
Regularities of Friction Stir Processing Hardening of Aluminum Alloy Products Made by Wire-Feed Electron Beam Additive Manufacturing

 , , ,
, , ,
Abstract
:1. Introduction
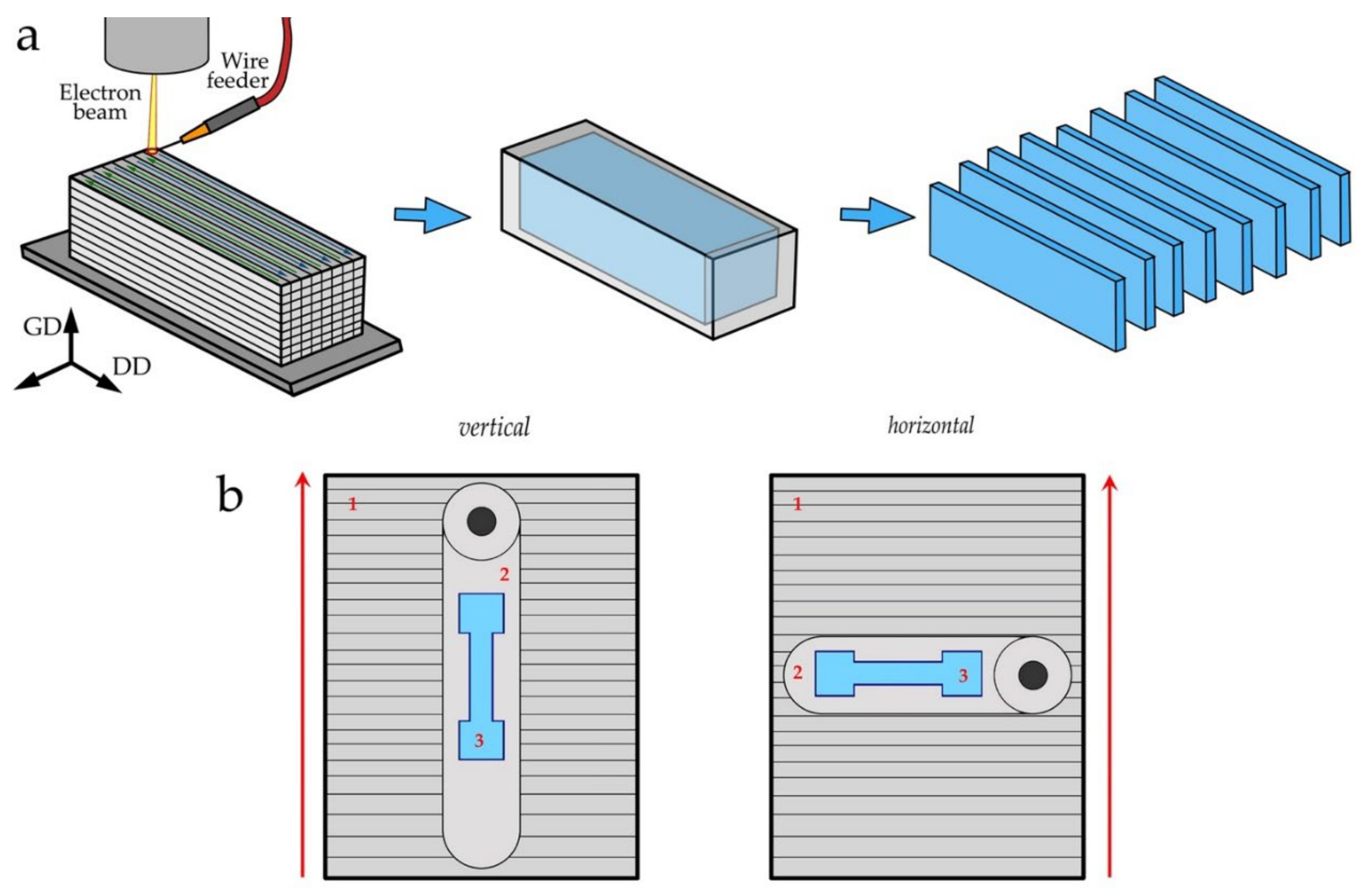
2. Materials and Methods
3. Results and Discussion
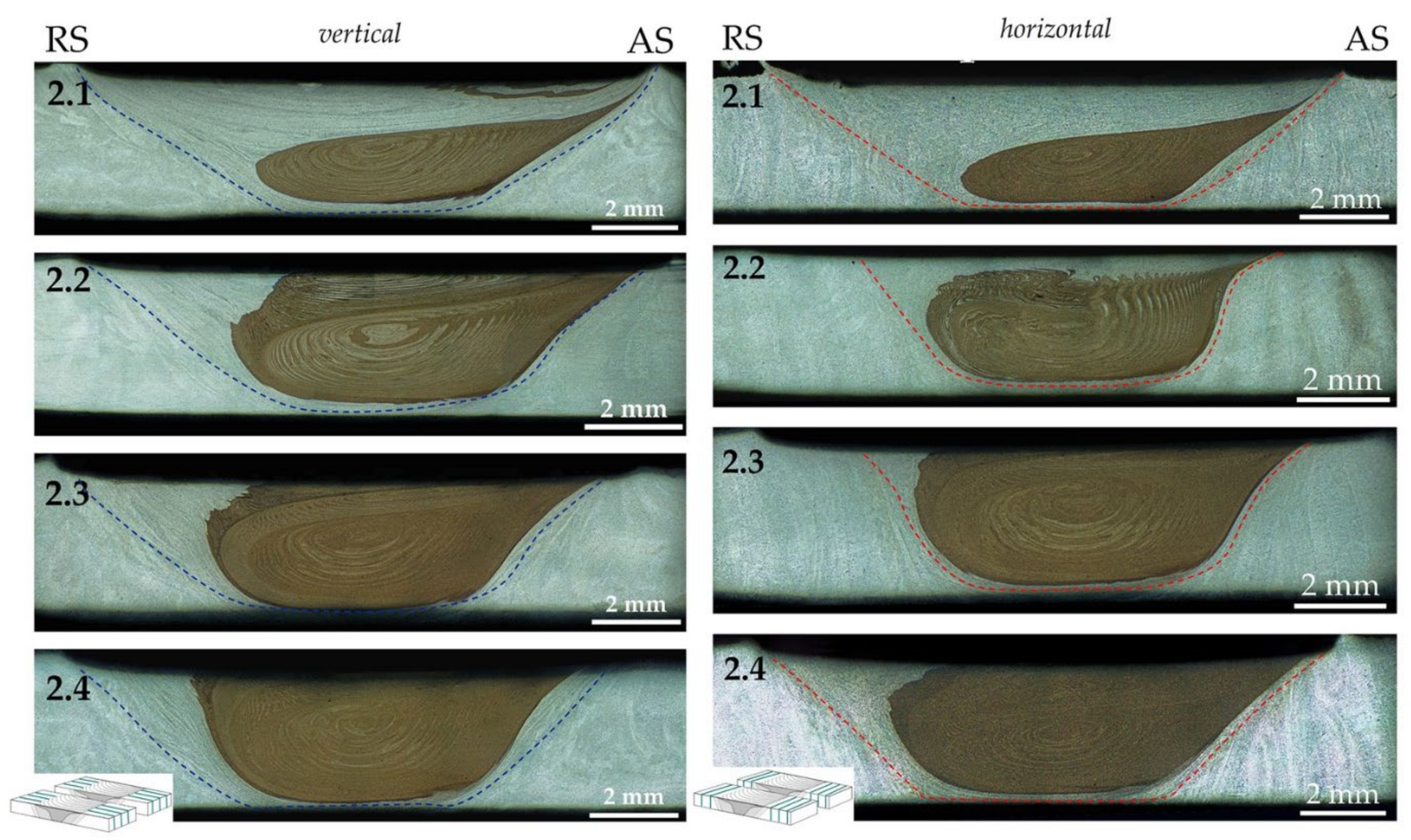
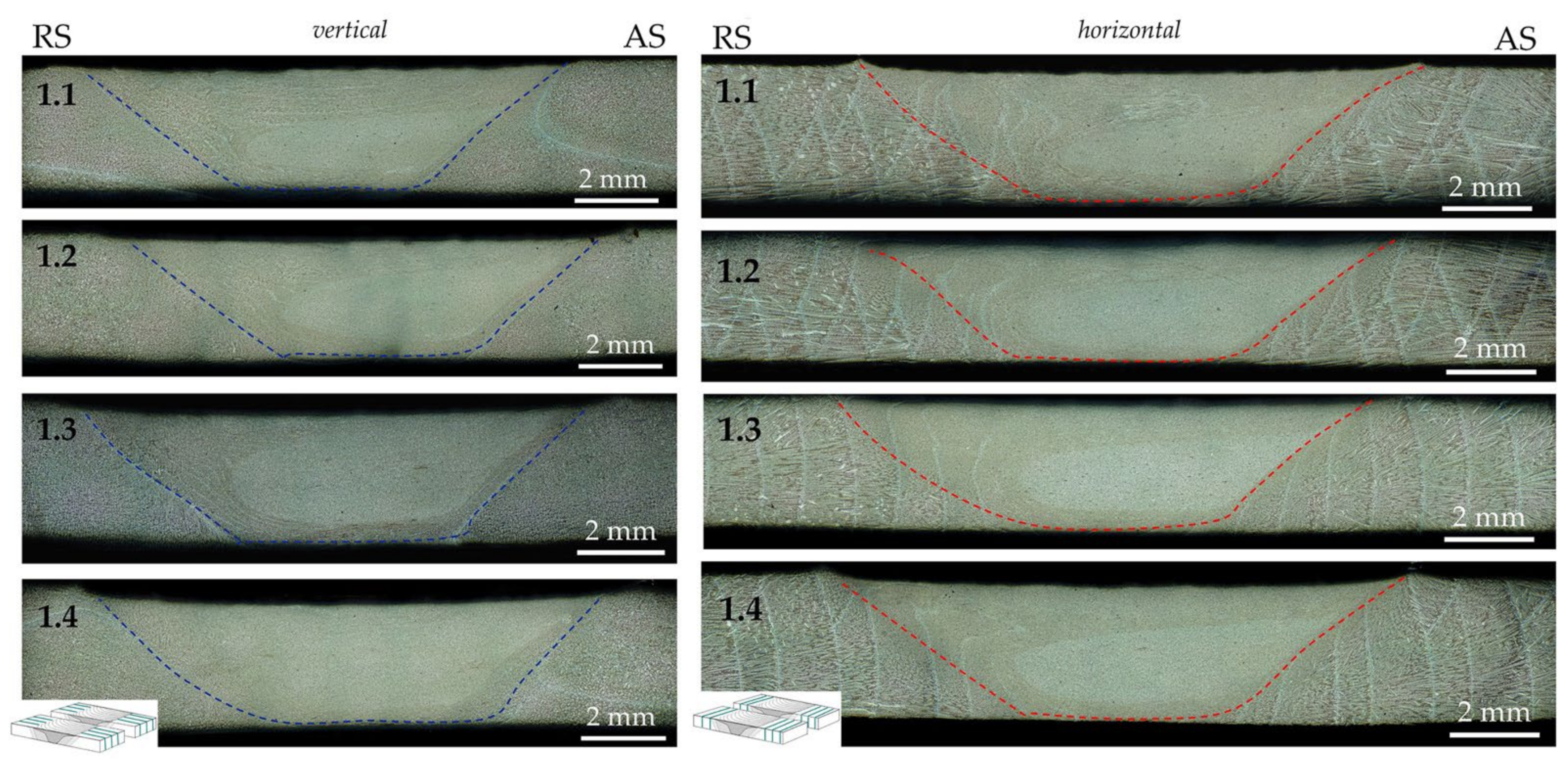
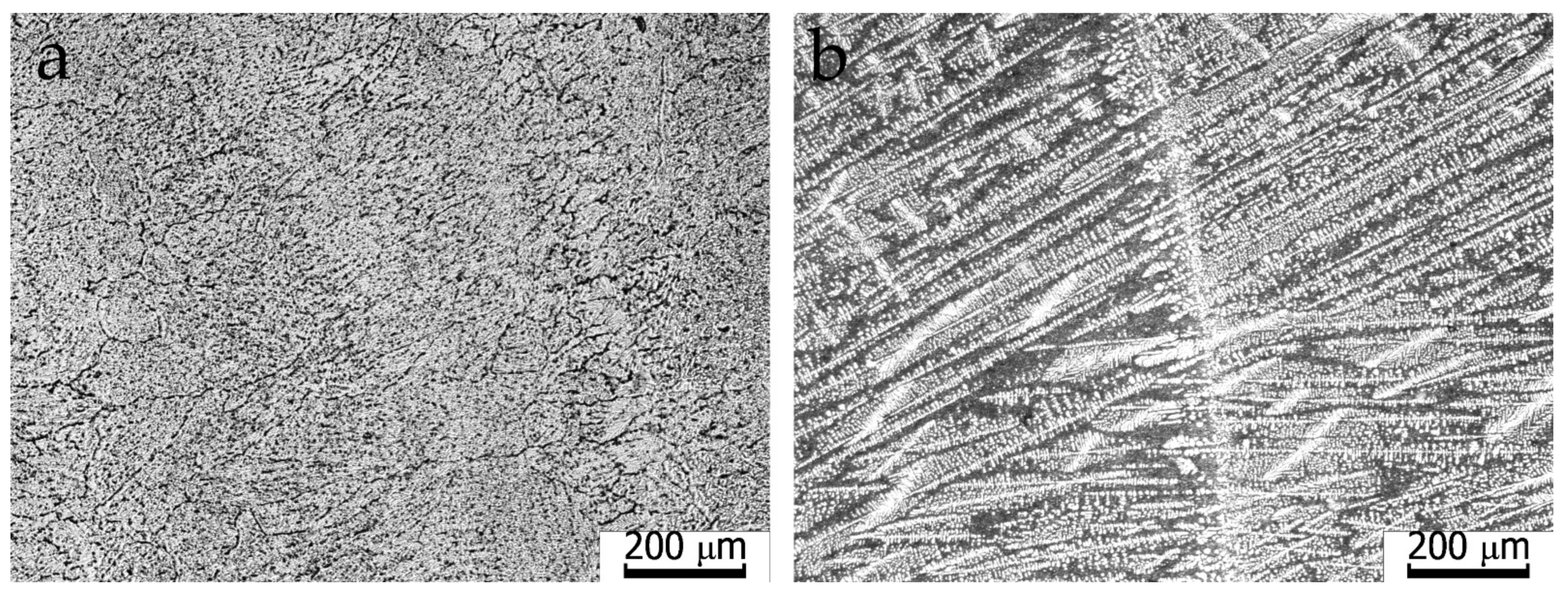
3.1. Stir Zone Macrostructure
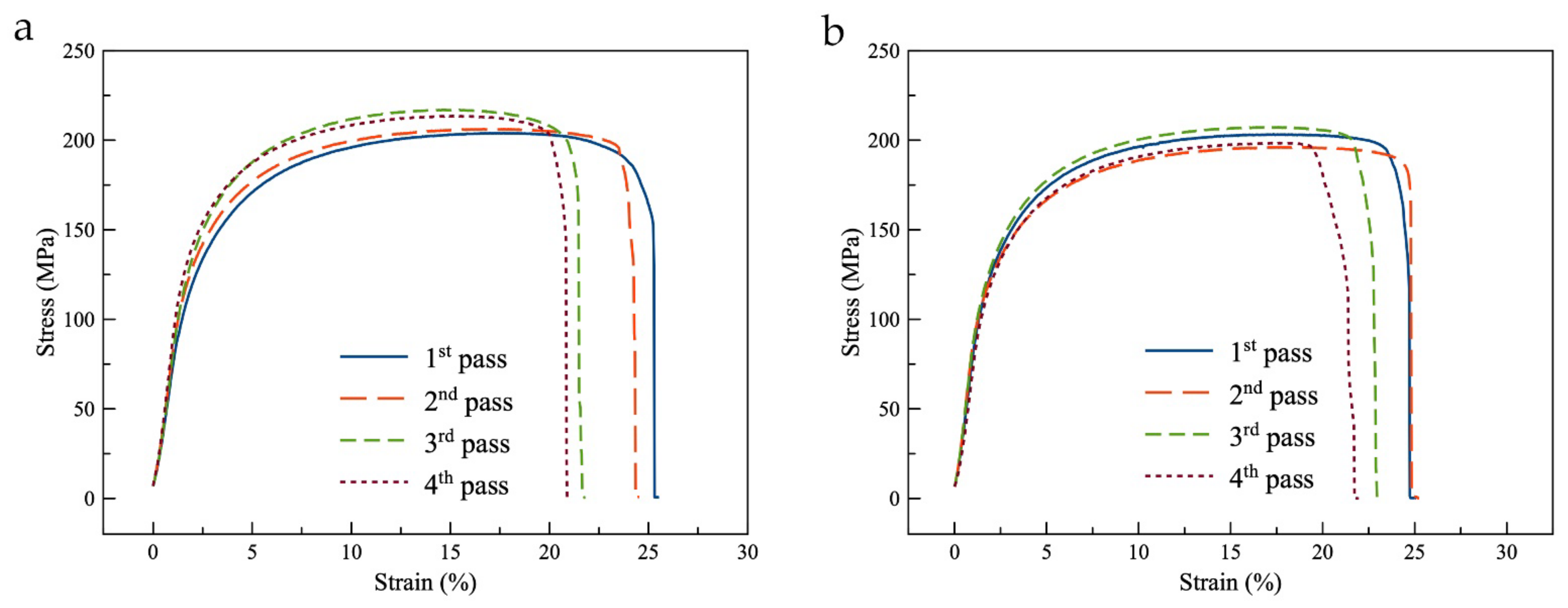
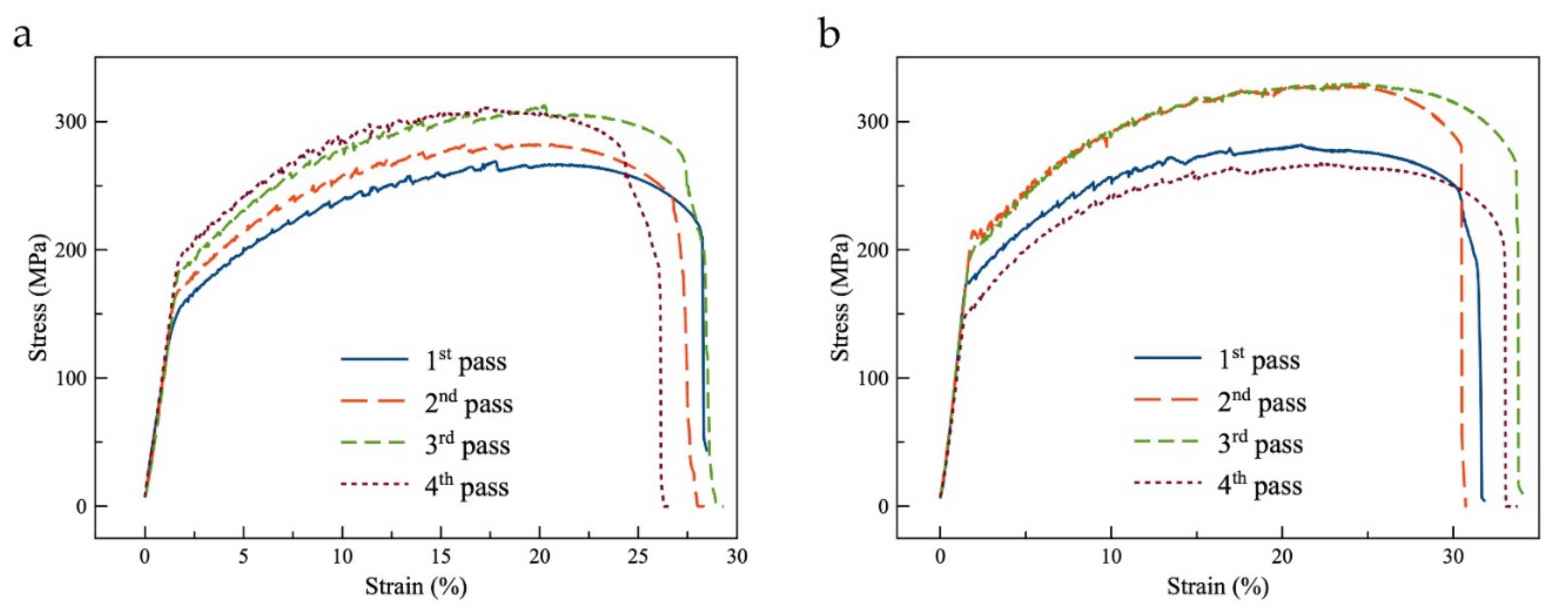
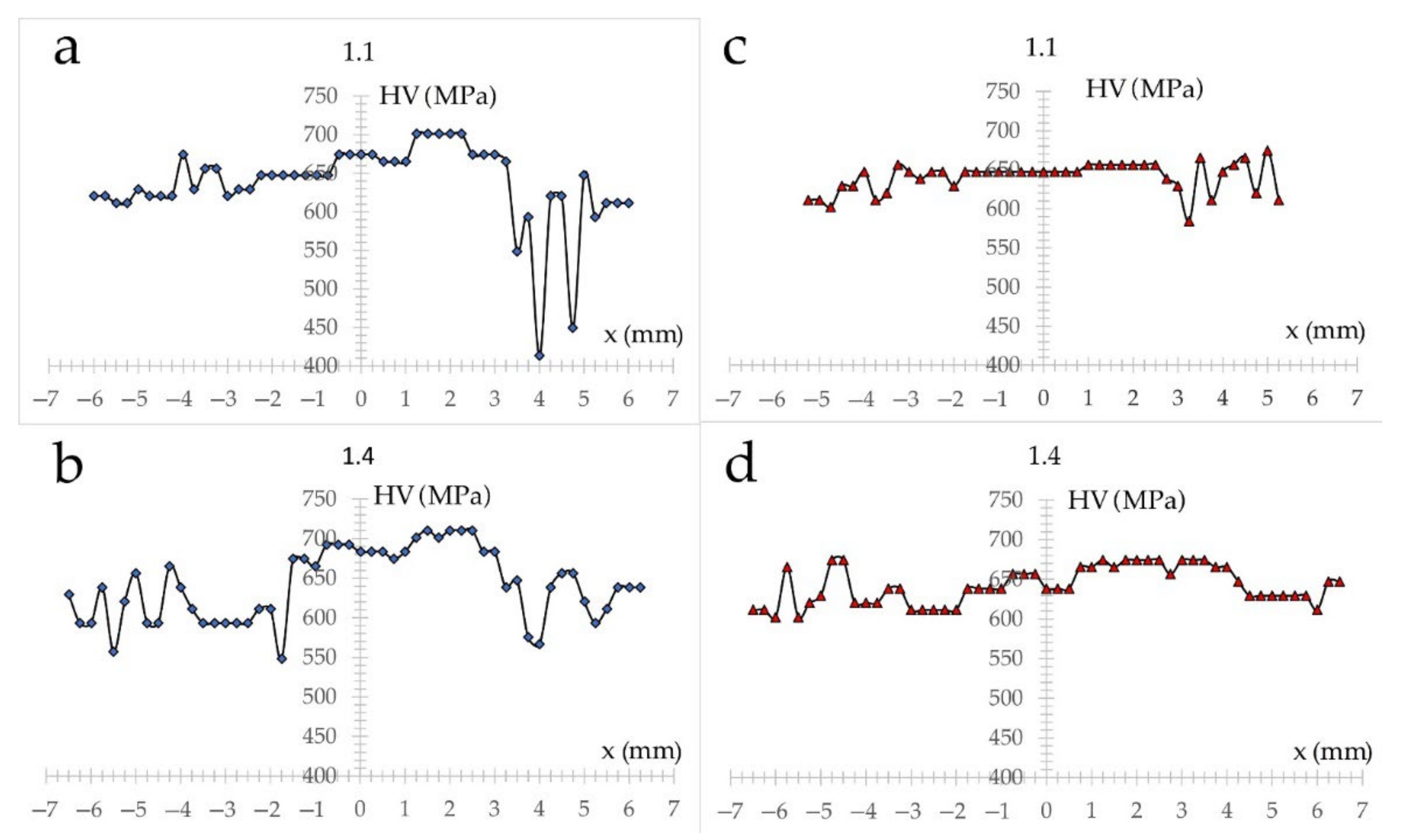
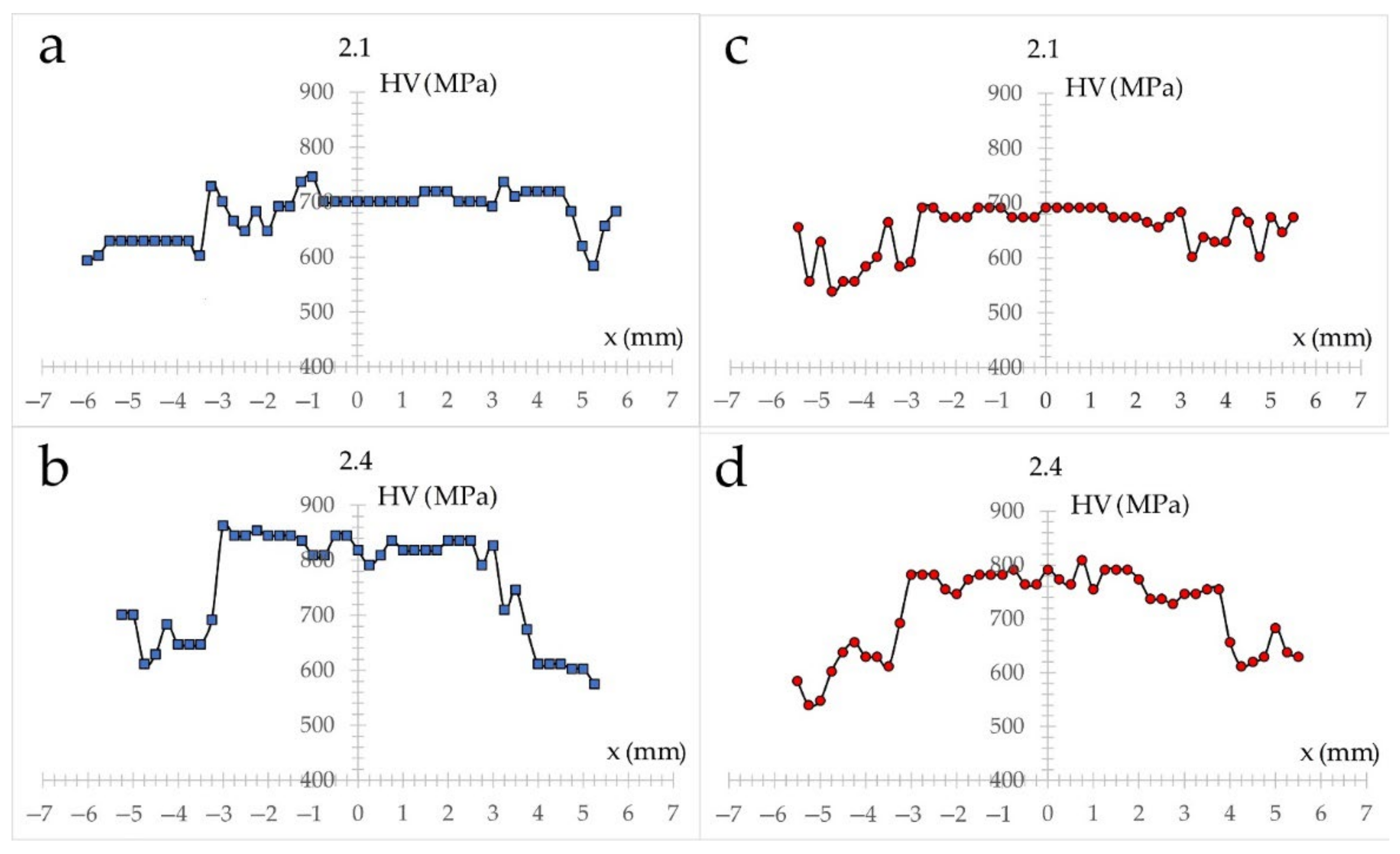
3.2. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Summer, F.; Pusterhofer, M.; Grün, F.; Gódor, I. Tribological investigations with near eutectic AlSi alloys found in engine vane pumps—Characterization of the material tribo-functionalities. Tribol. Int. 2020, 146, 106236. [Google Scholar] [CrossRef]
- Stempera, L.; Tunes, M.A.; Tosone, R.; Uggowitzer, P.J.; Pogatscher, S. On the potential of aluminum crossover alloys. Prog. Mater. Sci. 2022, 124, 100873. [Google Scholar] [CrossRef]
- Zhang, G.; Xiong, H.; Yu, H.; Qin, R.; Liu, W.; Yuan, H. Microstructure evolution and mechanical properties of wire-feed electron beam additive manufactured Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy with different subtransus heat treatments. Mater. Des. 2020, 195, 109063. [Google Scholar] [CrossRef]
- Kalashnikov, K.N.; Rubtsov, V.E.; Savchenko, N.L.; Kalashnikova, T.A.; Osipovich, K.S.; Eliseev, A.A.; Chumaevskii, A.V. The effect of wire feed geometry on electron beam freeform 3D printing of complex-shaped samples from Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 3147–3156. [Google Scholar] [CrossRef]
- Astafurov, S.; Astafurova, E.; Reunova, K.; Melnikov, E.; Panchenko, M.; Moskvina, V.; Maier, G.; Rubtsov, V.; Kolubaev, E. Electron-beam additive manufacturing of high-nitrogen steel: Microstructure and tensile properties. Mater. Sci. Eng. A 2021, 826, 141951. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Tan, Q.; Yin, Y.; Liu, S.; Li, M.; Li, M.; Liu, Q.; Zhou, Y.; Wu, T.; et al. Additive manufacturing of high strength copper alloy with heterogeneous grain structure through laser powder bed fusion. Acta Mater. 2021, 220, 117311. [Google Scholar] [CrossRef]
- Kotadia, H.; Gibbons, G.; Das, A.; Howes, P. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Lathabai, S. Chapter 2—Additive Manufacturing of Aluminium-Based Alloys and Composites. In Woodhead Publishing Series in Metals and Surface Engineering: Fundamentals of Aluminium Metallurgy, Recent Advances; Lumley, R.N., Ed.; Woodhead Publishing: Duxford, UK, 2018; pp. 47–92. ISBN 978-0-08-102063-0. [Google Scholar]
- Zykova, A.; Chumaevskii, A.; Vorontsov, A.; Kalashnikov, K.; Gurianov, D.; Gusarova, A.; Kolubaev, E. Evolution of microstructure and properties of Fe-Cu, manufactured by electron beam additive manufacturing with subsequent friction stir processing. Mater. Lett. 2021, 307, 131023. [Google Scholar] [CrossRef]
- Nasiri, Z.; Khorrami, M.S.; Mirzadeh, H.; Emamy, M. Enhanced mechanical properties of as-cast Mg-Al-Ca magnesium alloys by friction stir processing. Mater. Lett. 2021, 296, 129880. [Google Scholar] [CrossRef]
- El-Sayed, M.M.; Shash, A.; Abd-Rabou, M.; ElSherbiny, M.G. Welding and processing of metallic materials by using friction stir technique: A review. J. Adv. Join. Process. 2021, 3, 100059. [Google Scholar] [CrossRef]
- Mehta, K.; Badheka, V. Wear behavior of boron-carbide reinforced aluminum surface composites fabricated by Friction Stir Processing. Wear 2019, 426–427, 975–980. [Google Scholar] [CrossRef]
- Singh, A.K.; Ratrey, P.; Astarita, A.; Franchitti, S.; Mishra, A.; Arora, A. Enhanced cytocompatibility and mechanical properties of electron beam melted Ti-6Al-4V by friction stir processing. J. Manuf. Process. 2021, 72, 400–410. [Google Scholar] [CrossRef]
- Mehdi, H.; Mishra, R. Effect of multi-pass friction stir processing and SiC nanoparticles on microstructure and mechanical properties of AA6082-T6. Adv. Ind. Manuf. Eng. 2021, 3, 100062. [Google Scholar] [CrossRef]
- Chen, Y.; Cai, Z.; Ding, H.; Zhang, F. The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding. Metals 2021, 11, 1506. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue behaviour of light alloys with ultrafine grain structure produced by severe plastic de-formation: An overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Gusarova, A.; Gurianov, D.; Kalashnikova, T.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Evolution of Microstructure in Friction Stir Processed Dissimilar CuZn37/AA5056 Stir Zone. Materials 2021, 14, 5208. [Google Scholar] [CrossRef] [PubMed]
- Zykova, A.P.; Tarasov, S.Y.; Chumaevskiy, A.V.; Kolubaev, E.A. A Review of Friction Stir Processing of Structural Metallic Materials: Process, Properties, and Methods. Metals 2020, 10, 772. [Google Scholar] [CrossRef]
- Krishnan, K. On the formation of onion rings in friction stir welds. Mater. Sci. Eng. A 2002, 327, 246–251. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Scudino, S.; Eckert, J.; Prakash, O.; Ramamurty, U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater. 2016, 115, 285–294. [Google Scholar] [CrossRef]
- Prashanth, K.; Damodaram, R.; Scudino, S.; Wang, Z.; Rao, K.P.; Eckert, J. Friction welding of Al–12Si parts produced by selective laser melting. Mater. Des. 2014, 57, 632–637. [Google Scholar] [CrossRef]
- Ramesh, K.N.; Pradeep, S.; Pancholi, V. Multipass Friction-Stir Processing and its Effect on Mechanical Properties of Aluminum Alloy 5086. Met. Mater. Trans. A 2012, 43, 4311–4319. [Google Scholar] [CrossRef]
- Kalashnikova, T.A.; Chumaevskii, A.V.; Rubtsov, V.E.; Kalashnikov, K.N.; Kolubaev, E.A.; Eliseev, A.A. Structural Heredity of the Aluminum Alloy Obtained by the Additive Method and Modified Under Severe Thermomechanical Action on Its Final Structure and Properties. Russ. Phys. J. 2020, 62, 1565–1572. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.M. Surface composites by friction stir processing: A review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Accelerating Voltage (kV) | Average Beam Current (mA) | Linear Printing Speed (mm/min) | Beam Sweep Shape | Beam Sweep Frequency (Hz) |
|---|---|---|---|---|---|
| A04130 | 30 | 45 | 400 | Ring ∅5 mm | 1000 |
| AA5056 | 30 | 38.5 | 400 | Ring ∅5 mm | 1000 |
| No. of Sample | No. of Pass | Vertical | Horizontal | ||||
|---|---|---|---|---|---|---|---|
| P (kg) | V (mm/min) | ω (rpm) | P (kg) | V (mm/min) | ω (rpm) | ||
| 1.1 | 1 | 375 | 90 | 750 | 400 | 90 | 750 |
| 1.2 | 2 | 350 | 90 | 750 | 375 | 90 | 750 |
| 1.3 | 3 | 350 | 90 | 750 | 350 | 90 | 750 |
| 1.4 | 4 | 350 | 90 | 750 | 350 | 90 | 750 |
| No. of Sample | No. of Pass | Vertical | Horizontal | ||||
|---|---|---|---|---|---|---|---|
| P (kg) | V (mm/min) | ω (rpm) | P (kg) | V (mm/min) | ω (rpm) | ||
| 2.1 | 1 | 900 | 90 | 500 | 900 | 90 | 500 |
| 2.2 | 2 | 850 | 90 | 500 | 850 | 90 | 500 |
| 2.3 | 3 | 800 | 90 | 500 | 800 | 90 | 500 |
| 2.4 | 4 | 750 | 90 | 500 | 800 | 90 | 500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalashnikova, T.; Chumaevskii, A.; Kalashnikov, K.; Knyazhev, E.; Gurianov, D.; Panfilov, A.; Nikonov, S.; Rubtsov, V.; Kolubaev, E. Regularities of Friction Stir Processing Hardening of Aluminum Alloy Products Made by Wire-Feed Electron Beam Additive Manufacturing. Metals 2022, 12, 183. https://0-doi-org.brum.beds.ac.uk/10.3390/met12020183
Kalashnikova T, Chumaevskii A, Kalashnikov K, Knyazhev E, Gurianov D, Panfilov A, Nikonov S, Rubtsov V, Kolubaev E. Regularities of Friction Stir Processing Hardening of Aluminum Alloy Products Made by Wire-Feed Electron Beam Additive Manufacturing. Metals. 2022; 12(2):183. https://0-doi-org.brum.beds.ac.uk/10.3390/met12020183
Chicago/Turabian StyleKalashnikova, Tatiana, Andrey Chumaevskii, Kirill Kalashnikov, Evgeny Knyazhev, Denis Gurianov, Alexander Panfilov, Sergey Nikonov, Valery Rubtsov, and Evgeny Kolubaev. 2022. "Regularities of Friction Stir Processing Hardening of Aluminum Alloy Products Made by Wire-Feed Electron Beam Additive Manufacturing" Metals 12, no. 2: 183. https://0-doi-org.brum.beds.ac.uk/10.3390/met12020183