Wave Planning for Cart Picking in a Randomized Storage Warehouse



Abstract
:1. Introduction
1.1. The Purpose of Randomized Storage Warehouse
1.2. The Importance of Order Picking for a Warehouse and the Type of Order Picking
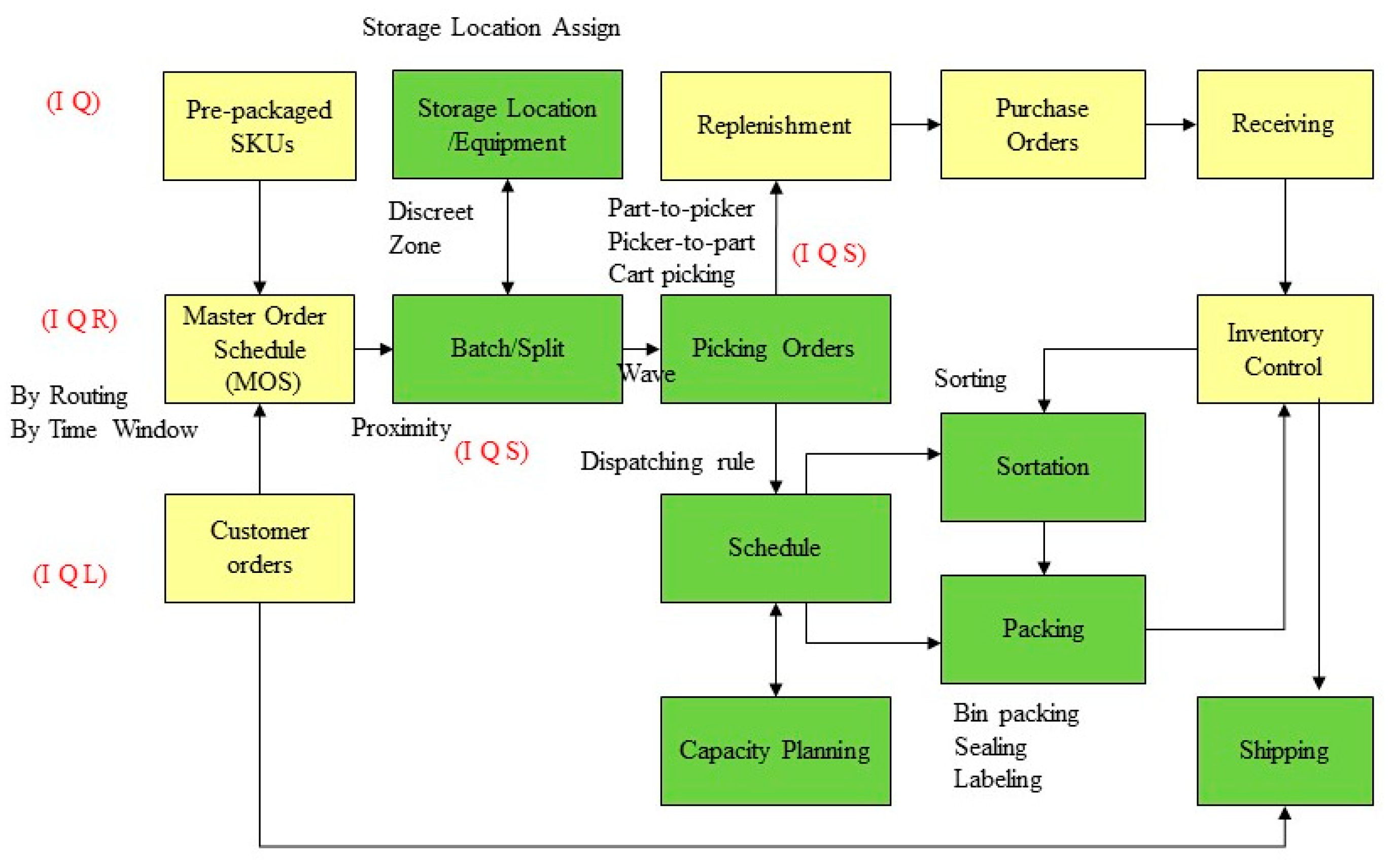
1.3. The Operational Definition of Wave Planning
- Batching or slitting the customer orders into appropriate picking lists (also called picking orders)
- Locating SKUs in the warehouse
- Creating sequences of picking tasks by considering routing distances
- Release picking tasks to the pickers/equipment to be fulfilled
1.4. The Objective of This Paper
2. The Case Study
3. Problem Description and Assumptions
3.1. Problem Description
3.2. Basic Assumption
- The picking area is not zoning.
- The efficiency of pickers is the same.
- The truck loading time is fixed and known.
- Items are cuboid and the length, width and high are known.
- The items, quantity, and correlation of each order are known.
- The picking distance between the storage locations of items are known.
- Candidate containers are cuboid and the cost and the capacity are known.
- The number of pickers, the constrain of picking quantity and the volume capacity of order picker truck are known.
- The distribution center is the kind that can deal with a great amount of orders that are small-volume with large-variety.
4. The Wave Planning Algorithm
| O = {1,2,...,OR} | set of customer orders |
| R = {1,2,...,NR} | set of items |
| BS = {1,2,...,BM} | set of batches |
| AP = {0,1,...,N} | set of picking points included pickup and deposit (P/D) points |
| V = {1,2,…,m} | set of candidate containers |
| set of pickers | |
| set of the truck loading time |
| : the relation between orders and items |
| : Number of customer orders | |
| : Number of items in customer orders | |
| : Number of candidate containers | |
| : Batches | |
| : Number of batches | |
| : The customer orders | |
| : The items customer ordered | |
| j | : The candidate container |
| : The length of item i in customer order o | |
| : The width of item i in customer order o | |
| : The height of item i in customer order o | |
| : The length of container j | |
| : The width of container j | |
| : The height of container j | |
| : The cost of container j | |
| : The storage distance between item i and item k | |
| : The processing efficiency of batch | |
| : 1 if item i is in order o; 0 otherwise | |
| : The amount of picking items of each batch b | |
| : The capacity of the assigned batches by picker p | |
| : The volume capacity of the order picker cart for batch b | |
| : A very large number | |
| : The maximum cost of packing | |
| : The minimum cost of packing | |
| : The maximum travel distance between items | |
| ∶ The minimum travel distance between items | |
| MAW | : The maximum waiting time for truck loading |
| MIW | : The minimum waiting time for truck loading |
| TL | : The limited of total operating time of all pickers |
| : The truck loading time r of item i | |
| : The truck loading time r of batch b |
| : The picking sequence of item i in batch b | |
| : x-axis position of the front-left bottom corner of item i in customer order o be assigned | |
| : y-axis position of the front-left bottom corner of item i in customer order o be assigned | |
| : z-axis position of the front-left bottom corner of item i in customer order o be assigned | |
| ∶ The number of total picking points of batch b | |
| : The start time of batch b by picker p | |
| : The finish time of batch b by picker p | |
| : The finish time of item i in batch b | |
| : The waiting time for departure of batch b by picker p | |
| : The operation time of batch b | |
| : The total distance of all picking route | |
| : The total wait time for truck loading of batches |
| : 1 if item i is put into box j; 0 otherwise | |
| ∶ 1 if box j is used; 0 otherwise | |
| ∶ 1 if item i is in batch b; 0 otherwise | |
| ∶ 1 if item i of batch b is put into box j; 0 otherwise | |
| ∶ 1 if the length of item i is parallel to x-axis of the box; 0 otherwise | |
| ∶ 1 if the length of item i is parallel to y-axis of the box; 0 otherwise | |
| ∶1 if the length of item i is parallel to z-axis of the box; 0 otherwise | |
| ∶ 1 if the width of item i is parallel to x-axis of the box; 0 otherwise | |
| ∶ 1 if the width of item i is parallel to y-axis of the box; 0 otherwise | |
| ∶ 1 if the width of item i is parallel to z-axis of the box; 0 otherwise | |
| ∶ 1 if the height of item i is parallel to x-axis of the box; 0 otherwise | |
| ∶ 1 if the height of item i is parallel to y-axis of the box; 0 otherwise | |
| ∶ 1 if the height of item i is parallel to z-axis of the box; 0 otherwise | |
| : 1 if item i is on the left side of item k in customer order o; 0 otherwise | |
| : 1 if item i is on the right side of item k in customer order o; 0 otherwise | |
| : 1 if item i is in front of item k in customer order o; 0 otherwise | |
| : 1 if item i is behind item k in customer order o; 0 otherwise | |
| : 1 if item i is under item k in customer order o; 0 otherwise | |
| : 1 if item i is above item k in customer order o; 0 otherwise | |
| : 1 if the picking sequence of item i is before item k in batch B; 0 otherwise | |
| : 1 if batch b is picking by picker p; 0 otherwise |
Formulation
- Objective Function
- Subject to
5. The Example Sets
6. The Computational Results
- (1)
- Model output: The model solution was found using the Lingo 13.0 optimization program. Figure 5 presents the Lingo solution-finding result screen.
- (2)
- Numbers of decision variables and constraint equations:
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chabot, T.; Lahyani, R.; Coelho, L.C.; Renaud, J. Order picking problems under weight, fragility and category constraints. Int. J. Prod. Res. 2016, 55, 6361–6379. [Google Scholar] [CrossRef]
- Brynzér, H.; Johansson, M. Design and performance of kitting and order picking systems. Int. J. Prod. Econ. 1995, 41, 115–125. [Google Scholar] [CrossRef]
- Sharp, G.P.; Il-Choe, K.; Yoon, C.S.; Graves, R.J.; Wilhelm, M.R.; McGinnis, L.F.; Ward, R.E. Small Parts Order Picking: Analysis Framework and Selected Results. In Material Handling’90; Springer: Berlin/Heidelberg, Germany, 1991; pp. 317–341. [Google Scholar]
- Zhang, J.; Wang, X.; Huang, K. Integrated on-line scheduling of order batching and delivery under B2C e-commerce. Comput. Ind. Eng. 2016, 94, 280–289. [Google Scholar] [CrossRef]
- De Koster, R.; Le-Duc, T.; Roodbergen, K.J. Design and control of warehouse order picking: A literature review. Eur. J. Oper. Res. 2007, 182, 481–501. [Google Scholar] [CrossRef]
- Won, J. Joint order batching and order picking in warehouse operations. Int. J. Prod. Res. 2005, 43, 1427–1442. [Google Scholar] [CrossRef]
- Petersen, C.G.; Aase, G. A comparison of picking, storage, and routing policies in manual order picking. Int. J. Prod. Econ. 2004, 92, 11–19. [Google Scholar] [CrossRef]
- Çelik, M.; Süral, H. Order picking in a parallel-aisle warehouse with turn penalties. Int. J. Prod. Res. 2016, 54, 4340–4355. [Google Scholar] [CrossRef]
- Giannikas, V.; Lu, W.; Robertson, B.; McFarlane, D. An interventionist strategy for warehouse order picking: Evidence from two case studies. Int. J. Prod. Econ. 2017, 189, 63–76. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.-L.; Cheng, C.-Y.; Chen, Y.-Y.; Chan, L.-K. An efficient hybrid algorithm for integrated order batching, sequencing and routing problem. Int. J. Prod. Econ. 2015, 159, 158–167. [Google Scholar] [CrossRef]
- Cheng, C.-Y.; Chen, Y.-Y.; Chen, T.-L.; Yoo, J.J.-W. Using a hybrid approach based on the particle swarm optimization and ant colony optimization to solve a joint order batching and picker routing problem. Int. J. Prod. Econ. 2015, 170, 805–814. [Google Scholar] [CrossRef]
- Kulak, O.; Sahin, Y.; Taner, M.E. Joint order batching and picker routing in single and multiple-cross-aisle warehouses using cluster-based tabu search algorithms. Flex. Serv. Manuf. J. 2012, 24, 52–80. [Google Scholar] [CrossRef]
- Scholz, A.; Schubert, D.; Wäscher, G. Order picking with multiple pickers and due dates—Simultaneous solution of Order Batching, Batch Assignment and Sequencing, and Picker Routing Problems. Eur. J. Oper. Res. 2017, 263, 461–478. [Google Scholar] [CrossRef] [Green Version]
- Dallari, F.; Marchet, G.; Melacini, M. Design of order picking system. Int. J. Adv. Manuf. Technol. 2008, 42, 1–12. [Google Scholar] [CrossRef]
- Ho, Y.-C.; Lin, J.-W. Improving order-picking performance by converting a sequential zone-picking line into a zone-picking network. Comput. Ind. Eng. 2017, 113, 241–255. [Google Scholar] [CrossRef]
- Harner, L.; Hagen, N.; Zickert, S.; Grimm, D. 2016 Top Warehouse Trends for the Decade Ahead. Available online: http://media.logistique-agroalimentaire.com/Presentation/future_series_wp_top_warehouse_trends_digital_818921.pdf (accessed on 27 October 2020).
- Shiau, J.-Y.; Liao, T.-C. Developing an order picking policy for economical packing. In Proceedings of the 2013 IEEE International Conference on Service Operations and Logistics, and Informatics; Institute of Electrical and Electronics Engineers (IEEE), Dongguan, China, 28–30 July 2013; pp. 387–392. [Google Scholar]
- Füßler, D.; Boysen, N. Efficient order processing in an inverse order picking system. Comput. Oper. Res. 2017, 88, 150–160. [Google Scholar] [CrossRef]
- Schwerdfeger, S.; Boysen, N. Order picking along a crane-supplied pick face: The SKU switching problem. Eur. J. Oper. Res. 2017, 260, 534–545. [Google Scholar] [CrossRef]
- Lu, W.; McFarlane, D.C.; Giannikas, V.; Zhang, Q. An algorithm for dynamic order-picking in warehouse operations. Eur. J. Oper. Res. 2016, 248, 107–122. [Google Scholar] [CrossRef]
- Ballestín, F.; Perez, A.; Lino, P.; Quintanilla, S.; Valls, V. Static and dynamic policies with RFID for the scheduling of retrieval and storage warehouse operations. Comput. Ind. Eng. 2013, 66, 696–709. [Google Scholar] [CrossRef]
- Rim, S.-C.; Park, I.-S. Order picking plan to maximize the order fill rate. Comput. Ind. Eng. 2008, 55, 557–566. [Google Scholar] [CrossRef]
- Kang, S. Relative logistics sprawl: Measuring changes in the relative distribution from warehouses to logistics businesses and the general population. J. Transp. Geogr. 2020, 83, 102636. [Google Scholar] [CrossRef]
- Tsai, C.-Y.; Liou, J.J.H.; Huang, T.-M. Using a multiple-GA method to solve the batch picking problem: Considering travel distance and order due time. Int. J. Prod. Res. 2008, 46, 6533–6555. [Google Scholar] [CrossRef]
- Valle, C.A.; Beasley, J.E.; Da Cunha, A.S. Optimally solving the joint order batching and picker routing problem. Eur. J. Oper. Res. 2017, 262, 817–834. [Google Scholar] [CrossRef] [Green Version]
- Henn, S. Algorithms for on-line order batching in an order picking warehouse. Comput. Oper. Res. 2012, 39, 2549–2563. [Google Scholar] [CrossRef]
- Hsieh, L.-F.; Huang, Y.-C. New batch construction heuristics to optimise the performance of order picking systems. Int. J. Prod. Econ. 2011, 131, 618–630. [Google Scholar] [CrossRef]
- Hsu, C.-M.; Chen, K.-Y.; Chen, M.-C. Batching orders in warehouses by minimizing travel distance with genetic algorithms. Comput. Ind. 2005, 56, 169–178. [Google Scholar] [CrossRef]
- Rubrico, J.; Higashi, T.; Tamura, H.; Nikaido, M.; Ota, J.; Systems, L.M. A Fast Scheduler for Multiagent in a Warehouse. Int. J. Autom. Technol. 2009, 3, 165–173. [Google Scholar] [CrossRef]
- Henn, S.; Schmid, V. Metaheuristics for order batching and sequencing in manual order picking systems. Comput. Ind. Eng. 2013, 66, 338–351. [Google Scholar] [CrossRef]
- Henn, S. Order batching and sequencing for the minimization of the total tardiness in picker-to-part warehouses. Flex. Serv. Manuf. J. 2015, 27, 86–114. [Google Scholar] [CrossRef]
- Hong, S.; Kim, Y. A route-selecting order batching model with the S-shape routes in a parallel-aisle order picking system. Eur. J. Oper. Res. 2017, 257, 185–196. [Google Scholar] [CrossRef]
- Choy, K.L.; Ho, G.T.S.; Lam, H.Y.; Lin, C.; Ng, T.W. A sequential order picking and loading system for outbound logistics operations. In Proceedings of the 2014 Portland International Conference on Management of Engineering & Technology (PICMET 2014), Kanazawa, Japan, 27–31 July 2014; pp. 507–513. [Google Scholar]
- Schubert, D.; Scholz, A.; Wäscher, G. Integrated order picking and vehicle routing with due dates. OR Spectr. 2018, 40, 1109–1139. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Advantages | Disadvantages | Applications |
|---|---|---|---|
| Discrete picking [5,8] |
|
|
|
| Batch picking [1,2,4,5,6,7] [9,10,11,12,13] |
|
|
|
| Zone picking (Pick and pass) [2,5,7,14,15] |
|
|
|
| Wave picking [5,7,16,17] |
|
|
|
| Put to store [4,5,8,18,19] |
|
|
|
| Cart picking [5,6,8,18,19,20] |
|
|
|
| Radio frequency (RF) picking [5,8,21] |
|
|
|
| Voice picking [16,18] |
|
|
|
| Tote picking [14,15] |
|
|
|
| Full pallet picking [5,14,20] |
|
|
|
| Reference | Integration | Benefit/Goal |
|---|---|---|
| Kulak et al. [12] | Order batching, Picker routing | Improve order picking |
| Hong and Kim [32] | ||
| Choy et al. [33] | Order picking, Sequencing | |
| Schubert et al. [34] | Order picking, Vehicle routing | Provide high-quality solutions. |
| Zhang et al. [4] | Order batching, Delivery | Deliver numerous orders within the shortest time |
| Won and Olafsson* [6] | Order batching, Order picking | Optimize customer response time. |
| Chen et al. [10] | Order batching, Sequencing, Routing problem | Minimum total tardiness of customer orders. |
| Henn [31] | Order batching, Sequencing |
| Container Number (j) | Container Graph | Container Size (cm) | Price (C) | ||
|---|---|---|---|---|---|
| Length | Width | Height | |||
| Size 1 (j = 1~7) |  | 23 | 14 | 13 | 55 |
| Size 2 (j = 8~20) |  | 23 | 18 | 19 | 70 |
| Size 3 (j = 21~27) |  | 39.5 | 27.5 | 23 | 100 |
| Place Order Time | Customer Order | Item Number | Quantity | Item Size (cm) | Truck Loading Time (r) (The Next Day) | ||
|---|---|---|---|---|---|---|---|
| Length | Width | Height | |||||
| 12–14 | 1 | 3 | 1 | 13 | 5 | 6 | 3 p.m. |
| 8 | 1 | 20 | 10 | 10 | 3 p.m. | ||
| 14–16 | 2 | 9 | 1 | 15 | 13 | 10 | 9 a.m. |
| 10 | 1 | 17 | 12 | 13 | 9 a.m. | ||
| 3 | 11 | 1 | 14 | 13 | 5 | 9 a.m. | |
| 17 | 1 | 5 | 5 | 10 | 9 a.m. | ||
| 4 | 12 | 1 | 7 | 14 | 7 | 9 a.m. | |
| 13 | 1 | 16 | 4 | 5 | 9 a.m. | ||
| 16–18 | 5 | 1 | 1 | 5 | 3 | 6 | 9 a.m. |
| 2 | 1 | 16 | 19 | 7 | 9 a.m. | ||
| 6 | 4 | 1 | 8 | 4 | 7 | 3 p.m. | |
| 14 | 1 | 13 | 5 | 5 | 3 p.m. | ||
| 7 | 6 | 1 | 14 | 8 | 5 | 5 p.m. | |
| 7 | 1 | 8 | 4 | 4 | 5 p.m. | ||
| 8 | 15 | 1 | 5 | 5 | 10 | 5 p.m. | |
| 23 | 1 | 15 | 10 | 6 | 5 p.m. | ||
| 9 | 5 | 1 | 13 | 5 | 6 | 12 p.m. | |
| 18 | 1 | 20 | 10 | 10 | 12 p.m. | ||
| 18–20 | 10 | 19 | 1 | 15 | 13 | 10 | 12 p.m. |
| 20 | 1 | 17 | 12 | 13 | 12 p.m. | ||
| 20–22 | 11 | 21 | 1 | 14 | 13 | 5 | 12 p.m. |
| 24 | 1 | 5 | 5 | 10 | 12 p.m. | ||
| 22–24 | 12 | 16 | 1 | 7 | 14 | 7 | 12 p.m. |
| 22 | 1 | 16 | 4 | 5 | 12 p.m. | ||
| 4–6 | 13 | 25 | 1 | 13 | 5 | 6 | 10 p.m. |
| 26 | 1 | 20 | 10 | 10 | 10 p.m. | ||
| 6–8 | 14 | 31 | 1 | 15 | 13 | 10 | 10 p.m. |
| 32 | 1 | 17 | 12 | 13 | 10 p.m. | ||
| 8–10 | 15 | 27 | 1 | 14 | 13 | 5 | 10 p.m. |
| 29 | 1 | 5 | 5 | 10 | 10 p.m. | ||
| 10–12 | 16 | 28 | 1 | 7 | 14 | 7 | 10 p.m. |
| 30 | 1 | 16 | 4 | 5 | 10 p.m. | ||
| Order (o) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Item (i) | |||||||||||||||||
| 1 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 2 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 3 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 4 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 6 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 7 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 8 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 9 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 10 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 11 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 12 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 13 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 14 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 15 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 16 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | |
| 17 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 18 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 19 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 20 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 21 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | |
| 22 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | |
| 23 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 24 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | |
| 25 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | |
| 26 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | |
| 27 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | |
| 28 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | |
| 29 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | |
| 30 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | |
| 31 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | |
| 32 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | |
| Item Number (i) | - | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Storage location | P/D | F9 | G6 | D14 | I13 | K7 | J4 | I9 | E2 | D7 | E2 |
| Picking Point (i) | 33 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Item number (i) | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Storage location | F1 | F5 | G12 | H8 | I3 | J6 | F14 | J11 | K13 | K14 | H14 |
| Picking Point (i) | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Item number (i) | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 |
| Storage location | J15 | K10 | H3 | J12 | B14 | B12 | E12 | D11 | B10 | C13 | I11 |
| Picking Point (i) | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | |
| 1 | 0 | 3 | 12 | 13 | 22 | 19 | 17 | 18 | 19 | 15 | 8 | 3 | 3 | 18 | 14 | 21 | 5 | 18 | 16 | 15 | 12 | 14 | 19 | 15 | 17 | 15 | 17 | 14 | 15 | 19 | 16 | 15 | 7 |
| 2 | 3 | 0 | 15 | 16 | 19 | 16 | 18 | 15 | 16 | 12 | 5 | 1 | 6 | 17 | 11 | 18 | 8 | 21 | 19 | 18 | 15 | 17 | 22 | 12 | 20 | 18 | 20 | 17 | 18 | 22 | 19 | 18 | 10 |
| 3 | 12 | 15 | 0 | 11 | 20 | 23 | 15 | 18 | 7 | 11 | 18 | 16 | 9 | 12 | 22 | 21 | 7 | 16 | 14 | 13 | 10 | 12 | 17 | 21 | 15 | 7 | 9 | 2 | 3 | 11 | 8 | 13 | 5 |
| 4 | 13 | 16 | 11 | 0 | 15 | 18 | 4 | 25 | 18 | 22 | 17 | 17 | 10 | 5 | 11 | 16 | 8 | 11 | 9 | 8 | 1 | 7 | 12 | 10 | 10 | 14 | 16 | 13 | 14 | 18 | 15 | 2 | 6 |
| 5 | 22 | 19 | 20 | 15 | 0 | 3 | 19 | 22 | 23 | 19 | 14 | 18 | 19 | 20 | 12 | 1 | 17 | 4 | 5 | 7 | 14 | 8 | 3 | 13 | 5 | 23 | 25 | 22 | 23 | 27 | 24 | 17 | 15 |
| 6 | 19 | 16 | 23 | 18 | 3 | 0 | 16 | 19 | 20 | 16 | 11 | 15 | 22 | 15 | 9 | 2 | 20 | 7 | 9 | 10 | 17 | 11 | 6 | 10 | 8 | 26 | 28 | 25 | 24 | 26 | 27 | 18 | 18 |
| 7 | 17 | 18 | 15 | 4 | 19 | 16 | 0 | 21 | 22 | 18 | 13 | 17 | 14 | 1 | 7 | 18 | 12 | 15 | 13 | 12 | 5 | 11 | 16 | 6 | 14 | 18 | 20 | 17 | 18 | 22 | 19 | 2 | 10 |
| 8 | 18 | 15 | 18 | 25 | 22 | 19 | 21 | 0 | 13 | 9 | 10 | 14 | 22 | 20 | 14 | 21 | 21 | 30 | 28 | 27 | 25 | 26 | 24 | 26 | 27 | 12 | 10 | 17 | 16 | 8 | 11 | 22 | 19 |
| 9 | 19 | 16 | 7 | 18 | 23 | 20 | 22 | 13 | 0 | 5 | 11 | 15 | 16 | 23 | 15 | 22 | 14 | 23 | 21 | 20 | 17 | 19 | 24 | 16 | 22 | 14 | 16 | 5 | 4 | 18 | 15 | 20 | 12 |
| 10 | 15 | 12 | 11 | 22 | 19 | 16 | 18 | 9 | 5 | 0 | 7 | 11 | 18 | 17 | 11 | 18 | 18 | 23 | 25 | 24 | 22 | 24 | 21 | 11 | 24 | 19 | 17 | 10 | 9 | 15 | 20 | 19 | 16 |
| 11 | 8 | 5 | 18 | 17 | 14 | 11 | 13 | 10 | 11 | 7 | 0 | 4 | 11 | 12 | 6 | 13 | 13 | 18 | 20 | 21 | 18 | 22 | 17 | 7 | 19 | 21 | 19 | 16 | 15 | 17 | 20 | 15 | 15 |
| 12 | 3 | 1 | 16 | 17 | 18 | 15 | 17 | 14 | 15 | 11 | 4 | 0 | 7 | 16 | 10 | 17 | 9 | 22 | 20 | 19 | 16 | 18 | 21 | 11 | 21 | 19 | 21 | 18 | 19 | 21 | 20 | 19 | 11 |
| 13 | 3 | 6 | 9 | 10 | 19 | 22 | 14 | 22 | 16 | 18 | 11 | 7 | 0 | 15 | 21 | 20 | 2 | 15 | 13 | 12 | 9 | 11 | 16 | 18 | 14 | 12 | 14 | 11 | 12 | 16 | 13 | 12 | 4 |
| 14 | 18 | 17 | 16 | 5 | 20 | 15 | 1 | 20 | 23 | 17 | 12 | 16 | 15 | 0 | 6 | 17 | 13 | 16 | 14 | 13 | 6 | 12 | 17 | 5 | 15 | 19 | 21 | 18 | 19 | 23 | 20 | 3 | 11 |
| 15 | 14 | 11 | 22 | 11 | 12 | 9 | 7 | 14 | 15 | 11 | 6 | 10 | 21 | 6 | 0 | 11 | 19 | 16 | 20 | 19 | 12 | 18 | 15 | 1 | 17 | 25 | 23 | 20 | 19 | 21 | 24 | 9 | 17 |
| 16 | 21 | 18 | 21 | 16 | 1 | 2 | 18 | 21 | 22 | 18 | 13 | 17 | 20 | 17 | 11 | 0 | 18 | 5 | 7 | 8 | 15 | 9 | 4 | 12 | 6 | 24 | 26 | 23 | 24 | 28 | 25 | 18 | 16 |
| 17 | 5 | 8 | 7 | 8 | 17 | 20 | 12 | 21 | 14 | 18 | 13 | 9 | 2 | 13 | 19 | 18 | 0 | 13 | 11 | 10 | 7 | 9 | 14 | 18 | 12 | 10 | 12 | 9 | 10 | 14 | 11 | 10 | 2 |
| 18 | 18 | 21 | 16 | 11 | 4 | 7 | 15 | 30 | 23 | 23 | 18 | 22 | 15 | 16 | 16 | 5 | 13 | 0 | 2 | 3 | 10 | 4 | 1 | 17 | 1 | 19 | 21 | 18 | 19 | 23 | 20 | 13 | 11 |
| 19 | 16 | 19 | 14 | 9 | 6 | 9 | 13 | 28 | 21 | 25 | 20 | 20 | 13 | 14 | 20 | 7 | 11 | 2 | 0 | 1 | 8 | 2 | 3 | 19 | 1 | 17 | 19 | 16 | 17 | 21 | 18 | 11 | 9 |
| 20 | 15 | 18 | 13 | 8 | 7 | 10 | 12 | 27 | 20 | 24 | 21 | 19 | 12 | 13 | 19 | 8 | 10 | 3 | 1 | 0 | 7 | 1 | 4 | 18 | 2 | 16 | 18 | 15 | 16 | 20 | 17 | 10 | 8 |
| 21 | 12 | 15 | 10 | 1 | 14 | 17 | 5 | 25 | 17 | 22 | 18 | 16 | 9 | 6 | 12 | 15 | 7 | 10 | 8 | 7 | 0 | 6 | 11 | 11 | 9 | 13 | 15 | 12 | 13 | 17 | 14 | 3 | 5 |
| 22 | 14 | 17 | 12 | 7 | 8 | 11 | 11 | 26 | 19 | 24 | 22 | 18 | 11 | 12 | 18 | 9 | 9 | 4 | 2 | 1 | 6 | 0 | 5 | 17 | 3 | 15 | 17 | 14 | 15 | 19 | 18 | 9 | 7 |
| 23 | 19 | 22 | 17 | 12 | 3 | 6 | 16 | 24 | 24 | 21 | 17 | 21 | 16 | 17 | 15 | 4 | 14 | 1 | 3 | 4 | 11 | 5 | 0 | 16 | 2 | 20 | 22 | 19 | 20 | 24 | 23 | 14 | 12 |
| 24 | 15 | 12 | 21 | 10 | 13 | 10 | 6 | 14 | 16 | 11 | 7 | 11 | 18 | 5 | 1 | 12 | 18 | 17 | 19 | 18 | 11 | 17 | 16 | 0 | 18 | 24 | 24 | 23 | 24 | 22 | 25 | 18 | 16 |
| 25 | 17 | 20 | 15 | 10 | 5 | 8 | 14 | 27 | 22 | 24 | 19 | 21 | 14 | 15 | 17 | 6 | 12 | 1 | 1 | 2 | 9 | 3 | 2 | 18 | 0 | 18 | 20 | 17 | 18 | 22 | 19 | 12 | 10 |
| 26 | 15 | 18 | 7 | 14 | 23 | 26 | 18 | 12 | 14 | 19 | 21 | 19 | 12 | 19 | 25 | 24 | 10 | 19 | 17 | 16 | 13 | 15 | 20 | 24 | 18 | 0 | 2 | 9 | 10 | 4 | 1 | 16 | 8 |
| 27 | 17 | 20 | 9 | 16 | 25 | 28 | 20 | 10 | 16 | 17 | 19 | 21 | 14 | 21 | 23 | 26 | 12 | 21 | 19 | 18 | 15 | 17 | 22 | 24 | 20 | 2 | 0 | 11 | 12 | 2 | 1 | 18 | 10 |
| 28 | 14 | 17 | 2 | 13 | 22 | 25 | 17 | 17 | 5 | 10 | 16 | 18 | 11 | 18 | 20 | 23 | 9 | 18 | 16 | 15 | 12 | 14 | 19 | 23 | 17 | 9 | 11 | 0 | 1 | 13 | 10 | 15 | 7 |
| 29 | 15 | 18 | 3 | 14 | 23 | 24 | 18 | 16 | 4 | 9 | 15 | 19 | 12 | 19 | 19 | 24 | 10 | 19 | 17 | 16 | 13 | 15 | 20 | 24 | 18 | 10 | 12 | 1 | 0 | 14 | 11 | 16 | 8 |
| 30 | 19 | 22 | 11 | 18 | 27 | 26 | 22 | 8 | 18 | 15 | 17 | 21 | 16 | 23 | 21 | 28 | 14 | 23 | 21 | 20 | 17 | 19 | 24 | 22 | 22 | 4 | 2 | 13 | 14 | 0 | 3 | 20 | 12 |
| 31 | 16 | 19 | 8 | 15 | 24 | 27 | 19 | 11 | 15 | 20 | 20 | 20 | 13 | 20 | 24 | 25 | 11 | 20 | 18 | 17 | 14 | 18 | 23 | 25 | 19 | 1 | 1 | 10 | 11 | 3 | 0 | 17 | 9 |
| 32 | 15 | 18 | 13 | 2 | 17 | 18 | 2 | 22 | 20 | 19 | 15 | 19 | 12 | 3 | 9 | 18 | 10 | 13 | 11 | 10 | 3 | 9 | 14 | 8 | 12 | 16 | 18 | 15 | 16 | 20 | 17 | 0 | 8 |
| 33 | 7 | 10 | 5 | 6 | 15 | 18 | 10 | 19 | 12 | 16 | 15 | 11 | 4 | 11 | 17 | 16 | 2 | 11 | 9 | 8 | 5 | 7 | 12 | 16 | 10 | 8 | 10 | 7 | 8 | 12 | 9 | 8 | 0 |
| Placing Order Time | Processing Time | Batch (b) | Customer Order (o) | Operation Time | Waiting Time | Truck Loading Time (r) |
|---|---|---|---|---|---|---|
| 12–14 | 14–16 | 1 | 1 | 21 | 1380 min. | 3 p.m. of the next day |
| 14–16 | 16–18 | 2 | 2 | 20 | 900 min. | 9 a.m. of the next day |
| 3 | 900 min. | 9 a.m. of the next day | ||||
| 3 | 4 | 11 | 900 min. | 9 a.m. of the next day | ||
| 16–18 | 18–20 | 4 | 5 | 19 | 780 min. | 9 a.m. of the next day |
| 6 | 1140 min. | 3 p.m. of the next day | ||||
| 5 | 7 | 22 | 1200 min. | 5 p.m. of the next day | ||
| 8 | 1200 min. | 5 p.m. of the next day | ||||
| 6 | 9 | 15 | 960 min. | 12 p.m. of the next day | ||
| 18–20 | 20–22 | 7 | 10 | 9 | 840 min. | 12 p.m. of the next day |
| 20–22 | The next day 6–8 | 8 | 11 | 22 | 240 min. | 12 p.m. of the next day |
| 22–24 | 12 | 240 min. | 12 p.m. of the next day | |||
| 4–6 of the next day | 9 | 13 | 18 | 840 min. | 10 p.m. of the next day | |
| 6–8 of the next day | The next day 8–10 | 10 | 14 | 17 | 720 min. | 10 p.m. of the next day |
| 8–10 of the next day | The next day 10–12 | 11 | 15 | 15 | 600 min. | 10 p.m. of the next day |
| 10–12 of the next day | The next day 12–14 | 12 | 16 | 18 | 480 min. | 10 p.m. of the next day |
| Batch (b)/Picker (p) | Placing Order Time | Customer Order (o) | Start Time | Operation Time (min.) | Finish Time | Waiting Time | Truck Loading Time (r) |
|---|---|---|---|---|---|---|---|
| 1/1 | 14–16 | 2 | 8:23 a.m. | 26 | 8:49 a.m. | 11 min. | 12:00 p.m. |
| 14–16 | 3 | 11 min. | 12:00 p.m. | ||||
| 2/1 | 14–16 | 4 | 8:49 a.m. | 11 | 9:00 a.m. | 0 | 12:00 p.m. |
| 16–18 | 5 | 12:00 p.m. | |||||
| 3/1 | 16–18 | 9 | 11:22 a.m. | 16 | 11:38 a.m. | 22 min. | 12:00 p.m. |
| 22–24 | 12 | 22 min. | 12:00 p.m. | ||||
| 4/2 | 18–20 | 10 | 11:38 a.m. | 22 | 12:00 p.m. | 0 | 12:00 p.m. |
| 20–22 | 11 | 12:00 p.m. | |||||
| 5/1 | 12–14 | 1 | 2:33 p.m. | 27 | 3:00 p.m. | 0 | 5:00 p.m. |
| 16–18 | 6 | 5:00 p.m. | |||||
| 6/2 | 16–18 | 7 | 4:34 p.m. | 22 | 5:00 p.m. | 0 | 5:00 p.m. |
| 16–18 | 8 | 5:00 p.m. | |||||
| 7/2 | 8–10 | 15 | 9:11 p.m. | 17 | 9:28 p.m. | 32 min. | 10:00 p.m. |
| 10–12 | 16 | 32 min. | 10:00 p.m. | ||||
| 8/2 | 4–6 | 13 | 9:28 p.m. | 32 | 10:00 p.m. | 0 | 10:00 p.m. |
| 6–8 | 14 | 10:00 p.m. |
| Batch (b) | Customer Orders (o) | Container (j) | Container size | Container Price ( ) |
|---|---|---|---|---|
| 1 | 2 | 14 | 2 | 70 |
| 3 | 2 | 1 | 55 | |
| 2 | 4 | 13 | 2 | 70 |
| 5 | 8 | 2 | 70 | |
| 3 | 9 | 15 | 2 | 70 |
| 12 | 11 | 2 | 70 | |
| 4 | 10 | 10 | 2 | 70 |
| 11 | 7 | 1 | 55 | |
| 5 | 1 | 9 | 2 | 70 |
| 6 | 5 | 1 | 55 | |
| 6 | 7 | 6 | 1 | 55 |
| 8 | 20 | 2 | 70 | |
| 7 | 15 | 3 | 1 | 55 |
| 16 | 1 | 1 | 55 | |
| 8 | 13 | 16 | 2 | 70 |
| 14 | 19 | 2 | 70 |
| Batch (b) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 2 | 0 | 4 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 3 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | |
| 4 | 0 | 0 | 0 | 0 | 4 | 0 | 0 | 0 | |
| 5 | 0 | 0 | 4 | 0 | 0 | 0 | 0 | 0 | |
| 6 | 0 | 0 | 0 | 0 | 0 | 3 | 0 | 0 | |
| 7 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | |
| 8 | 0 | 0 | 0 | 0 | 2 | 0 | 0 | 0 | |
| 9 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 10 | 3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 11 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 12 | 0 | 3 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 13 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 14 | 0 | 0 | 0 | 0 | 3 | 0 | 0 | 0 | |
| 15 | 0 | 0 | 0 | 0 | 0 | 2 | 0 | 0 | |
| 16 | 0 | 0 | 3 | 0 | 0 | 0 | 0 | 0 | |
| 17 | 4 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 18 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | |
| 19 | 0 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | |
| 20 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | |
| 21 | 0 | 0 | 0 | 3 | 0 | 0 | 0 | 0 | |
| 22 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | |
| 23 | 0 | 0 | 0 | 0 | 0 | 4 | 0 | 0 | |
| 24 | 0 | 0 | 0 | 4 | 0 | 0 | 0 | 0 | |
| 25 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | |
| 26 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | |
| 27 | 0 | 0 | 0 | 0 | 0 | 0 | 4 | 0 | |
| 28 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | |
| 29 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 0 | |
| 30 | 0 | 0 | 0 | 0 | 0 | 0 | 3 | 0 | |
| 31 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 4 | |
| 32 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 3 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shiau, J.-Y.; Huang, J.-A. Wave Planning for Cart Picking in a Randomized Storage Warehouse. Appl. Sci. 2020, 10, 8050. https://0-doi-org.brum.beds.ac.uk/10.3390/app10228050
Shiau J-Y, Huang J-A. Wave Planning for Cart Picking in a Randomized Storage Warehouse. Applied Sciences. 2020; 10(22):8050. https://0-doi-org.brum.beds.ac.uk/10.3390/app10228050
Chicago/Turabian StyleShiau, Jiun-Yan, and Jie-An Huang. 2020. "Wave Planning for Cart Picking in a Randomized Storage Warehouse" Applied Sciences 10, no. 22: 8050. https://0-doi-org.brum.beds.ac.uk/10.3390/app10228050