A Case Study about Biomass Torrefaction on an Industrial Scale: Solutions to Problems Related to Self-Heating, Difficulties in Pelletizing, and Excessive Wear of Production Equipment


Abstract
:1. Introduction
2. Materials and Methods
2.1. Framework
2.2. Process Description
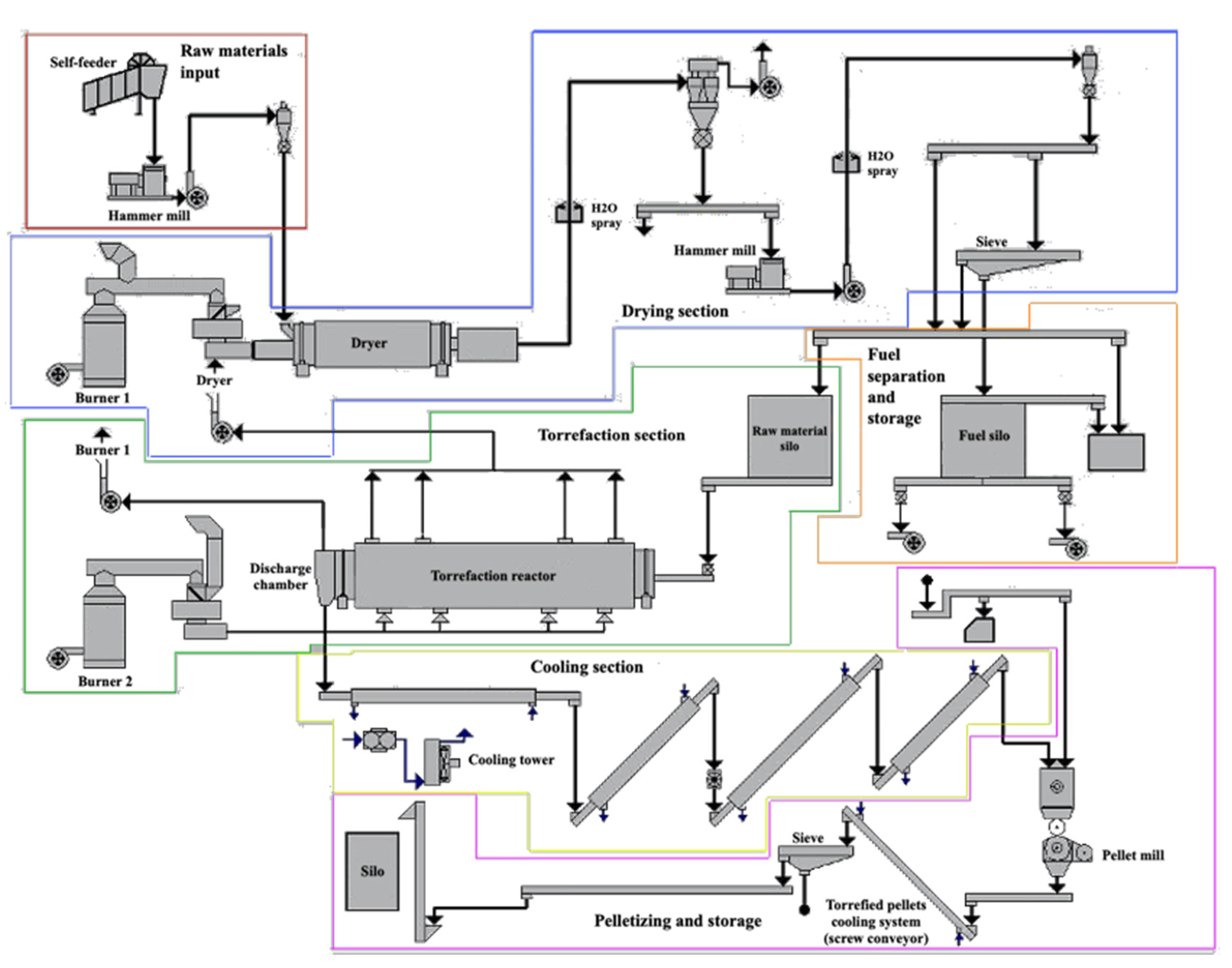
2.2.1. Overview
2.2.2. Biomass Shredding Section
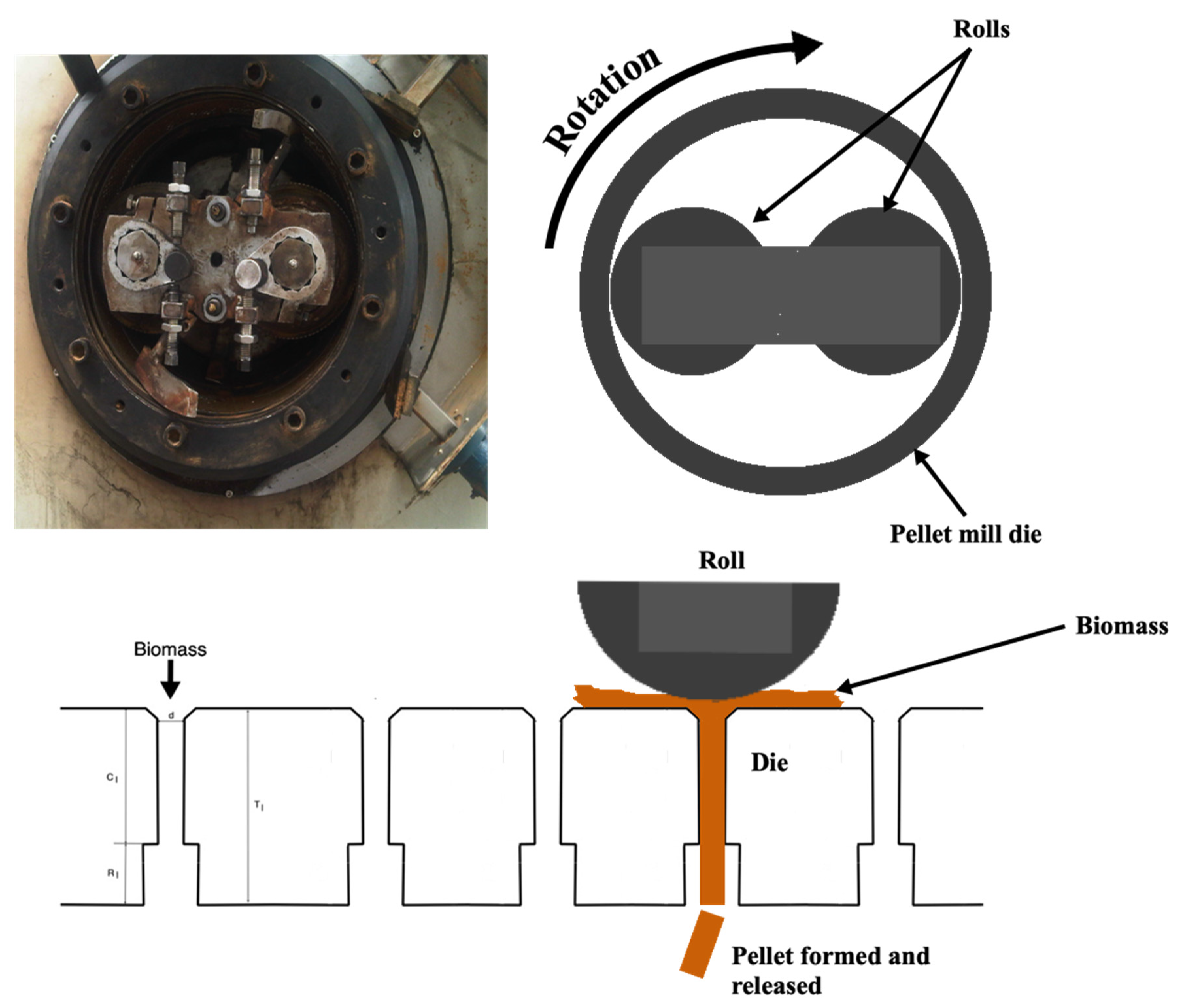
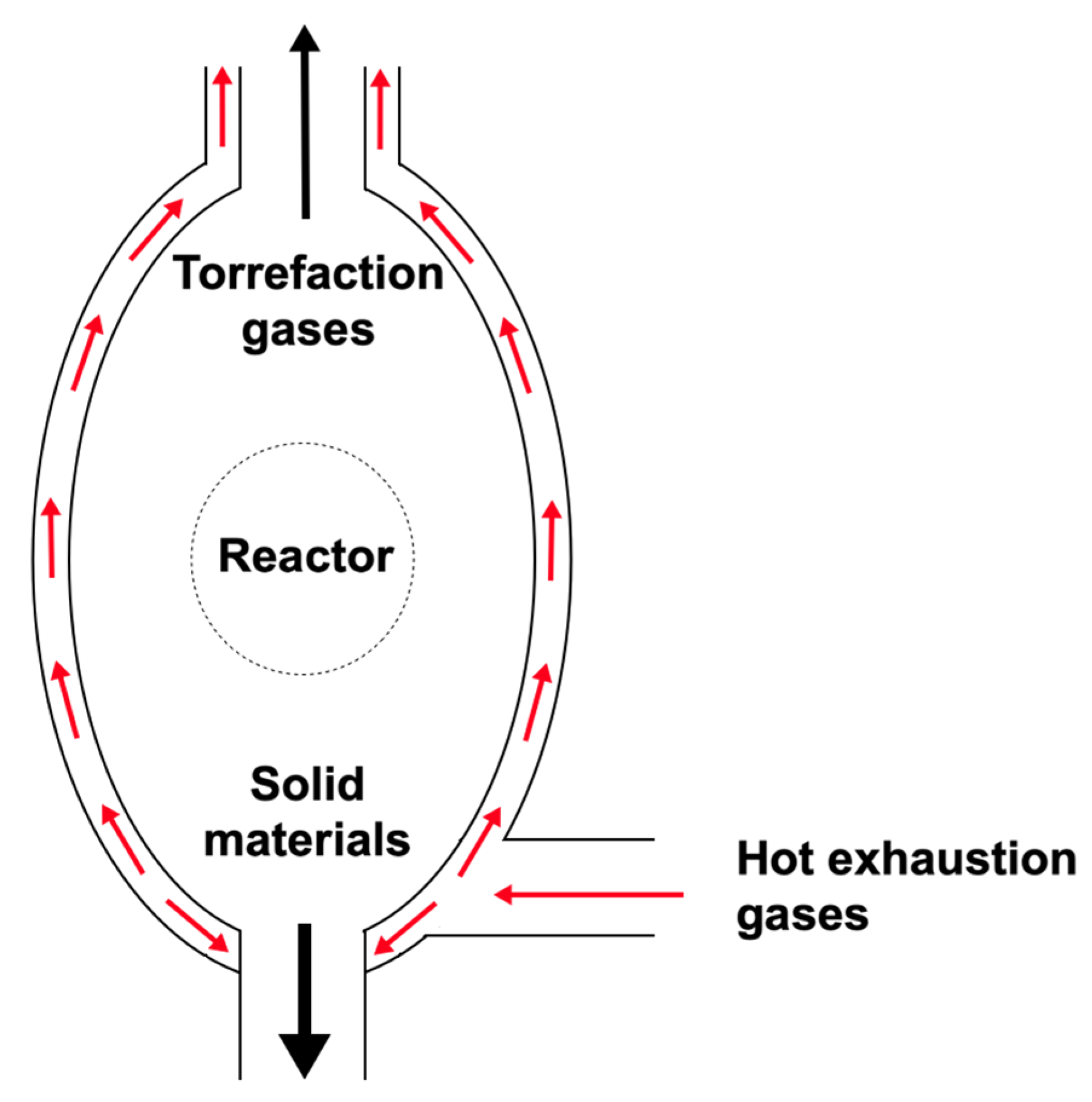
2.2.3. Productive Process
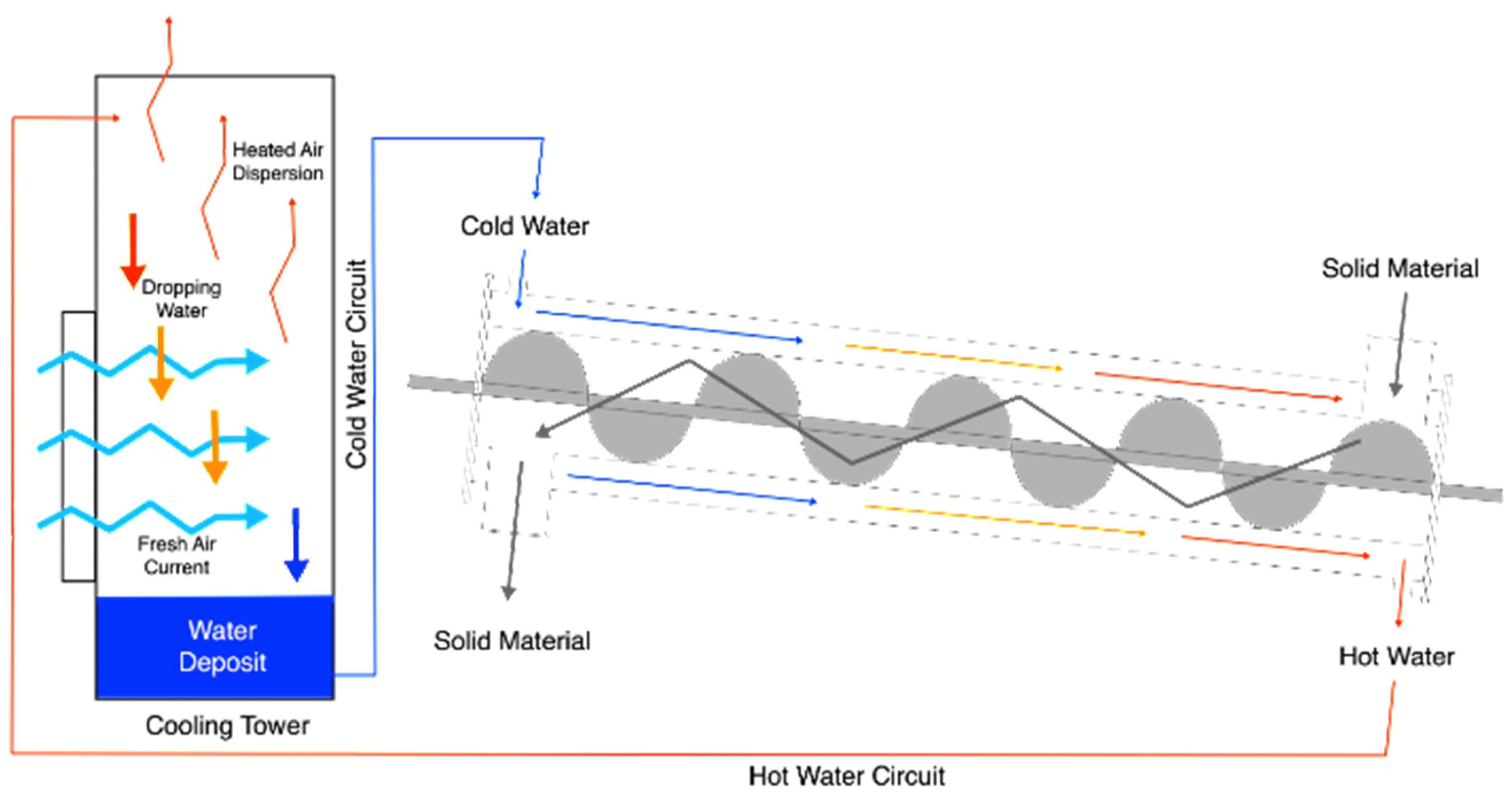
2.2.4. Support Structures
2.3. Identification of Faults, Malfunctions and Process Conditions
2.3.1. Start-Up and First Testing Phase (2013–2014)
2.3.2. Second Testing Phase (2014–2015)
2.3.3. Third Testing Phase (2015–2016)
2.3.4. Other Developments (2016–)
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Amasyali, K.; El-Gohary, N.M. A review of data-driven building energy consumption prediction studies. Renew. Sustain. Energy Rev. 2018, 81, 1192–1205. [Google Scholar] [CrossRef]
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Bhattacharya, M.; Paramati, S.R.; Ozturk, I.; Bhattacharya, S. The effect of renewable energy consumption on economic growth: Evidence from top 38 countries. Appl. Energy 2016, 162, 733–741. [Google Scholar] [CrossRef]
- Bilgen, S. Structure and environmental impact of global energy consumption. Renew. Sustain. Energy Rev. 2014, 38, 890–902. [Google Scholar] [CrossRef]
- Zhou, L.; Li, J.; Li, F.; Meng, Q.; Li, J.; Xu, X. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Zhou, K.; Yang, S. Understanding household energy consumption behavior: The contribution of energy big data analytics. Renew. Sustain. Energy Rev. 2016, 56, 810–819. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, B.; Wang, Z. Role of renewable energy and non-renewable energy consumption on EKC: Evidence from Pakistan. J. Clean. Prod. 2017, 156, 855–864. [Google Scholar]
- Parikka, M. Global biomass fuel resources. Biomass Bioenergy 2004, 27, 613–620. [Google Scholar] [CrossRef]
- Shahbaz, M.; Rasool, G.; Ahmed, K.; Mahalik, M.K. Considering the effect of biomass energy consumption on economic growth: Fresh evidence from BRICS region. Renew. Sustain. Energy Rev. 2016, 60, 1442–1450. [Google Scholar] [CrossRef] [Green Version]
- Adewuyi, A.O.; Awodumi, O.B. Biomass energy consumption, economic growth and carbon emissions: Fresh evidence from West Africa using a simultaneous equation model. Energy 2017, 119, 453–471. [Google Scholar] [CrossRef]
- Lauri, P.; Havlík, P.; Kindermann, G.; Forsell, N.; Böttcher, H.; Obersteiner, M. Woody biomass energy potential in 2050. Energy Policy 2014, 66, 19–31. [Google Scholar] [CrossRef]
- Shahbaz, M.; Balsalobre-Lorente, D.; Sinha, A. Foreign direct Investment–CO2 emissions nexus in Middle East and North African countries: Importance of biomass energy consumption. J. Clean. Prod. 2019, 217, 603–614. [Google Scholar] [CrossRef] [Green Version]
- Hall, D.; Rosillo-Calle, F.; Woods, J. Biomass utilization in households & industry: Energy use and development. Chemosphere 1994, 29, 1099–1119. [Google Scholar]
- Guo, M.; Song, W.; Buhain, J. Bioenergy and biofuels: History, status, and perspective. Renew. Sustain. Energy Rev. 2015, 42, 712–725. [Google Scholar] [CrossRef]
- Weisz, H.; Fischer-Kowalski, M.; Grünbühel, C.M.; Haberl, H.; Krausmann, F.; Winiwarter, V. Global environmental change and historical transitions. Innov. Eur. J. Soc. Sci. Res. 2001, 14, 117–142. [Google Scholar] [CrossRef]
- Wang, Z. Does biomass energy consumption help to control environmental pollution? Evidence from BRICS countries. Sci. Total Environ. 2019, 670, 1075–1083. [Google Scholar]
- Bennett, K.D.; Simonson, W.D.; Peglar, S.M. Fire and man in post-glacial woodlands of eastern England. J. Archaeol. Sci. 1990, 17, 635–642. [Google Scholar] [CrossRef]
- Oakley, K. The earliest fire-makers. Antiquity 1956, 30, 102–107. [Google Scholar] [CrossRef]
- Ploetz, R.; Rusdianasari, R.; Eviliana, E. Renewable Energy: Advantages and Disadvantages. In Proceedings of the Forum in Research, Science, and Technology (FIRST); Politeknik Negeri Sriwijaya: Sumatera Selatan, Indonesia, 2016. [Google Scholar]
- Yang, Z.; Wu, Y.; Zhang, Z.; Li, H.; Li, X.; Egorov, R.I.; Strizhak, P.A.; Gao, X. Recent advances in co-thermochemical conversions of biomass with fossil fuels focusing on the synergistic effects. Renew. Sustain. Energy Rev. 2019, 103, 384–398. [Google Scholar] [CrossRef]
- Moharamian, A.; Soltani, S.; Rosen, M.A.; Mahmoudi, S.; Morosuk, T. Exergoeconomic analysis of natural gas fired and biomass post-fired combined cycle with hydrogen injection into the combustion chamber. J. Clean. Prod. 2018, 180, 450–465. [Google Scholar] [CrossRef]
- Liu, Z. China’s strategy for the development of renewable energies. Energy Sources Part B Econ. Plan. Policy 2017, 12, 971–975. [Google Scholar] [CrossRef] [Green Version]
- Vassilev, S.V.; Vassileva, C.G.; Vassilev, V.S. Advantages and disadvantages of composition and properties of biomass in comparison with coal: An overview. Fuel 2015, 158, 330–350. [Google Scholar] [CrossRef]
- Suzuki, K.; Tsuji, N.; Shirai, Y.; Hassan, M.A.; Osaki, M. Evaluation of biomass energy potential towards achieving sustainability in biomass energy utilization in Sabah, Malaysia. Biomass Bioenergy 2017, 97, 149–154. [Google Scholar] [CrossRef]
- Gustavsson, L. Energy efficiency and competitiveness of biomass-based energy systems. Energy 1997, 22, 959–967. [Google Scholar] [CrossRef]
- Stupak, I.; Asikainen, A.; Jonsell, M.; Karltun, E.; Lunnan, A.; Mizaraitė, D.; Pasanen, K.; Pärn, H.; Raulund-Rasmussen, K.; Röser, D. Sustainable utilisation of forest biomass for energy—Possibilities and problems: Policy, legislation, certification, and recommendations and guidelines in the Nordic, Baltic, and other European countries. Biomass Bioenergy 2007, 31, 666–684. [Google Scholar] [CrossRef]
- Heyat, M.B.B.; Akhtar, F.; Shaguftah, N.A. An Overview of Renewable Energy. Int. J. Tech. Res. Sci. 2016, 1, 119–121. [Google Scholar]
- Ribeiro, J.M.C.; Godina, R.; Matias, J.C.d.O.; Nunes, L.J.R. Future perspectives of biomass torrefaction: Review of the current state-of-the-art and research development. Sustainability 2018, 10, 2323. [Google Scholar] [CrossRef] [Green Version]
- Proskurina, S.; Heinimö, J.; Schipfer, F.; Vakkilainen, E. Biomass for industrial applications: The role of torrefaction. Renew. Energy 2017, 111, 265–274. [Google Scholar] [CrossRef]
- Doassans-Carrère, N.; Muller, S.; Mitzkat, M. REVE—A new industrial technology for biomass torrefaction: Pilot studies. Fuel Process. Technol. 2014, 126, 155–162. [Google Scholar] [CrossRef]
- Shankar Tumuluru, J.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef] [Green Version]
- Herbert, G.J.; Krishnan, A.U. Quantifying environmental performance of biomass energy. Renew. Sustain. Energy Rev. 2016, 59, 292–308. [Google Scholar] [CrossRef]
- Da Silva, C.M.S.; Carneiro, A.d.C.O.; Vital, B.R.; Figueiró, C.G.; De Freitas Fialho, L.; De Magalhães, M.A.; Carvalho, A.G.; Cândido, W.L. Biomass torrefaction for energy purposes–Definitions and an overview of challenges and opportunities in Brazil. Renew. Sustain. Energy Rev. 2018, 82, 2426–2432. [Google Scholar] [CrossRef]
- Chen, W.-H.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification and applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Thrän, D.; Witt, J.; Schaubach, K.; Kiel, J.; Carbo, M.; Maier, J.; Ndibe, C.; Koppejan, J.; Alakangas, E.; Majer, S. Moving torrefaction towards market introduction–Technical improvements and economic-environmental assessment along the overall torrefaction supply chain through the SECTOR project. Biomass Bioenergy 2016, 89, 184–200. [Google Scholar] [CrossRef] [Green Version]
- Batidzirai, B.; Mignot, A.; Schakel, W.; Junginger, H.; Faaij, A. Biomass torrefaction technology: Techno-economic status and future prospects. Energy 2013, 62, 196–214. [Google Scholar] [CrossRef]
- Acharya, B.; Dutta, A.; Minaret, J. Review on comparative study of dry and wet torrefaction. Sustain. Energy Technol. Assess. 2015, 12, 26–37. [Google Scholar] [CrossRef]
- Uchezuba, D.I.; Mbai, S.; Zimmermann, I.; Bruwer, J. Investigating wood pellet torrefaction investment and its economic feasibility in the Krumhuk, Khomas region of Namibia. SN Appl. Sci. 2019, 1, 402. [Google Scholar] [CrossRef] [Green Version]
- Kuzmina, J.; Sytchev, G.; Zaychenko, V. Torrefaction. prospects and application. Chem. Eng. Trans. 2016, 50, 265–270. [Google Scholar]
- Thompson, N.A.; Herrmann, A.M.; Hekkert, M.P. How sustainable entrepreneurs engage in institutional change: Insights from biomass torrefaction in the Netherlands. J. Clean. Prod. 2015, 106, 608–618. [Google Scholar] [CrossRef]
- Chen, W.-H.; Kuo, P.-C. Torrefaction and co-torrefaction characterization of hemicellulose, cellulose and lignin as well as torrefaction of some basic constituents in biomass. Energy 2011, 36, 803–811. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Garcia-Perez, M.; Lowell, E.; McDonald, A.G. Effect of temperature during wood torrefaction on the formation of lignin liquid intermediates. J. Anal. Appl. Pyrolysis 2014, 109, 222–233. [Google Scholar] [CrossRef]
- Chen, W.-H.; Kuo, P.-C. Isothermal torrefaction kinetics of hemicellulose, cellulose, lignin and xylan using thermogravimetric analysis. Energy 2011, 36, 6451–6460. [Google Scholar] [CrossRef]
- Hilbers, T.J.; Wang, Z.; Pecha, B.; Westerhof, R.J.; Kersten, S.R.; Pelaez-Samaniego, M.R.; Garcia-Perez, M. Cellulose-Lignin interactions during slow and fast pyrolysis. J. Anal. Appl. Pyrolysis 2015, 114, 197–207. [Google Scholar] [CrossRef] [Green Version]
- Mazeau, K.; Heux, L. Molecular dynamics simulations of bulk native crystalline and amorphous structures of cellulose. J. Phys. Chem. B 2003, 107, 2394–2403. [Google Scholar] [CrossRef]
- Dutta, S.; Wu, K.C.-W.; Saha, B. Emerging strategies for breaking the 3D amorphous network of lignin. Catal. Sci. Technol. 2014, 4, 3785–3799. [Google Scholar] [CrossRef]
- Rudolfsson, M.; Borén, E.; Pommer, L.; Nordin, A.; Lestander, T.A. Combined effects of torrefaction and pelletization parameters on the quality of pellets produced from torrefied biomass. Appl. Energy 2017, 191, 414–424. [Google Scholar] [CrossRef]
- Ghiasi, B.; Kumar, L.; Furubayashi, T.; Lim, C.J.; Bi, X.; Kim, C.S.; Sokhansanj, S. Densified biocoal from woodchips: Is it better to do torrefaction before or after densification? Appl. Energy 2014, 134, 133–142. [Google Scholar] [CrossRef]
- Nunes, L.; Matias, J.; Catalão, J. A review on torrefied biomass pellets as a sustainable alternative to coal in power generation. Renew. Sustain. Energy Rev. 2014, 40, 153–160. [Google Scholar] [CrossRef]
- Ndibe, C.; Maier, J.; Scheffknecht, G. Combustion, cofiring and emissions characteristics of torrefied biomass in a drop tube reactor. Biomass Bioenergy 2015, 79, 105–115. [Google Scholar] [CrossRef]
- Agar, D.; Wihersaari, M. Bio-coal, torrefied lignocellulosic resources–Key properties for its use in co-firing with fossil coal–Their status. Biomass Bioenergy 2012, 44, 107–111. [Google Scholar] [CrossRef]
- Bergman, P.C.; Boersma, A.; Zwart, R.; Kiel, J. Torrefaction for Biomass Co-Firing in Existing Coal-Fired Power Stations; ECN-C-05-013; Energy Research Centre of the Netherlands: Petten, The Netherlands, 2005. [Google Scholar]
- Mun, T.-Y.; Tumsa, T.Z.; Lee, U.; Yang, W. Performance evaluation of co-firing various kinds of biomass with low rank coals in a 500 MWe coal-fired power plant. Energy 2016, 115, 954–962. [Google Scholar] [CrossRef]
- Kabir, M.R.; Kumar, A. Comparison of the energy and environmental performances of nine biomass/coal co-firing pathways. Bioresour. Technol. 2012, 124, 394–405. [Google Scholar] [CrossRef] [PubMed]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Units | Values | Test Reference | |
|---|---|---|---|---|
| Dimensions | Diameter | mm | 6–10 | EN16127 |
| Lenght | mm | 3.15–35 | EN16127 | |
| Thermogravimetric Analysis (db) | Moisture | % | 3–8 | EN14774-2 |
| Volatiles | % | 60–68 | EN15148 | |
| Fixed Carbon | % | 25–30 | ------ | |
| Ashes | % | <3 | EN14775 | |
| Elemental Analysis (db) | C | % | 52–58 | EN15104 |
| H | % | 4–6 | EN15104 | |
| O | % | 37–39 | EN15104 | |
| N | % | <0.500 | EN15104 | |
| S | % | <0.03 | EN15289 | |
| Cl | % | <0.02 | EN15289 | |
| Heating Value | HHV (ar) | MJ/kg | 22–23 | EN14918 |
| LHV (ar) | MJ/kg | 19.5–22 | EN14918 | |
| Bulk Density | kg/m3 | 650–750 | EN15103 | |
| Mechanical Durability | Durability | % | 97.5–99 | EN15210-1 |
| Fines | % | <3 | EN15210-1 | |
| Minor Elements Analysis—ICP (db) | Al | mg/kg | 3500 | EN15290/EN15297 |
| As | mg/kg | <1 | EN15290/EN15297 | |
| Cd | mg/kg | <0.5 | EN15290/EN15297 | |
| Ca | mg/kg | 1500 | EN15290/EN15297 | |
| Cr | mg/kg | <10 | EN15290/EN15297 | |
| Cu | mg/kg | <10 | EN15290/EN15297 | |
| Fe | mg/kg | 2800 | EN15290/EN15297 | |
| Pb | mg/kg | <10 | EN15290/EN15297 | |
| Mg | mg/kg | 2000 | EN15290/EN15297 | |
| P | mg/kg | 200 | EN15290/EN15297 | |
| K | mg/kg | 2000 | EN15290/EN15297 | |
| Na | mg/kg | 200 | EN15290/EN15297 | |
| Si | mg/kg | 13,000 | EN15290/EN15297 | |
| Ti | mg/kg | 250 | EN15290/EN15297 | |
| Mn | mg/kg | 180 | EN15290/EN15297 | |
| Hg | mg/kg | <0,1 | EN15290/EN15297 | |
| Ni | mg/kg | <10 | EN15290/EN15297 | |
| Zn | mg/kg | <100 | EN15290/EN15297 | |
| Ashes Fusibility—Oxidizing Atmosphere | Shrinking T. | °C | 1100 | CEN/TS15370-1 |
| Softening T. | °C | 1250 | CEN/TS15370-1 | |
| Hemispherical T. | °C | 1250 | CEN/TS15370-1 | |
| Fluid T. | °C | 1250 | CEN/TS15370-1 | |
| Ashes Fusibility—Reducing Atmosphere | Shrinking T. | °C | 800 | CEN/TS15370-1 |
| Softening T. | °C | 1250 | CEN/TS15370-1 | |
| Hemispherical T. | °C | 1250 | CEN/TS15370-1 | |
| Fluid T. | °C | 1250 | CEN/TS15370-1 | |
| Properties | Units | Values | Test Reference | |
|---|---|---|---|---|
| Thermogravimetric Analysis (db) | Moisture | % | 10–25 | EN14774-2 |
| Volatiles | % | 60–70 | EN15148 | |
| Fixed Carbon | % | 16–20 | ------ | |
| Ashes | % | <2 | EN14775 | |
| Elemental Analysis (db) | C | % | 50–56 | EN15104 |
| H | % | 4–6 | EN15104 | |
| O | % | 36–38 | EN15104 | |
| N | % | <0.500 | EN15104 | |
| S | % | <0.03 | EN15289 | |
| Cl | % | <0.02 | EN15289 | |
| Heating Value | HHV (ar) | MJ/kg | 18–19 | EN14918 |
| LHV (ar) | MJ/kg | 16–17 | EN14918 | |
| Bulk Density | kg/m3 | 250–350 | EN15103 | |
| As | mg/kg | <1 | EN15297 | |
| Cd | mg/kg | <0.5 | EN15297 | |
| Cu | mg/kg | <10 | EN15297 | |
| Pb | mg/kg | <10 | EN15297 | |
| Mg | mg/kg | 2000 | EN15297 | |
| Ni | mg/kg | <10 | EN15297 | |
| Zn | mg/kg | <100 | EN15297 | |
| Ashes Fusibility—Oxidizing Atmosphere | Shrinking T. | °C | 1100 | CEN/TS15370-1 |
| Softening T. | °C | 1200 | CEN/TS15370-1 | |
| Hemispherical T. | °C | 1200 | CEN/TS15370-1 | |
| Fluid T. | °C | 1200 | CEN/TS15370-1 | |
| Ashes Fusibility—Reducing Atmosphere | Shrinking T. | °C | 800 | CEN/TS15370-1 |
| Softening T. | °C | 1200 | CEN/TS15370-1 | |
| Hemispherical T. | °C | 1200 | CEN/TS15370-1 | |
| Fluid T. | °C | 1200 | CEN/TS15370-1 | |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nunes, L.J.R. A Case Study about Biomass Torrefaction on an Industrial Scale: Solutions to Problems Related to Self-Heating, Difficulties in Pelletizing, and Excessive Wear of Production Equipment. Appl. Sci. 2020, 10, 2546. https://0-doi-org.brum.beds.ac.uk/10.3390/app10072546
Nunes LJR. A Case Study about Biomass Torrefaction on an Industrial Scale: Solutions to Problems Related to Self-Heating, Difficulties in Pelletizing, and Excessive Wear of Production Equipment. Applied Sciences. 2020; 10(7):2546. https://0-doi-org.brum.beds.ac.uk/10.3390/app10072546
Chicago/Turabian StyleNunes, Leonel J.R. 2020. "A Case Study about Biomass Torrefaction on an Industrial Scale: Solutions to Problems Related to Self-Heating, Difficulties in Pelletizing, and Excessive Wear of Production Equipment" Applied Sciences 10, no. 7: 2546. https://0-doi-org.brum.beds.ac.uk/10.3390/app10072546