
Study of the Effect of Diamond Nanoparticles on the Structure and Mechanical Properties of the Medical Mg–Ca–Zn Magnesium Alloy

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
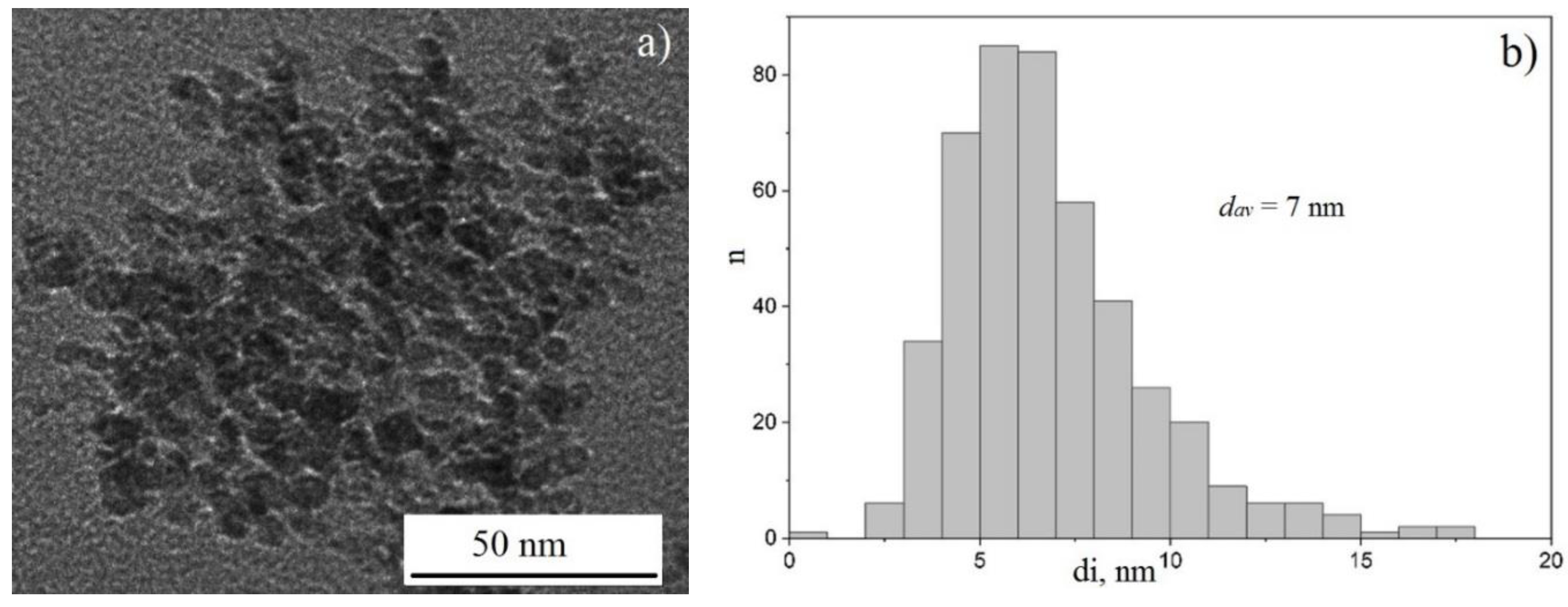
2.1. Material Production
2.2. Research Methods
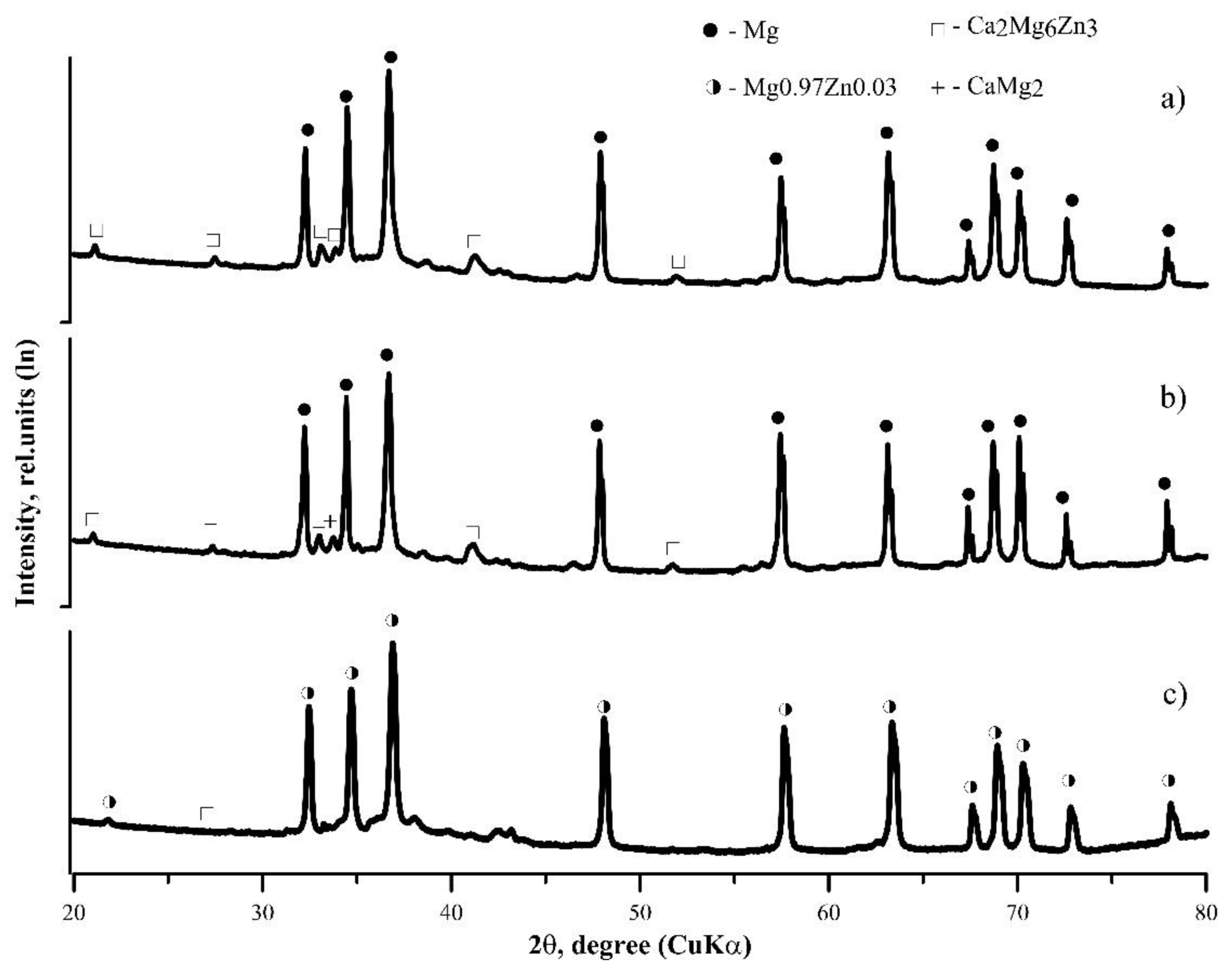
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.-L.; Xu, J.-K.; Hopkins, C.; Chow, D.H.-K.; Qin, L. Biodegradable Magnesium-Based Implants in Orthopedics—A General Review and Perspectives. Adv. Sci. 2020, 7, 1902443. [Google Scholar] [CrossRef] [PubMed]
- Virtanen, S. Biodegradable Mg and Mg alloys: Corrosion and biocompatibility. Mater. Sci. Eng. B 2011, 176, 1600–1608. [Google Scholar] [CrossRef]
- Xu, Z.; Smith, C.; Chen, S.; Sankar, J. Development and microstructural characterizations of Mg-Zn-Ca alloys for biomedical applications. Mater. Sci. Eng. B 2011, 176, 1660–1665. [Google Scholar] [CrossRef]
- Huskins, E.L.; Cao, B.; Ramesh, K.T. Strengthening mechanisms in an Al-Mg alloy. Mater. Sci. Eng. A 2010, 527, 1292–1298. [Google Scholar] [CrossRef]
- Lee, J.W.; Han, H.S.; Han, K.J.; Park, J.; Jeon, H.; Ok, M.R.; Seok, H.K.; Ahn, J.P.; Lee, K.E.; Lee, D.H.; et al. Long-term clinical study and multiscale analysis of in vivo biodegradation mechanism of Mg alloy. Proc. Natl. Acad. Sci. USA 2016, 113, 716–721. [Google Scholar] [CrossRef] [Green Version]
- Castellani, C.; Lindtner, R.A.; Hausbrandt, P.; Tschegg, E.; Stanzl-Tschegg, S.E.; Zanoni, G.; Beck, S.; Weinberg, A.-M. Bone-implant interface strength and osseointegration: Biodegradable magnesium alloy versus standard titanium control. Acta Biomater. 2011, 7, 432–440. [Google Scholar] [CrossRef]
- Xin, Y.; Hu, T.; Chu, P.K. In vitro studies of biomedical magnesium alloys in a simulated physiological environment: A review. Acta Biomater. 2011, 7, 1452–1459. [Google Scholar] [CrossRef] [PubMed]
- Du, H.; Wei, Z.; Liu, X.; Zhang, E. Effects of Zn on the microstructure, mechanical property and bio-corrosion property of Mg-3Ca alloys for biomedical application. Mater. Chem. Phys. 2011, 125, 568–575. [Google Scholar] [CrossRef]
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef]
- Prakasam, M.; Locs, J.; Salma-Ancane, K.; Loca, D.; Largeteau, A.; Berzina-Cimdina, L. Biodegradable materials and metallic implants—A review. J. Funct. Biomater. 2017, 8, 44. [Google Scholar] [CrossRef] [Green Version]
- Pandey, A.; Awasthi, A.; Saxena, K.K. Metallic implants with properties and latest production techniques: A review. Adv. Mater. Processing Technol. 2020, 6, 405–440. [Google Scholar] [CrossRef]
- Gilbert, J.L. Corrosion in the human body: Metallic implants in the complex body environment. Corrosion 2017, 73, 1478–1495. [Google Scholar] [CrossRef]
- Datta, M.K.; Chou, D.-T.; Hong, D.; Saha, P.; Chung, S.J.; Lee, B.; Sirinterlikci, A.; Ramanathan, M.; Roy, A.; Kumta, P.N. Structure and thermal stability of biodegradable Mg-Zn-Ca based amorphous alloys synthesized by mechanical alloying. Mater. Sci. Eng. B 2011, 176, 1637–1643. [Google Scholar] [CrossRef]
- Papillon, J.; Salero, P.; Mercier, F.; Fabrègue, D.; Maire, É. Compressive deformation behavior of dendritic Mg-Ca(-Zn) alloys at high temperature. Mater. Sci. Eng. A 2019, 763, 138180. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, Y.; Geng, L.; Lu, C. Effects of calcium on texture and mechanical properties of hot-extruded Mg-Zn-Ca alloys. Mater. Sci. Eng. A 2012, 539, 56–60. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.R.; Idris, M.H.; Abdul-Kadir, M.R.; Ourdjini, A.; Medraj, M.; Daroonparvar, M.; Hamzah, E. Mechanical and biocorrosion properties of quaternary Mg-Ca-Mn-Zn alloys compared with binary Mg-Ca alloys. Mater. Des. 2014, 53, 283–292. [Google Scholar] [CrossRef]
- Cai, C.; Song, R.; Wang, L.; Li, J. Effect of anodic T phase on surface micro-galvanic corrosion of biodegradable Mg-Zn-Zr-Nd alloys. Appl. Surf. Sci. 2018, 462, 243–254. [Google Scholar] [CrossRef]
- Atrens, A.; Liu, M.; Zainal Abidin, N.I. Corrosion mechanism applicable to biodegradable magnesium implants. Mater. Sci. Eng. B 2011, 176, 1609–1636. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Egorkin, V.S.; Sidorova, M.V.; Gnedenkov, A.S. Composite polymer-containing protective coatings on magnesium alloy MA8. Corros. Sci. 2014, 85, 52–59. [Google Scholar] [CrossRef]
- Marchenko, E.; Baigonakova, G.; Yasenchuk, Y. Gradient crystalline coating on a biomedical TiNi alloy prepared by magnetron sputtering and annealing. Vacuum 2020, 181, 109652. [Google Scholar] [CrossRef]
- Cui, X.J.; Ping, J.; Zhang, Y.J.; Jin, Y.Z.; Zhang, G.A. Structure and properties of newly designed MAO/TiN coating on AZ31B Mg alloy. Surf. Coat. Technol. 2017, 328, 319–325. [Google Scholar] [CrossRef]
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa, H.; Varma, R.S.; Gupta, M. Advanced Metal Matrix Nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef] [Green Version]
- Sharma, S.; Handa, A.; Singh, S.S.; Verma, D. Influence of tool rotation speeds on mechanical and morphological properties of friction stir processed nano hybrid composite of MWCNT-Graphene-AZ31 magnesium. J. Magnes. Alloy. 2019, 7, 487–500. [Google Scholar] [CrossRef]
- Dinaharan, I.; Vettivel, S.C.; Balakrishnan, M.; Akinlabi, E.T. Influence of processing route on microstructure and wear resistance of fly ash reinforced AZ31 magnesium matrix composites. J. Magnes. Alloy. 2019, 7, 155–165. [Google Scholar] [CrossRef]
- Zhang, Q.; Mochalin, V.N.; Neitzel, I.; Knoke, I.Y.; Han, J.; Klug, C.A.; Zhou, J.G.; Lelkes, P.I.; Gogotsi, Y. Fluorescent PLLA-nanodiamond composites for bone tissue engineering. Biomaterials 2011, 32, 87–94. [Google Scholar] [CrossRef]
- Schrand, A.M.; Huang, H.; Carlson, C.; Schlager, J.J.; Ōsawa, E.; Hussain, S.M.; Dai, L. Are diamond nanoparticles cytotoxic? J. Phys. Chem. B 2007, 111, 2–7. [Google Scholar] [CrossRef] [PubMed]
- Schrand, A.M.; Hens, S.A.C.; Shenderova, O.A. Nanodiamond particles: Properties and perspectives for bioapplications. Crit. Rev. Solid State Mater. Sci. 2009, 34, 18–74. [Google Scholar] [CrossRef]
- Yuan, Y.; Wang, X.; Jia, G.; Liu, J.H.; Wang, T.; Gu, Y.; Yang, S.T.; Zhen, S.; Wang, H.; Liu, Y. Pulmonary toxicity and translocation of nanodiamonds in mice. Diam. Relat. Mater. 2010, 19, 291–299. [Google Scholar] [CrossRef]
- Mohan, N.; Chen, C.S.; Hsieh, H.H.; Wu, Y.C.; Chang, H.C. In vivo imaging and toxicity assessments of fluorescent nanodiamonds in caenorhabditis elegans. Nano Lett. 2010, 10, 3692–3699. [Google Scholar] [CrossRef]
- Watanabe, Y.; Sugiura, T.; Sato, H.; Tsuge, H. Fabrication of Al-based composites by centrifugal mixed-powder method and their application for grinding wheels. J. Mater. Eng. Perform. 2019, 28, 3852–3863. [Google Scholar] [CrossRef]
- Huang, S.J.; Ali, A.N. Experimental investigations of effects of SiC contents and severe plastic deformation on the microstructure and mechanical properties of SiCp/AZ61 magnesium metal matrix composites. J. Mater. Processing Technol. 2019, 272, 28–39. [Google Scholar] [CrossRef]
- Uozumi, H.; Kobayashi, K.; Nakanishi, K.; Matsunaga, T.; Shinozaki, K.; Sakamoto, H.; Tsukada, T.; Masuda, C.; Yoshida, M. Fabrication process of carbon nanotube/light metal matrix composites by squeeze casting. Mater. Sci. Eng. A 2008, 495, 282–287. [Google Scholar] [CrossRef]
- Shakil, A.; Singh, S.K.; Rajak, B.; Gautam, R.K.; Rao, U.S. In situ infiltration synthesis and characterization of magnesium metal matrix composite. Mater. Today Proc. 2020, 21, 1223–1228. [Google Scholar] [CrossRef]
- Purohit, R.; Dewang, Y.; Rana, R.S.; Koli, D.; Dwivedi, S. Fabrication of magnesium matrix composites using powder metallurgy process and testing of properties. Mater. Today Proc. 2018, 5, 6009–6017. [Google Scholar] [CrossRef]
- Dieringa, H.; Hort, N. Magnesium-based metal matrix nanocomposites—Processing and properties. In TMS Annual Meeting & Exhibition; Springer: Cham, Switzerland, 2018; pp. 679–691. [Google Scholar] [CrossRef]
- Yao, C.; Wang, Z.; Tay, S.L.; Zhu, T.; Gao, W. Effects of Mg on microstructure and corrosion properties of Zn–Mg alloy. J. Alloys Compd. 2014, 602, 101–107. [Google Scholar] [CrossRef]
- Khrustalyov, A.P.; Kozulin, A.A.; Zhukov, I.A.; Khmeleva, M.G.; Vorozhtsov, A.B.; Eskin, D.; Chankitmunkong, S.; Platov, V.V.; Vasilyev, S.V. Influence of Titanium Diboride Particle Size on Structure and Mechanical Properties of an Al-Mg Alloy. Metals 2019, 9, 1030. [Google Scholar] [CrossRef] [Green Version]
- Gromov, A.A.; Vorozhtsov, S.A.; Komarov, V.F.; Sakovich, G.V.; Pautova, Y.I.; Offermann, M. Ageing of nanodiamond powder: Physical characterization of the material. Mater. Lett. 2013, 91, 198–201. [Google Scholar] [CrossRef]
- Vorozhtsov, S.; Vorozhtsov, A.; Kudryashova, O.; Zhukov, I.; Promakhov, V. Structural and mechanical properties of aluminium-based composites processed by explosive compaction. Powder Technol. 2017, 313, 251–259. [Google Scholar] [CrossRef]
- Vorozhtsov, S.; Minkov, L.; Dammer, V.; Khrustalyov, A.; Zhukov, I.; Promakhov, V.; Khmeleva, M. Ex situ introduction and distribution of nonmetallic particles in aluminum melt: Modeling and experiment. JOM 2017, 69, 2653–2657. [Google Scholar] [CrossRef]
- Zeka, B.; Markoli, B.; Mrvar, P.; Medved, J.; Petrič, M. Suitability of moulding materials for Al-Li alloy casting. Mater. Technol. 2021, 55, 311–316. [Google Scholar] [CrossRef]
- Vorozhtsov, S.A.; Khrustalyov, A.P.; Eskin, D.G.; Kulkov, S.N.; Alba-Baena, N. The physical-mechanical and electrical properties of cast aluminum-based alloys reinforced with diamond nanoparticles. Russ. Phys. J. 2015, 57, 1485–1490. [Google Scholar] [CrossRef] [Green Version]
- Rud, A.D.; Lakhnik, A.M.; Ivanchenko, V.G.; Uvarov, V.N.; Shkola, A.A.; Dekhtyarenko, V.A.; Ivaschuk, L.I.; Kuskova, N.I. Hydrogen storage of the Mg–C composites. Int. J. Hydrogen Energy 2008, 33, 1310–1316. [Google Scholar] [CrossRef]
- Cao, H.; Huang, M.; Wang, C.; Long, S.; Zha, J.; You, G. Research status and prospects of melt refining and purification technology of magnesium alloys. J. Magnes. Alloys 2019, 7, 370–380. [Google Scholar] [CrossRef]
- Ma, H.; Wang, J.; Wang, H.; Dong, N.; Zhang, J.; Jin, P.; Peng, Y. Influence of nano-diamond content on the microstructure, mechanical and thermal properties of the ZK60 composites. J. Magnes. Alloys 2021. [Google Scholar] [CrossRef]
- Zuo, Y.B.; Fu, X.; Mou, D.; Zhu, Q.F.; Li, L.; Cui, J.Z. Study on the role of Ca in the grain refinement of Mg–Ca binary alloys. Mater. Res. Innov. 2015, 19, 94–97. [Google Scholar] [CrossRef]
- Shuai, S.; Guo, E.; Zheng, Q.; Wang, M.; Jing, T. Characterisation of three-dimensional dendritic morphology and orientation selection of α-Mg in Mg–Ca alloy using synchrotron X-ray tomography. Mater. Charact. 2016, 111, 170–176. [Google Scholar] [CrossRef]
- Vostrý, P.; Stulíková, I.; Smola, B.; Riehemann, W.; Mordike, B.L. Structure and stability of microcrystalline Mg-Ca alloy. Mater. Sci. Eng. A 1991, 137, 87–92. [Google Scholar] [CrossRef]
- Massalski, T.B.; Murray, J.L.; Bennett, L.H.; Baker, H. The Fe-Mo (Iron-Molybdenum) system. Bin. Alloy Phase Diagr. 1986, 1–2, 1079–1080. [Google Scholar]
- Hansen, M.; Anderko, K. Constitution of Binary Alloys; McGraw-Hill: New York, NY, USA, 1958. [Google Scholar]
- Bamberger, M.; Levi, G.; Vander Sande, J.B. Precipitation hardening in Mg-Ca-Zn alloys. Metall. Mater. Trans. A 2006, 37, 481–487. [Google Scholar] [CrossRef]
- Du, Y.; Zheng, M.; Jiang, B. Microstructure modification and resultant mechanical properties of Mg-6Zn-1.5 Ca (wt%) alloy through hot extrusion. J. Mater. Res. 2018, 33, 1003–1010. [Google Scholar] [CrossRef]
- Yan, L.; Zhou, J.; Sun, Z.; Yang, M.; Ma, L. Microstructure and bio-corrosion behaviour of Mg-5Zn-0.5Ca -xSr alloys as potential biodegradable implant materials. Mater. Res. Express 2018, 5, 045401. [Google Scholar] [CrossRef]
- Kubásek, J.; Vojtěch, D. Structural characteristics and corrosion behavior of biodegradable Mg–Zn, Mg–Zn–Gd alloys. J. Mater. Sci. Mater. Med. 2013, 24, 1615–1626. [Google Scholar] [CrossRef] [PubMed]
- Naik, S.N.; Walley, S.M. The Hall-Petch and inverse Hall-Petch relations and the hardness of nanocrystalline metals. J. Mater. Sci. 2020, 55, 2661–2681. [Google Scholar] [CrossRef] [Green Version]
- Garkushin, G.V.; Razorenov, S.V.; Krasnoveikin, V.A.; Kozulyn, A.A.; Skripnyak, V.A. Effect of structural factors on mechanical properties of the magnesium alloy Ma2-1 under quasi-static and high strain rate deformation conditions. Phys. Solid State 2015, 57, 337–343. [Google Scholar] [CrossRef]
- Kozulyn, A.A.; Skripnyak, V.A.; Krasnoveikin, V.A.; Skripnyak, V.V.; Karavatskii, A.K. An Investigation of Physico-Mechanical Properties of Ultrafine-Grained Magnesium Alloys Subjected to Severe Plastic Deformation. Russ. Phys. J. 2015, 57, 1261–1267. [Google Scholar] [CrossRef]
- Dieringa, H.; Katsarou, L.; Buzolin, R.; Szakács, G.; Horstmann, M.; Wolff, M.; Mendis, C.; Vorozhtsov, S.; StJohn, D. Ultrasound Assisted Casting of an AM60 Based Metal Matrix Nanocomposite, Its Properties, and Recyclability. Metals 2017, 7, 388. [Google Scholar] [CrossRef] [Green Version]
- Khrustalyov, A.P.; Garkushin, G.V.; Zhukov, I.A.; Razorenov, S.V.; Vorozhtsov, A.B. Quasi-Static and Plate Impact Loading of Cast Magnesium Alloy ML5 Reinforced with Aluminum Nitride Nanoparticles. Metals 2019, 9, 715. [Google Scholar] [CrossRef] [Green Version]
- Promakhov, V.V.; Khmeleva, M.G.; Zhukov, I.A.; Platov, V.V.; Khrustalyov, A.P.; Vorozhtsov, A.B. Influence of Vibration Treatment and Modification of A356 Aluminum Alloy on Its Structure and Mechanical Properties. Metals 2019, 9, 87. [Google Scholar] [CrossRef] [Green Version]
- Belov, N.A. Effect of eutectic phases on the fracture behavior of high-strength castable aluminum alloys. Met. Sci. Heat Treat. 1995, 37, 237–242. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Zn | Ca | Si | Al | Fe |
|---|---|---|---|---|---|---|
| Mg–Ca–Zn reference | 94.7 ± 0.06 | 4 ± 0.07 | 1 ± 0.02 | 0.12 ± 0.01 | 0.04 ± 0.01 | 0.03 ± 0.01 |
| Mg–Ca–Zn–ND | 93.6 ± 0.05 | 4.7 ± 0.07 | 1.3 ± 0.04 | 0.17 ± 0.04 | 0.02 ± 0.01 | 0.02 ± 0.01 |
| Mg–Ca–Zn US | 94.9 ± 0.06 | 4.2 ± 0.05 | 0.46 ± 0.03 | 0.16 ± 0.03 | 0.1 ± 0.02 | 0.04 ± 0.02 |
| Alloy | Hardness, HB | σ0.2, MPa | σB, MPa | δ, % |
|---|---|---|---|---|
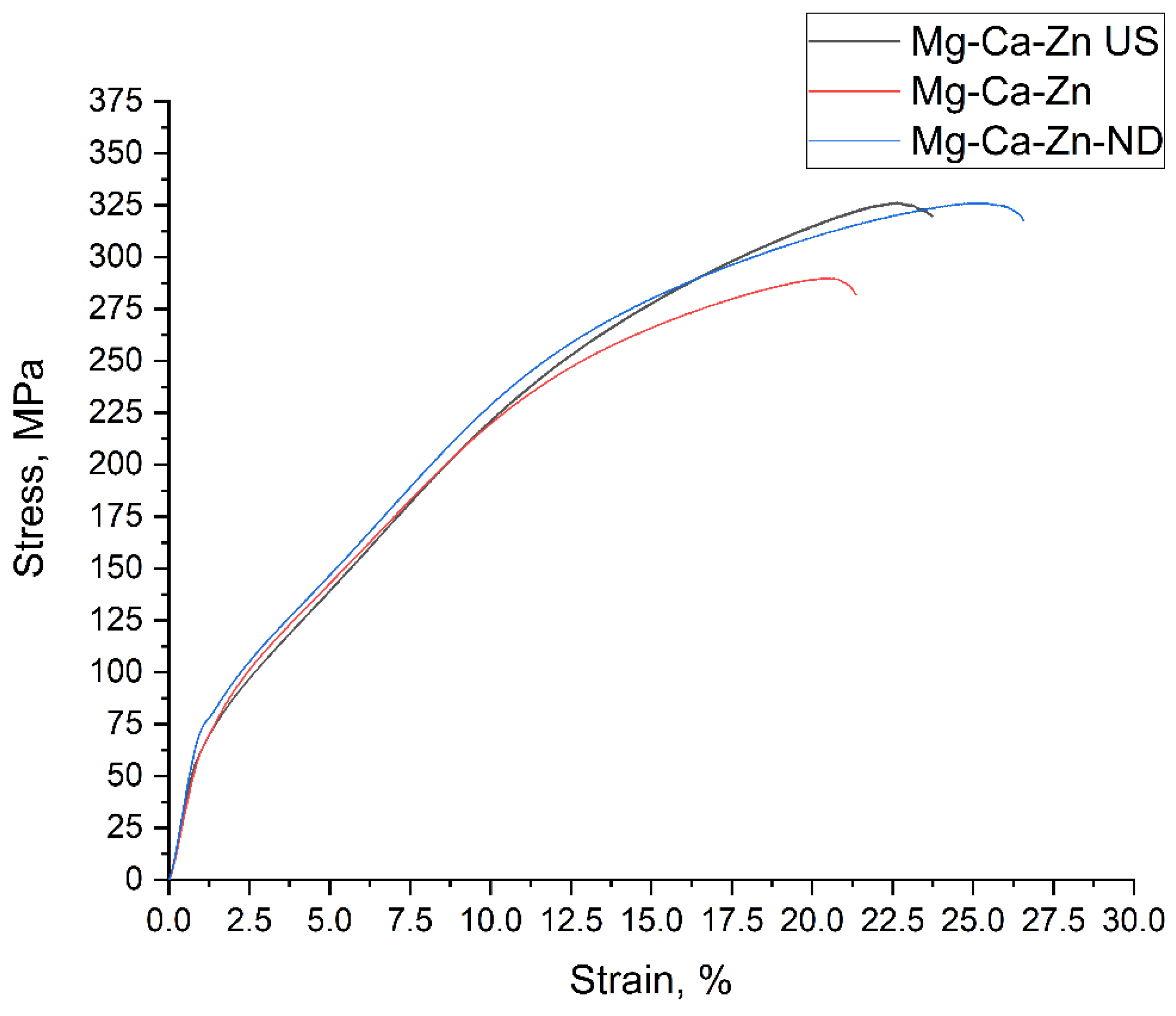
| Mg–Ca–Zn reference | 54 ± 3 | 66 ± 2 | 294 ± 9 | 22 ± 5 |
| Mg–Ca–Zn–ND | 52 ± 2 | 75 ± 2 | 332 ± 4 | 27 ± 0.9 |
| Mg–Ca–Zn US | 52 ± 6 | 63 ± 8 | 322 ± 12 | 25 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khrustalyov, A.P.; Akhmadieva, A.; Monogenov, A.N.; Zhukov, I.A.; Marchenko, E.S.; Vorozhtsov, A.B. Study of the Effect of Diamond Nanoparticles on the Structure and Mechanical Properties of the Medical Mg–Ca–Zn Magnesium Alloy. Metals 2022, 12, 206. https://0-doi-org.brum.beds.ac.uk/10.3390/met12020206
Khrustalyov AP, Akhmadieva A, Monogenov AN, Zhukov IA, Marchenko ES, Vorozhtsov AB. Study of the Effect of Diamond Nanoparticles on the Structure and Mechanical Properties of the Medical Mg–Ca–Zn Magnesium Alloy. Metals. 2022; 12(2):206. https://0-doi-org.brum.beds.ac.uk/10.3390/met12020206
Chicago/Turabian StyleKhrustalyov, Anton P., Anastasia Akhmadieva, Alexander N. Monogenov, Ilya A. Zhukov, Ekaterina S. Marchenko, and Alexander B. Vorozhtsov. 2022. "Study of the Effect of Diamond Nanoparticles on the Structure and Mechanical Properties of the Medical Mg–Ca–Zn Magnesium Alloy" Metals 12, no. 2: 206. https://0-doi-org.brum.beds.ac.uk/10.3390/met12020206