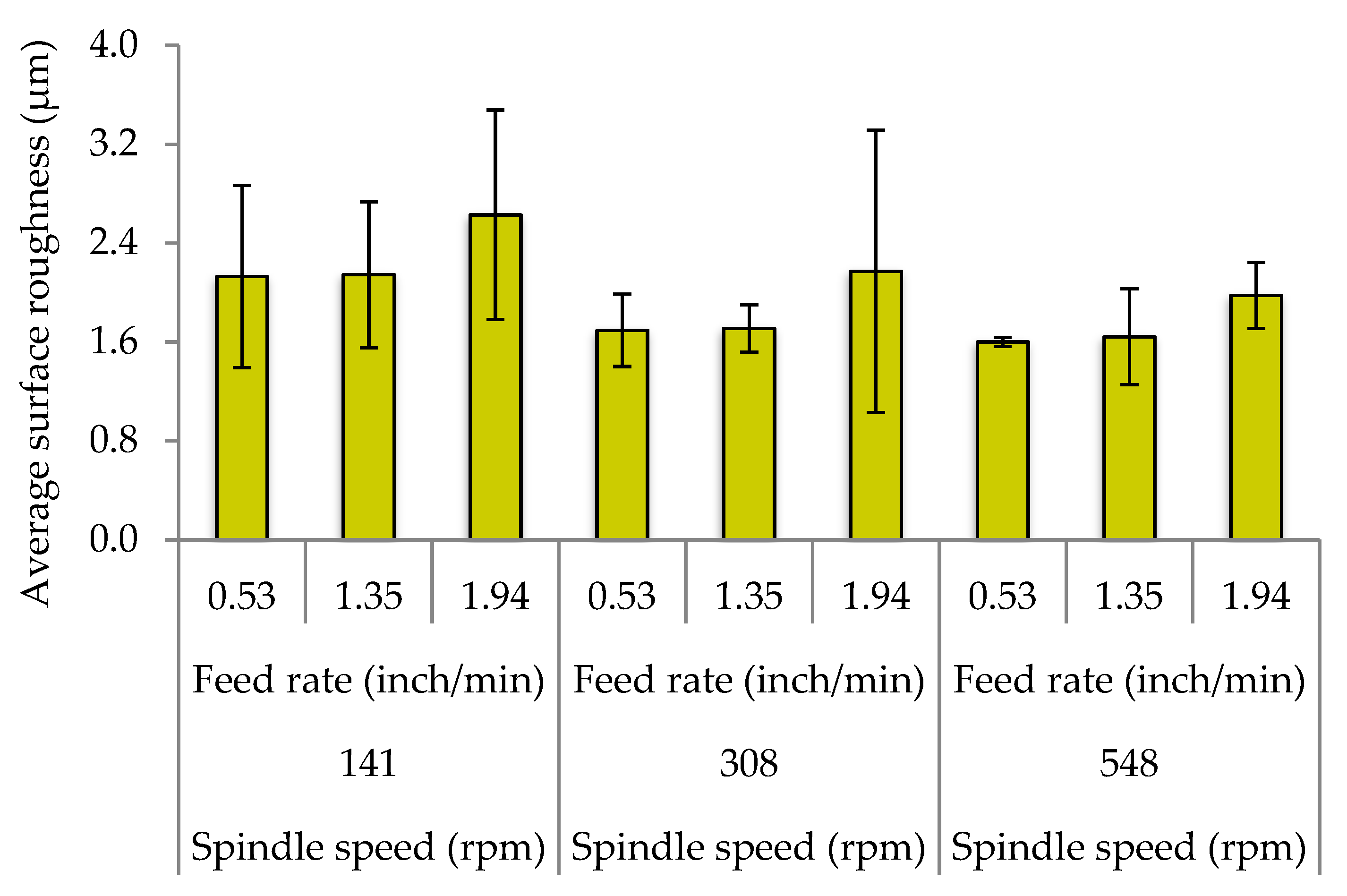
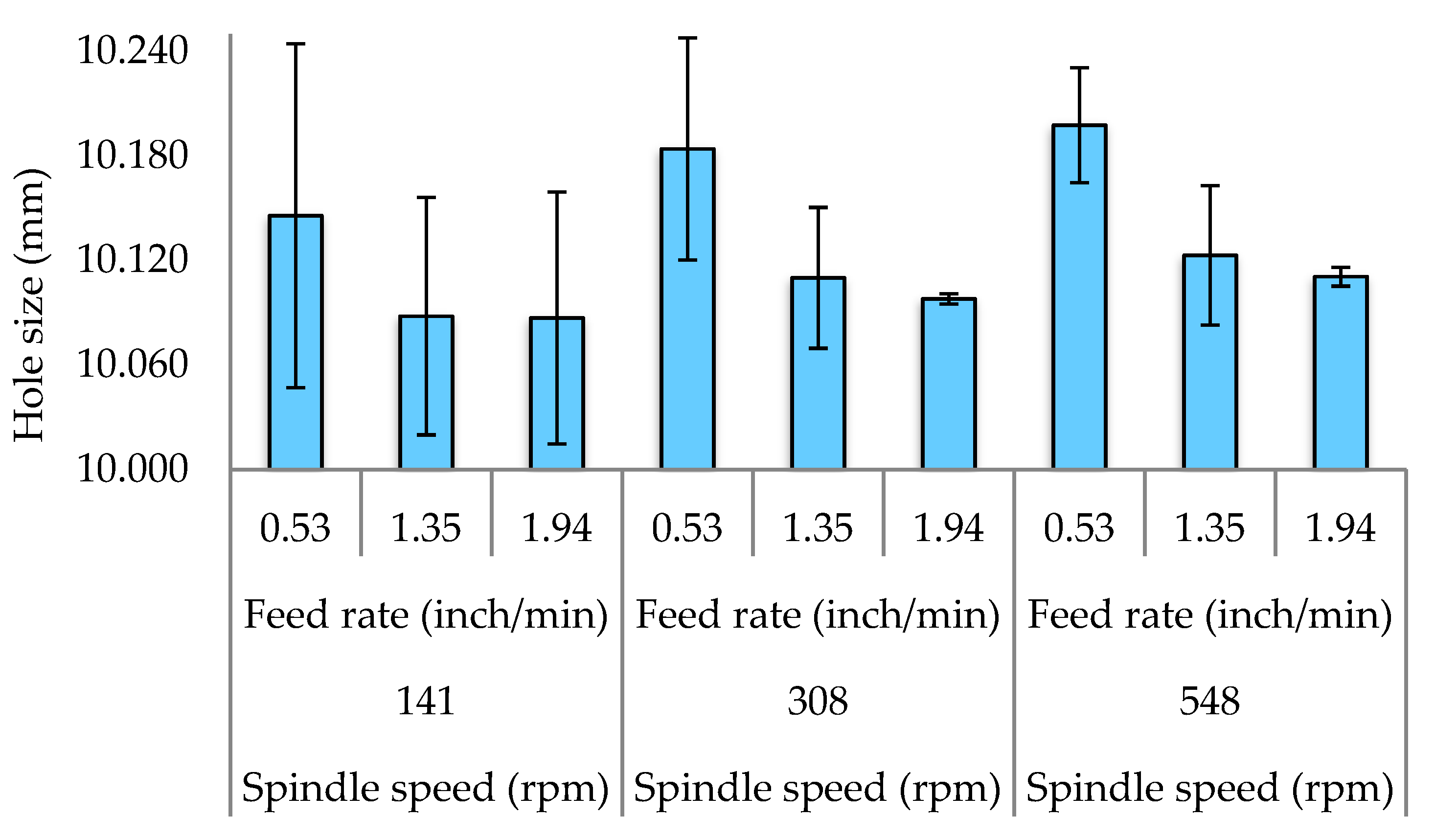
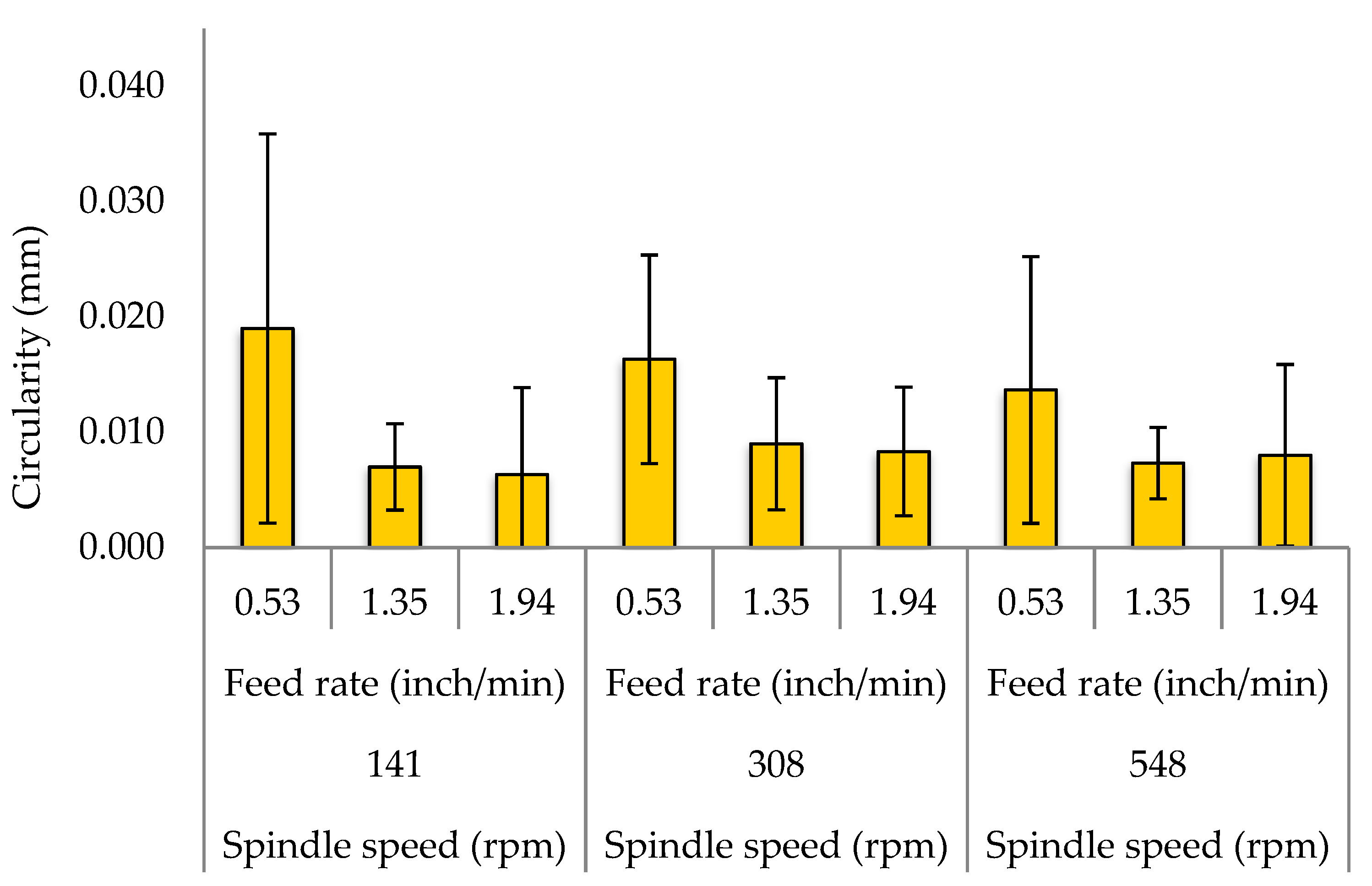
3.1. Surface Roughness, Hole Size, and Circularity
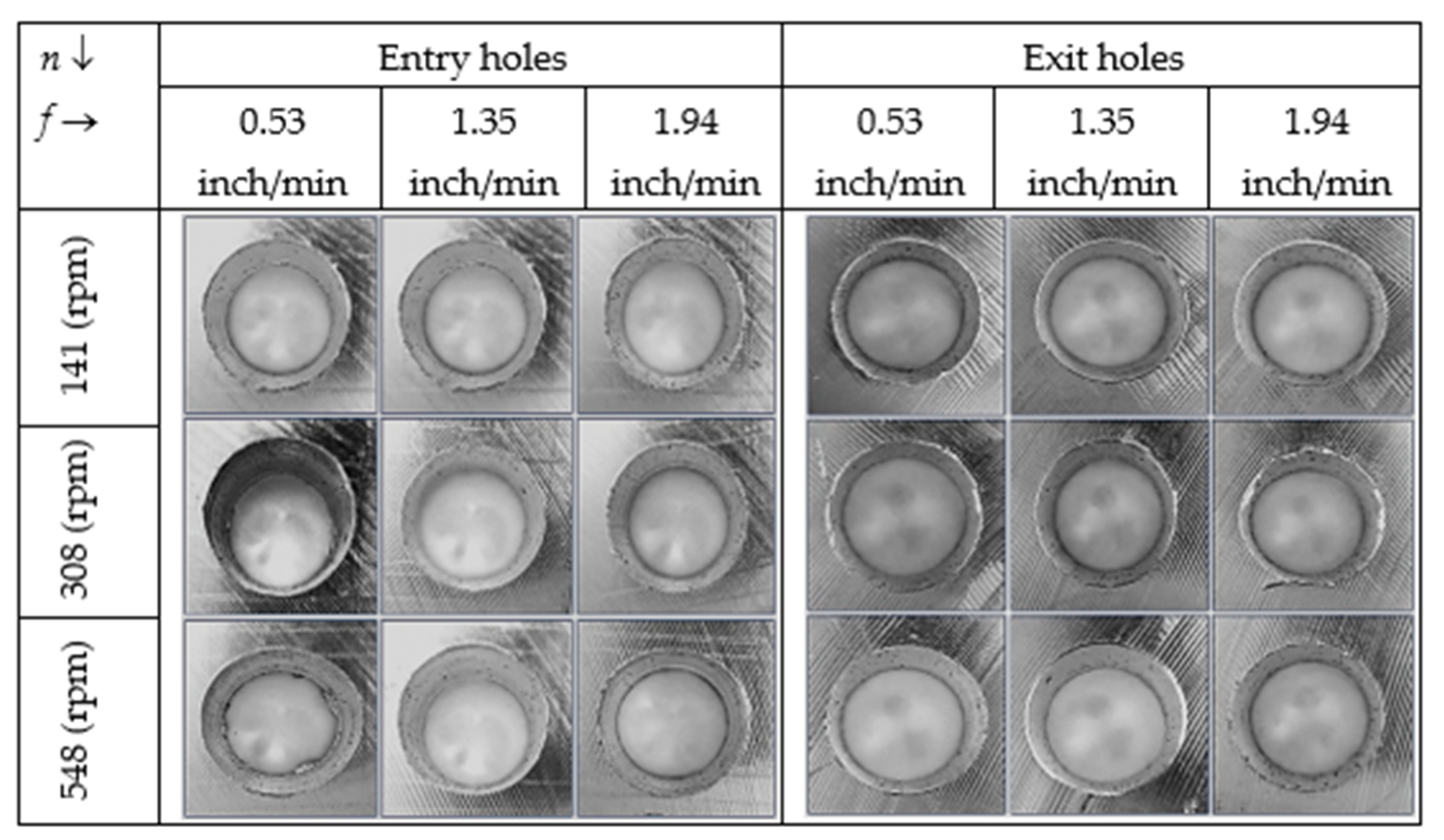
3.2. Burr Formation Analysis
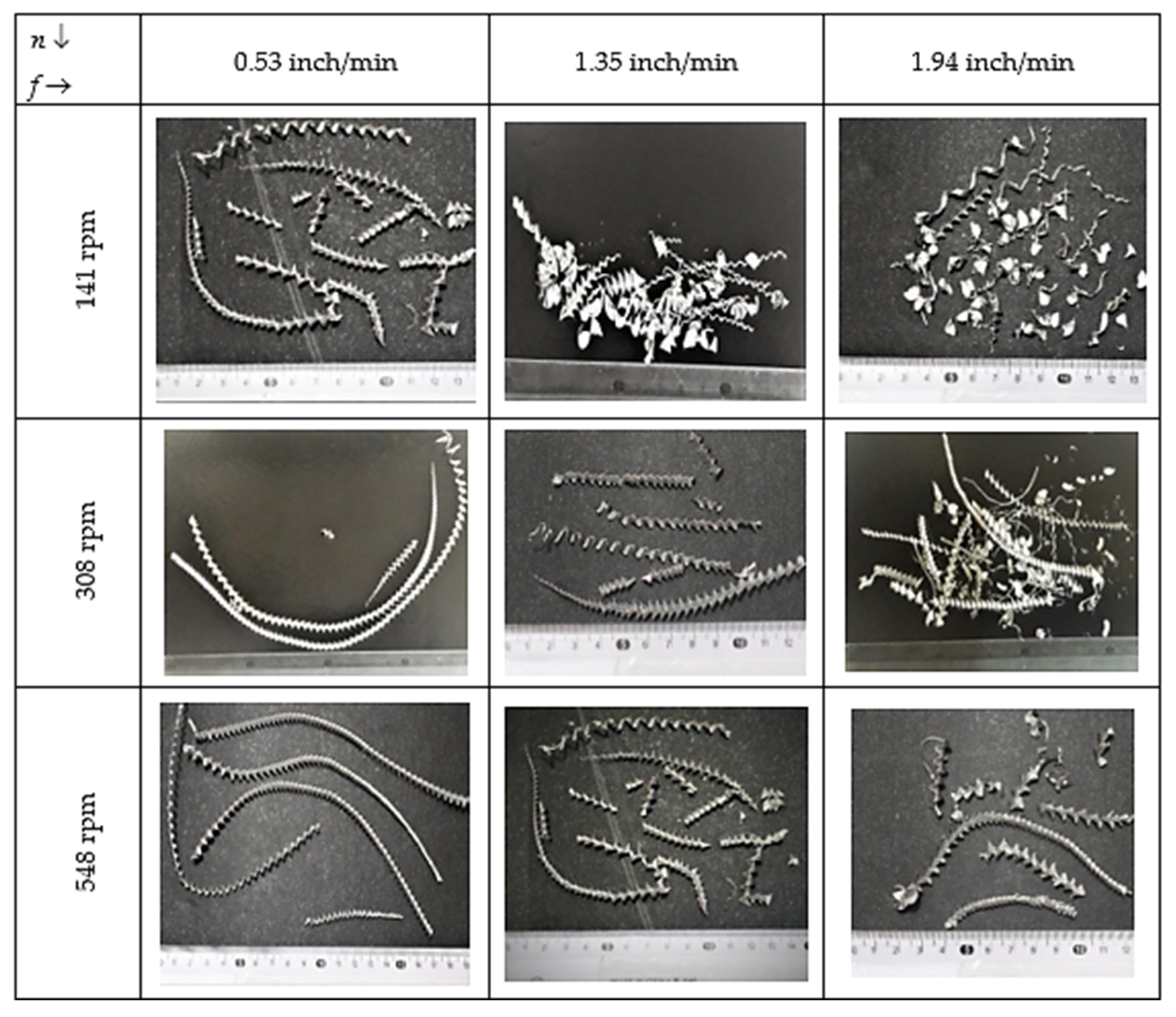
3.3. Chip Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Nosrati, A. Recent advances in drilling of carbon fiber–reinforced polymers for aerospace applications: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 2289–2308. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Ud Din, I.; Hanif, M.I.; Kuklu, U.; Pimenov, D.Y.; Ikhlaq, M. Effect of Cutting Parameters and Tool Geometry on the Performance Analysis of One-Shot Drilling Process of AA2024-T3. Metals 2021, 11, 854. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Vafadar, A.; Raja, M.N.A.; Giasin, K. Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique. Appl. Sci. 2020, 10, 8633. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K. Multi-spindle drilling of Al2024 alloy and the effect of TiAlN and TiSiN-coated carbide drills for productivity improvement. Int. J. Adv. Manuf. Technol. 2021, 1–10. [Google Scholar] [CrossRef]
- Koklu, U.; Morkavuk, S.; Featherston, C.; Haddad, M.; Sanders, D.; Aamir, M.; Pimenov, D.Y.; Giasin, K. The effect of cryogenic machining of S2 glass fibre composite on the hole form and dimensional tolerances. Int. J. Adv. Manuf. Technol. 2021. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Feasibility of tool configuration and the effect of tool material, and tool geometry in multi-hole simultaneous drilling of Al2024. Int. J. Adv. Manuf. Technol. 2020, 111, 861–879. [Google Scholar] [CrossRef]
- Tolouei-Rad, M.; Aamir, M. Analysis of the Performance of Drilling Operations for Improving Productivity. In Drilling; Tolouei-Rad, M., Ed.; IntechOpen: London, UK, 2021; Available online: https://www.intechopen.com/online-first/analysis-of-the-performance-of-drilling-operations-for-improving-productivity (accessed on 8 April 2021).
- Al-Tameemi, H.A.; Al-Dulaimi, T.; Awe, M.O.; Sharma, S.; Pimenov, D.Y.; Koklu, U.; Giasin, K. Evaluation of Cutting-Tool Coating on the Surface Roughness and Hole Dimensional Tolerances during Drilling of Al6061-T651 Alloy. Materials 2021, 14, 1783. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J. Mater. Res. Technol. 2020, 9, 10991–11002. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Abd Halim, N.F.H.; Dahnel, A.N.; Ismail, A.A.; Zainudin, N.A. An Experimental Investigation on Drilling of Aluminum Alloy (Al 7075) using High Speed Steel Cutting Tools. Test Eng. Manag. 2020, 83, 1451–1456. [Google Scholar]
- Ghasemi, A.H.; Khorasani, A.M.; Gibson, I. Investigation on the effect of a pre-center drill hole and tool material on thrust force, surface roughness, and cylindricity in the drilling of Al7075. Materials 2018, 11, 140. [Google Scholar] [CrossRef] [Green Version]
- Kao, J.-Y.; Hsu, C.-Y.; Tsao, C.-C. Experimental study of inverted drilling Al-7075 alloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3519–3529. [Google Scholar] [CrossRef]
- Yaşar, N.; Boy, M.; Günay, M. The effect of drilling parameters for surface roughness in drilling of AA7075 alloy. In Proceedings of the MATEC Web of Conferences, Iasi, Romania, 3 July 2017; p. 01018. [Google Scholar]
- Kilickap, E. Modeling and optimization of burr height in drilling of Al-7075 using Taguchi method and response surface methodology. Int. J. Adv. Manuf. Technol. 2010, 49, 911–923. [Google Scholar] [CrossRef]
- Uddin, M.; Basak, A.; Pramanik, A.; Singh, S.; Krolczyk, G.M.; Prakash, C. Evaluating hole quality in drilling of Al 6061 alloys. Materials 2018, 11, 2443. [Google Scholar] [CrossRef] [Green Version]
- Haleel, A.J. Optimization Drilling Parameters of Aluminum Alloy Based on Taguchi Method. Al-Khwarizmi Eng. J. 2018, 14, 14–21. [Google Scholar] [CrossRef]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2021, 62, 179–201. [Google Scholar] [CrossRef]
- Klocke, F.; Eisenblätter, G. Dry cutting. CIRP Ann. 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Aamir, M.; Tu, S.; Giasin, K.; Tolouei-Rad, M. Multi-hole simultaneous drilling of aluminium alloy: A preliminary study and evaluation against one-shot drilling process. J. Mater. Res. Technol. 2020, 9, 3994–4006. [Google Scholar] [CrossRef]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and modeling of process parameters in multi-hole simultaneous drilling using taguchi method and fuzzy logic approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kurt, M.; Kaynak, Y.; Bagci, E. Evaluation of drilled hole quality in Al 2024 alloy. Int. J. Adv. Manuf. Technol. 2008, 37, 1051–1060. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. An experimental study on drilling of unidirectional GLARE fibre metal laminates. Compos. Struct. 2015, 133, 794–808. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Ahmed, N.; Maqsood, S.; Muhammad, R.; Akhtar, R.; Hussain, I. Optimization of facing process by indigenously developed force dynamometer. Int. J. Adv. Manuf. Technol. 2019, 100, 1893–1905. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Muhammad, R.; Ahmed, N.; Maqsood, S. Design and development of low cost compact force dynamometer for cutting forces measurements and process parameters optimization in turning applications. Int. J. Innov. Sci. 2015, 3, 306–3016. [Google Scholar]
- Kaplan, Y.; Okay, Ş.; Motorcu, A.R.; Nalbant, M. Investigation of the effects of machining parameters on the thrust force and cutting torque in the drilling of AISI D2 and AISI D3 cold work tool steels. Indian J. Eng. Mater. Sci. 2014, 21, 128–138. [Google Scholar]
- Ratnam, M. 1.1 factors affecting surface roughness in finish turning. Compr. Mater. Finish. 2017, 1, 1–25. [Google Scholar]
- Cassier, Z.; Prato, Y.; Muñoz-Escalona, P. Built-up edge effect on tool wear when turning steels at low cutting speed. J. Mater. Eng. Perform. 2004, 13, 542–547. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S. An Investigation of burrs, chip formation, hole size, circularity and delamination during drilling operation of GLARE using ANOVA. Compos. Struct. 2017, 159, 745–760. [Google Scholar] [CrossRef]
- Costa, E.S.; da Silva, M.B.; Machado, A.R. Burr produced on the drilling process as a function of tool wear and lubricant-coolant conditions. J. Braz. Soc. Mech. Sci. Eng. 2009, 31, 57–63. [Google Scholar] [CrossRef]
- Yazman, Ş.; Köklü, U.; Urtekin, L.; Morkavuk, S.; Gemi, L. Experimental study on the effects of cold chamber die casting parameters on high-speed drilling machinability of casted AZ91 alloy. J. Manuf. Process. 2020, 57, 136–152. [Google Scholar] [CrossRef]
- Shanmughasundaram, P.; Subramanian, R. Study of parametric optimization of burr formation in step drilling of eutectic Al–Si alloy–Gr composites. J. Mater. Res. Technol. 2014, 3, 150–157. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.; Churi, N.; Pei, Z.J.; Treadwell, C. Mechanical drilling processes for titanium alloys: A literature review. Mach. Sci. Technol. 2008, 12, 417–444. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Li, J.; Sun, J.; Zhu, Z.; Meng, H. Investigation on chip morphology and properties in drilling aluminum and titanium stack with double cone drill. Int. J. Adv. Manuf. Technol. 2018, 94, 1947–1956. [Google Scholar] [CrossRef]
- SenthilKumar, M.; Prabukarthi, A.; Krishnaraj, V. Study on tool wear and chip formation during drilling carbon fiber reinforced polymer (CFRP)/titanium alloy (Ti6Al4 V) stacks. Procedia Eng. 2013, 64, 582–592. [Google Scholar] [CrossRef] [Green Version]
- Yazman, Ş.; Gemı, L.; Uludağ, M.; Akdemır, A.; Uyaner, M.; Dişpinar, D. Correlation between Machinability and Chip Morphology of Austempered Ductile Iron. J. Test. Eval. 2017, 46, 1012–1021. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y. A new multi-view approach to characterize 3D chip morphology and properties in end milling titanium Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2008, 48, 1486–1494. [Google Scholar] [CrossRef]
- Jawahir, I.S. Chip-forms, Chip Breakability and Chip Control. In CIRP Encyclopedia of Production Engineering; Laperrière, L., Reinhart, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 178–194. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Type | Cutting Parameters | Cutting Tool | Output Parameters | Ref |
|---|---|---|---|---|
| Al7075 | Vc = 22, 44, 66 (m/min) f = 0.15 (mm/min). Condition = Dry and conventional cutting fluid | HSS D = 6 mm θ = 118° | Ra, C, W | [11] |
| Al7075 | Vc = 25 (m/min) f = 50 (mm/min) Condition = Dry | HSS-Ti HSS-Co HSS-Mo D = 7 mm θ = 123°, 137°, 114° ψ = 65° | Ra, Fz | [12] |
| Al7075 | n = 910, 1420, 2000 (rpm) f = 0.06, 0.08, 0.10 (mm/rev) Condition = Dry | HSS D = 5 mm θ = 118°, 126°, 135° | Ra, Z | [13] |
| Al7075 | f = 0.05, 0.1, 0.15 (mm/rev) Vc = 60, 100, 140 (m/min) Condition = Dry | Tungsten carbide D = 5 mm θ = 120°, 130°, 140° | Ra | [14] |
| Al7075 | f = 0.1, 0.2, 0.3 (mm/rev) Vc = 4, 12, 20 (m/min) Condition = Dry | HSS D = 5 mm θ = 90°, 118°, 135° | Ra, H | [15] |
| Al6061 | n = 1000, 1500, 2000 (rpm) f = 0.04, 0.08 (mm/rev) Condition = Dry | HSS-TIN D = 8 mm θ = 118° | Ra, Z, C, W | [16] |
| Al5050 | Vc = 15, 20, 25 (m/min) f = 0.1, 0.2, 0.3 (mm/rev) | HSS D = 6, 8, 10 mm | Ra | [17] |
| Source | Surface Roughness | Hole Size | Circularity | |||
|---|---|---|---|---|---|---|
| p-Value | Contribution | p-Value | Contribution | p-Value | Contribution | |
| Model | 0 | 99.19% | 0.001 | 98.00% | 0.022 | 91.15% |
| Linear | 0 | 99.19% | 0.001 | 98.00% | 0.022 | 91.15% |
| Spindle speed | 0 | 57.01% | 0.012 | 15.99% | 0.632 | 2.28% |
| Feed rate | 0 | 42.18% | 0.001 | 82.02% | 0.008 | 88.87% |
| Error | - | 0.81% | - | 2.00% | - | 8.85% |
| Total | - | 100.00% | - | 100.00% | - | 100.00% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Habib, N.; Sharif, A.; Hussain, A.; Aamir, M.; Giasin, K.; Pimenov, D.Y.; Ali, U. Analysis of Hole Quality and Chips Formation in the Dry Drilling Process of Al7075-T6. Metals 2021, 11, 891. https://0-doi-org.brum.beds.ac.uk/10.3390/met11060891
Habib N, Sharif A, Hussain A, Aamir M, Giasin K, Pimenov DY, Ali U. Analysis of Hole Quality and Chips Formation in the Dry Drilling Process of Al7075-T6. Metals. 2021; 11(6):891. https://0-doi-org.brum.beds.ac.uk/10.3390/met11060891
Chicago/Turabian StyleHabib, Numan, Aamer Sharif, Aqib Hussain, Muhammad Aamir, Khaled Giasin, Danil Yurievich Pimenov, and Umair Ali. 2021. "Analysis of Hole Quality and Chips Formation in the Dry Drilling Process of Al7075-T6" Metals 11, no. 6: 891. https://0-doi-org.brum.beds.ac.uk/10.3390/met11060891