Application of Plant Oils as Ecologically Friendly Hydraulic Fluids
by
 ,
,
Artur Olszak
1, 
Karol Osowski
2,
Ireneusz Musiałek
3,
Elżbieta Rogoś
4,
Andrzej Kęsy
2 and
Zbigniew Kęsy
2,* 1
Łukasiewicz Research Network—New Chemical Syntheses Institute, 24110 Puławy, Poland
2
Faculty of Mechanical Engineering, Kazimierz Pulaski University of Technology and Humanities in Radom, 26600 Radom, Poland
3
University’s Branch in Sandomierz, Jan Kochanowski University of Kielce, 25369 Kielce, Poland
4
Łukasiewicz Research Network—The Institute for Sustainable Technologies, 26600 Radom, Poland
*
Author to whom correspondence should be addressed.
Appl. Sci. 2020, 10(24), 9086; https://0-doi-org.brum.beds.ac.uk/10.3390/app10249086
Submission received: 30 November 2020
/
Revised: 11 December 2020
/
Accepted: 12 December 2020
/
Published: 18 December 2020
(This article belongs to the Special Issue Current Status on Natural Working Fluids in Cooling, Heating and Power Systems)
Abstract
:This paper presents the results of physicochemical and tribological tests of vegetable oils obtained by the supercritical fluid extraction method from berry seeds. The research was conducted by using these oils as the raw material for the biodegradable hydraulic working fluids. The oils were assessed in terms of kinematic viscosity, anti-wear properties, resistance to oxidation and corrosive effects to copper and the pour point. The best results were achieved in the case of the blackcurrant seed oil. In order to confirm the practical possibility of using vegetable oils as working fluids for hydraulic couplings, experimental tests of the hydrodynamic clutch filled with blackcurrant seed oil were carried out. Based on the obtained research results, it was found that oils from berry plant seeds produced by supercritical extraction could be used in the future as potential working fluids for hydraulic systems.
1. Introduction
One of basic elements of machine hydraulic systems is the working fluid. The main task of the working fluid is to transfer energy between the driving part and the driven part of a machine’s drive system. In modern hydraulic systems, the working fluid also performs several different important functions. Among these functions are the lubrication of moving parts, heat dissipation, the discharge of solid contaminants from the system, sealing the system and corrosion protection. The most important and basic physical attributes of working fluids are, among others, kinematic viscosity, density, the boiling point, the freezing point and specific heat. Working fluids performing in hydraulic systems should also have anti-wear and anti-corrosive properties, as well as resistance to oxidation and to thermal degradation.
Kinematic viscosity is a basic physical property of a working fluid; the amount of flow losses within the hydrodynamic clutch’s working space depends on this property. In order to minimize the flow losses, it is advised to use working fluids with a very low viscosity.
The viscosity coefficient value depends on the temperature. A low boiling point contributes to the occurrences of cavitation phenomena. A significant increase in the working temperature of the hydrodynamic clutch can cause a decrease in the quality of the working fluid as a result of its oxidation and thermal destruction. This is why it is necessary for the working fluid to have antioxidative properties which will ensure the required durability.
The working fluid of hydrodynamic clutches should also have good anti-foaming and anti-corrosive properties, and it should not decompose. Foaming in the working space poses a risk of leaks of the hydraulic fluid through the sealing. The working fluid cannot contain any substances that would react chemically with construction materials. Additives which improve the antioxidative, anti-corrosion or anti-wear properties of the working fluid should not decompose in order to prevent precipitation.
In hydrodynamic clutches, the most commonly used working fluids are oils which are mixtures of various hydrocarbons obtained from crude oil distillation. Crude oil is one of the basic raw materials in the power industry and the chemical industry. However, over the last several dozen years, there has been a debate (both among scientists and in society) concerning the time of depletion of non-renewable resources of the raw material. Another aspect of the debate concerns the possible development of industry sectors which are now completely dependent on these resources. One of the possible solutions to these problems is to replace crude oil with natural and biodegradable materials. Such solutions are favoured due to growing consumer awareness concerning the negative influence of industrial production based on the processing of crude oil. In the case of hydraulic working fluids which are produced from oils obtained from crude oil processing, their producers make efforts to develop products based on raw materials with lower negative impacts on the environment [1,2,3,4,5].
There is a lot of ongoing research aiming to use water as a working fluid in hydraulic systems [6,7]. Using water in hydrokinetic systems is more advantageous than using oils for a few reasons. The viscosity of water is significantly lower than the viscosity of oils, it does not depend on temperature and the thermal conductivity of water is five times higher than the thermal conductivity of oil. Water poses no fire or explosion risk. The main disadvantages limiting the usage of water in hydraulic systems are a narrow range of working temperatures, causing the corrosion of steel (which usually makes up the elements of hydraulic systems) and low lubricity. However, the lower limits of the operating temperature can be shifted by using additives, lowering the freezing point of water. Corrosion can be eliminated by using stainless steel or anti-corrosion coatings for regular steel.
Nitesh Jain and Aceem Tiwari presented a comparison of test results for hydrodynamic clutches filled with water and with a typical hydraulic oil, ISO VG 32 [8]. On the basis of the obtained results, it was found that the power transferred by the clutch filled with water increased by approximately 15% in relation to the clutch filled with the hydraulic oil. To prevent water leakage and decrease friction between the moving elements of the clutch, special self-lubricating sealings were applied, as well as small gaps and water additives.
The newest type of working fluid used in hydraulic devices, including hydrodynamic clutches, is the two-component fluid, mainly electrorheological fluids [9,10,11]. The solid phase of electrorheological fluids consists of organic or inorganic particles, easily polarized by an electric field. The liquid phase consists of liquids which do not conduct electricity, such as mineral oils, plant oils, liquid paraffins and kerosene. Additives used to enhance the electrorheological effect are as follows: water, acids, inorganic salts, alcohols and esters. In order to reduce the non-ecological contents in electrorheological fluids, the solid phase consists of natural products, such as starch, cellulose, resins and rubber. A two-component electrorheological fluid that is often used is the fluid made of starch and silicon oil.
Apart from their food applications, oils and vegetable fats, as well as substances obtained from them, are important raw materials used in a number of industry sectors. It is used, among other things, in cosmetics, pharmaceuticals, biofuels, paints, adhesives, coatings, surfactants, solvents and adjuvants [12,13]. Products made using plant oils are friendly to the environment and human health, and they are biodegradable in most cases [14,15,16]. The use of plant oils as lubricants has a long history, dating back to olive oil usage in ancient times. Vegetable oils are useful as base materials for the production of working fluids, which results from their beneficial properties, such as a high flash point, high viscosity and low evaporation losses. The wide use of working fluids based on oils and vegetable fats is limited by their low oxidative and hydrolytic stability, low durability and high viscosity when exposed to low temperatures. These disadvantages can be successfully reduced by using appropriate chemical additives or proper preparation technology [17].
The use of plant oils in technology on a large scale faces another obstacle, which is ethical principles, namely objecting to the use of food-based raw materials for non-nutritional purposes when some parts of the world suffer from hunger. Due to that, there is an ongoing search for new raw materials, allowing for the withdraw from using oil plants used mainly for food purposes. The newest research concerns inedible oils as well as agri-food industry waste. A significant obstacle in using this waste is that it is low in oil (usually below 20% of its weight). This means that obtaining oils from agri-food waste is expensive when using classic methods, such as cold pressing or extraction with fatty solvents.
Employing modern extraction methods, including supercritical fluid extraction, allows for the economically justified production of oils from raw materials low in fatty compounds. Supercritical fluid extraction is currently a technologically advanced method of separating substances from plants, used, for example, to extract caffeine from coffee, hop resins from hop cones and oils from oily raw materials. The basis of this process is the use of carbon dioxide in a supercritical state, whose properties are a density close to that of a liquid, a viscosity similar to a gas’s viscosity, and a diffusion coefficient that is an intermediate between liquids and gases. Due to these properties, it has a high ability to dissolve and extract oils. Additional advantages of this method are an oxygen-free atmosphere that prevents the oxidation of chemicals, the low temperature of the process (beneficial for maintaining unchanged properties of the extracted compounds) and no residual solvent in the final product [18,19].
Lab tests and bench tests were conducted in order to confirm the practical possibility to use plant oils as basic ingredients of working fluids for hydrodynamic clutches. The researched oils were oils obtained by extraction with supercritical carbon dioxide from berry plants’ seeds. One hundred kilograms of seeds produced about 15 L of oil. These seeds were waste from the production of fruit juices, which resulted in lower oil production costs.
The assessment of the physicochemical and tribological properties (such as kinematic viscosity, anti-wear properties, resistance to oxidation, corrosive action and pour point) was conducted for oils obtained from strawberry seeds, chokeberry seeds, blackcurrant seeds and raspberry seeds. On the basis of this assessment, the blackcurrant seed oil was selected for further tests.
2. Laboratory Tests of Plant Oils
2.1. Testing Kinematic Viscosity of Plant Oils
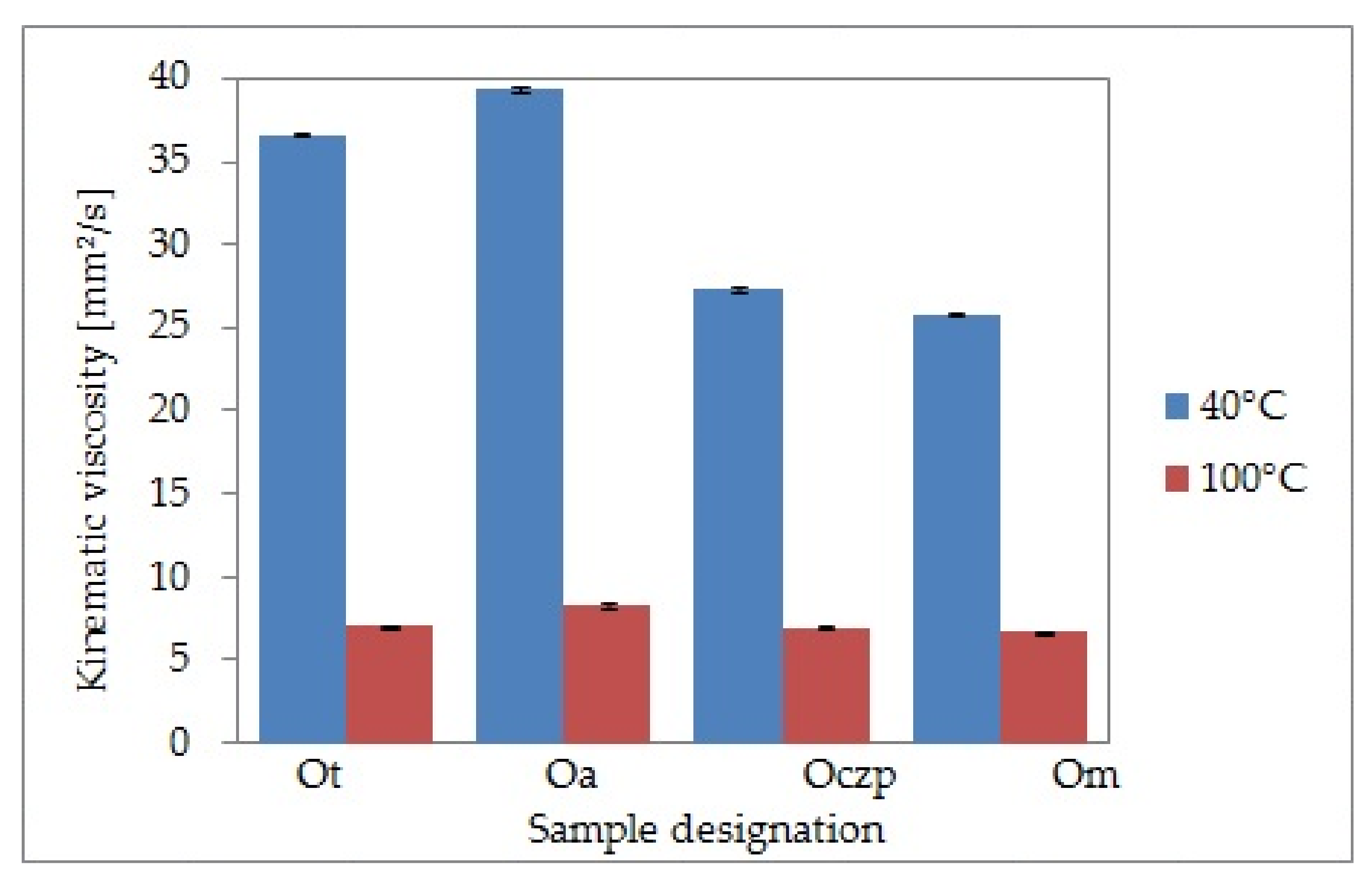
Kinematic viscosity tests of plant oils were performed according to the test method described in the PN-EN ISO 3104:2004 standard [20] (i.e., the measurement of the flow time of a predefined amount of a gravity-influenced fluid through a calibrated glass capillary). The tests were conducted at temperatures of 40 °C and 100 °C.
The viscosity index (VI) was determined according to the test method introduced in the PN-EN ISO 2909:2009 [21] standard, on the basis of the results of kinematic viscosity tests performed at temperatures of 40 °C and 100 °C. The following equation was used:
where L represents the kinematic viscosity for a product with a viscosity index of 0 at 40 °C, whose kinematic viscosity is the same as in the case of a product whose viscosity index is determined at 100 °C; H is the kinematic viscosity for a product with a viscosity index of 100 at 40 °C, whose kinematic viscosity is the same as in the case of a product whose viscosity index is determined at 100 °C; and U represents the kinematic viscosity of the tested product at 40 °C.
The test results of the kinematic viscosities of the plant oils are shown in Figure 1.
Table 1 shows the exemplary kinematic viscosity values of selected plant oils obtained from the following plants: soy, rapeseed, coconut, oil palm, sunflower and castor.
On the basis of the obtained kinematic viscosity test results, viscosity indexes were determined for plant oils from berry seeds, as shown in Table 2. The viscosity index of a typical hydraulic HL 32 oil is also shown in Table 2 for comparison. Because HL 32 oil is the most commonly used working fluid in hydraulic clutches, it was chosen as the reference.
2.2. Testing Anti-Wear Properties of Plant Oils
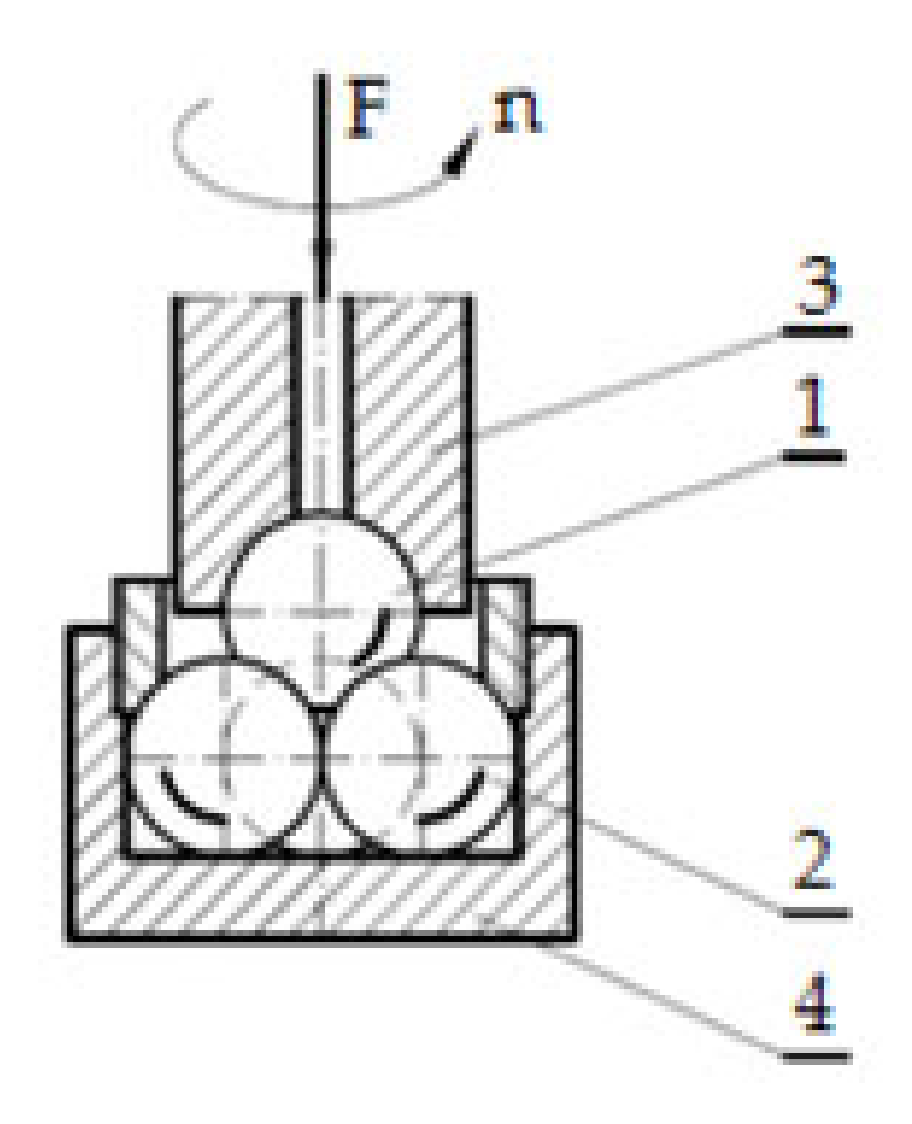
The anti-wear properties of the plant oils obtained from berry seeds were determined according to the method introduced in PN-76/C-04147 [27] by the means of a four-ball apparatus, whose schematic is shown in Figure 2. Friction contact in this device consisted of four balls with a diameter of 12.7 mm and made of bearing steel, whose hardness was 62.7 HRC. Three of the balls were placed in a lower holder, forming a cup-shaped container. The tested oil was poured into the container in the amount of 8 cm3 ± 2 cm3. The fourth ball, fixed in the upper holder, was pressed against the other balls with the force of 392.1 N. The ball’s rotation speed during the plant oil test was 150 rpm. A measurement of the tribological properties of one oil took 60 min. After finishing each testing cycle, the immobile balls were washed with petroleum ether. The wear scar diameter was measured on each ball, and the arithmetic mean of the diameters of the three scars was calculated.
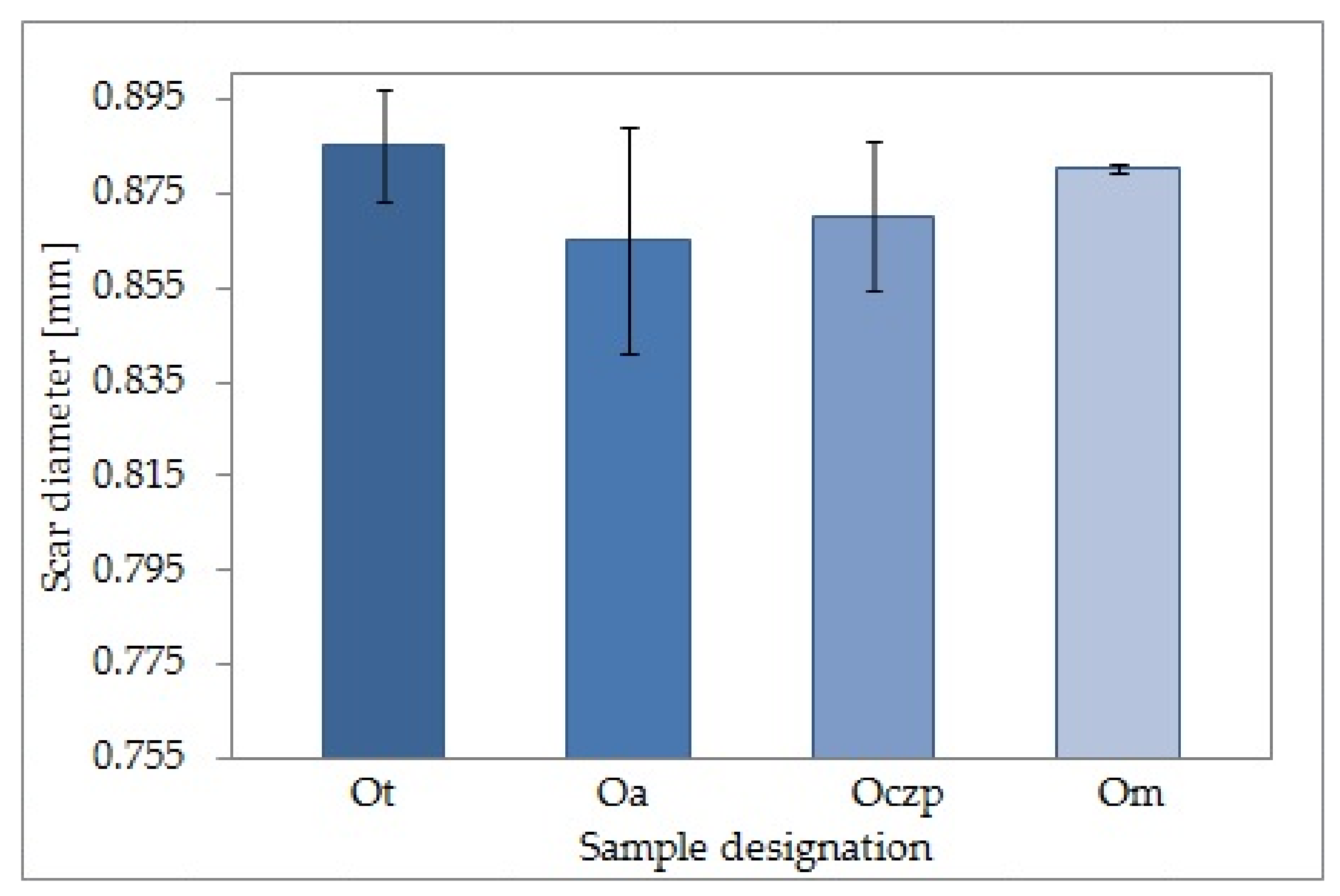
The obtained scar diameters are shown in Figure 3.
2.3. Testing the Oils’ Resistance to Oxidation
The resistance to oxidation of the oils obtained from berry seeds was determined on the basis of the method described in ASTM D2272-11 [28]. A specified volume of the examined oil sample, as well as a copper catalyst and water, were placed in a glass, which was then placed in a stainless steel pressure vessel filled with oxygen at a predetermined pressure. The prepared container was then placed in an oil bath in order to maintain a constant temperature. The test terminated when the presser within the vessel fell by at least 175 kPa. The time needed to reach the assumed pressure drop, measured in minutes, was a measure of the tested oil sample’s resistance to oxidation. The test results are shown in Figure 4.
2.4. Testing the Corrosive Effect of Plant Oil
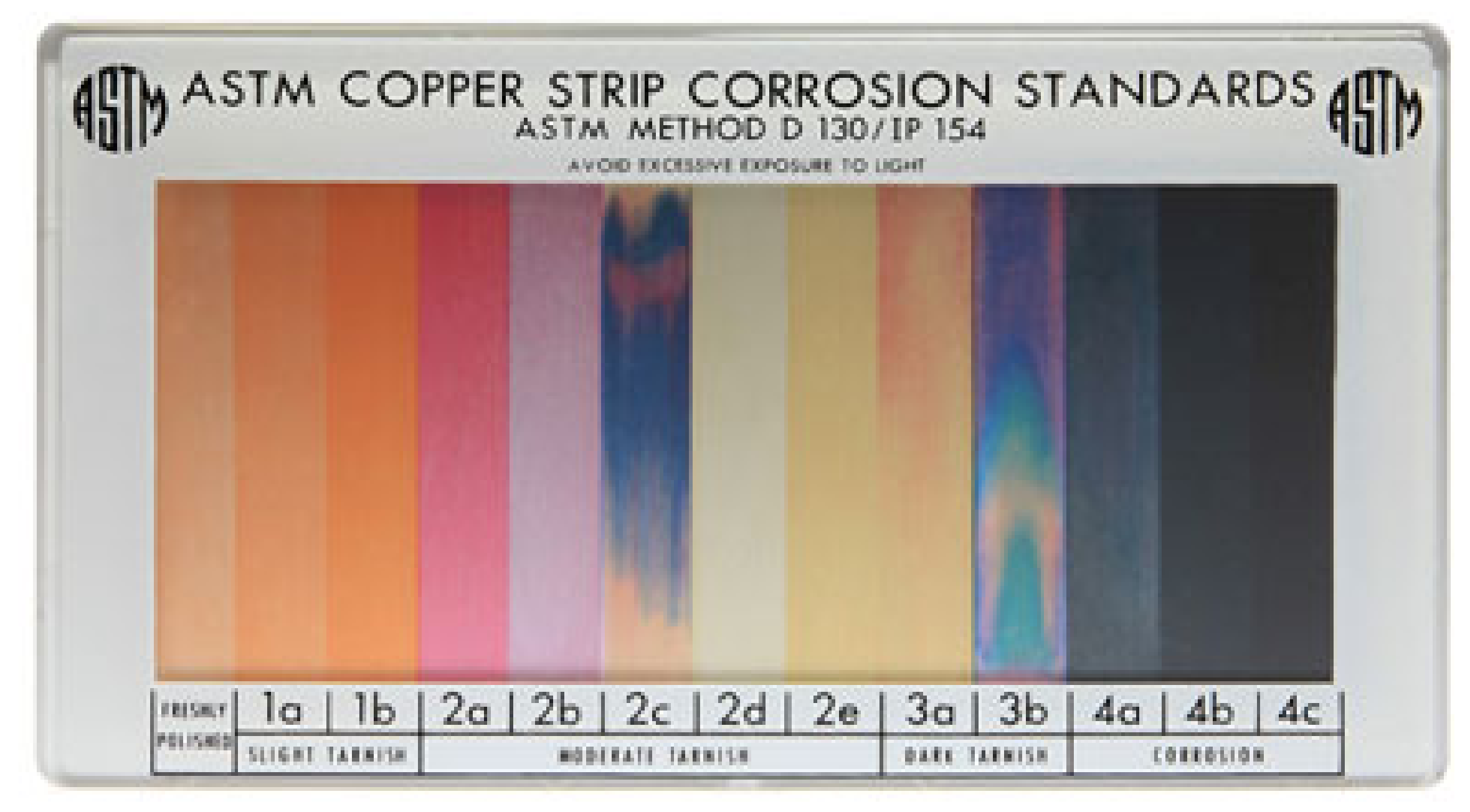
The tests of the corrosive effects of berry seed oils were conducted according to the PN-EN ISO 2160:2004 standard [29]. A polished copper plate was immersed in a predetermined volume of an oil, which was then heated. The temperature and duration of heating of the oil sample complied with the values specified for the product group to which the sample belonged. After the heating time ended, the plate was taken out and washed, and its color was estimated by comparing it with the copper strip corrosion standards, shown in Figure 5.
The test results of the corrosive effects of plant oils are shown in Table 3.
2.5. Testing the Pour Point of the Tested Plant Oils
The pour points of the tested plant oils were determined according to the PN-EN ISO 3016:2005 standard [30]. After preheating, the sample was cooled at a predetermined speed, and its fluidity was measured in temperature intervals of 3 °C. The lowest temperature at which liquid movement was observed was taken as the value of the pour point. The test results are shown in Figure 6.
3. Bench Tests of Plant Oils
Bench tests concerning plant oils as basic components of hydraulic working fluids were conducted at a specially designed test rig with a hydrodynamic clutch. First, the hydrodynamic clutch was filled with a typical hydraulic oil, whose trade name is HL 32, compliant with the VG 32 grade. Then, it was filled with the blackcurrant oil, which was chosen for the bench tests due to the fact that the kinematic viscosity value of this oil was closest to the value of the kinematic viscosity of the HL 32 oil, which allowed us to compare the test results.
The test rig consisted of a steel frame, an alternating current (AC) drive motor, a hydrodynamic clutch filled with a plant oil, a direct current (DC) brake motor, a control system and a computer measurement system registering the test results in real time. The AC and DC motors were mounted on the steel frame. A hydrodynamic clutch was mounted on the drive motor’s output shaft. The clutch was a Turbo KG TYP VTK274T made by Voith. The Rotex flexible clutch connected the output shaft to the electric brake motor. The view of the mechanical part of the test rig is shown in Figure 7.
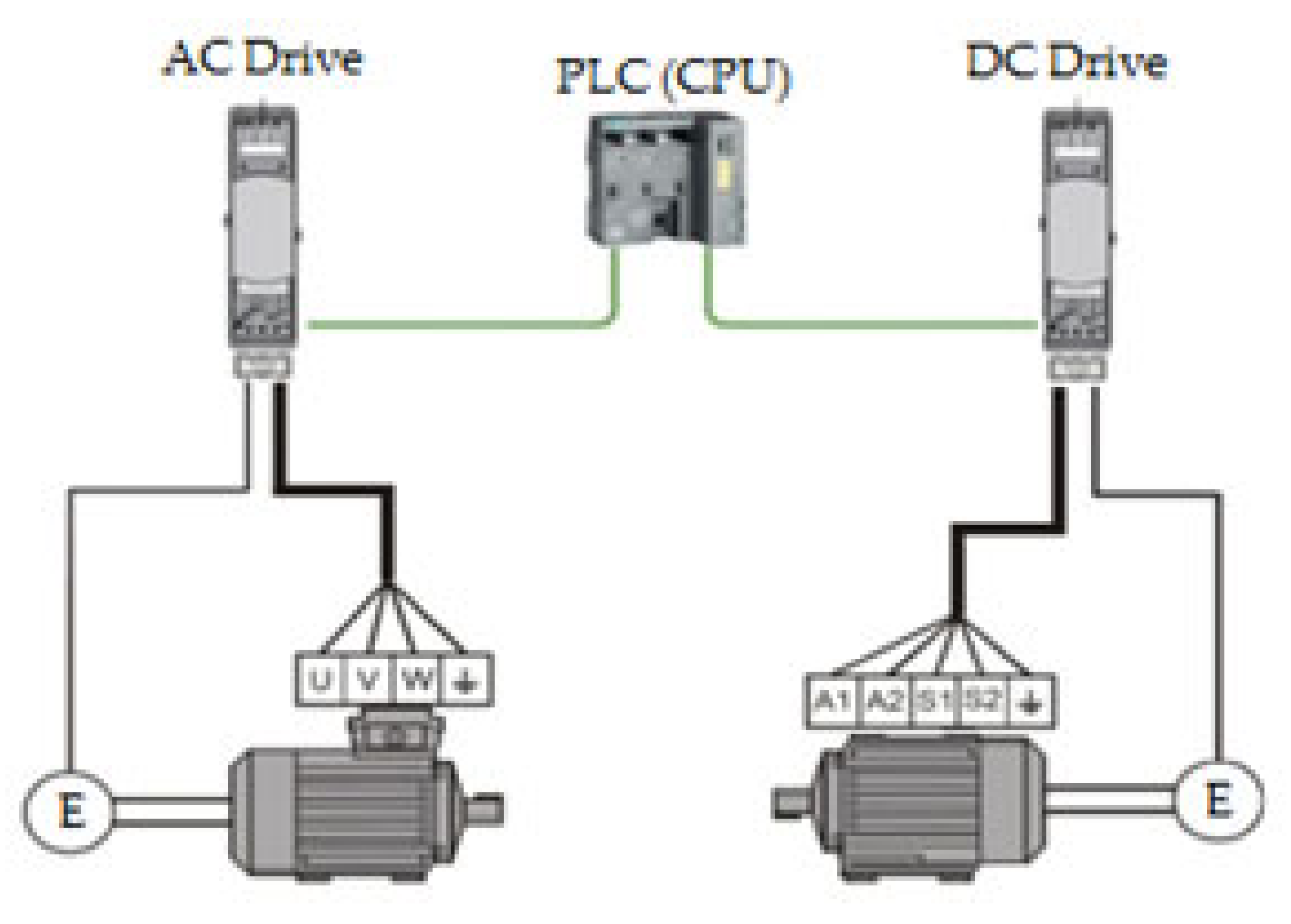
Control of the drive motor and the brake was done via AC drive and DC drive control systems made by Emerson. The performance of the control systems was supervised by a programmable logic controller (PLC) driver, working with encoders mounted on the shafts of the electric motors used to measure the rotational speeds of the motors. Table 4 shows the basic technical parameters of the electric and electronic components of the test rig.
The control schematic of the drive motors is shown in Figure 8.
The computer measuring system integrated with the control system enabled registration and saving of the following values: the torque of the drive motor M1, the torque of the brake motor M2, the rotational speed of the drive motor n1, the rotational speed of the brake motor n2 and the temperature of the working fluid T.
The constructed test rig made it possible to conduct the measurements necessary to draw up the characteristics of the hydrodynamic clutch in the following form:
where ik can be expressed as follows:
where n1 represents the rotational speed of the input shaft, n2 represents the rotational speed of the output shaft, ik represents the speed ratio and T represents the temperature of the working fluid.
M = f(ik) for n1 = const., T = const.
ik = n2/n1
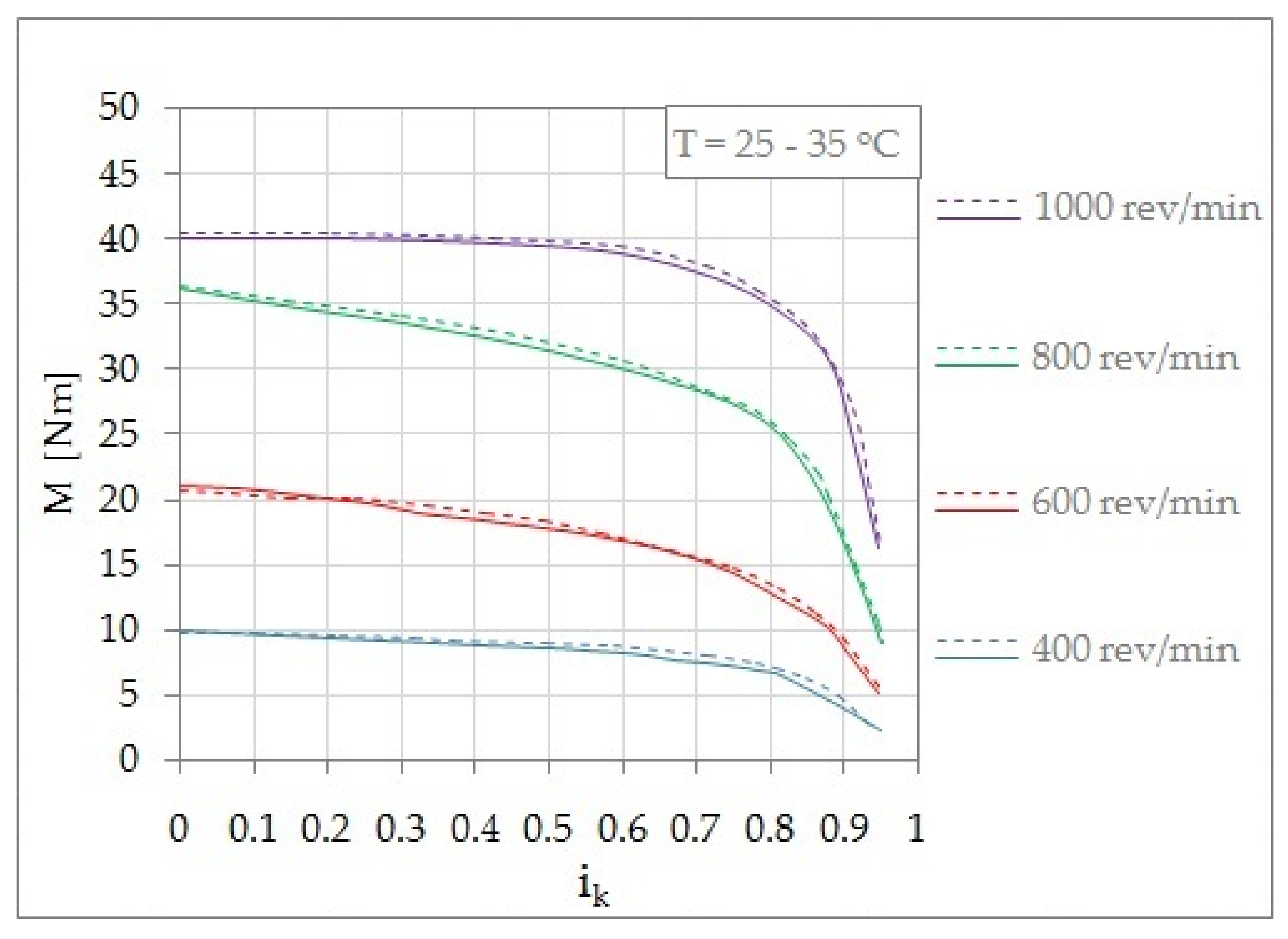
The tests were conducted within a temperature range from 25 °C to 35 °C in the following manner: for predetermined values of the rotational speeds of the drive engine shaft n1 = 400, 600, 800, 1000 rpm, the step change of the load level was applied by increasing the torque M2.
Figure 9 shows the compared characteristics obtained from the bench tests of the hydrodynamic clutch filled with hydraulic HL 32 oil and with the blackcurrant seed oil.
During the tests, it was found that heating the blackcurrant oil up to a temperature approaching 100 °C caused the oil to emit a strong scent. Such a strong scent was not present when the hydrodynamic clutch was filled with the HL 32 oil.
4. Discussion
The obtained test results concerning the kinematic viscosity of berry seed oils were compared with the technical data of other oils on the basis of the available literature. The data concerning the hydraulic HL 32 oil were read from the PN-ISO 11158:2012 standards [31]. The guidelines described in this standard specified the range of kinematic viscosity for oils used in hydraulic systems at a temperature of 40 °C within the range of 28.8–35.2 mm2/s. At 40 °C, the kinematic viscosity of the HL 32 oil is 32.6 mm2/s. For the tested plant oils, the value of the kinematic viscosity was higher than 32.6 mm2/s by 3.9 mm2/s and 6.7 mm2/s for the strawberry seed oil and chokeberry seed oil, respectively. At a temperature of 100 °C, all of the tested oils showed a significantly higher kinematic viscosity, ranging from 25.4% to 55.9% in comparison with the viscosity of the HL 32 oil, which is 5.4 mm2/s.
The kinematic viscosities of the plant oils shown in Table 1 at 40 °C were similar to those of other plant materials. The similarities in kinematic viscosity ranges were also noticeable at the temperature of 100 °C. An exception from this was the castor oil, whose kinematic viscosity was significantly higher at both 40 °C and 100 °C.
The highest values of the viscosity index (VI) were obtained from the blackcurrant seed oil (235) and raspberry seed oil (237). A lower value was obtained from the chokeberry seed oil, and the lowest came from the strawberry seed oil. The comparison of the obtained results to the HL 32 oil data showed that the tested plant oils had higher viscosity indexes than the HL 32 oil by 54.5% to 230.1%. A viscosity index higher than 200 shows the possibility of the correct performance of such an oil within a wider temperature range.
The anti-wear berry seed oil tests conducted with a four-ball apparatus showed that the wear scar diameter ranged from 0.865 mm to 0.885 mm, as shown in Figure 3. These values can be considered average because, for this class of industrial oils, the wear scar diameter does not exceed 0.5 mm, while for other industrial oils (including rapeseed and soy oil), the diameter is approx. 0.7 mm [32,33,34].
Figure 4 shows that the resistance to oxidation of the examined oils ranged from 25 min to 68 min. Chokeberry seed oil had the lowest thermo-oxidative resistance (25 min), while raspberry seed oil had the highest thermo-oxidative resistance (68 min). These values are really low in comparison with other plant oils, such as rapeseed oil (110 min).
The examples in Table 3 concerning the corrosive effect show that corrosion did not occur for three out of the four samples. In the case of chokeberry seed oil, matting and discoloration of the plate occurred, matching the 3a pattern shown in Figure 5. This is a negative result, according to PN-ISO 11158:2012 standards [31]. The maximal corrosion degree allowed by this standard is two, under the milder temperature conditions of the test.
Figure 6 shows that the pour points of the tested plant oils ranged from −25 °C to −22 °C. The pour point temperature range, determined on the basis of the tests, was similar to the pour point temperature ranges of most hydraulic oils.
The characteristics of the hydrodynamic clutch M = f(ik), obtained for different rotational speeds of the hydraulic clutch’s input shaft, were nearly the same for both the HL 32 oil and the blackcurrant seed oil, as shown in Figure 9. It should be noted that the blackcurrant oil was used with no correction to its composition in terms of suitability for work in hydraulic components. Given the above, it might be assumed that working on the improvement of blackcurrant seed oil (e.g., by introducing additives) will increase the usability of this oil as a hydraulic working fluid. These works should also cover reducing the emission of volatile compounds, which causes a strong smell. The smell can reduce the usability of this oil as a working fluid in closed rooms.
The working fluid’s viscosity is an important parameter taken into consideration while selecting a working fluid for a hydrodynamic clutch. It has a direct influence on the clutch’s efficiency η. A theoretical loss coefficient φ is used to estimate the influence of the ecological working fluid’s viscosity in a hydrodynamic clutch. The coefficient’s value directly influences the value of the working fluid flow losses in a hydrodynamic clutch and thus influences the clutch’s performance. The coefficient’s value should be as low as possible. The value of the loss coefficient for an ecological fluid working in a hydrodynamic clutch can be described with the following formula [35]:
where φH represents the loss coefficient obtained on the basis of experimental research on a hydrodynamic clutch filled with a hydraulic oil, νE represents the kinematic viscosity coefficient of the ecological fluid and νH represents the kinematic viscosity coefficient of the hydraulic oil.
In the calculations performed on the basis of Equation (4) for the tested plant oils, the values of the loss coefficient φE virtually did not differ from the loss coefficient φH. This means that using the tested plant oils as working fluids would not reduce the efficiency of the hydraulic clutch.
5. Conclusions
- The kinematic viscosity values of the blackcurrant seed oil and raspberry seed oil, calculated on the basis of physicochemical tests, were close to the value of the kinematic viscosity of HL 32 class oils. The kinematic viscosity indexes for all tested plant oils achieved very good results. The resistance to corrosion of the tested oils was satisfactory, with the exception of chokeberry seed oil. Less beneficial results were obtained for the oxidation resistance and tribological properties of the tested plant oils.
- The approximate values of the torque M for the HL 32 oil and the blackcurrant oil, obtained on the basis of the experimental research, confirmed the significance of the kinematic viscosity in terms of the hydrodynamic clutch’s performance.
- The results of the physicochemical and tribological laboratory tests, as well as the results of the bench tests, showed that berry seed oils obtained by supercritical extraction could be used as the base components of working fluids designed for machines’ driving systems.
- The practical use of plant oils (e.g., blackcurrant seed oil) in hydraulic drive systems requires extending the experimental research and including tests which would allow for the reduced emission of its strong smell caused by volatile compounds.
- Further works which aim at replacing currently used hydraulic oils (obtained from crude oil) with ecological plant oils should be directed toward durability tests of the plant oils intended for use as working fluids.
Author Contributions
Conceptualization, A.O., Z.K. and A.K.; methodology, A.O., E.R., Z.K., A.K., K.O. and I.M.; validation, A.O., Z.K., A.K. and K.O.; formal analysis, Z.K., A.K. and K.O.; investigation, A.O., E.R., K.O. and I.M.; writing—original draft preparation, A.O., K.O. and I.M.; writing—review and editing, Z.K., A.K. and A.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jain, A.K.; Suhane, A. Capability of biolubricants as alternative lubricant in industrial and maintenance applications. Int. J. Curr. Eng. Technol. 2013, 3, 179–183. [Google Scholar]
- Mobarak, H.M.; Niza Mohamad, E.; Masjuki, H.H.; Kalm, M.A.; Al Mahmud, K.A.H.; Habibullach, M.; Ashraful, A.M. The prospects of biolubricants as alternatives in automotive applications. Renew. Sustain. Energy Rev. 2014, 33, 34–43. [Google Scholar] [CrossRef]
- Sagar Sinha, V.; Dwivedi, S. Evaluation of performance parameters of blends of vegetable oils witch additives as lubricant in CI engine. IJAREST 2015, 2, 129–136. [Google Scholar]
- Eze, C.C.; Ezeribe, E. Formulation nad production of bio-Hydraulic Fluid as an Alternative to mineralfluids for Automobiles. Am. J. Eng. Res. 2016, 5, 147–151. [Google Scholar]
- Heikal, E.K.; Elmelawy, M.S.; Khalil, S.A.; Elbasuny, N.M. Manufacturing of environment friendly biolubricants from vegetable oils. Egypt. J. Pet. 2017, 26, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Chua, P.; Krutz, G. Steered and propelled water powered vehicle. Int. J. Veh. Des. 2005, 38, 179–195. [Google Scholar] [CrossRef]
- Conrad, F.; Hilbrecht, B.; Jepsen, H. Design of Low-Pressure tap Water Hydraulic Systems for Various Industrial Applications; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2000; pp. 1–17. [Google Scholar]
- Nitesh Jain, E.; Aceem Tiwari, D. Comparative study of fluid coupling for oil and water as working fluid. IJERD 2013, 9, 56–61. [Google Scholar]
- Musiałek, I.; Migus, M.; Olszak, A.; Osowski, K.; Kesy, Z.; Kęsy, A.; Kim, G.W.; Choi, S.B. Analysis of a combined clutch with an electrorheological fluid. Smart Mater. Struct. 2020, 29, 1–12. [Google Scholar] [CrossRef]
- Olszak, A.; Osowski, K.; Kęsy, Z.; Kęsy, A. Modelling and testing of a hydrodynamic clutch filled with electrorheological fluid in varying degree. J. Intell. Mater. Syst. Struct. 2019, 30, 649–660. [Google Scholar] [CrossRef]
- Ziąbska, E.; Duchowski, J.; Olszak, A.; Osowski, K.; Kęsy, A.; Kęsy, Z.; Choi, S.B. Wear forms of heterogeneous electro-rheological fluids working in a hydraulic clutch system. Smart Mater. Struct. 2017, 26, 1–19. [Google Scholar] [CrossRef]
- Klimaszewska, E.; Małysa, A.; Zięba, M.; Rój, E.; Wasilewski, T. Use of the hydrophobic blackberry extract obtained by extraction with supercritical carbon dioxide for the preparation of cosmetic masks. Przemysł Chem. 2016, 95, 1151–1156. [Google Scholar]
- Gonfa Keneni, Y.; Marchetti, J.M. Oil extraction from plant seeds for biodiesel production. AIMS Energy 2017, 5, 316–340. [Google Scholar] [CrossRef]
- Messyasz, B.; Michalak, I.; Łęska, B.; Schroeder, G.; Górka, B.; Korzeniowska, K.; Lipok, J.; Wieczorek, P.; Rój, E.; Wilk, R.; et al. Valuable natural products from marine and freshwater macroalgae obtained from supercritical fluid extracts. J. Appl. Phycol. 2018, 30, 591–603. [Google Scholar] [CrossRef] [PubMed]
- Tyśkiewicz, K.; Gieysztor, R.; Konkol, M.; Szałas, J.; Rój, E. Essential oils from Humuluslupulus scCO2 extract by hydrodistillation and microwave-asissted hydrodistillation. Molecules 2018, 23, 2866. [Google Scholar] [CrossRef] [Green Version]
- Milala, J.; Grzelak-Błaszczyk, K.; Sójka, M.; Kosmala, M.; Dobrzyńska-Inger, A.; Rój, E. Changes of bioactive components in berry seed oils during supercritical CO2 extraction. J. Food Process. Preserv. 2018, 42, 1–7. [Google Scholar] [CrossRef]
- Dowson, D. History of Tribology, 2nd ed.; John Wiley and Sons Ltd.: Bury St Edmunds, UK, 1998; pp. 1–768. [Google Scholar]
- Martin, L.; Skinner, C.; Marriott, R.J. Supercritical extraction of oil seed rape: Energetic evaluation of process scale. J. Supercrit. Fluids 2015, 105, 55–59. [Google Scholar] [CrossRef]
- Wasilewski, T.; Seweryn, A.; Bujak, T. Supercritical carbon dioxide blackcurrant seed extract as an anti-irritant additive for hand dishwashing liquids. Green Chem. Lett. Rev. 2016, 9, 114–121. [Google Scholar] [CrossRef] [Green Version]
- Standard PN-EN ISO 3104:2004. Petroleum Products-Transparent and Opaque Liquids-Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity; ISO: Geneva, Switzerland, 2004. [Google Scholar]
- Standard PN-EN ISO 2909:2009. Petroleum Products-Calculation of Viscosity Index from Kinematic Viscosity; ISO: Geneva, Switzerland, 2002. [Google Scholar]
- Balamurugan, K.; Kanagasabapathy, N.; Mayilsamy, K. Studies on soya bean oil based lubricant for diesel engines. J. Sci. Ind. Res. 2010, 69, 794–797. [Google Scholar]
- Stanciu, I. Viscosity index for oil used as biodegradable lubricant. J. Sci. Arts 2011, 4, 463–466. [Google Scholar]
- Stanciu, I. Viscosity index for oil used as biodegradable lubricant. Indian J. Sci. Technol. 2020, 13, 352–359. [Google Scholar] [CrossRef]
- Dandan, M.A.; Yahaya, A.; Syahrullail, S. The effect of the different percentage of pour point depressant (PPD) on the tribological properties of palm kernel oil. Tribol. Ind. 2019, 41, 365–374. [Google Scholar] [CrossRef]
- García-Zapateiro, L.A.; Franco, J.M.; Valencia, C.; Delgado, M.A.; Gallegos, C.; Ruiz-Méndez, M.V. Viscosity modification of high-oleic sunflower and castor oils with acid oils-derived estolides for lubricant applications. Eur. J. Lipid Sci. Technol. 2013, 115, 1173–1182. [Google Scholar] [CrossRef]
- Standard PN-76/C-04147. Testing of Lubricating Properties of Oils and Greases; PKN: Warsaw, Poland, 1977. [Google Scholar]
- Standard ASTM D2272-11. Standard Test Method for Oxidation Stability of Steam Turbine Oils by Rotating Pressure Vessel; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Standard PN-EN ISO 2160:2004. Petroleum Products-Corrosiveness to Copper-Copper Strip Test; ISO: Geneva, Switzerland, 2004. [Google Scholar]
- Standard PN-EN ISO 3016:2005. Petroleum Products-Determination of Pour Point; ISO: Geneva, Switzerland, 2005. [Google Scholar]
- Standard PN-ISO 11158:2012. Lubricants, Industrial Oils and Related Products (Class L)-Family H (Hydraulic Systems)-Specifications for Categories HH, HL, HM, HV and HG; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Rogoś, E.; Urbański, A. Tribological characteristics of vegetable oils intended for the bases of hydraulic oils. Tribologia 2010, 5, 201–211. [Google Scholar]
- Rogoś, E. Biodegradable lubricants for total loss systems. Tribologia 2015, 1, 109–120. [Google Scholar]
- Rogoś, E. Tribological properties of vegetable oils as potential lubricant bases. Tribologia 2015, 5, 109–119. [Google Scholar]
- Stesin, S.P.; Jakovienko, E.A. Lopastnyje Mashiny i Gidrodynamicheskie Pieriedachi; Mashinostroienie: Moskva, Russia, 1990; p. 256. [Google Scholar]
Figure 1.
Kinematic viscosities of the tested oils at 40 °C and 100 °C. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.
Figure 1.
Kinematic viscosities of the tested oils at 40 °C and 100 °C. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.

Figure 2.
Scheme of the four-ball apparatus. 1 = the top ball, 2 = the bottom balls and 3 and 4 = the holders.
Figure 2.
Scheme of the four-ball apparatus. 1 = the top ball, 2 = the bottom balls and 3 and 4 = the holders.

Figure 3.
Scar diameters for the tested oils. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.
Figure 3.
Scar diameters for the tested oils. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.

Figure 4.
Thermo-oxidative resistance of the tested oils. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.
Figure 4.
Thermo-oxidative resistance of the tested oils. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.

Figure 5.
Copper strip corrosion standards.

Figure 6.
The pour points of the tested oils. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.
Figure 6.
The pour points of the tested oils. Ot = strawberry seed oil, Oa = chokeberry seed oil, Oczp = black currant seed oil and Om = raspberry seed oil.

Figure 7.
The mechanical part of the test rig. 1 = the AC drive motor, 2 = the hydrodynamic clutch, 3 = the DC brake motor and 4 = the frame.
Figure 7.
The mechanical part of the test rig. 1 = the AC drive motor, 2 = the hydrodynamic clutch, 3 = the DC brake motor and 4 = the frame.

Figure 8.
The electric motors control scheme.

Figure 9.
The steady-state characteristics of the hydrodynamic clutch (type KG VTK274T) for the tested working fluids. — = blackcurrant seed oil and - - - = hydraulic oil.
Figure 9.
The steady-state characteristics of the hydrodynamic clutch (type KG VTK274T) for the tested working fluids. — = blackcurrant seed oil and - - - = hydraulic oil.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Kinematic viscosity of selected plant oils.
| Raw Material | Kinematic Viscosity at 40 °C (mm2/s) | Kinematic Viscosity at 100 °C (mm2/s) | References |
|---|---|---|---|
| Soy | 29.19 | 9.14 | [22] |
| Rapeseed | 34.26 | 7.51 | [23] |
| Coconut | 27.6 | 5.9 | [24] |
| Corn | 30.8 | 6.57 | [24] |
| Oil palm | 35.36 | 11.24 | [25] |
| Sunflower (high oleic oil) | 41.94 | 9.51 | [26] |
| Castor | 222.04 | 20.94 | [26] |
Table 2.
Viscosity index of selected plant oils calculated at 40 °C and 100 °C.
| Strawberry Seed Oil | Chokeberry Seed Oil | Blackcurrant Seed Oil | Raspberry Seed Oil | HL 32 Oil | |
|---|---|---|---|---|---|
| Kinematic Viscosity | 159 | 196 | 235 | 237 | 103 |
Table 3.
The corrosion resistances of the tested vegetable oils.
| Strawberry Seed Oil | Chokeberry Seed Oil | Blackcurrant Seed Oil | Raspberry Seed Oil | PN-ISO 11158:2012 Standard | |
|---|---|---|---|---|---|
| Corrosion Resistance (Cu, 120 °C, 3 h) Corrosion Degree | 1 | 3a | 1 | 1 | Maximum: 2 (100 °C, 3 h) |
Table 4.
The technical parameters of the test rig components.
| Usage | Model or Type | Current Type | Parameter Values |
|---|---|---|---|
| Maindrive | Tamel 3SG132S-4-IE2 5.5 kW | AC | n =1460 rpm Un = 400 V |
| Brake | Multimoto G11.05 5.5 kW | DC | n = 1480 rpm Un = 400 V |
| PLC driver | Siemens Simatic DP 6ES7151-8AB01-0AB0 | AC | U = 230 V |
| AC drivecontrol system | Emerson Unidrive SP 1406 | AC | Un = 400 V |
| DC drivecontrol system | Emerson Mentor MP 25A4R | AC | Un = 400 V |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Olszak, A.; Osowski, K.; Musiałek, I.; Rogoś, E.; Kęsy, A.; Kęsy, Z. Application of Plant Oils as Ecologically Friendly Hydraulic Fluids. Appl. Sci. 2020, 10, 9086. https://0-doi-org.brum.beds.ac.uk/10.3390/app10249086
AMA Style
Olszak A, Osowski K, Musiałek I, Rogoś E, Kęsy A, Kęsy Z. Application of Plant Oils as Ecologically Friendly Hydraulic Fluids. Applied Sciences. 2020; 10(24):9086. https://0-doi-org.brum.beds.ac.uk/10.3390/app10249086
Chicago/Turabian StyleOlszak, Artur, Karol Osowski, Ireneusz Musiałek, Elżbieta Rogoś, Andrzej Kęsy, and Zbigniew Kęsy. 2020. "Application of Plant Oils as Ecologically Friendly Hydraulic Fluids" Applied Sciences 10, no. 24: 9086. https://0-doi-org.brum.beds.ac.uk/10.3390/app10249086
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.