
Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V

 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Regression Equations
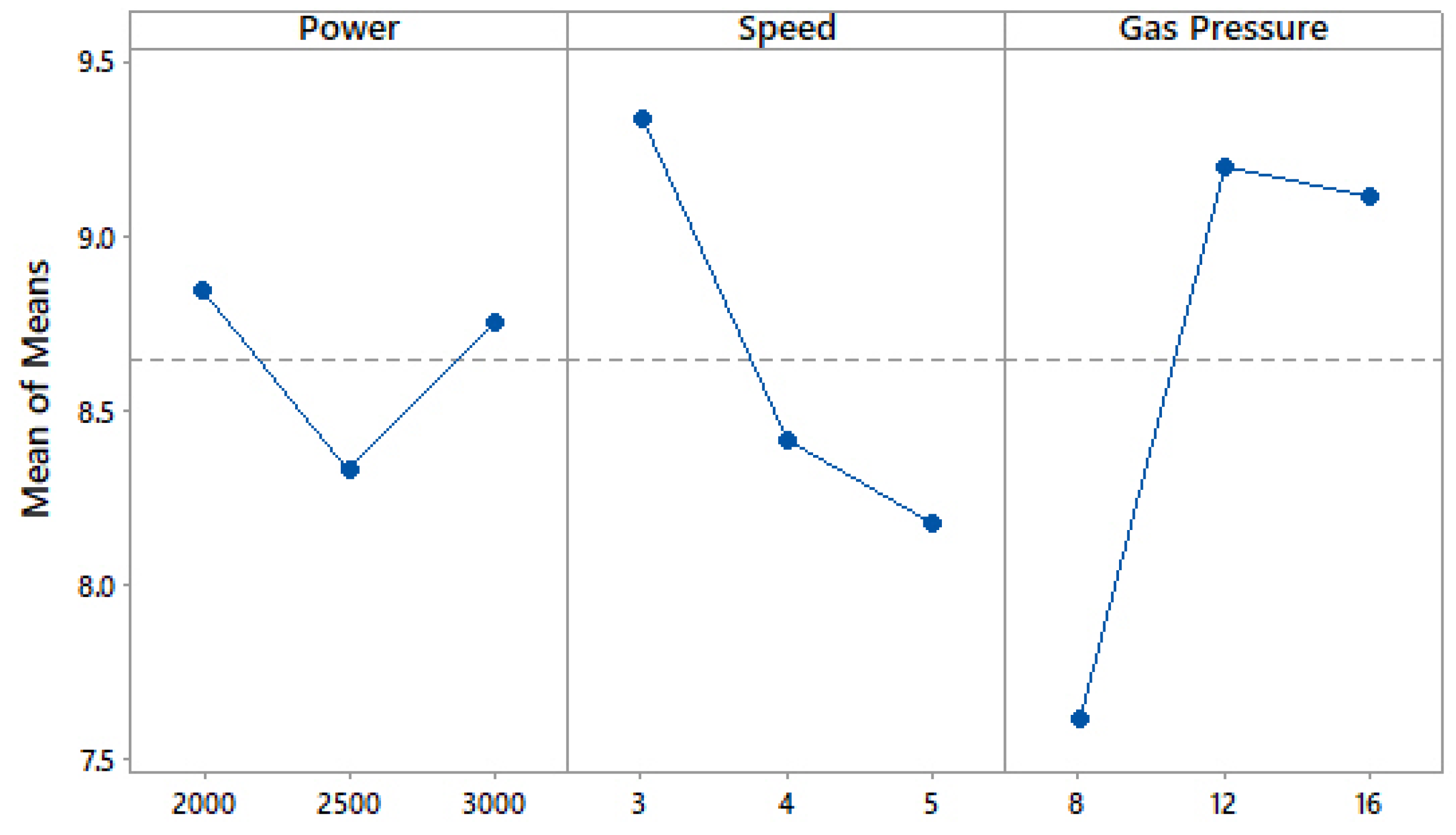
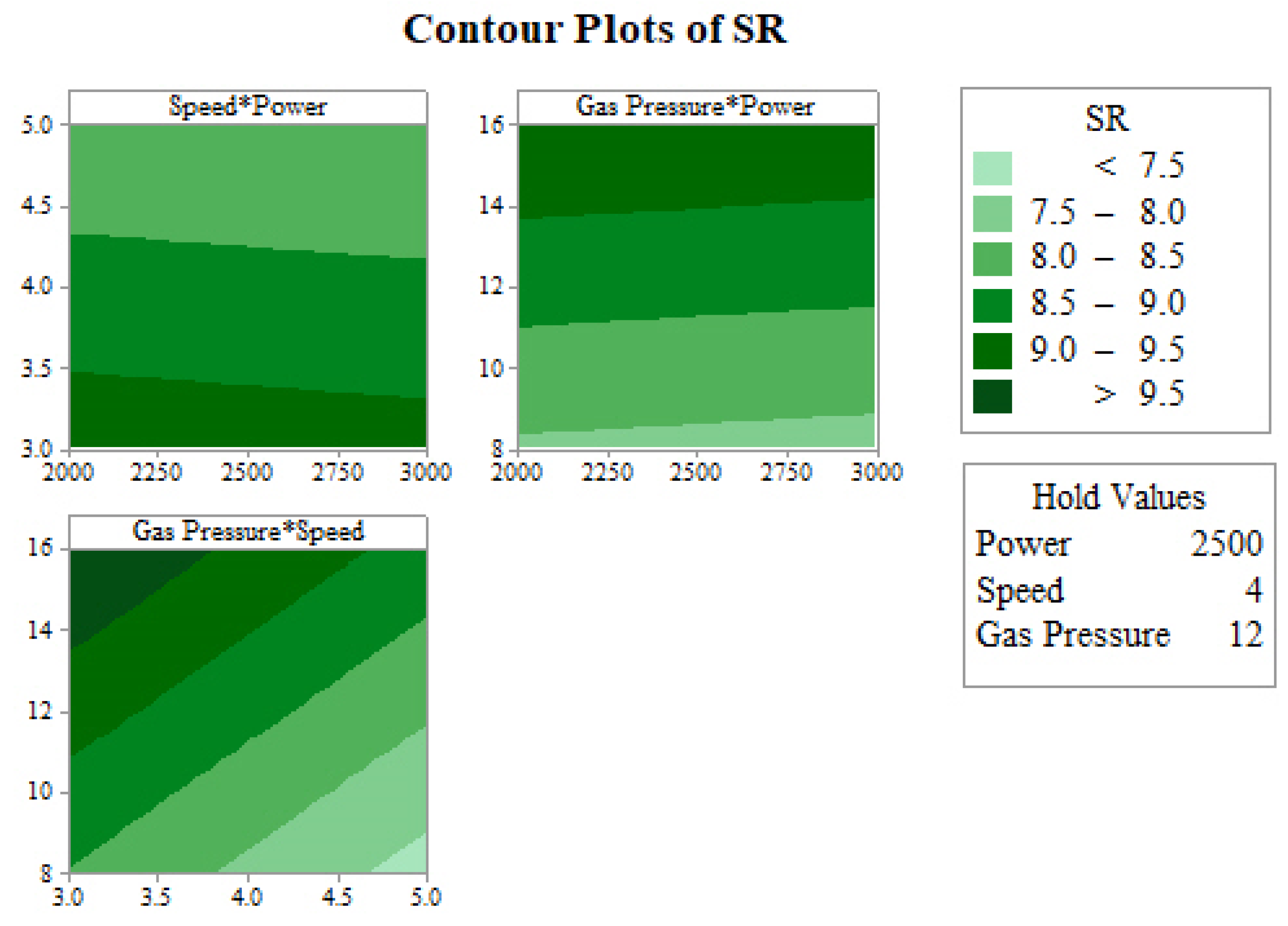
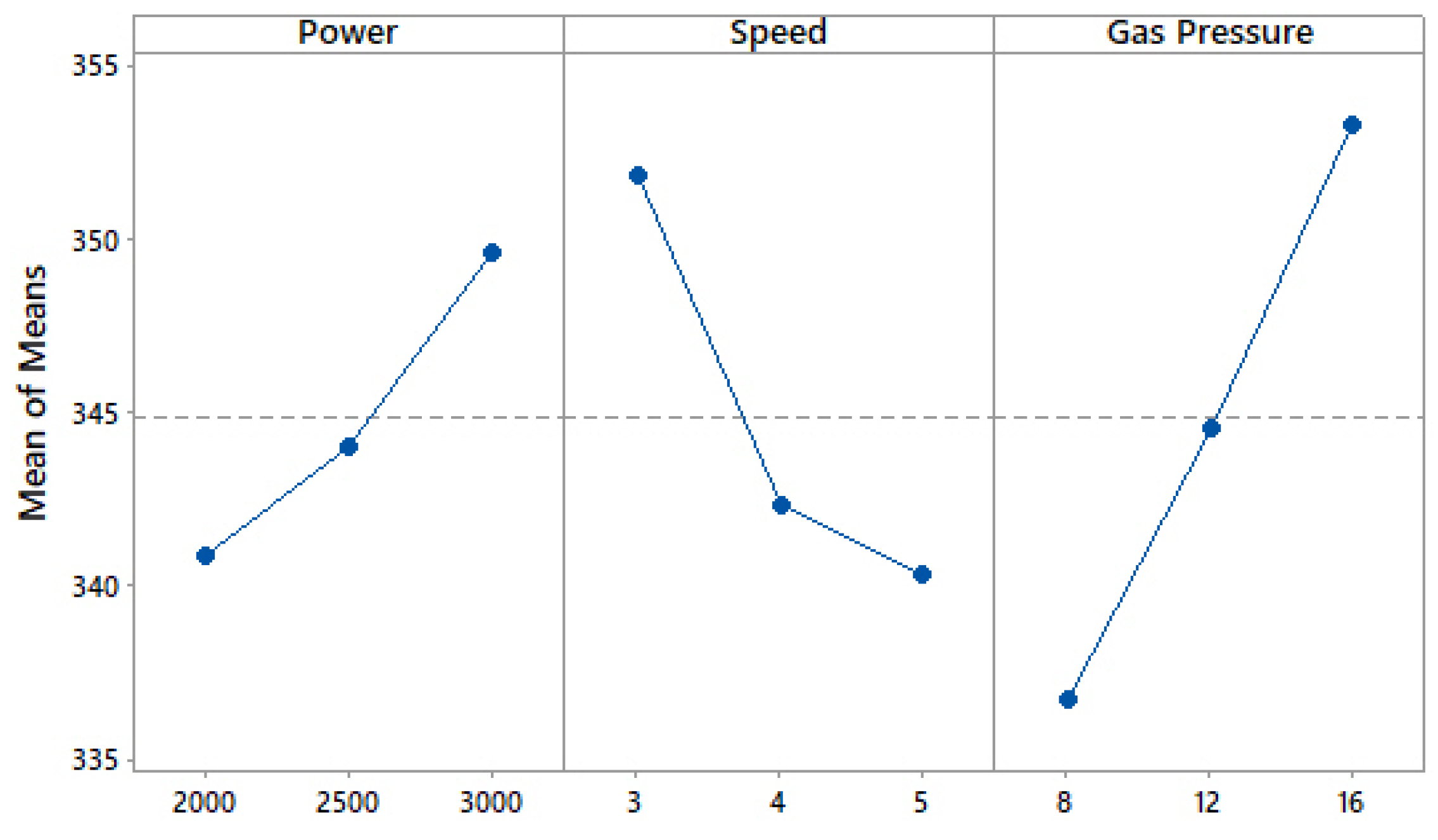
3.2. Analysis of Surface Roughness
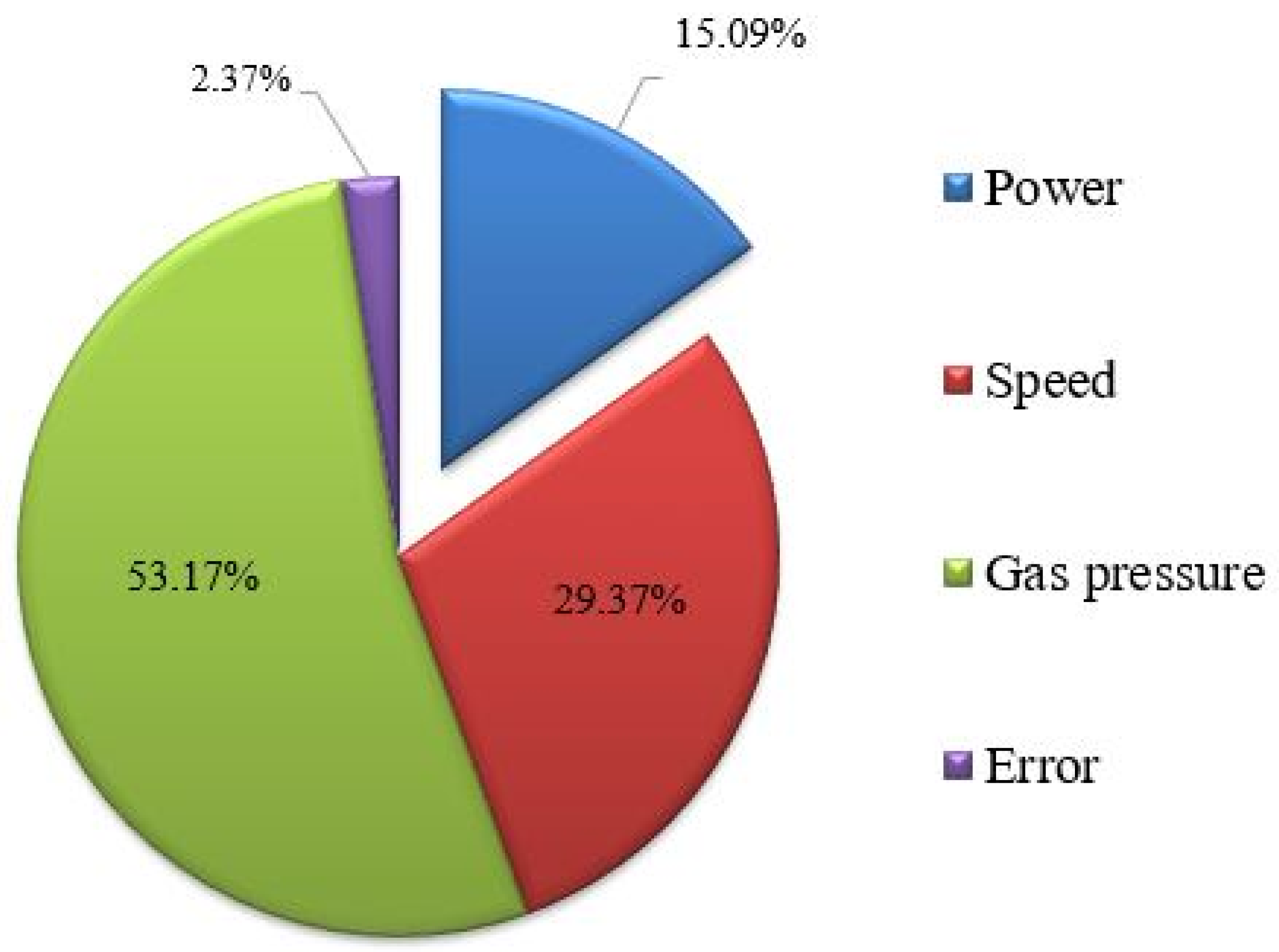
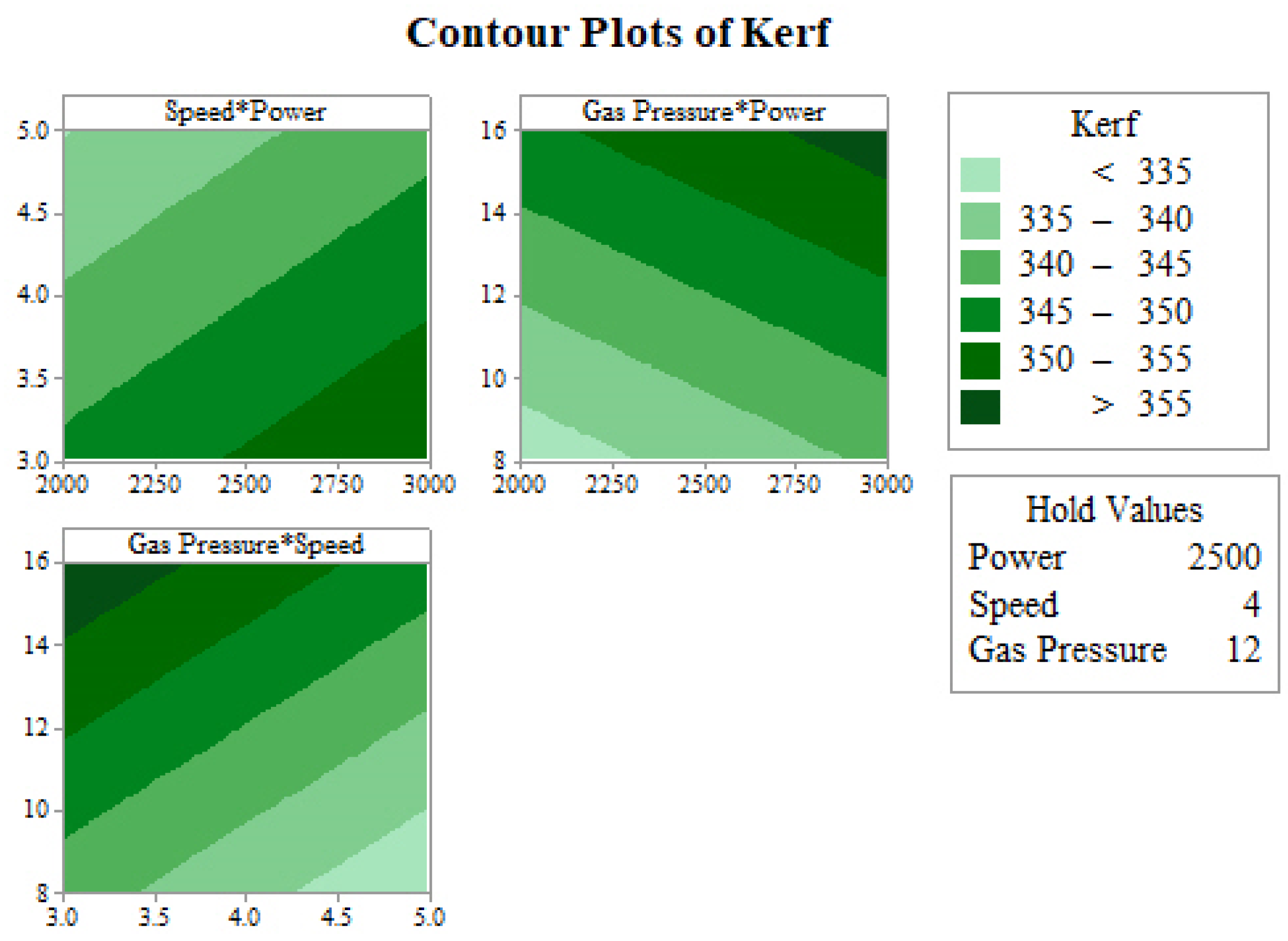
3.3. Analysis of Kerf Width
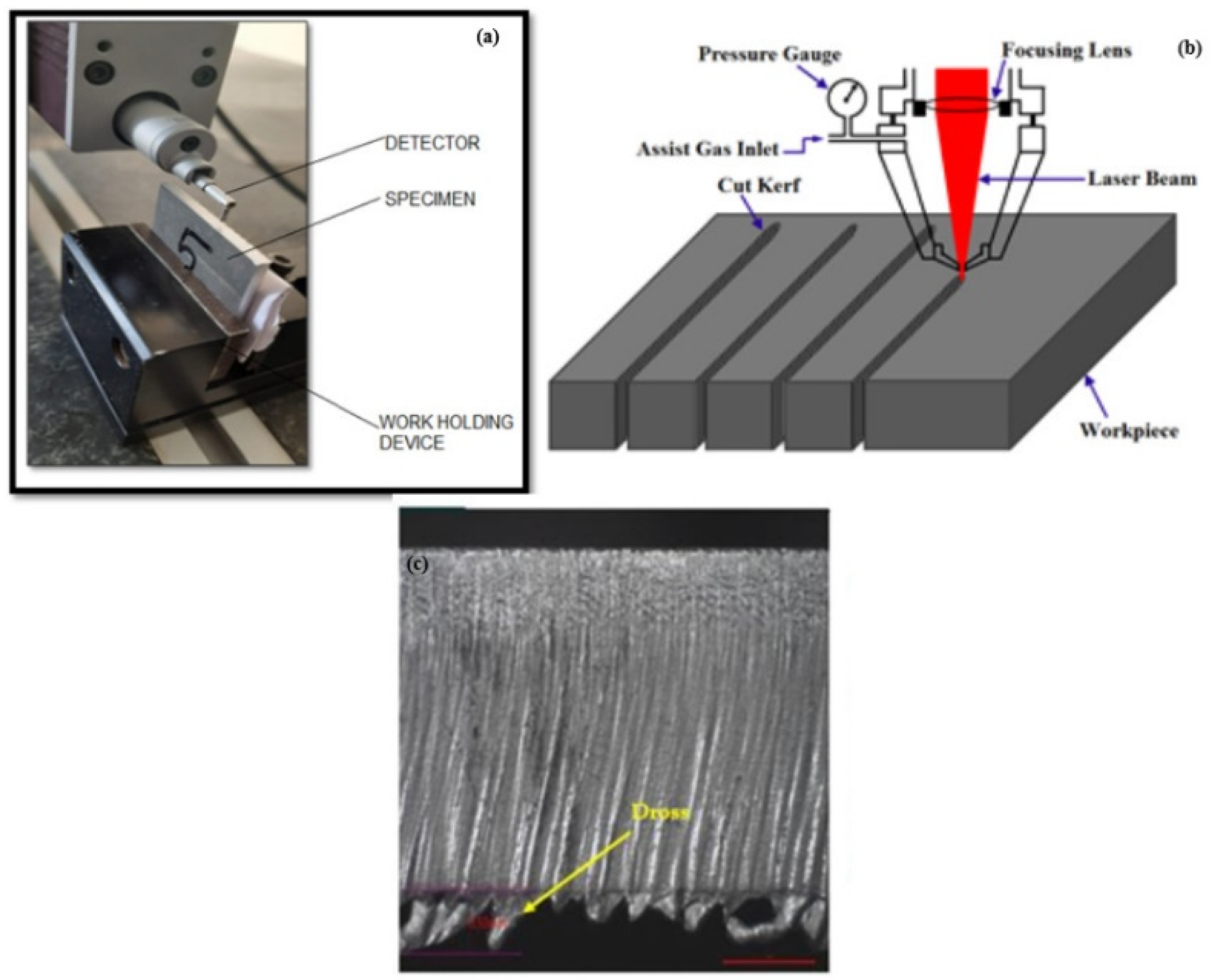
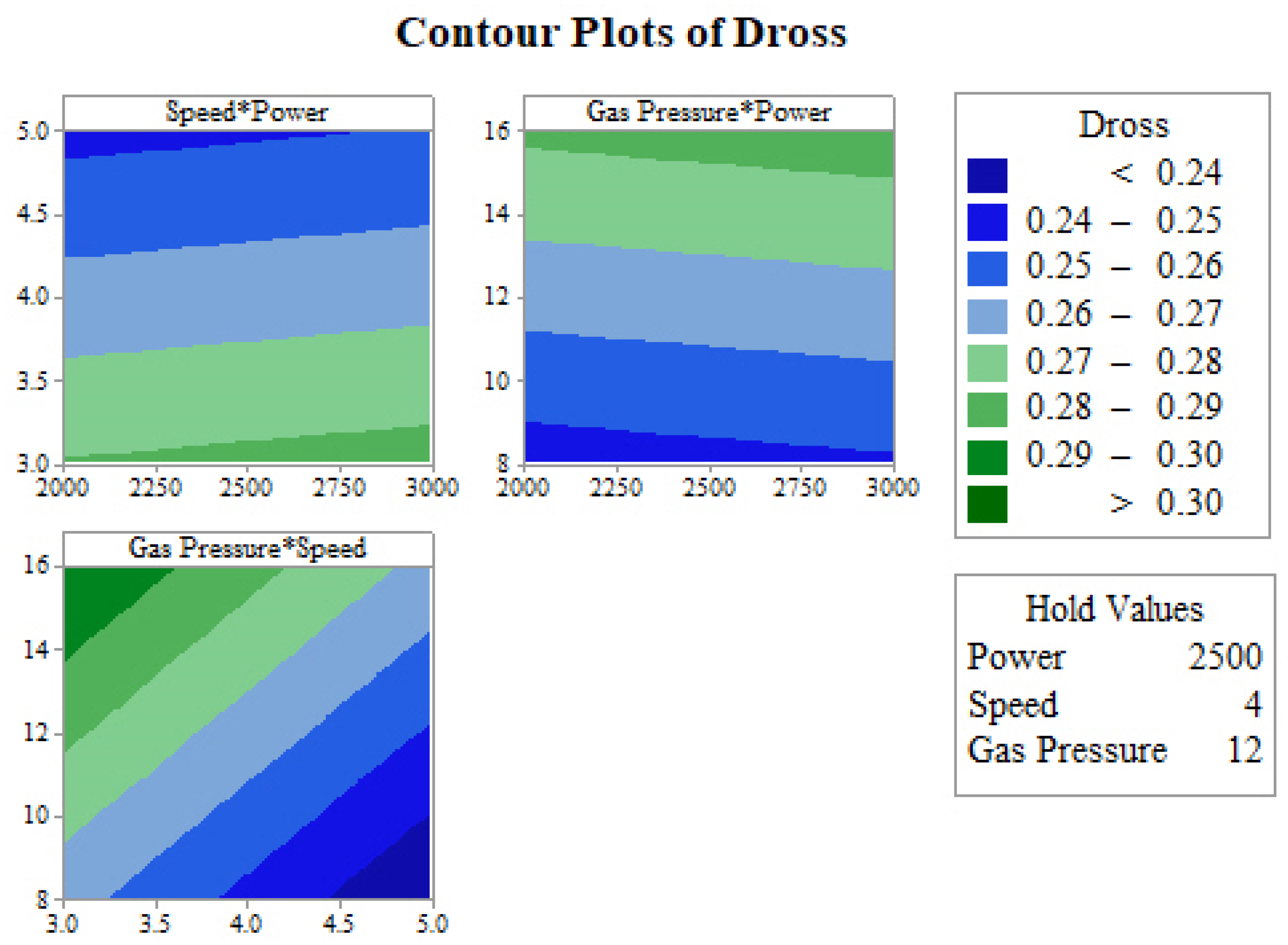
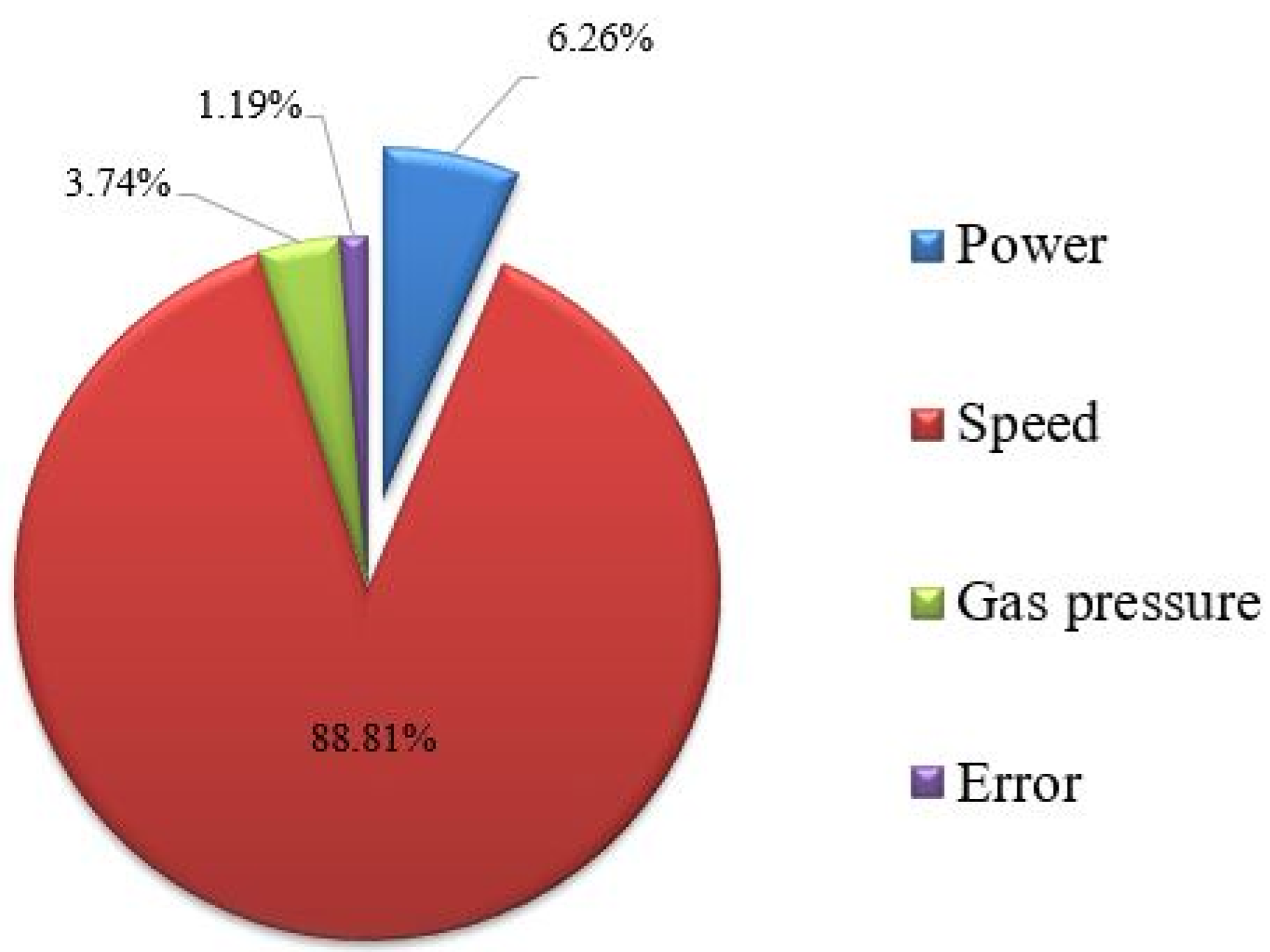
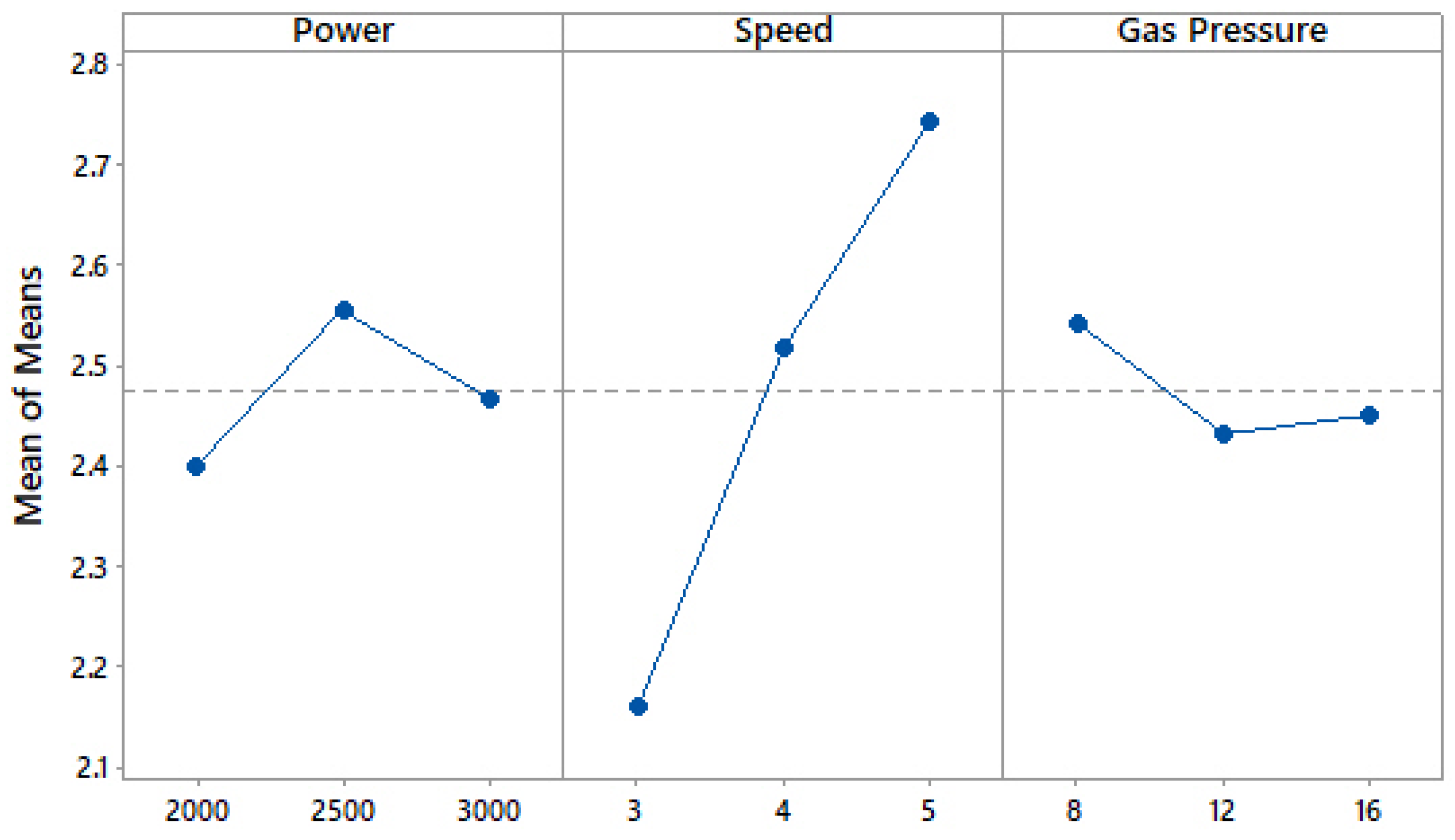
3.4. Analysis of Dross
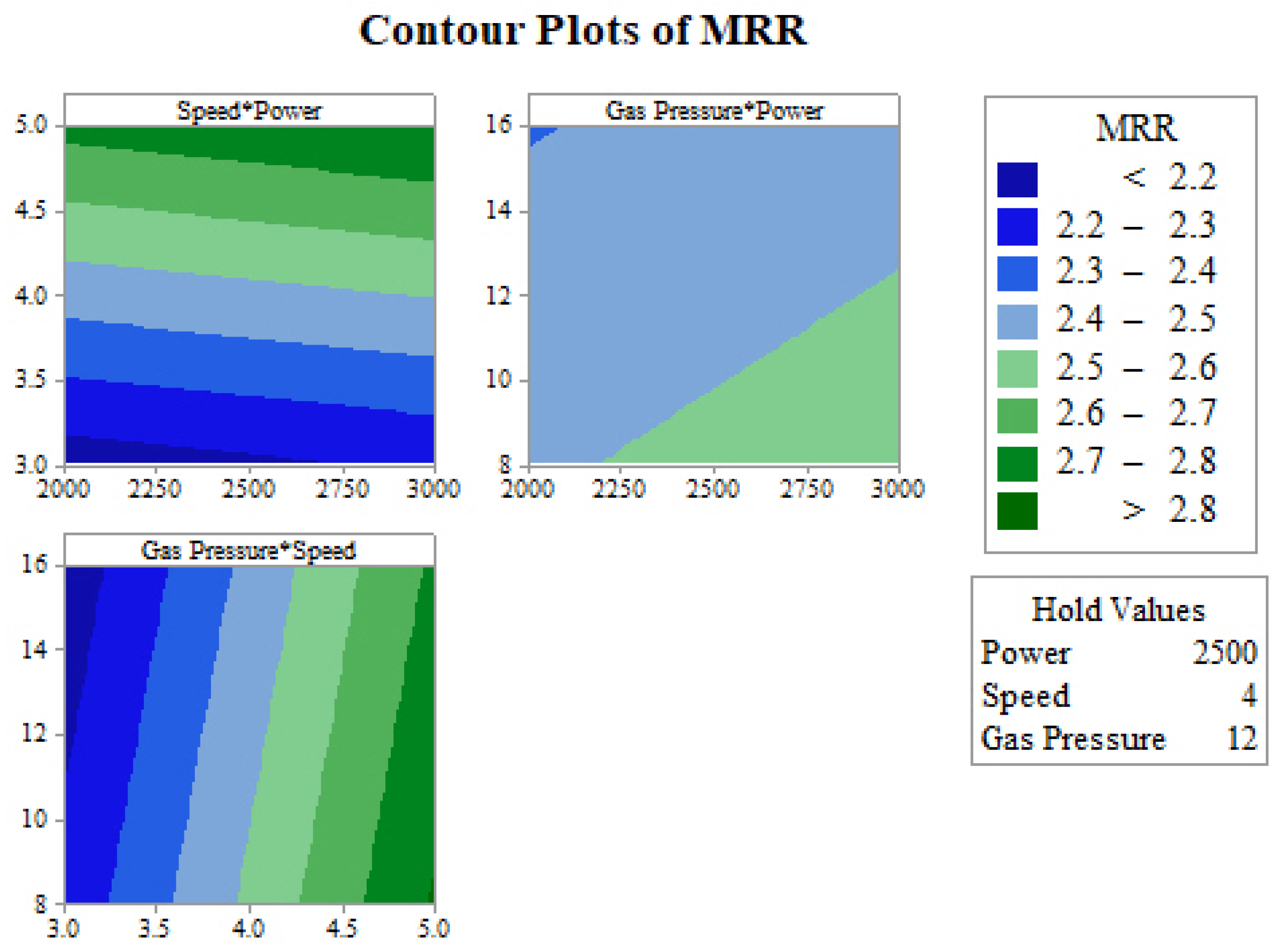
3.5. Analysis of Material Removal Rate
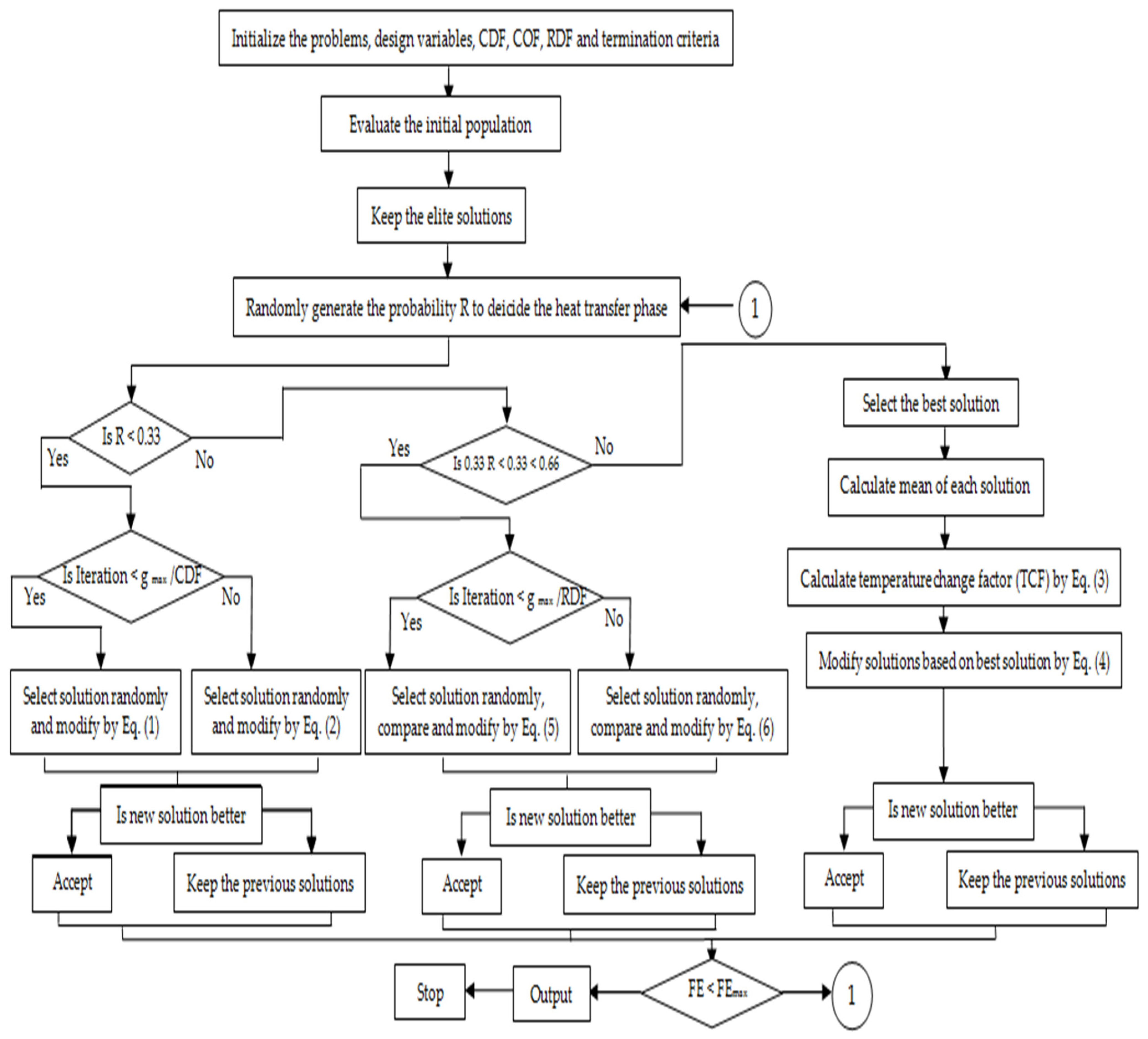
3.6. Optimization Using Heat Transfer Search Algorithm
3.6.1. Conduction Phase
3.6.2. Convection Phase
3.6.3. Radiation Phase
- Power: 1000 W ≤ Power ≥ 3000 W
- Cutting speed: 1 m/min ≤ Speed ≥ 8 m/min
- Gas pressure: 6 bar ≤ Gas pressure ≥ 20 bar
4. Conclusions
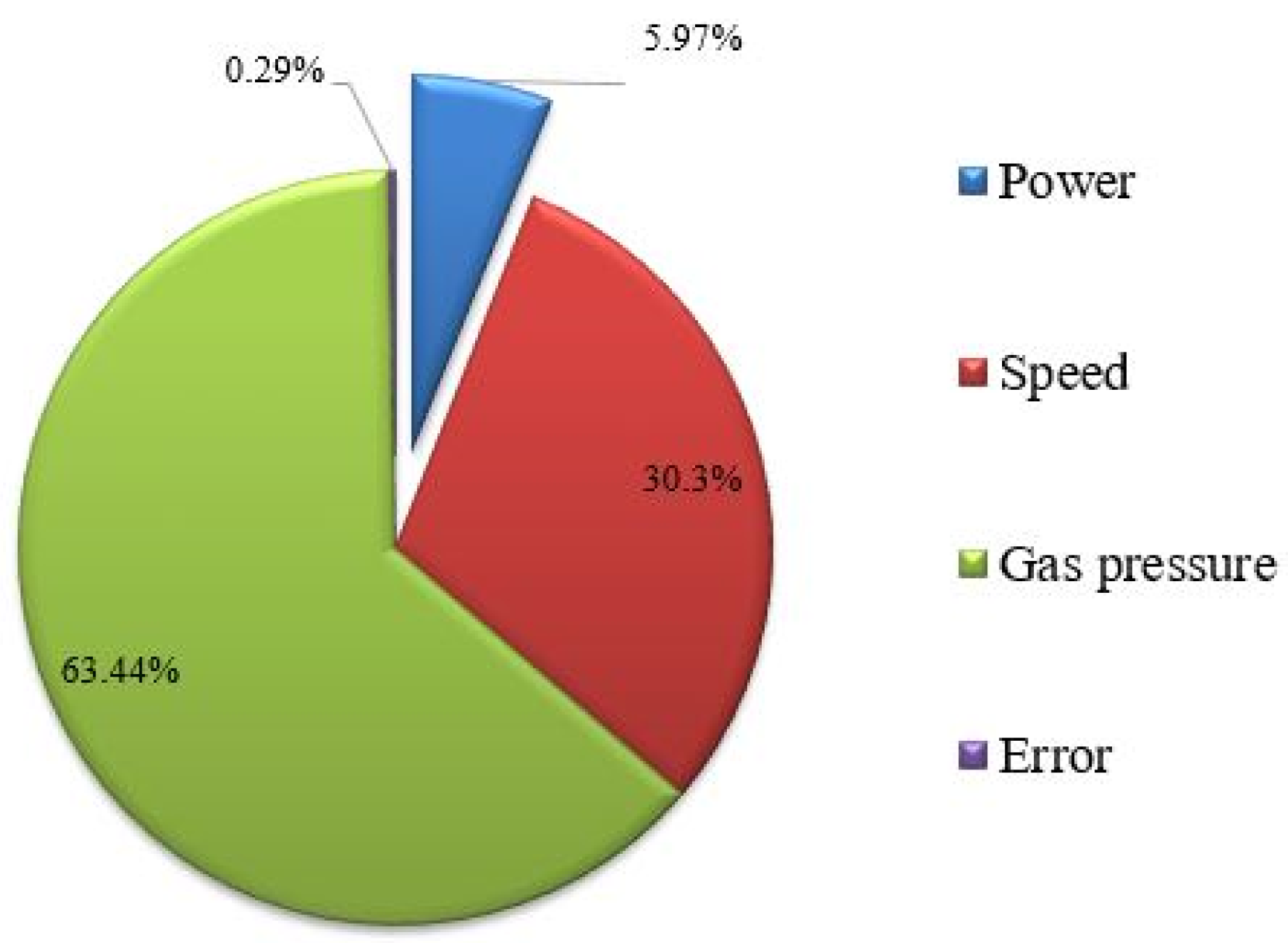
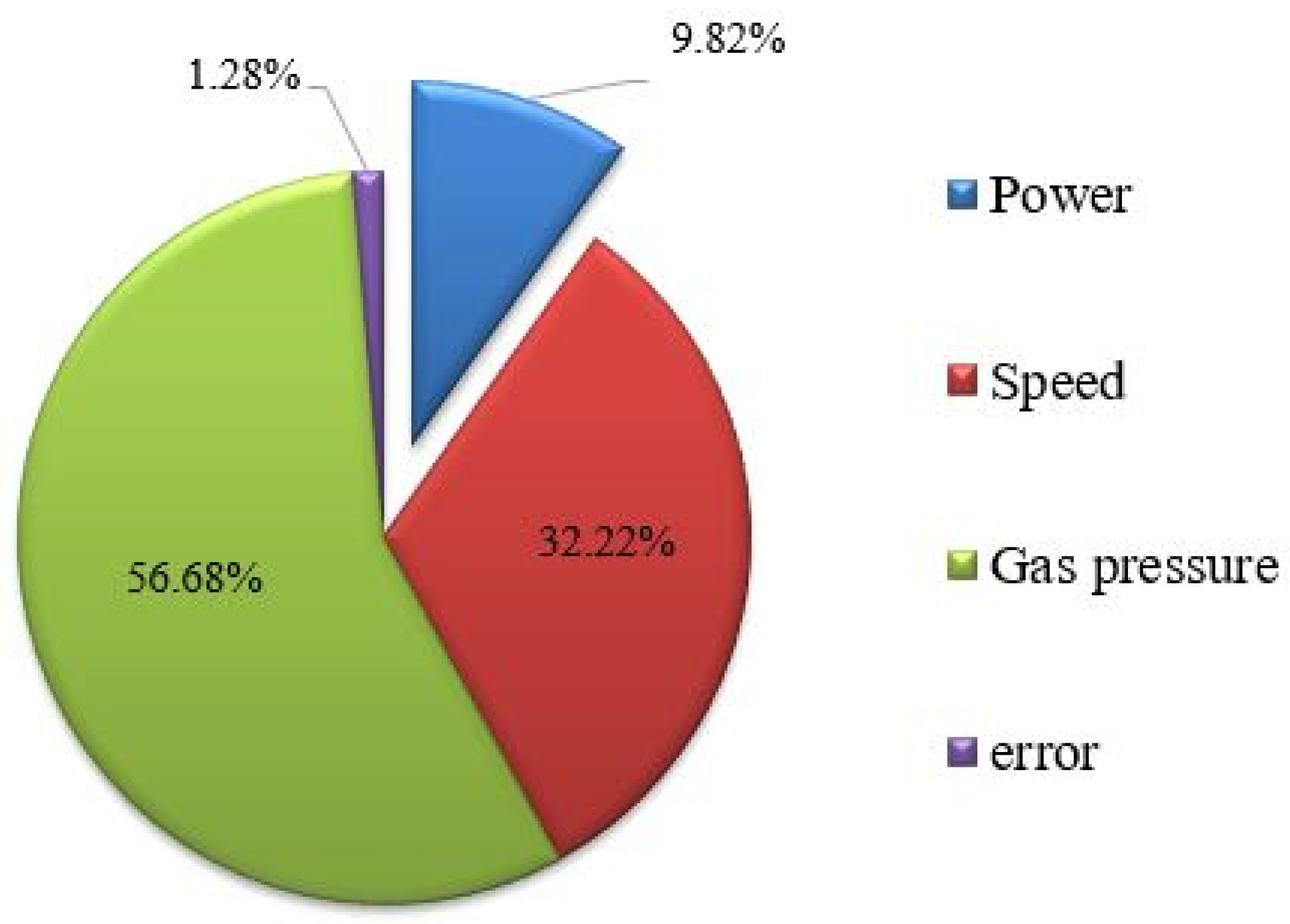
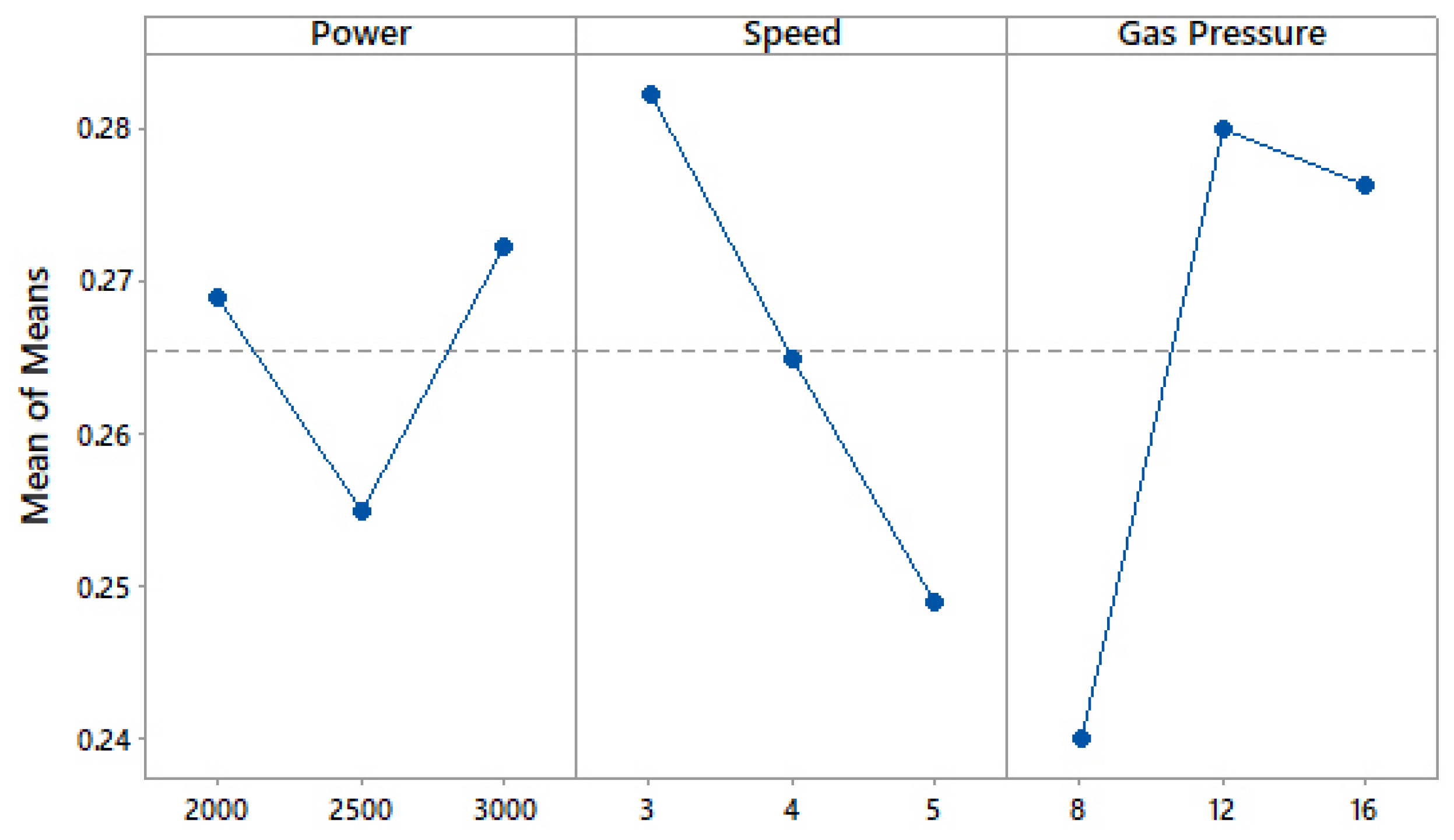
- The ANOVA results of SR show that all three machining variables were found to be significant, with the highest contribution of 63.44% being for gas pressure, followed by the cutting speed, with a 30.3% contribution, and laser power, with a 5.97% contribution. The ANOVA results of kerf demonstrated the significant effect of cutting speed (53.17%) and gas pressure (29.37%). For dross height, the cutting speed and gas pressure were observed to have a significant effect, while for MRR, the cutting speed had a significant effect.
- Regression equations were generated for each response variable that was found to be robust from ANOVA. This model is helpful for the prediction of output responses for the manufacturing of components in industry without conducting the actual experiments.
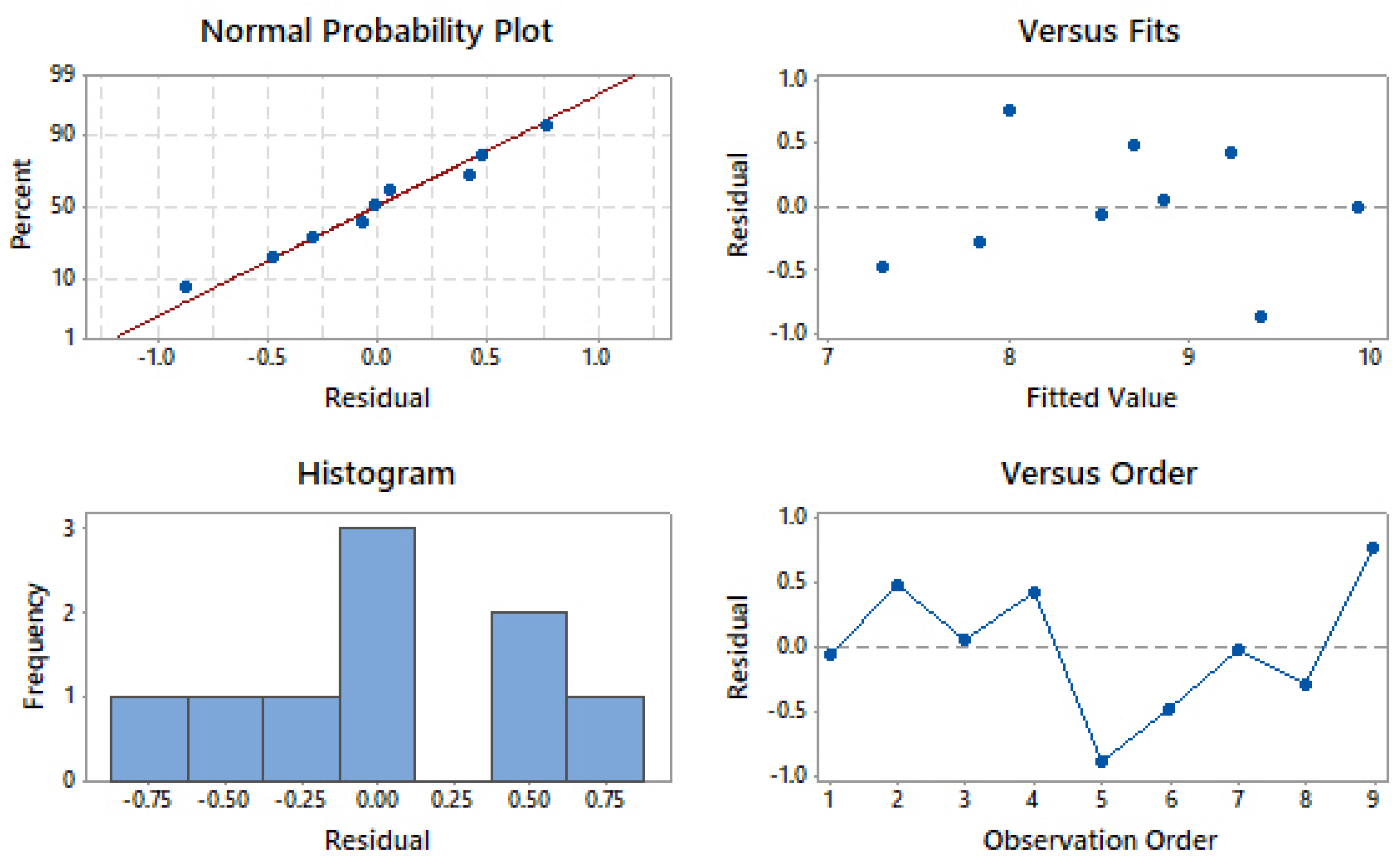
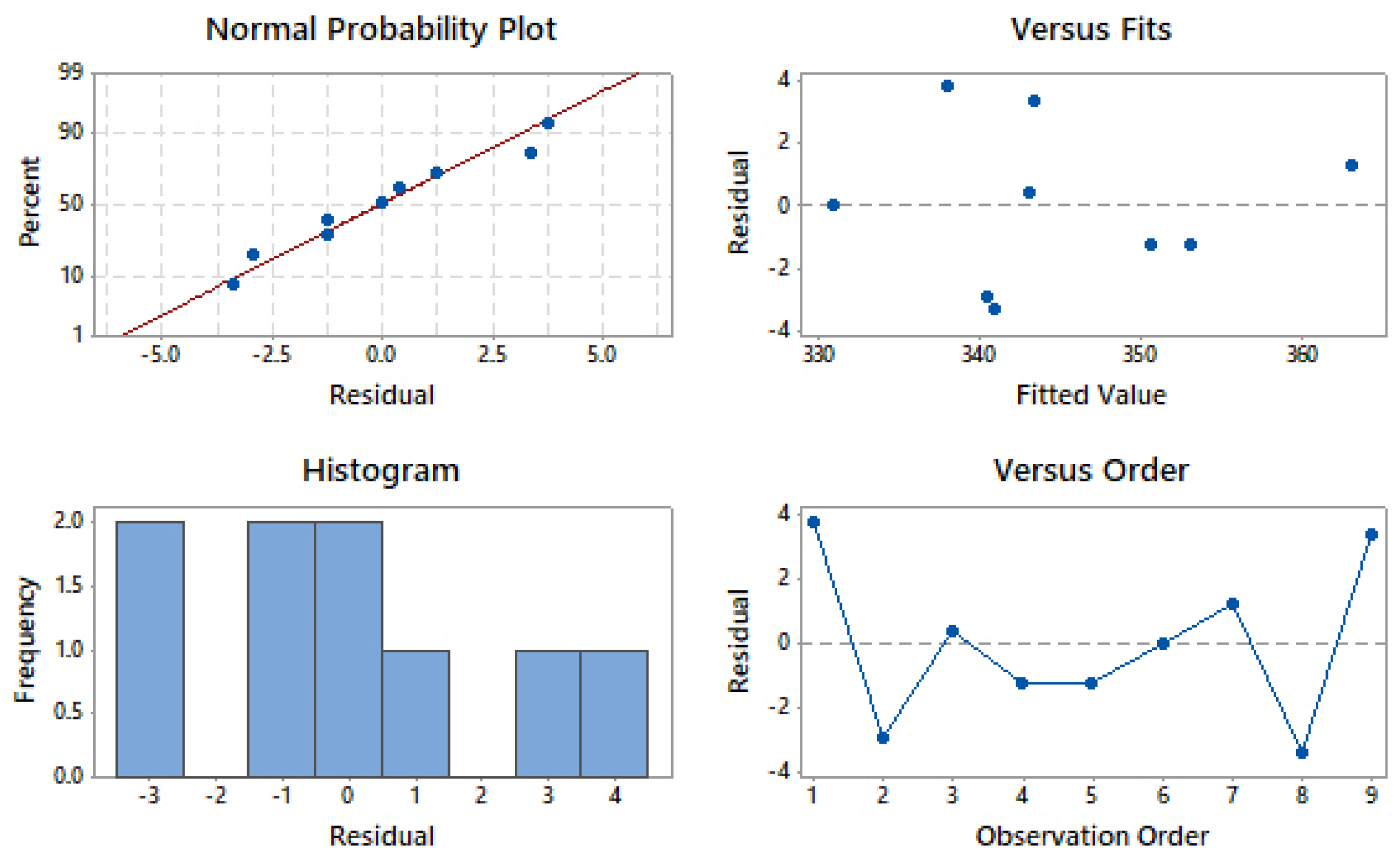
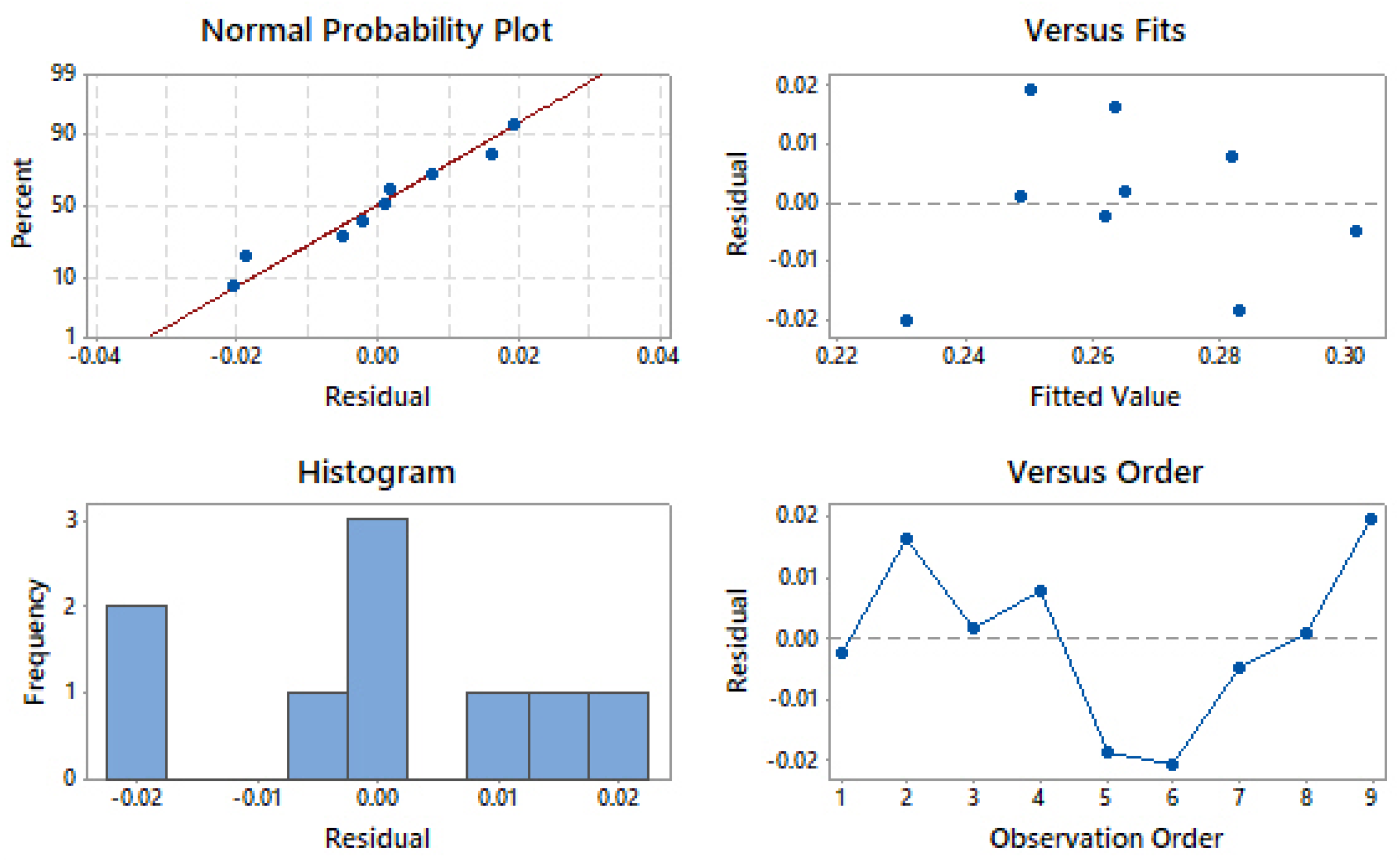
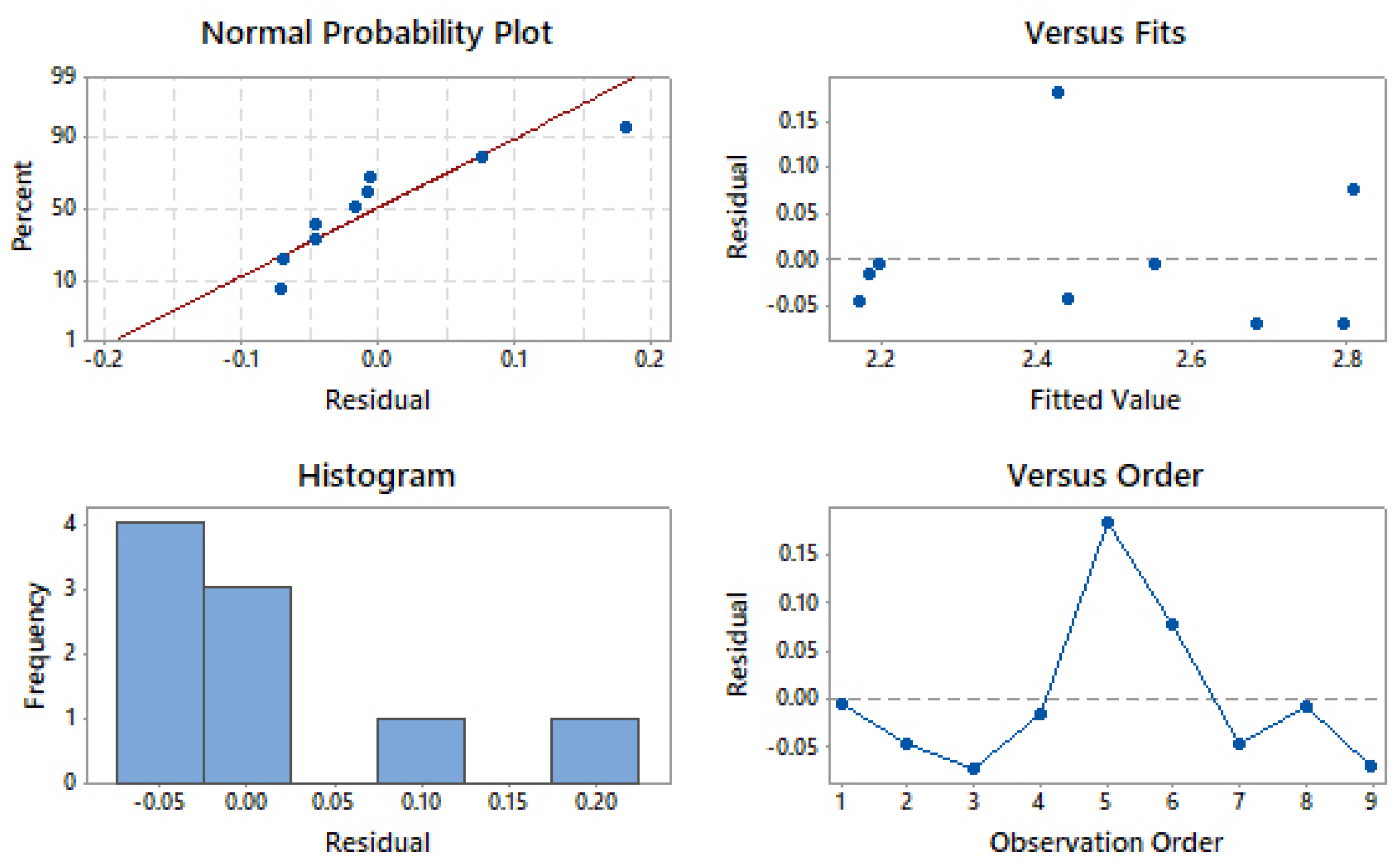
- The residual plots for all response variables verified the fitness of the proposed model for achieving a better future outcome. The significance of the machining parameters for each response was analyzed using contour plots.
- A difference of less than 20% between the values of R-sq. and Adj. R-sq. was observed for all responses, suggesting that the proposed models achieve the best fit for the existing data.
- Single-objective optimization results revealed the optimal process parameter settings—maximized MRR (3.738 g/s) and minimized SR (5.13 μm)—to be obtained at a laser power of 3000 W, a cutting speed of 8 m/min and a gas pressure of 6 bar.
- Single-objective optimization results demonstrated that the optimized process parameter settings achieving the minimum values of kerf width (296.384 μm) and dross height (0.1661 mm) were a laser power of 1000 W, a cutting speed of 8 m/min, and a gas pressure of 6 bar.
- Simultaneous-objective optimization results showed that a maximum MRR of 3.654 g/s, a minimum SR of 5.25 μm, a minimum kerf width of 302.839 μm, and a minimum dross height of 0.1684 mm could be obtained at a laser power of 1742 W, a cutting speed of 8 m/min, and a gas pressure of 6 bar.
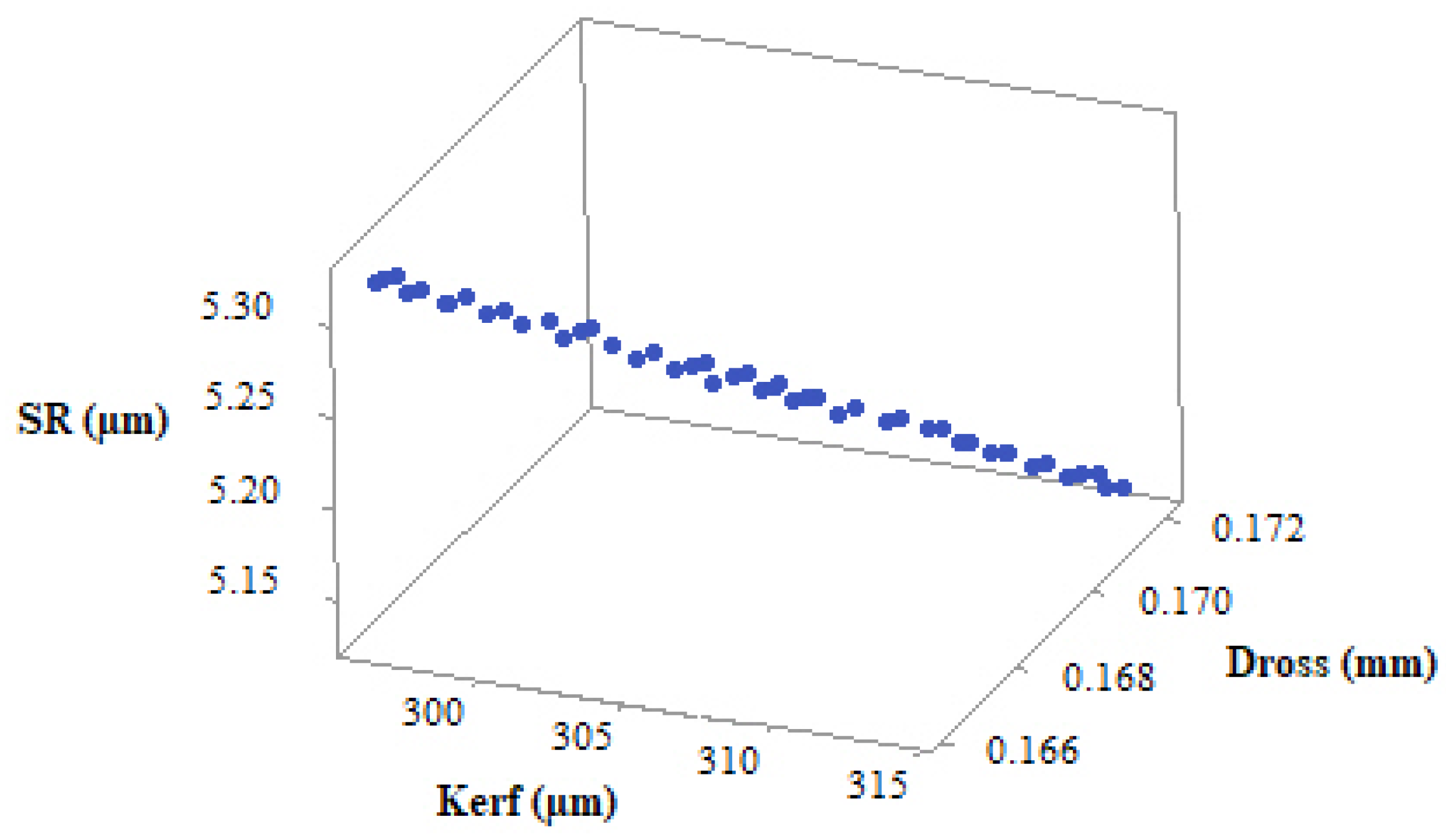
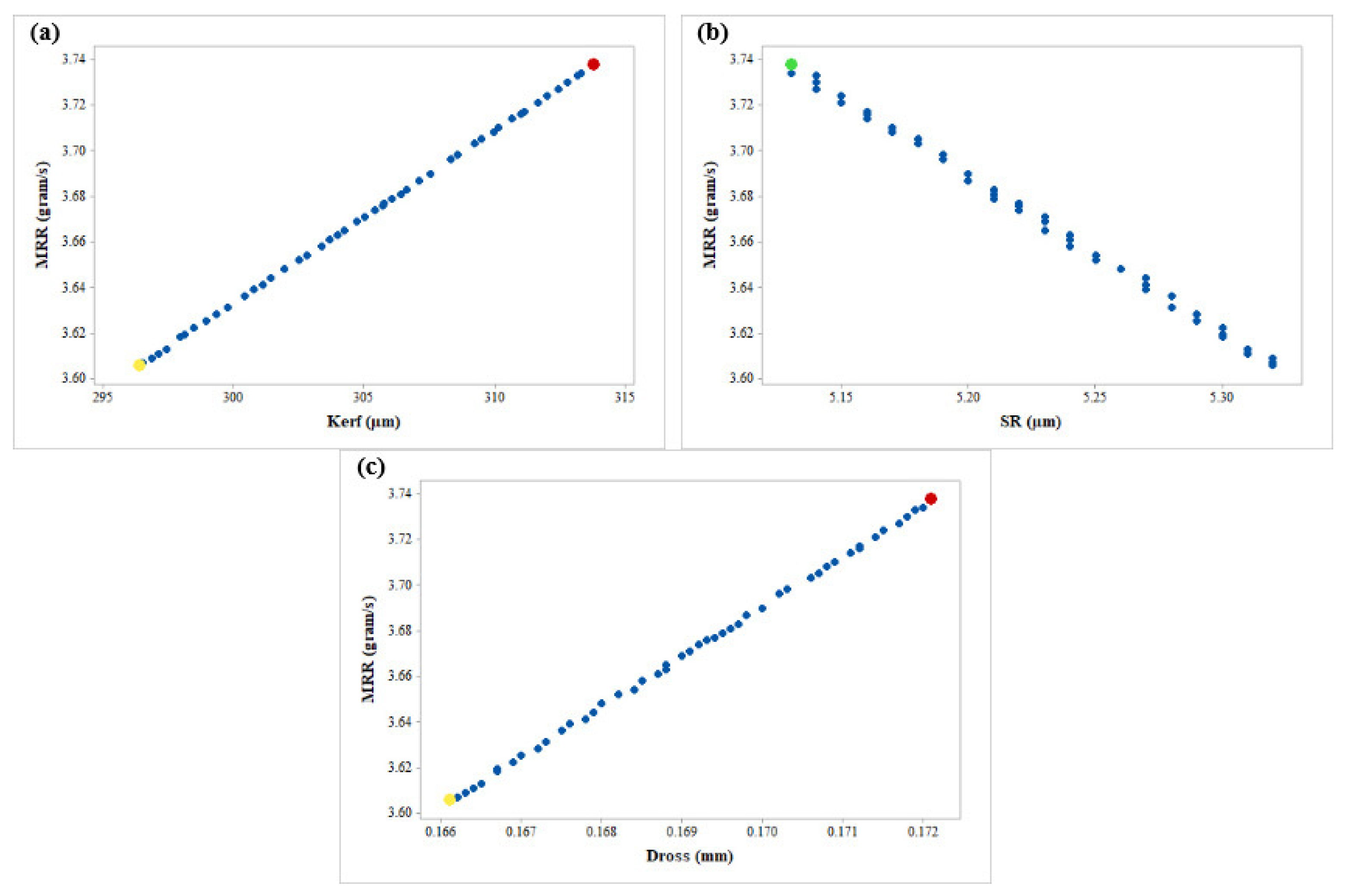
- The MOHTS algorithm was used to generate 49 non-dominant Pareto optimal points for all output responses. All these points provide optimum solutions for SR, kerf, dross, and MRR for individual input variables. Additionally, 3D and 2D Pareto curves were generated to allow better understanding by users.
- A negligible difference was observed between experimentally measured values and the predicted values of the HTS algorithm. This confirms that the existing HTS algorithm in addition to the proposed model is highly capable of and suitable for fiber laser cutting of Ti6Al4V.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| 2D | 2-dimensional |
| 3D | 3-dimensional |
| ANOVA | Analysis of variance |
| DOE | Design of Experiments |
| HAZ | Heat affected zone |
| HTS | Heat transfer search |
| MOHTS | Multi-objective heat transfer search |
| MRR | Material removal rate (mm3/s) |
| OA | Orthogonal array |
| S | Standard deviation |
| SR | Surface roughness (µm) |
References
- Narutaki, N.; Murakoshi, A.; Motonishi, S.; Takeyama, H. Study on Machining of Titanium Alloys. CIRP Ann. 1983, 32, 65–69. [Google Scholar] [CrossRef]
- Pramanik, A. Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.; Parikh, D.M.; Wankhede, V.A.; Khanna, S. Multi-response Optimization of WEDM Parameters Using an Integrated Approach of RSM–GRA Analysis for Pure Titanium. J. Inst. Eng. India Ser. D 2020, 101, 117–126. [Google Scholar] [CrossRef]
- Rahman, M.; Wang, Z.G.; Wong, Y.S. A review on high-speed machining of titanium alloys. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 2006, 49, 11–20. [Google Scholar] [CrossRef] [Green Version]
- Oke, S.R.; Ogunwande, G.S.; Onifade, M.; Aikulola, E.; Adewale, E.D.; Olawale, O.E.; Ayodele, B.E.; Mwema, F.; Obiko, J.; Bodunrin, M.O. An overview of conventional and non-conventional techniques for machining of titanium alloys. Manuf. Rev. 2020, 7, 34. [Google Scholar] [CrossRef]
- Cadena, N.L.; Cue-Sampedro, R.; Siller, H.R.; Arizmendi-Morquecho, A.M.; Rivera-Solorio, C.; Di-Nardo, S. Study of PVD AlCrN Coating for Reducing Carbide Cutting Tool Deterioration in the Machining of Titanium Alloys. Materials 2013, 6, 2143–2154. [Google Scholar] [CrossRef] [Green Version]
- Samodurova, M.; Logachev, I.; Shaburova, N.; Samoilova, O.; Radionova, L.; Zakirov, R.; Pashkeev, K.; Myasoedov, V.; Trofimov, E. A Study of the Structural Characteristics of Titanium Alloy Products Manufactured Using Additive Technologies by Combining the Selective Laser Melting and Direct Metal Deposition Methods. Materials 2019, 12, 3269. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fu, C.; Liu, J.; Guo, A. Statistical characteristics of surface integrity by fiber laser cutting of Nitinol vascular stents. Appl. Surf. Sci. 2015, 353, 291–299. [Google Scholar] [CrossRef]
- Scintilla, L.D.; Sorgente, D.; Tricarico, L. Experimental Investigation on Fiber Laser Cutting of Ti6Al4V Thin Sheet. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2011; Volume 264, pp. 1281–1286. [Google Scholar] [CrossRef]
- Levichev, N.; Rodrigues, G.C.; Vorkov, V.; Duflou, J.R. Coaxial camera-based monitoring of fiber laser cutting of thick plates. Opt. Laser Technol. 2021, 136, 106743. [Google Scholar] [CrossRef]
- Sheth, M.; Gajjar, K.; Jain, A.; Shah, V.; Patel, H.; Chaudhari, R.; Vora, J. Multi-objective Optimization of Inconel 718 Using Combined Approach of Taguchi—Grey Relational Analysis. In Advances in Mechanical Engineering; Springer: New York, NY, USA, 2020; pp. 229–235. [Google Scholar] [CrossRef]
- Rathi, P.; Ghiya, R.; Shah, H.; Srivastava, P.; Patel, S.; Chaudhari, R.; Vora, J. Multi-response optimization of Ni55. 8Ti shape memory alloy using taguchi-grey relational analysis approach. In Recent Advances in Mechanical Infrastructure; Springer: Singapore, 2020; pp. 13–23. [Google Scholar]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, Í.V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kaplonek, W. Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: A review and future prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Chandrashekarappa, P.G.M.; Kumar, S.; Jagadish; Pimenov, D.Y.; Giasin, K. Experimental Analysis and Optimization of EDM Parameters on HcHcr Steel in Context with Different Electrodes and Dielectric Fluids Using Hybrid Taguchi-Based PCA-Utility and CRITIC-Utility Approaches. Metals 2021, 11, 419. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.S.M.; Palani, I.A.; Patel, V.; Parikh, D.M. Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv. Manuf. 2019, 9, 64–80. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.; Mikolajczyk, T.; El Danaf, E.A.; Taha, M.A. Minimization of turning time for high-strength steel with a given surface roughness using the Edgeworth–Pareto optimization method. Int. J. Adv. Manuf. Technol. 2017, 93, 2375–2392. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Mikolajczyk, T.; Soliman, M.S.; El Rayes, M.M. Optimization of cutting conditions using artificial neural networks and the Edgeworth-Pareto method for CNC face-milling operations on high-strength grade-H steel. Int. J. Adv. Manuf. Technol. 2019, 105, 2151–2165. [Google Scholar] [CrossRef] [Green Version]
- Patel, V.; Savsani, V. Heat transfer search (HTS): A novel optimization algorithm. Inf. Sci. 2015, 324, 217–246. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.S.M.; Palani, I.A.; Patel, V.K.; Parikh, D.M.; De Lacalle, L.N.L. Multi-Response Optimization of WEDM Process Parameters for Machining of Superelastic Nitinol Shape-Memory Alloy Using a Heat-Transfer Search Algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef] [Green Version]
- Kratky, A.; Schuöcker, D.; Liedl, G. Processing with kW fibre lasers: Advantages and limits. In XVII International Symposium on Gas Flow, Chemical Lasers, and High-Power Lasers; International Society for Optics and Photonics: Lisboa, Portugal, 2008; p. 71311X. [Google Scholar] [CrossRef]
- Powell, J.; Kaplan, A.F.H. A technical and commercial comparison of fiber laser and CO2 laser cutting. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Chicago, IL, USA, 2012; pp. 277–281. [Google Scholar] [CrossRef]
- Sołtysiak, R.; Wasilewski, P.; Sołtysiak, A.; Troszyński, A.; Maćkowiak, P. The Analysis of Fiber and CO2 Laser Cutting Accuracy. MATEC Web Conf. 2019, 290, 03016. [Google Scholar] [CrossRef]
- El Aoud, B.; Boujelbene, M.; Bayraktar, E.; Salem, S.B.; Miskioglu, I. Studying effect of CO2 laser cutting parameters of titanium alloy on heat affected zone and kerf width using the Taguchi method. In Mechanics of Composite and Multi-Functional Materials; Springer: Cham, Switzerland, 2018; Volume 6, pp. 143–150. [Google Scholar]
- Boudjemline, A.; Boujelbene, M.; Bayraktar, E. Surface Quality of Ti-6Al-4V Titanium Alloy Parts Machined by Laser Cutting. Eng. Technol. Appl. Sci. Res. 2020, 10, 6062–6067. [Google Scholar] [CrossRef]
- Scintilla, L.; Palumbo, G.; Sorgente, D.; Tricarico, L. Fiber laser cutting of Ti6Al4V sheets for subsequent welding operations: Effect of cutting parameters on butt joints mechanical properties and strain behaviour. Mater. Des. 2013, 47, 300–308. [Google Scholar] [CrossRef]
- Scintilla, L.D.; Tricarico, L. Fusion cutting of aluminum, magnesium, and titanium alloys using high-power fiber laser. Opt. Eng. 2013, 52, 076115. [Google Scholar] [CrossRef]
- Manjoth, S.; Keshavamurthy, R.; Kumar, G.S.P. Optimization and Analysis of Laser Beam Machining Parameters for Al7075-TiB2In-situ Composite. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012013. [Google Scholar] [CrossRef]
- Poshyananda, V.; Darayen, J.; Tumkhanon, K.; Puncreobutr, C.; Khamkongkaeo, A.; Lohwongwatana, B. Consideration of key process parameters for achieving robust and uniform cutting of Ti-6Al-4V sheet metal using fiber laser with nitrogen assisted gas. J. Met. Mater. Miner. 2018, 28. [Google Scholar]
- Fu, C.H.; Guo, Y.B. Laser cutting simulation of nitinol stent alloy with moving heat flux. In Proceedings of the International Conference on Shape Memory and Superelastic Technologies American Society for Metals, Pacific Grove, CA, USA, 12–16 May 2014. [Google Scholar]
- Shanjin, L.; Yang, W. An investigation of pulsed laser cutting of titanium alloy sheet. Opt. Lasers Eng. 2006, 44, 1067–1077. [Google Scholar] [CrossRef]
- Pandey, A.K.; Dubey, A.K. Simultaneous optimization of multiple quality characteristics in laser cutting of titanium alloy sheet. Opt. Laser Technol. 2012, 44, 1858–1865. [Google Scholar] [CrossRef]
- Andersson, N.; Granberg, C. Laser Cutting in Ti6Al4V Sheet: DOE and Evaluation of Process Parameters Informative. Master’s Thesis, Department of Materials and Manufacturing Technology, Chalmers University of Technology, Gothenburg, Sweden, 2015. [Google Scholar]
- Yilbas, B.S.; Akhtar, S.S.; Keles, O. Laser straight cutting of Ti-6Al-4V alloy: Temperature and stress fields. In Materials and Surface Engineering; Woodhead Publishing: Sawston, UK, 2012; pp. 243–265. [Google Scholar] [CrossRef]
- Reck, A.; Zeuner, A.T.; Zimmermann, M. Fatigue Behavior of Non-Optimized Laser-Cut Medical Grade Ti-6Al-4V-ELI Sheets and the Effects of Mechanical Post-Processing. Metals 2019, 9, 843. [Google Scholar] [CrossRef] [Green Version]
- Yilbas, B.S. The Laser Cutting Process. Analysis and Applications; Elsevier Science: San Diego, CA, USA, 2017. [Google Scholar]
- da Silva, P.S.C.P.; Campanelli, L.C.; Escobar Claros, C.A.; Ferreira, T.; Oliveira, D.P.; Bolfarini, C. Prediction of the surface finishing roughness e_ect on the fatigue resistance of Ti-6Al-4V ELI for implants applications. Int. J. Fatigue 2017, 103, 258–263. [Google Scholar] [CrossRef]
- Farooq, M.U.; Mughal, M.P.; Ahmed, N.; Mufti, N.A.; Al-Ahmari, A.M.; He, Y. On the Investigation of Surface Integrity of Ti6Al4V ELI Using Si-Mixed Electric Discharge Machining. Materials 2020, 13, 1549. [Google Scholar] [CrossRef] [Green Version]
- Chaurasia, A.; Wankhede, V.A.; Chaudhari, R. Experimental Investigation of High-Speed Turning of INCONEL 718 Using PVD-Coated Carbide Tool Under Wet Condition. In Innovations in Infrastructure; Springer: Singapore, 2019; pp. 367–374. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Pramanik, A.; Parikh, D. Optimization of Parameters of Spark Erosion Based Processes. In Spark Erosion Machining; CRC Press: Boca Raton, FL, USA, 2020; pp. 190–216. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; de Lacalle, L.N.L.; Parikh, D.M. Surface Analysis of Wire-Electrical-Discharge-Machining-Processed Shape-Memory Alloys. Materials 2020, 13, 530. [Google Scholar] [CrossRef] [Green Version]
- Rao, B.T.; Kaul, R.; Tiwari, P.; Nath, A. Inert gas cutting of titanium sheet with pulsed mode CO2 laser. Opt. Lasers Eng. 2005, 43, 1330–1348. [Google Scholar] [CrossRef]
- Kliner, D.A.V.; Chong, K.; Franke, J.; Gordon, T.D.; Gregg, J.; Gries, W.; Hu, H.; Ishiguro, H.; Issier, V.; Kharlamov, B.; et al. 4-kW fiber laser for metal cutting and welding. In Fiber Lasers VIII: Technology, Systems, and Applications; International Society for Optics and Photonics: San Francisco, CA, USA, 2011; Volume 7914, p. 791418. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.; Lacalle, L.N.; Khanna, S.; Patel, V.K.; Ayesta, I. Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55. 8Ti Shape Memory Alloy. Materials 2021, 14, 2533. [Google Scholar] [CrossRef]
- O’Neill, W.; Sparkes, M.; Varnham, M.; Horley, R.; Birch, M.; Woods, S.; Harker, A. High power high brightness industrial fiber laser technology. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Chicago, IL, USA, 2004; Volume 2004, p. 301. [Google Scholar]
- Sharma, V.; Kumar, V.; Bist, A. Investigations on morphology and material removal rate of various MMCs using CO2 laser technique. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–14. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; De Lacalle, L.N.L.; Parikh, D.M. Effect of WEDM Process Parameters on Surface Morphology of Nitinol Shape Memory Alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef] [PubMed]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | O | C | N | H | Ti |
|---|---|---|---|---|---|---|---|---|
| Weight % | 5.86 | 3.94 | 0.134 | 0.100 | 0.017 | 0.008 | 0.00198 | Balance |
| Process Parameter | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Laser Power (W) | 2000 | 2500 | 3000 |
| Cutting Speed (m/min) | 3 | 4 | 5 |
| Gas pressure (bar) | 8 | 12 | 16 |
| Cut focus (mm) | 4 | ||
| Gas | N2 | ||
| Standoff distance (mm) | 0.5 | ||
| Nozzle diameter (mm) | 2 | ||
| Focal length (mm) | 150 | ||
| Wavelength (µm) | 1.07 | ||
| Mode of Operation | Continous laser | ||
| Output Fiber core diameter (µm) | 50 | ||
| Type of Nozzle | Converging | ||
| Run | Power (W) | Speed (m/min) | Gas Pressure (bar) | SR (µm) | Kerf Width (µm) | Dross (mm) | MRR (g/s) |
|---|---|---|---|---|---|---|---|
| 1 | 2000 | 3 | 8 | 8.46 | 341.75 | 0.260 | 2.1924 |
| 2 | 2000 | 4 | 12 | 9.16 | 337.54 | 0.280 | 2.3958 |
| 3 | 2000 | 5 | 16 | 8.92 | 343.43 | 0.267 | 2.6124 |
| 4 | 2500 | 3 | 12 | 9.64 | 349.32 | 0.290 | 2.1680 |
| 5 | 2500 | 4 | 16 | 8.52 | 351.85 | 0.265 | 2.6097 |
| 6 | 2500 | 5 | 8 | 6.83 | 330.81 | 0.210 | 2.8877 |
| 7 | 3000 | 3 | 16 | 9.92 | 364.48 | 0.297 | 2.1248 |
| 8 | 3000 | 4 | 8 | 7.56 | 337.54 | 0.250 | 2.5475 |
| 9 | 3000 | 5 | 12 | 8.78 | 346.80 | 0.270 | 2.7273 |
| Source | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Power | 2 | 0.44823 | 0.22412 | 21.26 | 0.045 |
| Speed | 2 | 2.27344 | 1.13672 | 107.84 | 0.009 |
| Gas pressure | 2 | 4.76015 | 2.38007 | 225.80 | 0.004 |
| Error | 2 | 0.02108 | 0.01054 | ||
| Total | 8 | 7.50290 |
| Source | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Power | 2 | 116.69 | 58.345 | 6.33 | 0.136 |
| Speed | 2 | 227.28 | 113.641 | 12.33 | 0.0175 |
| Gas pressure | 2 | 411.49 | 205.744 | 22.32 | 0.043 |
| Error | 2 | 18.44 | 9.218 | ||
| Total | 8 | 773.90 |
| Source | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Power | 2 | 0.000508 | 0.000254 | 7.51 | 0.117 |
| Speed | 2 | 0.001668 | 0.000834 | 24.68 | 0.039 |
| Gas pressure | 2 | 0.002934 | 0.001467 | 43.42 | 0.023 |
| Error | 2 | 0.000068 | 0.000034 | ||
| Total | 8 | 0.005176 |
| Source | DF | SS | MS | F | p |
|---|---|---|---|---|---|
| Power | 2 | 0.036234 | 0.018117 | 5.27 | 0.159 |
| Speed | 2 | 0.514433 | 0.257216 | 74.84 | 0.013 |
| Gas pressure | 2 | 0.021687 | 0.010843 | 3.16 | 0.241 |
| Error | 2 | 0.006874 | 0.003437 | ||
| Total | 8 | 0.579227 |
| Objective Function | Design Variables | Objective Function | |||||
|---|---|---|---|---|---|---|---|
| Power (W) | Speed (m/min) | Gas Pressure (Bar) | SR (µm) | Kerf (µm) | Dross (mm) | MRR (g/s) | |
| Minimum SR | 3000 | 8 | 6 | 5.13 | 313.78 | 0.1721 | 3.738 |
| Minimum Kerf | 1000 | 8 | 6 | 5.32 | 296.38 | 0.1661 | 3.606 |
| Minimum Dross | 1000 | 8 | 6 | 5.32 | 296.38 | 0.1661 | 3.606 |
| Maximum MRR | 3000 | 8 | 6 | 5.13 | 313.78 | 0.1721 | 3.738 |
| Sr. No. | Power (W) | Speed (m/min) | Gas Pressure (Bar) | SR (µm) | Kerf (µm) | Dross (mm) | MRR (g/s) |
|---|---|---|---|---|---|---|---|
| 1 | 1000 | 8 | 6 | 5.32 | 296.38 | 0.1661 | 3.606 |
| 2 | 3000 | 8 | 6 | 5.13 | 313.78 | 0.1721 | 3.738 |
| 4 | 2404 | 8 | 6 | 5.19 | 308.59 | 0.1703 | 3.698 |
| 5 | 1119 | 8 | 6 | 5.31 | 297.41 | 0.1665 | 3.613 |
| 6 | 2642 | 8 | 6 | 5.16 | 310.66 | 0.1711 | 3.714 |
| 7 | 1742 | 8 | 6 | 5.25 | 302.83 | 0.1684 | 3.654 |
| 8 | 2886 | 8 | 6 | 5.14 | 312.79 | 0.1718 | 3.730 |
| 9 | 2177 | 8 | 6 | 5.21 | 306.62 | 0.1697 | 3.683 |
| 10 | 1904 | 8 | 6 | 5.23 | 304.24 | 0.1688 | 3.665 |
| 11 | 2475 | 8 | 6 | 5.18 | 309.21 | 0.1706 | 3.703 |
| 12 | 2584 | 8 | 6 | 5.17 | 310.16 | 0.1709 | 3.710 |
| 13 | 2037 | 8 | 6 | 5.22 | 305.40 | 0.1692 | 3.674 |
| 14 | 2695 | 8 | 6 | 5.16 | 311.13 | 0.1712 | 3.717 |
| 15 | 2560 | 8 | 6 | 5.17 | 309.95 | 0.1708 | 3.708 |
| 16 | 2757 | 8 | 6 | 5.15 | 311.66 | 0.1714 | 3.721 |
| 17 | 2114 | 8 | 6 | 5.21 | 306.07 | 0.1695 | 3.679 |
| 18 | 1183 | 8 | 6 | 5.30 | 297.97 | 0.1667 | 3.618 |
| 19 | 1243 | 8 | 6 | 5.30 | 298.49 | 0.1669 | 3.622 |
| 20 | 2944 | 8 | 6 | 5.13 | 313.29 | 0.1720 | 3.734 |
| 21 | 1802 | 8 | 6 | 5.24 | 303.36 | 0.1685 | 3.658 |
| 22 | 2235 | 8 | 6 | 5.20 | 307.12 | 0.1698 | 3.687 |
| 23 | 1959 | 8 | 6 | 5.23 | 304.72 | 0.1690 | 3.669 |
| 24 | 2151 | 8 | 6 | 5.21 | 306.39 | 0.1696 | 3.681 |
| 25 | 2930 | 8 | 6 | 5.14 | 313.17 | 0.1719 | 3.733 |
| 26 | 2845 | 8 | 6 | 5.14 | 312.43 | 0.1717 | 3.727 |
| 27 | 1342 | 8 | 6 | 5.29 | 299.35 | 0.1672 | 3.628 |
| 28 | 2509 | 8 | 6 | 5.18 | 309.51 | 0.1707 | 3.705 |
| 29 | 1017 | 8 | 6 | 5.32 | 296.53 | 0.1662 | 3.607 |
| 30 | 2372 | 8 | 6 | 5.19 | 308.32 | 0.1702 | 3.696 |
| 31 | 2681 | 8 | 6 | 5.16 | 311.00 | 0.1712 | 3.716 |
| 32 | 1200 | 8 | 6 | 5.30 | 298.12 | 0.1667 | 3.619 |
| 33 | 1085 | 8 | 6 | 5.31 | 297.12 | 0.1664 | 3.611 |
| 34 | 1995 | 8 | 6 | 5.23 | 305.04 | 0.1691 | 3.671 |
| 35 | 1545 | 8 | 6 | 5.27 | 301.12 | 0.1678 | 3.641 |
| 36 | 1295 | 8 | 6 | 5.29 | 298.95 | 0.1670 | 3.625 |
| 37 | 1390 | 8 | 6 | 5.28 | 299.77 | 0.1673 | 3.631 |
| 38 | 1705 | 8 | 6 | 5.25 | 302.51 | 0.1682 | 3.652 |
| 39 | 1054 | 8 | 6 | 5.32 | 296.85 | 0.1663 | 3.609 |
| 40 | 2795 | 8 | 6 | 5.15 | 312.00 | 0.1715 | 3.724 |
| 41 | 2072 | 8 | 6 | 5.22 | 305.71 | 0.1693 | 3.676 |
| 42 | 1467 | 8 | 6 | 5.28 | 300.44 | 0.1675 | 3.636 |
| 43 | 2079 | 8 | 6 | 5.22 | 305.77 | 0.1694 | 3.677 |
| 44 | 1840 | 8 | 6 | 5.24 | 303.69 | 0.1687 | 3.661 |
| 45 | 1638 | 8 | 6 | 5.26 | 301.93 | 0.1680 | 3.648 |
| 46 | 1502 | 8 | 6 | 5.27 | 300.75 | 0.1676 | 3.639 |
| 47 | 2283 | 8 | 6 | 5.20 | 307.54 | 0.1700 | 3.690 |
| 48 | 1577 | 8 | 6 | 5.27 | 301.40 | 0.1679 | 3.644 |
| 49 | 1876 | 8 | 6 | 5.24 | 304.00 | 0.1688 | 3.663 |
| Sr. No. | Power (W) | Speed (m/min) | Gas Press. (Bar) | Predicted Values by HTS Algorithm | Measured Values by HTS Algorithm | % Deviation | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SR | kerf | Dross | MRR | SR | kerf | Dross | MRR | SR | kerf | Dross | MRR | ||||
| 4 | 2404 | 8 | 6 | 5.19 | 308.59 | 0.1703 | 3.698 | 5.17 | 302.55 | 0.1723 | 3.654 | 0.38 | 1.99 | 1.16 | 1.2 |
| 10 | 1904 | 8 | 6 | 5.23 | 304.24 | 0.1688 | 3.665 | 5.26 | 308.38 | 0.1679 | 3.599 | 0.57 | 1.34 | 0.53 | 1.83 |
| 32 | 1200 | 8 | 6 | 5.30 | 298.12 | 0.1667 | 3.619 | 5.38 | 301.41 | 0.1675 | 3.544 | 1.5 | 1.09 | 0.47 | 2.11 |
| 40 | 2795 | 8 | 6 | 5.15 | 312.00 | 0.1715 | 3.724 | 5.18 | 307.34 | 0.1703 | 3.694 | 0.57 | 1.49 | 0.70 | 0.81 |
| 49 | 1876 | 8 | 6 | 5.24 | 304.00 | 0.1688 | 3.663 | 5.28 | 305.98 | 0.1679 | 3.701 | 0.75 | 0.65 | 0.53 | 1.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals 2021, 11, 1461. https://0-doi-org.brum.beds.ac.uk/10.3390/met11091461
Vora J, Chaudhari R, Patel C, Pimenov DY, Patel VK, Giasin K, Sharma S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals. 2021; 11(9):1461. https://0-doi-org.brum.beds.ac.uk/10.3390/met11091461
Chicago/Turabian StyleVora, Jay, Rakesh Chaudhari, Chintan Patel, Danil Yurievich Pimenov, Vivek K. Patel, Khaled Giasin, and Shubham Sharma. 2021. "Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V" Metals 11, no. 9: 1461. https://0-doi-org.brum.beds.ac.uk/10.3390/met11091461