Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry



Centre for Agricultural Engineering, University of Southern Queensland, Toowoomba 4350, Australia
*
Author to whom correspondence should be addressed.
Appl. Sci. 2020, 10(21), 7947; https://0-doi-org.brum.beds.ac.uk/10.3390/app10217947
Submission received: 1 October 2020
/
Revised: 3 November 2020
/
Accepted: 5 November 2020
/
Published: 9 November 2020
(This article belongs to the Special Issue Industrial Application of Anaerobic Digestion)
Abstract
:Featured Application
The application of this work is directly related to food processing industries such as slaughterhouses which produce high strength wastewater. An additional featured application is the opportunity for co-digestion where co-located industries, such as nearby beef feedlots, can develop synergistic partnerships in which waste can contribute to anaerobic digestion systems at slaughterhouse facilities to help optimise the process and also result in waste disposal for one industry and energy production and offsets for the other.
Abstract
This work represents and reviews a compilation of investigations into improving anaerobic digestion performance of high-strength wastewater in the Australian Red Meat Processing industry. The industry produces significant quantities of organic-rich wastewater which requires treatment prior to release to the environment. Anaerobic lagoons are a cost-effective method of waste treatment where land availability is not an issue; however, the high fat load in the wastewater can negatively impact the anaerobic lagoon system and result in compromised anaerobic digestion performance. This paper will discuss the importance of upstream primary pre-treatment and review a series of investigations focused on optimising digester performance and improving fat biodegradability. These studies include: 1. the effect of temperature and mixing; 2. the influence of feedstock trace element composition and supplementation, and; 3. the potential benefit from pre-treatments such as chemical, thermobaric, thermochemical and bio-surfactant. This paper discusses the implications of these findings for covered anaerobic lagoon operation and provides recommendations to promote optimum digester performance and future opportunities in adopting alternate anaerobic digestion technology options. Finally, the paper provides recent trends toward the use of other waste streams for co-digestion and discusses this in terms of digester optimization and technology options.
1. Introduction
The Australian red meat processing (RMP) industry is both energy and resource intensive. Water consumption averages at 9.4 m3 of fresh water per tonne of hot standard carcass weight (t HSCW) produced, while energy consumption averages 4108 MJ·t HSCW−1 [1]. From the 7.7 million cattle processed in 2019 [2], this equates to an industry-wide production of 2.2 Mt of carcass weight [3] and a subsequent consumption of 20.68 million m3 of fresh water and 9038 TJ of energy [1]. As these resources are a significant cost to processors, efforts are being taken by the industry to reduce both water and energy consumption.
Likewise, RMP facilities also generate large quantities of waste which can be divided into solid and liquid wastes. Regarding solid waste, the average rate of production was 11.3 kg·t HSCW−1 for an industry total of 24,860 t sent to landfill in 2019 [1]. Simultaneously, the average rate of wastewater production was 8.7 m3·t HSCW−1 for an industry total of 19.14 million m3 in 2019 [2,4]. This wastewater is high-strength with both a high chemical oxygen demand (COD) and a high fat, oil and grease (FOG) content (Table 1) and requires treatment prior to disposal. The greenhouse gas emissions averaged at 432 kg of carbon dioxide equivalent emissions (CO2-e) per t HSCW produced, resulting in an industry-wide contribution of 1,330,000 t CO2-e in 2018 [5].
Australian RMP facilities have been proactive in introducing engineering solutions to minimise both resource consumption and waste generation. The eco-efficiency manual for meat processing [13] outlines three areas of opportunity:
- Energy: reduced demand (steam, heat and electricity), improved efficiency (steam), alternative sources (steam, electricity), and improved recovery (heat).
- Water: reduction, reuse and alternative sources.
- Wastewater: recovery of resources, wastewater treatment and beneficial utilisation.
Resource recovery from waste streams is an important consideration both for retaining high-value product and for reducing the impact on down-stream processes such as anaerobic digestion. The eco-efficiency manual [13] identifies and discusses several engineering solutions which have been developed to recover organic solids from the wastewater prior to discharge from the abattoir. Of particular interest is the recovery of FOG. From a resource recovery perspective, tallow produced from rendered fat currently sells for around $750 AUD·t−1 [14]. Consequently, tallow is a valuable resource to the RMP industry, and the optimisation of fat recovery is a priority. Once fat enters the wastewater system there are several primary wastewater treatment systems which range from simple low-cost screens to more complex and expensive machinery used to recover fat. The eco-efficiency manual for meat processing [13] identifies several of these technologies, their costs and indicative capacities for fat recovery. Importantly, many RMP facilities operate screens (Figure 1a), save-alls (Figure 1b) and dissolved air flotation units (Figure 1c) for which the manual indicates fat recovery of 20–90%, 50–85% and 60–90% respectively. However, data collected by McCabe, Schmidt and Harris [11] and presented alongside industry data in Table 1 further demonstrated that even with these technologies in place, large amounts of fat can pass through to secondary treatment processes such as anaerobic lagoons (Table 1).
While fat recovery to produce tallow carries the added benefits of reducing the problematic impacts of fat on the wastewater treatment system, no solution is 100% effective and digesters must be appropriately designed and managed to accommodate fat loads. As the industry’s attention has turned from simple wastewater treatment to bioenergy capture, interest in maintaining and optimising these systems has grown. Consequently, this review aims to summarise a compilation of studies conducted in the period 2010–2017 which investigate the performance of CALs treating high-fat RMP wastewater. The review explores opportunities to improve digester functionality, including those for co-digestion, which enhance biogas production and thereby increase the profitability of a facility through displacement of energy costs. Recommendations are made to inform future decision making regarding anaerobic lagoons for treating high-fat RMP waste.
2. Wastewater Treatment and Process Limitations
Anaerobic digestion is the technology of choice to treat and recover biogas from the large quantities of Australian RMP wastewater that remain following solids separation. Although efforts are made to remove solids, the macromolecular composition of RMP wastewater remains largely proteins and fats [15,16]. While proteins have a modest biochemical methane potential of 480 m3 CH4 per tonne of volatile solids (VS), they are readily degradable and provide a source of nitrogen to the system. By comparison, fats have the largest biochemical methane potential of 1001 m3 CH4·tVS−1 [17] and provide a large amount of carbon. Consequently, the methane potential of RMP wastewater is around 700 m3 CH4·tVS−1 or 4–5 m3 CH4·m−3 of wastewater [16,18]. This, among other reasons, has prompted red meat processors to retrofit covers to existing lagoons and build new covered anaerobic lagoons (CALs) to tap into this potential [19,20].
Covered anaerobic lagoons are the preferred technology to treat wastewater in rural Australian RMP facilities, where land is available, prior to discharge to adjacent agricultural land [9,10,20,21,22,23,24,25]. CALs are a cost effective option and relatively simple to operate [13] and carry further benefits with relatively small sludge generation in comparison with aerobic systems [26]. However, there are process limitations due to the absence of mixing and heating in many CAL designs. Consequently, suboptimal temperatures restrict the metabolic rates of digester microbes; passive mixing and resulting sedimentation limits contact between microbes and waste organics and; trace element (TE) limitation can down-regulate or eliminate essential biochemical pathways [27,28]. High-fat substrates in particular introduce a host of additional problems including:
- (a)
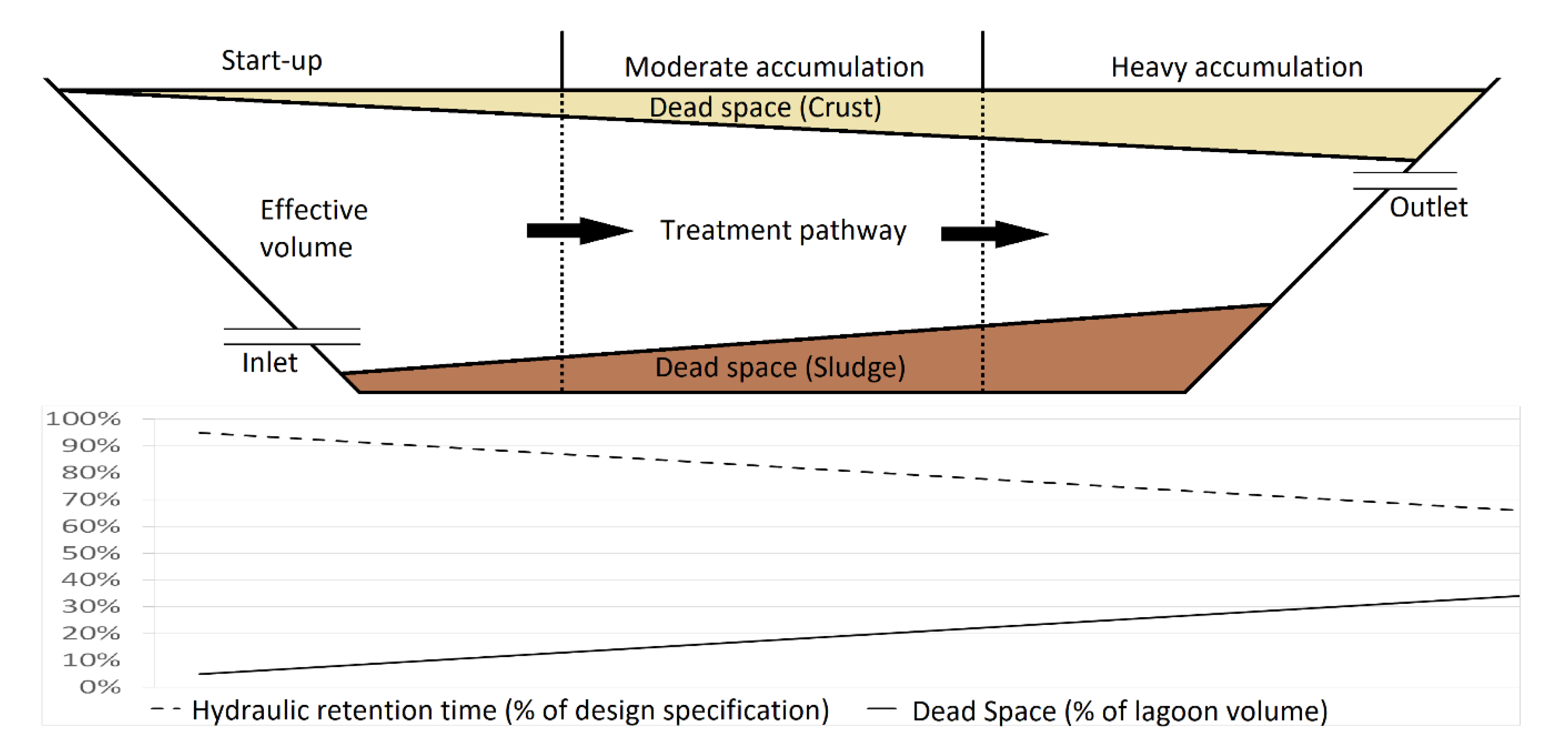
- Crust formation and loss of effective volume: Fatty and buoyant substrates are less dense than water and separate out to form a fatty crust on the surface of lagoon systems. As the crust mass accumulates it occupies greater volume within the lagoon, limiting the space for the digester liquor to accommodate and effectively reducing the effective volume of the lagoon (Figure 2) [6,10,20]. This simplified conceptual diagram (i.e., Figure 2) assumes a coupled hydraulic and solids retention time and a static flow rate. As dead space increases it is expected that a reduction in treatment time and consequently a reduction in treatment efficiency will result. This loss of treatment efficiency resulting from insufficient residence time is known as short-circuiting. As the lagoons are typically designed to accommodate a particular waste volume, there are two options: (1) divert wastewater flow to reduce the amount of wastewater going to the digester [29] or (2) overload the digester [29].
- (b)
- Reduced treatment efficiency: If digester inflow is not reduced to accommodate for the reduction in effective volume resulting from crust accumulation, the digester will experience both organic and hydraulic overloading [11,30]. The effect of hydraulic overload is short-circuiting in which wastewater passes from inlet to outlet without spending sufficient time in the digester to achieve sufficient organics degradation [31] and may result in the loss of active biomass (i.e., sludge washout) due to the higher flow rate resulting from forcing the same volume of wastewater through an ever-narrowing corridor (Figure 2). The effect of organic overloading is reduced treatment efficiency and potential toxicity to the microbial consortium [11,32]. The impact of crust accumulation under the cover of a CAL can be less apparent and effluent characteristics can give a false impression of digester performance prior to signs of failure. As covers are typically opaque it is difficult to gauge crust formation. As fatty and buoyant organics separate to the surface of the lagoon they become isolated from the liquid phase and are not removed in the digester effluent stream [10]. As samples are typically collected from the digester outlet, subsequent analyses on the effluent wastewater can give false indications of degradation efficiency [29]. However, in comparison with theoretical or laboratory-determined BMP results, an early indicator may be a low in situ gas yield due to the physical limitation of microbes and exoenzymes to access the organic mass that is effectively isolated in the crust. Essentially, the surface-area-to-volume ratio of the crust decreases as the crust accumulates, reducing the available area for enzyme-substrate interaction and resulting degradation [6].
- (c)
- Damage to infrastructure: The accumulation of a fatty crust has three main implications for infrastructure and maintenance including pipe blockages and clogging of gas collection and handling systems [33,34], reduced cover integrity [10,19,35,36] and the difficulty and cost of crust removal [25]. (1) Pipe blockages are commonly reported and can result in accumulation of hazardous waste upstream at the RMP facility, or accumulation within the digester. (2) Covers are typically made from high-density polyethylene which over time reacts when in contact with fat to weaken the cover integrity, allowing for gas permeation, risk of tears and risk to workers who may walk on the cover [19]. Raft style covers rely on a skeleton of pipework which can easily become bent, warped and generally compromised by accumulated fatty crust [10]. Removal of covers to remove fatty crusts often results in the destruction of the cover. Furthermore, removal of crust has been described as difficult, time consuming and expensive [25].
- (d)
- Reduced gas yield: Fatty crusts also limit the potential to recover biogas produced from a waste stream. While gas emerges through thin crust layers [26] as preferential pathways for gas release, thick crusts restrict the pathways by which gas can escape the liquid medium into the cover for capture [10]. In these cases, gas becomes compressed in the liquid phase and escapes at the next possible point which may evade capture and contribute to greenhouse gas emissions. Furthermore, fat that is broken down to form long-chain fatty acids may contribute to microbial inhibition and thereby limit the amount of methane gas production [37].
Concerted efforts should be made to reduce FOG entry into wastewater and to recover FOG from wastewater prior to entering a secondary waste treatment system. McCabe, Schmidt and Harris [11] used data from sites reported by Jensen and Batstone [38] and Jensen et al. [18] to determine that the reported sites could recover 50k–1.12M AUD·year−1 through increased tallow sales at 100% FOG recovery at a cost of $605·tonne−1. At 2019 prices this would be worth 68k–1.53M AUD·year−1.
However, it is unlikely that such high degree of FOG recovery will be practical in the near future. Consequently, secondary treatment systems (i.e., anaerobic digesters) need to be capable of robust operation under suboptimal conditions.
3. Process Optimisation
Consistent feedstock and digester parameters are essential for stable and reliable operation of an anaerobic digestion plant [12]. However, RMP facilities are highly dynamic environments; variation in waste production occurs seasonally, weekly, daily, shift-to-shift, as well as with respect to the species processed [39]. Equipment failures can result in shock loading of secondary treatment systems or may result in complete substrate diversion from the digester [21]. Detention basins with short hydraulic retention times (2–5 days) allow for the extreme peaks and troughs in RMP wastewater variation to settle and allows an operator to avoid shock loads from interrupting digester performance [21]. It is also recommended that such systems are built with redundancy in mind to allow for cleaning and maintenance while continuing digester operation to treat wastewater and produce biogas [26]. This section provides a commentary on biogas plant design aspects which provide benefit for managing high-fat RMP wastes. It also details how many of the issues experienced by operators of anaerobic lagoons at RMP facilities can be improved or overcome by optimising process conditions for temperature and mixing, operating at suitable organic loading rates (OLR) and providing a feedstock which contains a sufficient TE (trace element ) profile.
3.1. Effect of Temperature and Mixing
High-fat substrates are typically problematic in anaerobic digestion systems. However, there are a number of opportunities available to enhance FOG digestion with each adaptation representing an incremental step toward becoming a high-rate system. Importantly, not all high-rate systems are suitable for digestion of FOG-rich substrates.
In the treatment of high-fat substrates, mixing has two functions. Firstly, it prevents the formation of a fatty crust, which, once formed is difficult to disperse. Secondly, mixing improves contact between the microbial consortium and exo-enzymes with the soluble and insoluble organics to promote degradation. McCabe, Schmidt and Harris [11] investigated the effect of stirring in lab-scale reactors treating RMP wastewater. The reactors were operated at 26 °C to mimic the minimum effluent temperature recorded at the biogas facility during winter. The effects of mixing can be summarised as follows:
- (i)
- Formation of crust/foaming layer development: Crust formation was only observed in reactors with minimal stirring (1 h·day−1 before and after feeding to prevent washout of active biomass).
- (ii)
- Process stability: Volatile fatty acids (VFA) accumulated faster in the continuously stirred reactors, indicating a greater rate of hydrolytic degradation of organics, albeit imbalanced with methanogen performance. However, due to the low reactor temperature, this caused the system to fail sooner than the unstirred reactor. The unstirred reactor failed 10 days after the stirred reactor.
- (iii)
- Biogas quantity and quality: Biogas production was greater in the stirred reactor prior to reactor failure. Methane content was higher in the stirred reactor, and hydrogen sulphide concentration was much lower.
CALs are typically operated under ambient conditions—absent of active heating and stirring. In Australia these systems rely on the insulating properties of the lined earth to resist external temperature changes, with heating supplied by incoming wastewater. While this is cost effective, the average temperature of the CAL can be far from optimal. McCabe, Schmidt and Harris [11] investigated the effects of digestion temperature in stirred reactors from 26 °C to the mesophilic optimum of 40 °C. The effects of temperature can be summarised as follows:
- (i)
- Formation of crust/foaming layer development: As beef grease and tallow has a melting point of 36–42 °C, an operational temperature of 40 °C is effective at melting fat to promote hydrolytic degradation. Crust formation was not observed in stirred, heated reactors.
- (ii)
- Process stability: Heated, stirred reactors maintained greater buffering capacity than the unstirred and unheated reactors and did not experience any process instability as indicated by a consistent pH and VFA:total alkalinity ratio.
- (iii)
- Biogas quantity and quality: Biogas production continually increased throughout the experiment beyond 70 days in the reactors that received heating and stirring, while the unheated and unstirred reactors failed after 50 and 60 days, respectively.
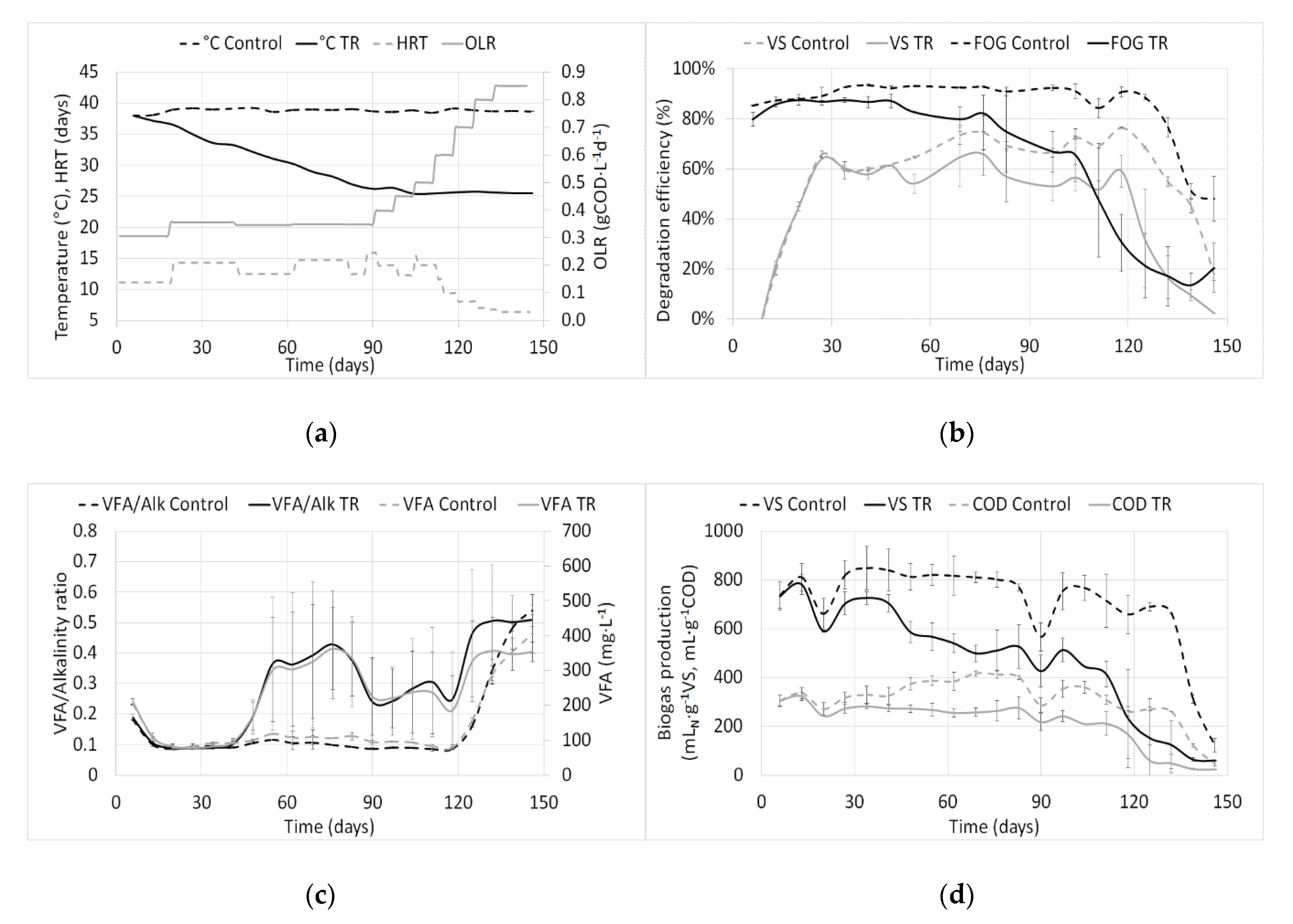
Schmidt et al. [27] further investigated the effects of site-specific seasonal temperature variation on digester performance. Six reactors were operated at 38 °C and half were reduced to 25 °C over a period of 90 days. During this time, the organic loading rate was maintained at 0.31 g COD·L−1·d−1. Following temperature reduction, the organic loading rate was progressively increased in a step-wise manner to determine process limitations at the minimum and maximum temperatures (Figure 3a). The effect of temperature reduction on degradation efficiency of FOG was apparent after 25 days, by which time the temperature had been decreased to approximately 35 °C and coincides closely with the minimum melting temperature of beef tallow. By day 105, temperature reduction to 25 °C was completed and FOG degradation efficiency had reached ~67% immediately prior to digester failure (Figure 3b).
Process control and biogas production were significantly impacted by temperature reduction. Reduced degradation efficiency and restricted microbial metabolism resulted in an insufficient capability to both eliminate volatile fatty acids and generate buffering capacity within the digester from day 40 onward (Figure 3c). Consequently, biogas production was similarly impacted and decreased almost linearly with temperature (Figure 3d). Biogas composition remained largely consistent between the control and temperature-reduced reactors across the duration of the experiment, although methane content was higher in the control reactors whereas hydrogen sulphide content was typically higher in the temperature-reduced reactors. Considering the effect of temperature on both biogas production and the ability to increase organic loading, operation at 38 °C resulted in an increase in biogas yield by 80% compared with the 25 °C reactors.
3.2. Trace Element Supplementation
Like all living organisms, the microbial consortium of anaerobic digesters require a suite of essential elements to maintain good health and normal function. In the absence of these elements the microbial consortium will begin to underperform over time until a reactor fails. Trace elements, like temperature regulation, are critical to the underlying biological functioning of the anaerobic digester. The effects stemming from TE supplementation are diverse but include improved FOG degradation; process stability and; biogas quality and quantity.
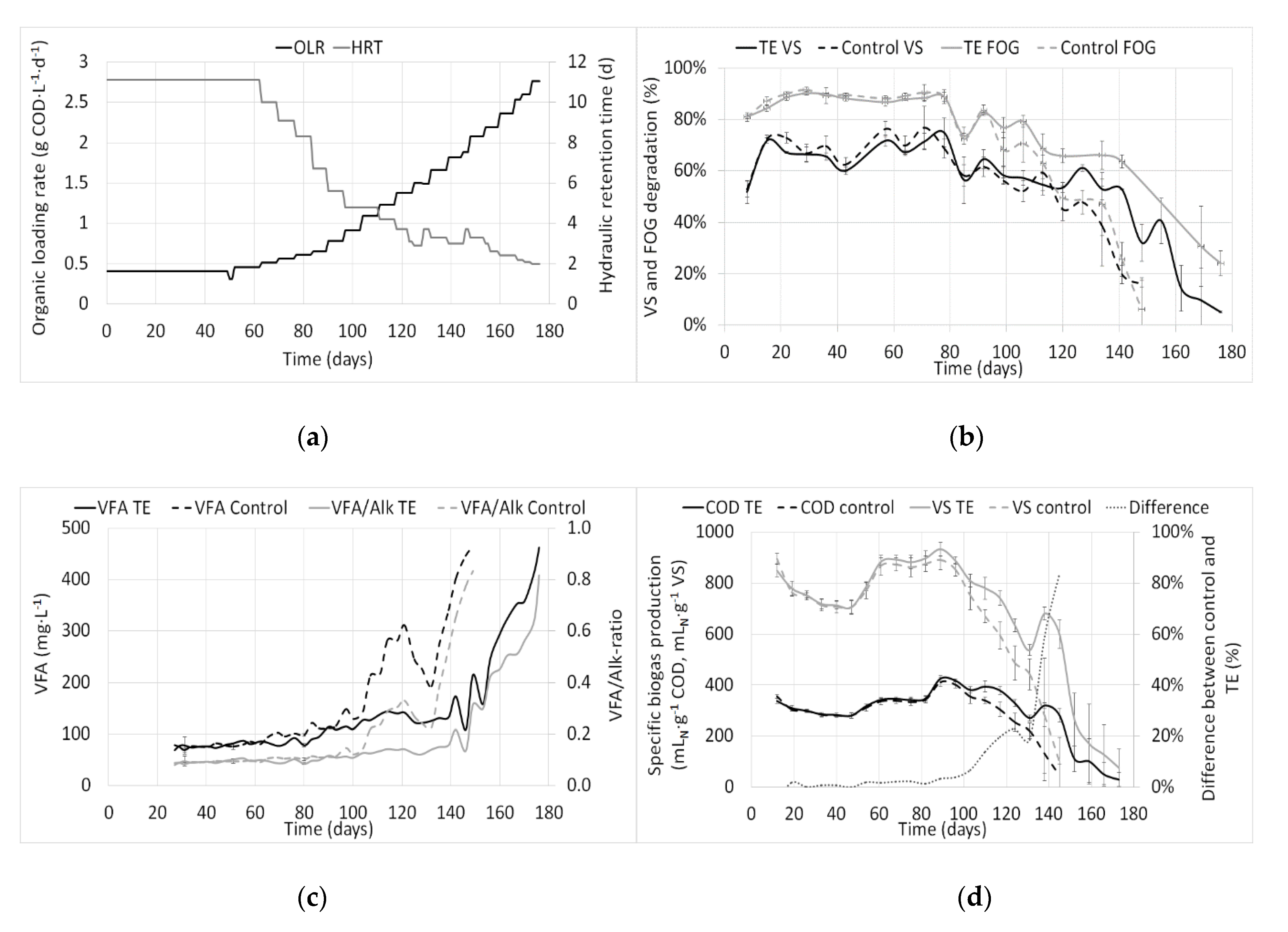
In what was a first in the treatment of Australian RMP waste, Schmidt et al. [28] investigated the effect of TE addition on the ability for continuous stirred-tank reactors to treat high-fat RMP waste. These reactors were continually mixed and operated at 38 °C while the organic loading rate was increased incrementally (Figure 4a). Reactors supplemented with TE exhibited improved organic degradation over an extended period of time compared to controls (Figure 4b), at day 140 with an OLR of 1.82 g COD L−1d−1 and HRT of three days the difference was 28%. Process stability was improved in the TE reactors, maintaining a VFA/alkalinity ratio below 0.3 for 40 days beyond the controls and allowing for a stable OLR increase from 0.91 g COD L−1d−1 to 1.82 g COD L−1d−1 (Figure 3c). As a result of increased OLR capacity and degradation efficiency, biogas production was enhanced by up to 84% prior to failure (Figure 4d). Consequently, TE supplementation can be useful to manage accumulation of VFA, improve FOG degradation, overcome process instability from overloading, low temperatures, high FOG concentrations and improve start-up after shutdown periods [28].
3.3. Pre-Treatment of High-Fat RMP Wastewater Substrates to Enhance Anaerobic Digestion
There has been extensive investigation into various substrate pre-treatments to enhance substrate performance in anaerobic digestion. Pre-treatments can be categorised as physical, thermal, thermobaric, chemical, thermochemical and biochemical and have been explored in depth [6,40,41]. Within the literature, pre-treatment of RMP waste has been a relatively minor focus and warrants further investigation. Furthermore, enhancing digestion of FOG has been an interesting prospect academically due to the high specific methane potential (SMP) of fat of around 1000 mL CH4·g VS−1.
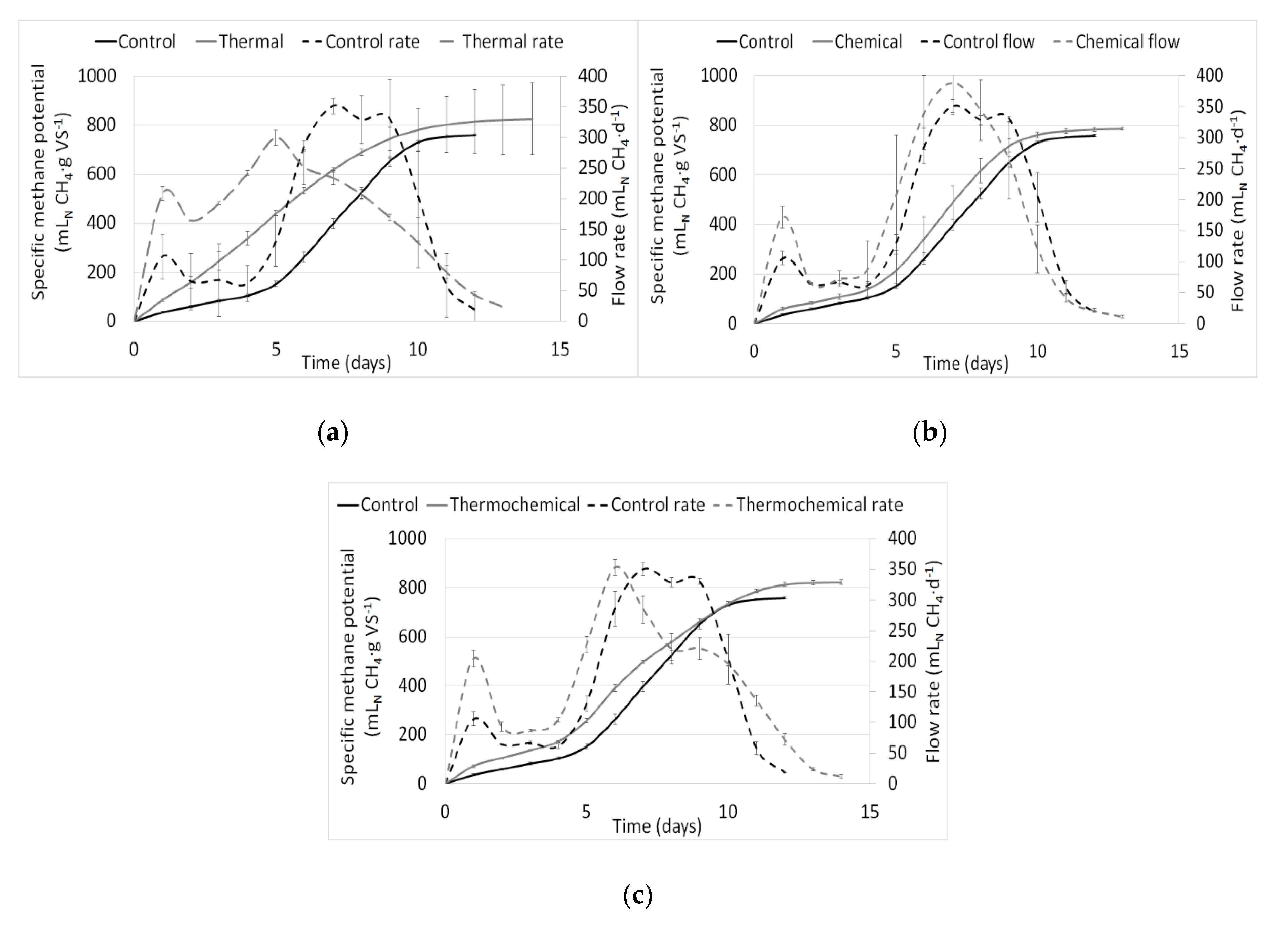
Harris, Schmidt and McCabe [42] investigated the impact of thermal, chemical and thermochemical pre-treatments and bile as a novel biochemical pre-treatment respectively. Each pre-treatment demonstrated only a minor improvement to biomethane potential. However, the greatest impact of treatment was on the degradation rate of the substrates. Each of the thermal (Figure 5a), chemical (Figure 5b) and thermochemical (Figure 5c) pre-treatments impacted the rate of degradation and methane yields. The greatest improvement was observed following thermal pre-treatment in which hydrolysis was enhanced to the point of entirely eliminating the lag phase observed in the control and other trials (Figure 5a). Evidence of enhanced hydrolysis was also observed in the thermochemical pre-treatment, but the degree of impact was reduced in comparison to the thermal pre-treatment and appeared to be due to the added chemical component. Indeed, this trend was not evident in the chemical treatment, which itself had minimal impact but did slightly improve the rate of substrate degradation.
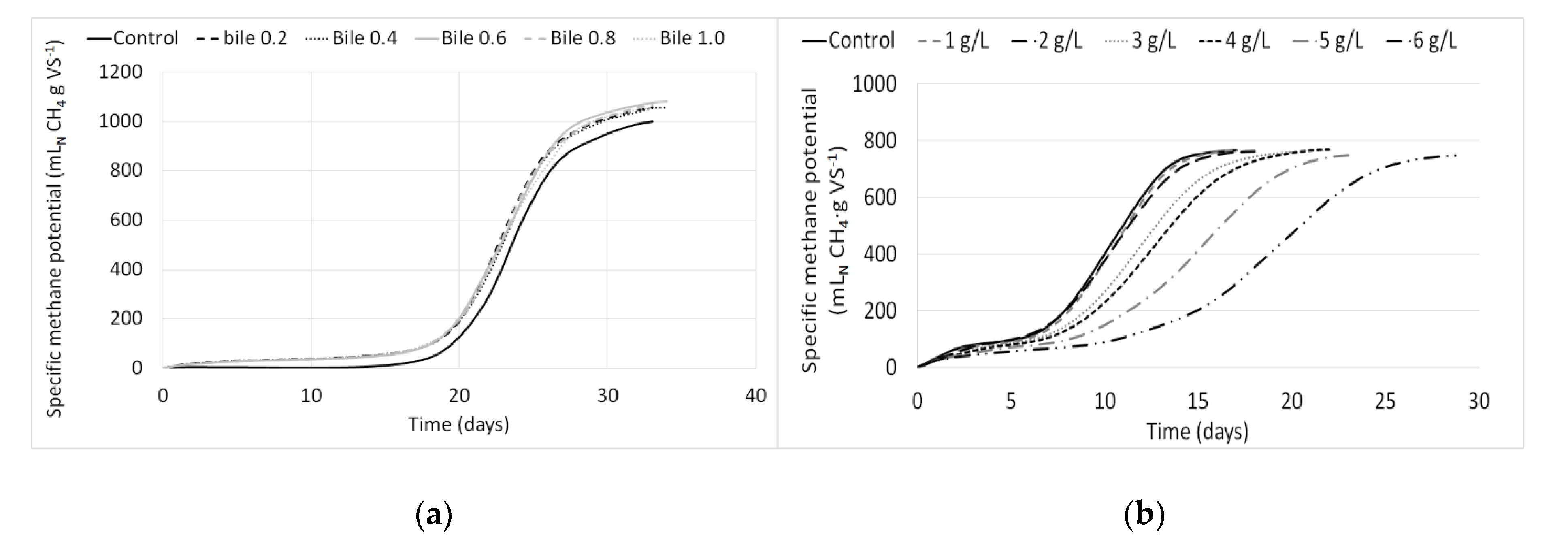
Harris, Schmidt and McCabe [43] investigated the effect of a novel bio-surfactant, bovine bile, on treating FOG-rich DAF sludge using anaerobic digestion. Two outcomes were anticipated based on the in vivo function of bile: (1) bile would act as a bio-surfactant and promote dissolution of fat particles and thereby enhance the rate of degradation and; (2) bile would act to inhibit bacteria. To answer these questions and better assess the BMP data, curve fitting was conducted using two equations in order to extract information (Equations (1) and (2)). While a low dose of 200–600 mg bile·L−1 induced a small increase in methane yield, there was neither evidence for enhanced FOG dissolution nor improved FOG degradation rate (Table 2). However, as dose increased beyond 2 g bile·L−1 the inhibitory effects were observed and increased in magnitude with respect to increasing dose (Figure 6; Table 2).
Equation (1): Growth curve logistic equation.
From Equation (1): B is the cumulative specific methane potential (SMP; mL CH4·g VS−1) at time t (days); B0 is the maximum SMP achieved by end of digestion; k is the rate constant; t0 is the time (days) at which maximum production rate occurs. The function is weighted using standard deviation to achieve better fit.
Equation (2): Modified Gompertz equation [44].
From Equation (2): B is the cumulative SMP at time t; B0 is the maximum SMP achieved by end of digestion; U is the kinetic constant of methane production rate; λ is the duration of lag phase in days, used here to represent inhibition. The equation is unweighted.
Although there have been interesting developments in enhancing FOG-rich RMP waste degradation through pre-treatment batch experiments [42,43,45], attempts to translate these to a continuous digestion experiment were largely unsuccessful [46]. Furthermore, due to the relatively dilute nature of liquid RMP waste, pre-treatment of liquid wastewater was calculated to be largely uneconomical and impractical [42].
4. Implications for Digester Technologies Treating RMP Wastewater
While optimum conditions typically associated with high-rate systems demonstrably improve digester performance, these conditions can be difficult to achieve in RMP facilities. The two critical factors which complicate secondary wastewater treatment in RMP facilities are: (1) RMP facilities have a high throughput of dilute wastewaters with; (2) a relatively high FOG load. How each reactor type handles these factors is further explored in this section.
4.1. Low-Rate Digesters
Covered anaerobic lagoons (CAL) facilitate large hydraulic loads by allowing a hydraulic retention time long enough that particulates have time to gravity settle, effectively decoupling the hydraulic retention time from the solids retention time [9]. This strategy is effective in the RMP industry given the high hydraulic loading that is common in the industry. However, the strategy is far less effective in an actively mixed system which limits the settling of solids. CALs tend to rely on passive mixing such as the turbulence generated by influent entry into the lagoon, while other designs may recirculate sludge to provide a degree of mixing [9,47]. Furthermore, some designs may introduce baffles into the lagoon in an attempt to ensure wastewater does not short-circuit and has sufficient time for solids to settle out and receive appropriate treatment [47]. With regards to heating, there is a large amount of waste heat generated in RMP facilities that could be passed through the CALs to maintain mesophilic conditions via heat exchange and thereby significantly enhance the performance of a CAL [21]. Currently, CALs do not manage FOG loads well.
4.2. High-Rate Digesters:
- (a)
- Covered high-rate anaerobic lagoons (CoHRAL) are an evolution of the low-rate CAL in which a degree of mixing and or heating has been incorporated. These systems still have a comparatively large footprint, whereby volumes of 20,000 m3 are common. Mixing is typically achieved through the input of waste, the recirculation of sludge or the pumping of biogas through the sludge layer. While better mixing provides better degradation of FOG-rich substrates, it is unlikely that the turbulence generated by these methods will be sufficient to disrupt a floating crust layer.
- (b)
- Continuous stirred-tank reactors (CSTR) are typically operated at either mesophilic (38 °C) or thermophilic (55 °C) temperatures. These reactors are continuously stirred and, accordingly, the HRT and SRT are coupled [48]. Consequently, if biomass recycling is absent, high hydraulic loading reduces both the HRT and SRT and results in short-circuiting and sludge washout [48]. Under normal operating conditions, as demonstrated by McCabe, Schmidt and Harris [11] and Schmidt et al. [27] CSTRs treating RMP waste perform well under high FOG loads.
- (c)
- Upflow anaerobic sludge blanket (UASB) reactors decouple the SRT from the HRT and allow for high hydraulic throughputs, commonly 3–4 times the effective volume of the reactor in a 24 h period [49]. However, FOG disrupts formation of granular sludge and is consequently incompatible with UASB reactor technology [50]. Increasing the recovery of FOG from waste streams could improve the viability of UASB reactors as a treatment option for residual organics in the wastewater stream. The high protein content in RMP wastewater presents an added risk of ammonia inhibition.
- (d)
- Expanded granular sludge bed (EGSB) reactors are a subset of UASB reactors which are built taller to accommodate a larger volume of granular sludge which is typically developed on a bed of sand or other inert material, effectively enabling a higher organic loading rate. As with UASB reactors, a high hydraulic throughput can be achieved, but FOG is still problematic in establishing and maintaining a granular sludge bed [51]. The high protein content in RMP wastewater presents an added risk of ammonia inhibition.
- (e)
- Anaerobic filter reactors (AFR) contain a high surface-area packing medium which acts as a filter upon which a bacterial biofilm forms. Wastewaters are pumped through this filter and solids are retained and degraded by the bacteria grown in the filter material. Reactors are heated and additional mixing is unnecessary due to reactor design. FOG degradation appears to be good in other industries [52]. The high protein content in RMP wastewater presents an added risk of ammonia inhibition.
- (f)
5. Co-Digestion of Australian RMP Waste
The Australian RMP industry is both waste- and energy-intensive and processors have an interest in reducing both of these factors. Anaerobic digestion of the waste produced in an RMP facility alone is insufficient to meet the energy demands of the facility. Co-digestion with residues from co-located industries may be a solution to both convert waste materials and improve the offset of energy demands from fossil fuels. McCabe et al. [54] determined the aggregate quantities of waste organics from the on-farm dairy and pork, dairy processing, beef feedlot and red meat processing industries and compared the biogas energy potential with the industry energy consumption. On-farm dairy and pork and beef feedlots produce large quantities of waste which carry a correspondingly large energy potential that is not required on-site. This represents an opportunity for co-located industries to develop synergistic partnerships in which waste can be contributed to anaerobic digestion systems at RMP facilities, resulting in waste disposal for one industry and energy production and offsets for the other. This would have the added benefit of reducing greenhouse emissions from the waste generated in these industries.
Co-digestion carries additional benefits to RMP facilities. The C:N ratio of abattoir wastewaters are typically low due to the high nitrogen content. Schmidt et al. [28] measured C:N at 2.7:1 which is considerably lower than the optimal of 40:1 and indicates that the reactor is at high risk of ammonia inhibition. The addition of feedlot manure, for example, with a C:N of 9–15 will improve the quality of the substrate for anaerobic digestion. There is also the potential to produce a substrate with a more balanced TE profile. Schmidt et al. [28] demonstrated that RMP wastewater was considerably lacking in trace elements to sustain long-term digestion performance (Table 3). By comparison, many of these trace elements can be found in much higher concentrations in feedlot manure [55] and would contribute to improved digester performance and longevity.
Co-substrate selection is likely to be determined based on the type of pre-existing technology available onsite, but co-digestion opportunities may warrant the installation of new and more appropriate technology which may enable treatment of currently under-utilised substrates. In the RMP sector, paunch (stomach contents) of slaughtered cattle consists primarily of grass and is commonly disposed of via three routes [56]: (1) removal of paunch and other solids from the site (2) material is composted on-site with use on-site and; (3) material is composted on-site and used off-site. Similarly, spent bedding from the pork industry is typically a straw or saw dust which is also commonly composted. These substrates typically have a high solids content and may perform well as co-substrates in a dry digestion technology such as continuous plug-flow digestion.
6. Conclusion and Recommendations
Red meat processing results in the production of a range of solid organic waste, including FOGs, manure, paunch and sludge. The industry also generates large quantities of wastewater which requires varying levels of treatment prior to disposal to land or waterways. Sources of wastewater include stockyards, slaughter areas, offal processing areas and rendering processes. Depending on plant configuration, these sources can result in varying amounts of blood, fat, manure, meat, paunch and detergents entering the wastewater treatment system if not captured at the source and diverted into the solid waste treatment system. Red meat processing wastewater can generate methane which is a valuable energy source and a greenhouse gas. The primary option available to the processing sector in reducing greenhouse gas emissions is generating energy on site through methane capture and use. This paper reviews a compilation of investigations into improving anaerobic digestion performance of high-strength wastewater. A number of recommendations can be drawn from this series of investigations:
- Effective primary treatment of the wastewater is essential to break down FOG into a dispersed and useable form or to ensure removal of excess FOG and solids. Primary treatment includes the use of:
- (i)
- Screens (include static, vibrating, rotary and screw presses) as the first stage of primary pre-treatment to remove solid material including fat particles, paunch and manure from the wastewater;
- (ii)
- Well-designed save-alls which remove fat effectively;
- (iii)
- Adequately operated dissolved air flotation (DAF) systems.
- Biogas plants should be designed to minimise the effect of shock loading and maximise consistency in feedstock composition. Redundancy should be built in to allow for maintenance.
- A degree of mixing may be beneficial to prevent crust accumulation in anaerobic lagoons, though design should be careful as to avoid short-circuiting and washout.
- Covered anaerobic lagoons typically operate at ambient temperatures and should be optimised for mesophilic conditions. The integration of heat exchangers into the treatment system could be a simple option to provide constant mesophilic temperature and to improve the anaerobic process of biogas production.
- High-rate digesters such as anaerobic membrane reactors and anaerobic filter reactors present opportunities to manage FOG-rich waste streams with high hydraulic loading.
- RMP facilities could expand to digest organic waste from co-located, on-farm industries in order to boost energy production, offset energy demand and improve digester performance and longevity.
Author Contributions
Conceptualization, P.W.H. 50% and B.K.M. 50%.; writing—original draft preparation, P.W.H. 100%; writing—review and editing, B.K.M. 80%, P.W.H. 20%.; supervision, B.K.M. 100%. All authors have read and agreed to the published version of the manuscript.
Funding
The research pertaining to temperature, mixing and TE addition was fully funded by the Queensland Government’s Advance Queensland Research Fellowship program. The research pertaining to crust management was fully supported by the Australian Meat Processor Corporation (AMPC) and Meat and Livestock Australia (MLA). The work pertaining to pre-treatment was supported through an Australian Postgraduate Award (APA) scholarship.
Acknowledgments
Support provided by staff at NH Foods Oakey Beef Exports is gratefully acknowledged. For work pertaining to pre-treatment the contributions of Matthew Mengel (USQ) and the USQ statistical consulting unit in this work are gratefully acknowledged.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- GHD. Industry Environmental Sustainability Review 2010; Meat and Livestock Australia: Sydney, NSW, Australia, 2011. [Google Scholar]
- MLA. Industry Projections 2019: Australian Cattle-April Update; Meat and Livestock Australia: Sydney, NSW, Australia, 2019. [Google Scholar]
- Jayathilakan, K.; Sultana, K.; Radhakrishna, K.; Bawa, A.S. Utilization of byproducts and waste materials from meat, poultry and fish processing industries: A review. J. Food Sci. Technol. 2011, 49, 278–293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- MLA. Report Detail Page: Water Efficiency, Reuse and Recycling. 2018. Available online: https://www.mla.com.au/research-and-development/search-rd-reports/final-report-details/Environment-Off-Farm/Water-efficiency-reuse-and-recycling/1565 (accessed on 7 July 2020).
- Kember, O.; Horwood, R.; Xu, R. Emission Reduction Pathways and Opportunities for the Australian Red Meat Processing Sector; Australian Meat Processor Corporation: Sydney, NSW, Australia, 2019. [Google Scholar]
- Harris, P.W.; McCabe, B.K. Review of pre-treatments used in anaerobic digestion and their potential application in high-fat cattle slaughterhouse wastewater. Appl. Energy 2015, 155, 560–575. [Google Scholar] [CrossRef]
- Johns, M. Developments in Waste Treatment in the Meat Processing Industry—A Review of Literature—1979–1993; Meat Research Corporation: Sydney, NSW, Australia, 1993. [Google Scholar]
- White, T.; Johns, M.; Butler, B. Methane Recovery and Use at a Meat Processing Facility: King Island; Rural Industries Research and Development Corporation Australian Government: Barton, ACT, Australia, 2013. [Google Scholar]
- UNSW. Treatment of Abattoir Wastewater Using a Covered Anaerobic Lagoon; UNSW CRC for Waste Management and Pollution Control: Sydney, NSW, Australia, 1998. [Google Scholar]
- McCabe, B.; Harris, P.; Baillie, C.; Pittaway, P.; Yusaf, T. Assessing a new approach to covered anaerobic pond design in the treatment of abattoir wastewater. Aust. J. Multi-Discip. Eng. 2013, 10, 81–93. [Google Scholar] [CrossRef]
- McCabe, B.; Schmidt, T.; Harris, P. Crust Management for Optimal Anaerobic Digestion Performance at Meat Processing Facilities; National Centre for Engineering in Agriculture, Australian Meat Processor Corporation: Sydney, NSW, Australia, 2017. [Google Scholar]
- Schmidt, T.; McCabe, B.K.; Harris, P. Process monitoring and control for an anaerobic covered lagoon treating abattoir wastewater. Chem. Eng. Technol. 2018, 41, 755–760. [Google Scholar] [CrossRef] [Green Version]
- MLA. Eco-Efficiency Manual for Meat Processing; Meat and Livestock Australia: Sydney, NSW, Australia, 2002. [Google Scholar]
- MLA. Co-Product Market. Report; Meat and Livestock Australia: Sydney, NSW, Australia, 2020. [Google Scholar]
- Musa, M.A.; Idrus, S.; Man, H.C.; Daud, N.N.N. Performance comparison of conventional and modified Upflow Anaerobic Sludge Blanket (UASB) reactors treating high-strength cattle slaughterhouse wastewater. Water 2019, 11, 806. [Google Scholar] [CrossRef] [Green Version]
- Jensen, P.; Yap, S.; Boyle-Gotla, A.; Janoschka, J.; Carney, C.; Pidou, M.; Batstone, D.J. Anaerobic membrane bioreactors enable high rate treatment of slaughterhouse wastewater. Biochem. Eng. J. 2015, 97, 132–141. [Google Scholar] [CrossRef] [Green Version]
- Verein Deutscher Ingenieure. Fermentation of Organic Materials-Characterisation of the Substrate, Sampling, Collection of Material Data, Fermentation Tests, VDI 4630; Verein Deutscher Ingenieure: Berlin, Germany, 2006. [Google Scholar]
- Jensen, P.D.; Sullivan, T.; Carney, C.; Batstone, D.J. Analysis of the potential to recover energy and nutrient resources from cattle slaughterhouses in Australia by employing anaerobic digestion. Appl. Energy 2014, 136, 23–31. [Google Scholar] [CrossRef]
- Golder Associates Pty. Ltd. Anaerobic Cover Material Vulnerability: Assessment of Available Cover Materials, A.ENV.0072; Meat and Livestock Australia: Sydney, NSW, Australia, 2009. [Google Scholar]
- Johns Environmental Group Pty. Ltd. Investigation into Alternative Wastewater Treatment Options for a Large Beef Processing Facility-Stage 1: Current State Investigation; Meat and Livestock Australia: Sydney, NSW, Australia, 2018. [Google Scholar]
- McCabe, B.K.; Harris, P.; Antille, D.L.; Schmidt, T.; Lee, S.; Hill, A.; Baillie, C. Toward profitable and sustainable bioresource management in the Australian red meat processing industry: A critical review and illustrative case study. Crit. Rev. Environ. Sci. Technol. 2020, 50, 2415–2439. [Google Scholar] [CrossRef]
- Colley Consulting Pty Ltd. Kilcoy Pastoral Company (KPC) Carbon Footprint; Australian Meat Processors Corporation: Sydney, NSW, Australia, 2008. [Google Scholar]
- Tessele, F. Investigation into Resource Recovery, Including Biogas Production, Harvey Beef Abattoir (WA); Tessele Consultants: Sydney, NSW, Australia, 2018. [Google Scholar]
- Geolyse Pty Ltd.; CCP Ltd. Design and Optimisation of a Purpose Build. Covered Anaerobic Lagoon; Geolyse Pty. Ltd. & Colley Consulting Pty. Ltd.: Sydney, NSW, Australia, 2013. [Google Scholar]
- Mayoh, R. Learnings from the Burrangong Meat Processor Covered Anaerobic Lagoon; Rycam Industrial Pty. Ltd., Meat and Livestock Australia: Sydney, Australia, 2011. [Google Scholar]
- AMPC. Wastewater Management in the Australian Red Meat Processing Industry; Australian Meat Processor Corporation: Sydney, NSW, Australia, 2017. [Google Scholar]
- Schmidt, T.; Harris, P.W.; Lee, S.; McCabe, B.K. Investigating the impact of seasonal temperature variation on biogas production from covered anaerobic lagoons treating slaughterhouse wastewater using lab scale studies. J. Environ. Chem. Eng. 2019, 7, 103077. [Google Scholar] [CrossRef]
- Schmidt, T.; McCabe, B.K.; Harris, P.W.; Lee, S. Effect of trace element addition and increasing organic loading rates on the anaerobic digestion of cattle slaughterhouse wastewater. Bioresour. Technol. 2018, 264, 51–57. [Google Scholar] [CrossRef]
- McCabe, B.; Baillie, C.; Harris, P.; Pittaway, P.; Yusaf, T.; Hamawand, I. Using Covered Anaerobic Ponds to Treat. Abattoir Wastewater, Reduce Greenhouse Gases and Generate Bioenergy Churchill Abattoir; National Centre for Engineering in Agriculture: Toowoomba, QLD, Australia, 2012. [Google Scholar]
- Apelt, M.; Benndorf, R.; Fischer, P.; Hofmann, J.; Liebetrau, J.; Lorenz, H.; Mühlenberg, J.; Kim, Y.-S.; Pröter, J.; Reinelt, T.; et al. Collection of Methods for Biogas: Methods to Determine Parameters for Analytical Purposes and Paramteres that Describe Processes in the Biogas Sector, Biomass Energy Use, DBFZ Deutsches Biomasseforschungszentrum gemeinnützige GmbH. 2016. Available online: https://www.energetische-biomassenutzung.de/fileadmin/user_upload/Downloads/Ver%C3%B6ffentlichungen/07_MMS_Biogas_en_web.pdf (accessed on 1 July 2020).
- Shilton, A.; Harrison, J. Guidelines for the Hydraulic Design of Waste Stabilisation Ponds; Massey University: Palmerston North, New Zealand, 2003. [Google Scholar]
- Ketheesan, B.; Stuckey, D.C. Effects of hydraulic/organic shock/transient loads in anaerobic wastewater treatment: A review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 2693–2727. [Google Scholar] [CrossRef]
- Cammarota, M.; Freire, D. A review on hydrolytic enzymes in the treatment of wastewater with high oil and grease content. Bioresour. Technol. 2006, 97, 2195–2210. [Google Scholar] [CrossRef] [PubMed]
- Long, J.H.; Aziz, T.N.; Reyes, F.L.D.L.; Ducoste, J.J. Anaerobic co-digestion of fat, oil, and grease (FOG): A review of gas production and process limitations. Process. Saf. Environ. Prot. 2012, 90, 231–245. [Google Scholar] [CrossRef]
- McCabe, B.K.; Hamawand, I.; Harris, P.; Baillie, C.; Yusaf, T. A case study for biogas generation from covered anaerobic ponds treating abattoir wastewater: Investigation of pond performance and potential biogas production. Appl. Energy 2014, 114, 798–808. [Google Scholar] [CrossRef]
- Butler, B.; Johns, M. Demonstration of Covered Anaerobic Pond Technology, MAL Australia; Australian Meat Processor Corporation: Sydney, NSW, Australia, 2012. [Google Scholar]
- Pereira, M.A.; Pires, O.C.; Mota, M.; Alves, M.M. Anaerobic biodegradation of oleic and palmitic acids: Evidence of mass transfer limitations caused by long chain fatty acid accumulation onto the anaerobic sludge. Biotechnol. Bioeng. 2005, 92, 15–23. [Google Scholar] [CrossRef] [Green Version]
- Jensen, P.; Batstone, D. Energy and Nutrient Analysis on Individual Waste Streams; University of Queensland: Sydney, QLD, Australia, 2012. [Google Scholar]
- Sroka, E.; Kamiński, W.; Bohdziewicz, J. Biological treatment of meat industry wastewater. Desalination 2004, 162, 85–91. [Google Scholar] [CrossRef]
- Atelge, M.; Atabani, A.; Banu, J.R.; Krisa, D.; Kaya, M.; Eskicioglu, C.; Kumar, G.; Lee, C.; Yildiz, Y.; Unalan, S.; et al. A critical review of pretreatment technologies to enhance anaerobic digestion and energy recovery. Fuel 2020, 270, 117494. [Google Scholar] [CrossRef]
- Appels, L.; Baeyens, J.; Degrève, J.; Dewil, R. Principles and potential of the anaerobic digestion of waste-activated sludge. Prog. Energy Combust. Sci. 2008, 34, 755–781. [Google Scholar] [CrossRef]
- Harris, P.W.; Schmidt, T.; McCabe, B.K. Evaluation of chemical, thermobaric and thermochemical pre-treatment on anaerobic digestion of high-fat cattle slaughterhouse waste. Bioresour. Technol. 2017, 244, 605–610. [Google Scholar] [CrossRef]
- Harris, P.W.; Schmidt, T.; McCabe, B.K. Bovine bile as a bio-surfactant pre-treatment option for anaerobic digestion of high-fat cattle slaughterhouse waste. J. Environ. Chem. Eng. 2018, 6, 444–450. [Google Scholar] [CrossRef]
- Ghatak, M.D.; Mahanta, P. Kinetic assessment of biogas production from lignocellulosic biomasses. Int. J. Eng. Adv. Technol. 2014, 3, 5. [Google Scholar]
- Flores-Juarez, C.R.; Rodríguez-García, A.; Cárdenas-Mijangos, J.; Montoya-Herrera, L.; Mora-Tovar, L.A.G.; Bustos-Bustos, E.; Rodríguez-Valadez, F.; Manríquez-Rocha, J. Chemically pretreating slaughterhouse solid waste to increase the efficiency of anaerobic digestion. J. Biosci. Bioeng. 2014, 118, 415–419. [Google Scholar] [CrossRef]
- Harris, P.W.; Schmidt, T.; McCabe, B.K. Impact of thermobaric pre-treatment on the continuous anaerobic digestion of high-fat cattle slaughterhouse waste. Biochem. Eng. J. 2018, 134, 108–113. [Google Scholar] [CrossRef]
- Ashworth, J.; Skinner, M. Waste Stabilisation Pond Design Manual; Power and Water Corporation: Darwin, NT, Australia, 2011. [Google Scholar]
- Ho, L. First-stage and single-stage continuously stirred tank anaerobic digestion of synthetic complex wastewater and piggery wastewater (with emphasis on thermophilic temperature). PhD Thesis, Murdoch University, Perth, WA, Australia, 2010. [Google Scholar]
- Peña, M.; Mara, D.; Avella, G. Dispersion and treatment performance analysis of an UASB reactor under different hydraulic loading rates. Water Res. 2006, 40, 445–452. [Google Scholar] [CrossRef]
- Carballa, M.; Vestraete, W. Anaerobic digesters for digestion of fat-rich materials. In Handbook of Hydrocarbon and Lipid Microbiology; Springer Science and Business Media LLC: Berlin, Heidelberg, 2010; pp. 2631–2639. [Google Scholar]
- Zhang, Y.; Yan, L.; Chi, L.; Long, X.; Mei, Z.; Zhang, Z. Startup and operation of anaerobic EGSB reactor treating palm oil mill effluent. J. Environ. Sci. 2008, 20, 658–663. [Google Scholar] [CrossRef]
- Omil, F.; Garrido, J.M.; Arrojo, B.; Méndez, R. Anaerobic filter reactor performance for the treatment of complex dairy wastewater at industrial scale. Water Res. 2003, 37, 4099–4108. [Google Scholar] [CrossRef]
- Diez, V.; Ramos, C.; Cabezas, J. Treating wastewater with high oil and grease content using an anaerobic membrane bioreactor. Water Sci. Technol. 2012, 65, 1847–1853. [Google Scholar] [CrossRef]
- McCabe, B.K.; Tait, S.; Marchuk, S.; Lee, S.; Antille, D.L.; Eberhard, J.; Baillie, C.P. Identification and analysis of organic waste produced from Australian intensive livestock industries: Opportunities for aggregation and treatment via co-digestion. In Proceedings of the 2019 American Society of Agricultural and Biological Engineers (ASABE), Boston, MA, USA, 7–10 July 2019; p. 1. [Google Scholar]
- Tucker, R.; McDonald, S.; O’Keefe, M.; Craddock, T.; Galloway, J. Beef Cattle Feedlots: Waste Management and Utilisation; Meat and Livestock Australia: Sydney, NSW, Australia, 2015. [Google Scholar]
- Antille, D.L.; McCabe, B.K.; Van Der Spek, W.; Baillie, C.P. An Investigation into the fertilizer potential of slaughterhouse cattle paunch. Trans. ASABE 2018, 61, 87–101. [Google Scholar] [CrossRef]
Figure 1.
Equipment used to remove solids from wastewater include, but are not limited to: (a) Rotary screens; (b) Save-alls and; (c) Dissolved-air flotation (DAF).
Figure 1.
Equipment used to remove solids from wastewater include, but are not limited to: (a) Rotary screens; (b) Save-alls and; (c) Dissolved-air flotation (DAF).

Figure 2.
Cross-sectional representation of an anaerobic lagoon accumulating dead space (as crust and sludge) over time and the resulting impact on the effective volume and consequently the coupled parameters of hydraulic retention time and treatment efficiency.
Figure 2.
Cross-sectional representation of an anaerobic lagoon accumulating dead space (as crust and sludge) over time and the resulting impact on the effective volume and consequently the coupled parameters of hydraulic retention time and treatment efficiency.

Figure 3.
(a) Temperature reduction (TR), hydraulic retention times and incremental organic loading rates in experimental reactors [27]; (b) Solids and FOG degradation efficiency in response to temperature reduction and organic loading increase [27]; (c) Effect of temperature reduction and OLR increase on process stability [27] and; (d) Effect of temperature reduction and organic loading on biogas production per unit of vs. and COD [27]. Error bars represent one standard deviation from the mean.
Figure 3.
(a) Temperature reduction (TR), hydraulic retention times and incremental organic loading rates in experimental reactors [27]; (b) Solids and FOG degradation efficiency in response to temperature reduction and organic loading increase [27]; (c) Effect of temperature reduction and OLR increase on process stability [27] and; (d) Effect of temperature reduction and organic loading on biogas production per unit of vs. and COD [27]. Error bars represent one standard deviation from the mean.

Figure 4.
(a) Organic loading rate and hydraulic retention times in control and TE (trace element)-supplemented reactors [28]; (b) vs. and FOG degradation efficiency in control and TE-supplemented reactors [28]; (c) VFA and VFA/Alkalinity ratio in control and TE-supplemented reactors [28] and; (d) biogas production from control and TE-supplemented reactors as both functions of vs. and COD. Error bars represent one standard deviation from the mean.
Figure 4.
(a) Organic loading rate and hydraulic retention times in control and TE (trace element)-supplemented reactors [28]; (b) vs. and FOG degradation efficiency in control and TE-supplemented reactors [28]; (c) VFA and VFA/Alkalinity ratio in control and TE-supplemented reactors [28] and; (d) biogas production from control and TE-supplemented reactors as both functions of vs. and COD. Error bars represent one standard deviation from the mean.

Figure 5.
Specific methane potentials and production rates of: (a) thermally treated dissolved air flotation (DAF) sludge from a red meat processor [42]; (b) chemically treated DAF sludge [42]; (c) thermos-chemically treated DAF sludge [42]. Error bars represent one standard deviation from the mean.
Figure 5.
Specific methane potentials and production rates of: (a) thermally treated dissolved air flotation (DAF) sludge from a red meat processor [42]; (b) chemically treated DAF sludge [42]; (c) thermos-chemically treated DAF sludge [42]. Error bars represent one standard deviation from the mean.

Figure 6.
Specific methane potential from DAF sludge treated with bile in doses ranging from: (a) 0.2–1 g bile·L−1 and; (b) 1–6 g bile·L−1 [43].
Figure 6.
Specific methane potential from DAF sludge treated with bile in doses ranging from: (a) 0.2–1 g bile·L−1 and; (b) 1–6 g bile·L−1 [43].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Concentrations of parameters of high-strength wastewaters produced by abattoirs amended and adapted from Harris and McCabe [6].
Table 1.
Concentrations of parameters of high-strength wastewaters produced by abattoirs amended and adapted from Harris and McCabe [6].
| Parameter | Units | Typical Abattoir Raw Wastewater (All Meats) a | King Island (Beef) b | Southern Meats Wastewater ex DAF (Sheep) c | Churchill Abattoir (Beef) d | Oakey Beef Exports (Beef) e,f |
|---|---|---|---|---|---|---|
| BOD | mg·L−1 | 1600–3000 | 3000 | ~1/2 COD | 164–7020 | n/a |
| COD | mg·L−1 | 4200–8500 | 7200 | 3100–11,500 | 1040–12,100 | 9275 |
| FOG | mg·L−1 | 100–200 | 120 | 290–2670 | 5–2110 | 808 |
| TSS | mg·L−1 | 1300–3400 | 2000 | 1150–5700 | 457–6870 | n/a |
| VSS | mg·L−1 | n/a | n/a | 1040–5300 | n/a | n/a |
| Total n | mg·L−1 | 114/148 | 450 | 180–440 | 296–785 | 199 |
| NOx | mg·L−1 | n/a | n/a | 0.01–0.12 | n/a | n/a |
| NH4-N | mg·L−1 | 65–87 | 250 | 18–135 | 23.8–349 | 60 |
| Total P | mg·L−1 | 20–30 | 45 | 26.4–60 | n/a | 43 |
| VFA | mg·L−1 | 175–400 | n/a | 61–600 | 70–906 | 453 |
| Alkalinity | mg·L−1 | 350–800 | n/a | 340–700 | 1020–1980 | n/a |
a Johns [7]; b White, Johns and Butler [8]; c UNSW [9]; d McCabe et al. [10]; e McCabe, Schmidt and Harris [11]; f Schmidt, McCabe and Harris [12]. BOD = biochemical oxygen demand; TSS = total suspended solids; VSS = volatile suspended solids; N = nitrogen; NOx = oxides of nitrogen; NH4-N = ammonium as nitrogen; P = phosphorus; VFA = volatile fatty acids; DAF = dissolved air flotation.
| B0 | Inhibition | t0 | tFinish | k | U | R2 | R2 | |
|---|---|---|---|---|---|---|---|---|
| Treatment | mLN CH4·g VS−1added | (λ) Days | Days | Days | mLN CH4·g VS−1added·day−1 | * | ** | |
| Control | 759 ± 4 | 4 ± 0.3 | 6.8 ± 0.1 | 12 ± 0.00 | 0.74 ± 0.05 | 149 ± 16 | 0.993 | 0.979 |
| Thermal | 821 ± 148 | 0.9 ± 0.2 | 4.8 ± 0.1 | 13 ± 1.73 | 0.54 ± 0.02 | 114 ± 4 | 0.996 | 0.995 |
| Chemical | 782 ± 6 | 3.3 ± 0.3 | 6.2 ± 0.1 | 12 ± 0.58 | 0.71 ± 0.05 | 147 ± 16 | 0.993 | 0.977 |
| Thermochem | 821 ± 11 | 2.4 ± 0.3 | 6.2 ± 0.1 | 13 ± 0.58 | 0.55 ± 0.02 | 114 ± 9 | 0.995 | 0.983 |
| Control | 999 ± 7 | 19.2 ± 0.1 | 23.2 ± 0 | 33 ± 0.60 | 0.53 ± 0.1 | 136 ± 2 | 1 | 0.999 |
| Bile 0.2 g·L−1 | 1056 ± 22 | 19.1 ± 0.1 | 23.1 ± 0.1 | 33 ± 0.60 | 0.51 ± 0.1 | 139 ± 3 | 0.999 | 0.998 |
| Bile 0.4 g·L−1 | 1056 ± 3 | 19.2 ± 0.1 | 23.4 ± 0.1 | 34 ± 0.00 | 0.48 ± 0.1 | 135 ± 9 | 0.999 | 0.997 |
| Bile 0.6 g·L−1 | 1090 ± 12 | 19.1 ± 0.1 | 23.3 ± 0.2 | 33 ± 0.60 | 0.5 ± 0.1 | 135 ± 4 | 1 | 0.997 |
| Bile 0.8 g·L−1 | 1068 ± 4 | 19.1 ± 0.1 | 23.3 ± 0.1 | 33 ± 0.60 | 0.5 ± 0.1 | 136 ± 4 | 0.999 | 0.998 |
| Bile 1 g·L−1 | 1056 ± 12 | 19 ± 0.1 | 23.2 ± 0.3 | 33 ± 1.70 | 0.5 ± 0.3 | 129 ± 4 | 1 | 0.997 |
| Control | 765 ± 11 | 7.1 ± 0.2 | 10.1 ± 0.1 | 17 ± 0 | 0.73 ± 0.01 | 121 ± 6 | 0.999 | 0.999 |
| Bile 1 g·L −1 | 766 ± 12 | 7.3 ± 0.1 | 10.3 ± 0.1 | 17 ± 1 | 0.71 ± 0.02 | 121 ± 6 | 0.999 | 0.995 |
| Bile 2 g·L−1 | 764 ± 3 | 7 ± 0.2 | 10.1 ± 0.1 | 17.7 ± 0.6 | 0.68 ± 0.01 | 109 ± 5 | 0.993 | 0.994 |
| Bile 3 g·L−1 | 761 ± 8 | 7.8 ± 0.2 | 11.4 ± 0.2 | 19.7 ± 1.2 | 0.57 ± 0.02 | 96 ± 4 | 0.997 | 0.994 |
| Bile 4 g·L−1 | 764 ± 10 | 8.1 ± 0.2 | 12 ± 0.2 | 20.7 ± 1.2 | 0.53 ± 0.02 | 88 ± 4 | 0.994 | 0.994 |
| Bile 5 g·L−1 | 756 ± 3 | 9.7 ± 0.3 | 14.0 ± 0.2 | 23.3 ± 1.2 | 0.44 ± 0.01 | 75 ± 4 | 0.989 | 0.987 |
| Bile 6 g·L−1 | 745 ± 11 | 12.7± 0.4 | 17.6 ± 0.3 | 28 ± 1 | 0.35 ± 0.02 | 65 ± 3 | 0.986 | 0.986 |
* R2 for Logistic equation; ** R2 for modified Gompertz equation; mLN represents a normal volume (i.e., standard temperature and pressure −0 °C, 1 atm, 0% humidity). Values are presented as ± one standard deviation from the mean.
Table 3.
Trace element concentrations in red meat processing (RMP) wastewater and recommended optimal ranges [28].
Table 3.
Trace element concentrations in red meat processing (RMP) wastewater and recommended optimal ranges [28].
| Parameter | RMP Wastewater | Optimal Concentration |
|---|---|---|
| Iron | 1458 ± 140 | 750–5000 |
| Nickel | 2.40 ± 0.33 | 4–30 |
| Cobalt | 0.61 ± 0.14 | 0.4–10 |
| Manganese | 90.91 ± 2.44 | 100–1500 |
| Molybdenum | 1.49 ± 0.20 | 0.05–16 |
| Zinc | 159.44 ± 17.6 | 30–400 |
| Tungsten | <detection limit of 0.001 mg·L−1 | 0.1–30 |
| Selenium | <detection limit of 0.01 mg·L−1 | 0.05–4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Harris, P.W.; McCabe, B.K. Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry. Appl. Sci. 2020, 10, 7947. https://0-doi-org.brum.beds.ac.uk/10.3390/app10217947
AMA Style
Harris PW, McCabe BK. Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry. Applied Sciences. 2020; 10(21):7947. https://0-doi-org.brum.beds.ac.uk/10.3390/app10217947
Chicago/Turabian StyleHarris, Peter W., and Bernadette K. McCabe. 2020. "Process Optimisation of Anaerobic Digestion Treating High-Strength Wastewater in the Australian Red Meat Processing Industry" Applied Sciences 10, no. 21: 7947. https://0-doi-org.brum.beds.ac.uk/10.3390/app10217947
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.