1. Introduction
Additive manufacturing (AM) is a layer-by-layer building technique that allows complex shapes to be obtained without the use of a mold. AM is a promising area for manufacturing of components from prototypes to functional structures. The application of AM covers different sectors such as aerospace, automotive, semiconductor and biomedical applications.
Fused filament fabrication (FFF), also known as fused deposition modeling (FDM™), is one of the most popular AM techniques. FDM™ is based on the melting of a thermoplastic filament that is laid on a platform to create each layer on top of the other. The FDM™ process is controlled by many parameters which range from material type to several machine settings such as the nozzle diameter and temperature, printing speed, feed rate, bed temperature, raster angle and width [
1].
Several detailed studies are reported in the literature about the influence of the printing settings on the mechanical properties of 3D-printed parts. Es-Said et al. [
2] showed that polymer chain alignment occurs during the filament deposition. As a result, the tensile, flexural and impact resistance varies with different raster orientations. Similar results were obtained by Ahn et al. [
3]. In their study, the effects of the raster orientation, air gap, bead width, color and model temperature parameters on the tensile strength were evaluated. Results showed that the air gap and raster orientation influence the tensile strength; conversely, the bead width, model temperature and color do not have a significant effect. In another study, Lee et al. [
4] concluded that the layer thickness, the raster angle and the air gap influence the elastic performance of 3D-printed ABS (Acrylonitrile Butadiene Styrene) Parts.
The ASTM D638 tensile test and the ASTM D790 or ISO 178 flexural test are both widely used standards for testing polymeric materials processed by injection or compression molding. Thus, practitioners might be interested in extending their implementation to the characterization of the mechanical properties of FDM™ printed parts. Unfortunately, these standards do not account for the presence of voids that are unavoidable in FDM™. In addition, they were not specifically developed to characterize the interlayer bonding which influences the mesostructures of FDM™ printed parts. Tronvoll et al. [
5] showed that voids found in FDM™ printed parts significantly impact the tensile properties. According to Sun et al. [
6], the chamber temperature and variations in the convection coefficient have a strong effect on the cooling temperature profiles, as well as on the mesostructure and overall quality of the bonding between filaments. However, they did not measure the interlayer strength since the performed flexural tests yielded large variation in the results.
Only a few papers in the AM literature have been focused on the study of the bonding quality between layers and rasters printed by FDM™. Recently, interlaminar bonding has been measured by using the short-beam strength (SBS) test. This test is commonly used for fiber reinforced composites [
7,
8,
9,
10]. A study of the interlaminar bonding performance of continuous fiber reinforced thermoplastics printed by FDM™ showed a correlation between porosity and the interlaminar shear strength (ILSS) [
7]. O’ Connor [
9] confirmed these findings working with similar materials. In a recent paper, SBS tests indicated improved sensitivity to measure interlaminar bonding effects for different materials compared to tensile or flexural tests [
10]. However, all these papers lacked in terms of the statistical analysis of the measured data. Some research tried to rationalize the results of mechanical testing using the design of experiment (DoE) toolbox of statistical techniques [
3,
11,
12,
13,
14,
15]. Vicente et al. [
15] showed that the interlayer cooling time can influence the ultimate tensile strength (UTS) because of different bonding properties between the layers. The effect was more pronounced for the shorter Type V sample rather than for the longer Type I sample. However, the effect of the sample type on the interlayer bonding was not systematically discussed by measuring the interlayer bonding. Additionally, tensile testing based on the ASTM D638 has been criticized for dog bone specimens because of the large stress concentrations caused by the termination of the longitudinal roads [
3]. ASTM D3039 was proposed to overcome this problem.
In this paper the mechanical properties of two commercial grades of polyetherimides (PEI) are discussed. The paper is organized as follows: first, the two as-received filaments were characterized by thermal analysis to determine differences in the material behavior. Secondly, subsequently printed specimens were analyzed by different mechanical tests ranging from tensile to flexural and SBS. For each material type, the sample dimensions were varied to unveil their effect on the mechanical properties. All results obtained by the tests were statistically analyzed as 22 replicated screening designs.
2. Materials and Methods
ULTEM
TM 9085, a high temperature thermoplastic blend consisting of PEI and a copolymer to improve the flow, was used in this study. ULTEM
TM 9085 is excellent for FDM™ as it shows improved rheology for processing over standard PEI [
16]. ULTEM
TM 9085 is qualified for aerospace applications. Two ULTEM
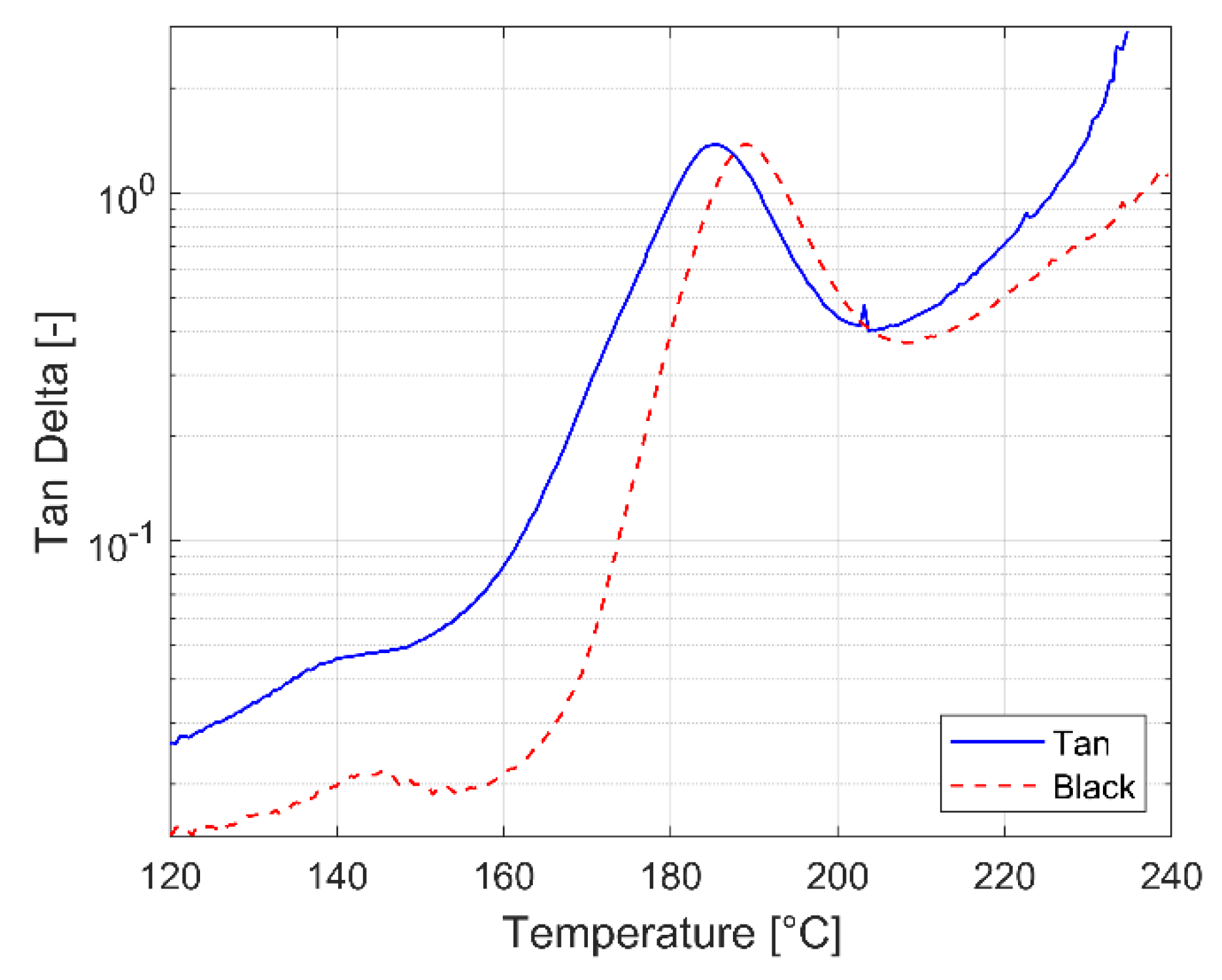
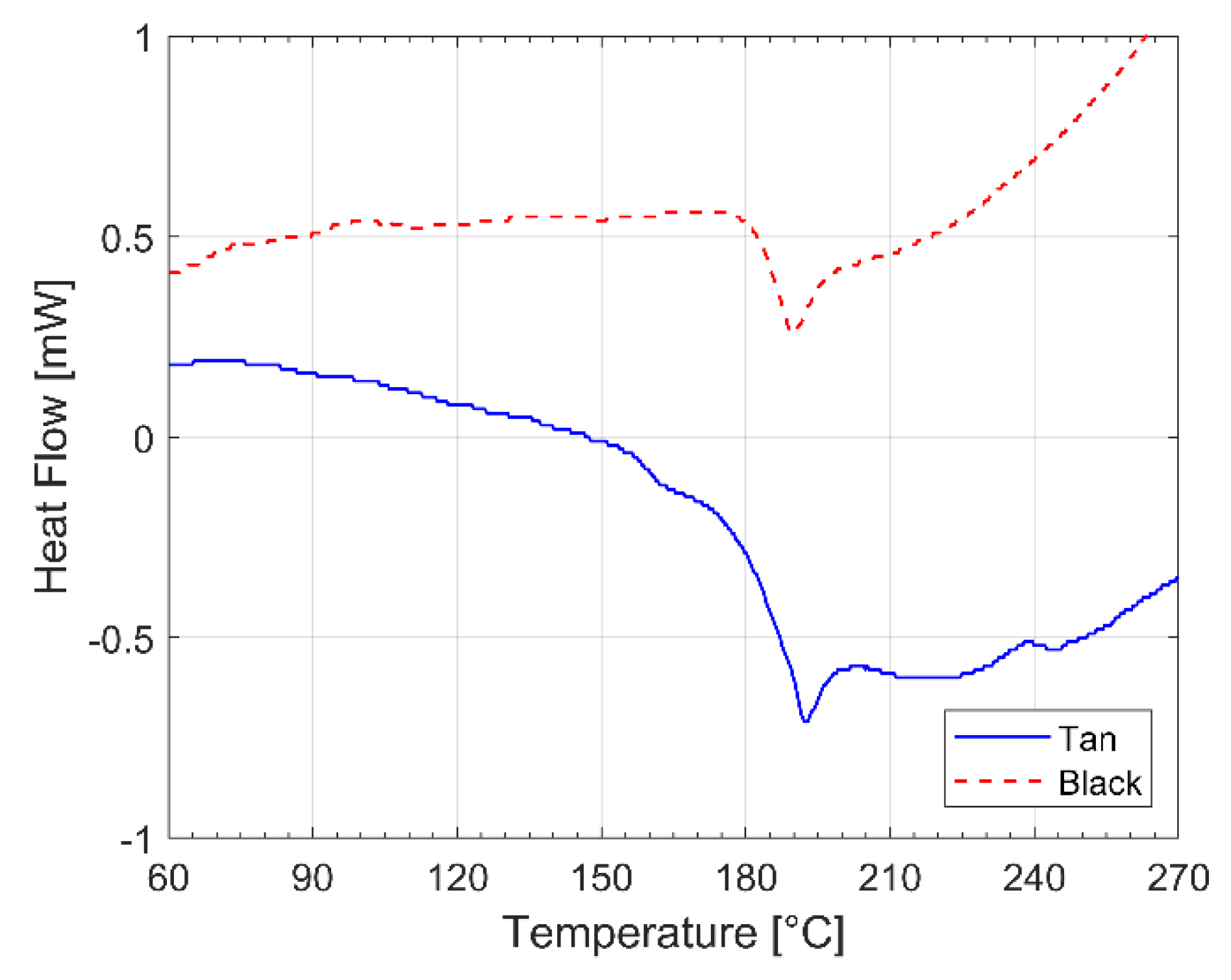
TM 9085 grades are available from Stratasys classified as tan and black. Additionally, the specifications of the materials differ based on the color itself. The study of the two materials started with thermal characterization. By means of thermal analyses, which are based on the viscoelastic behavior study and the calorimetric glass transition temperature (
Tg) determination, we wanted to find out if the two materials show different material properties in general. Based on this finding, in the second step of the investigation a mechanical characterization of the two materials was performed.
To characterize the mechanical behavior of the two ULTEM
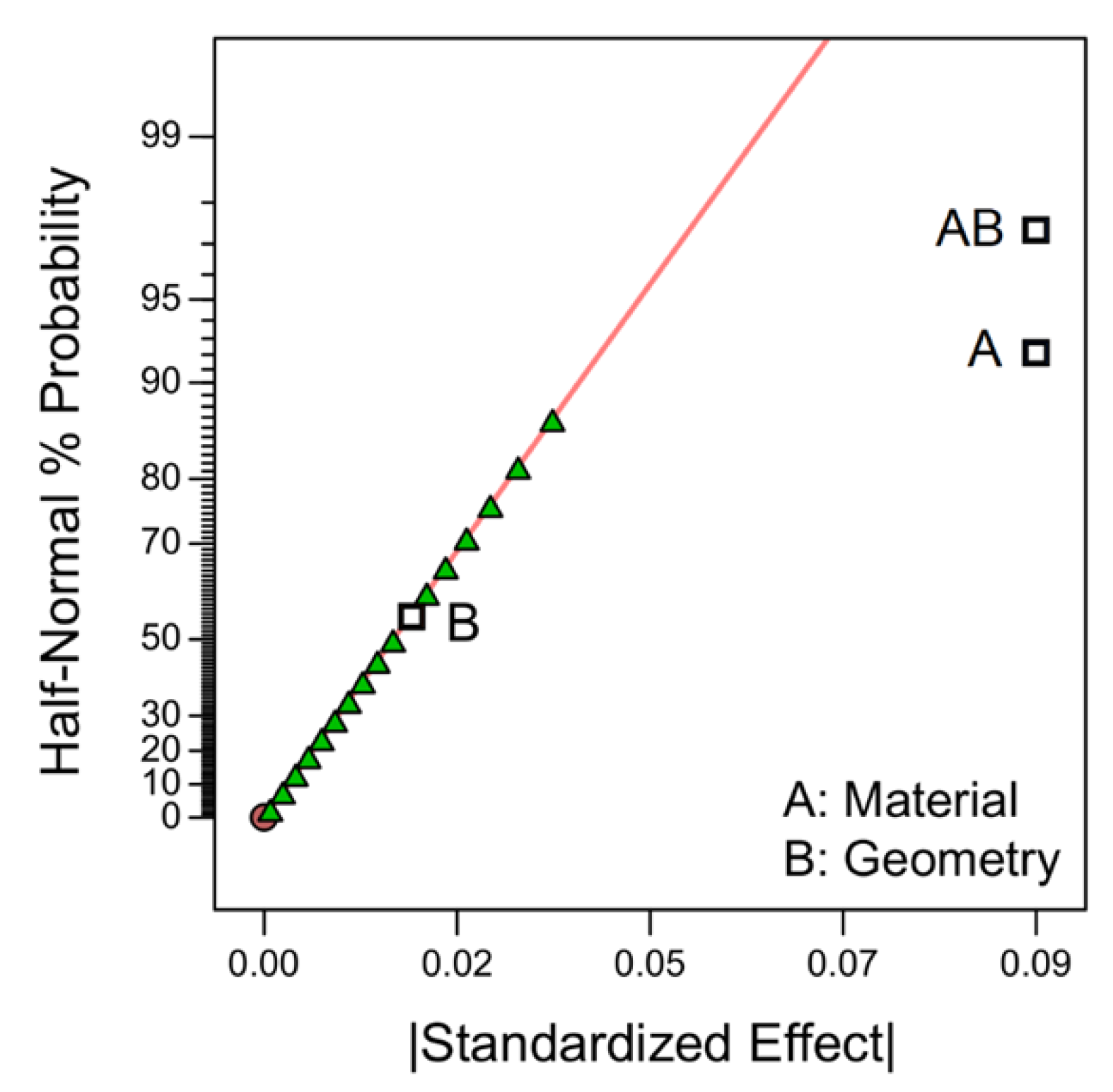
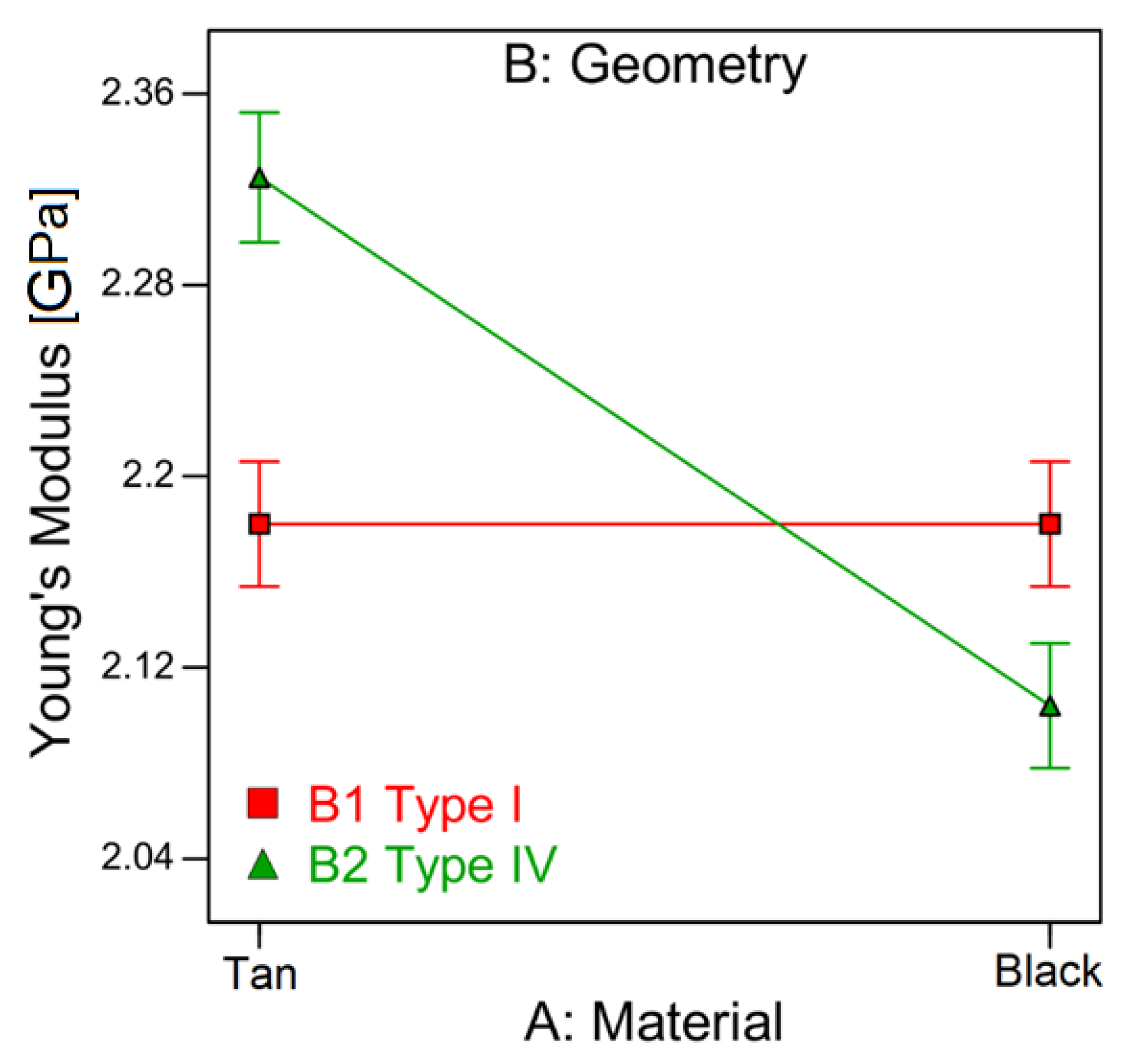
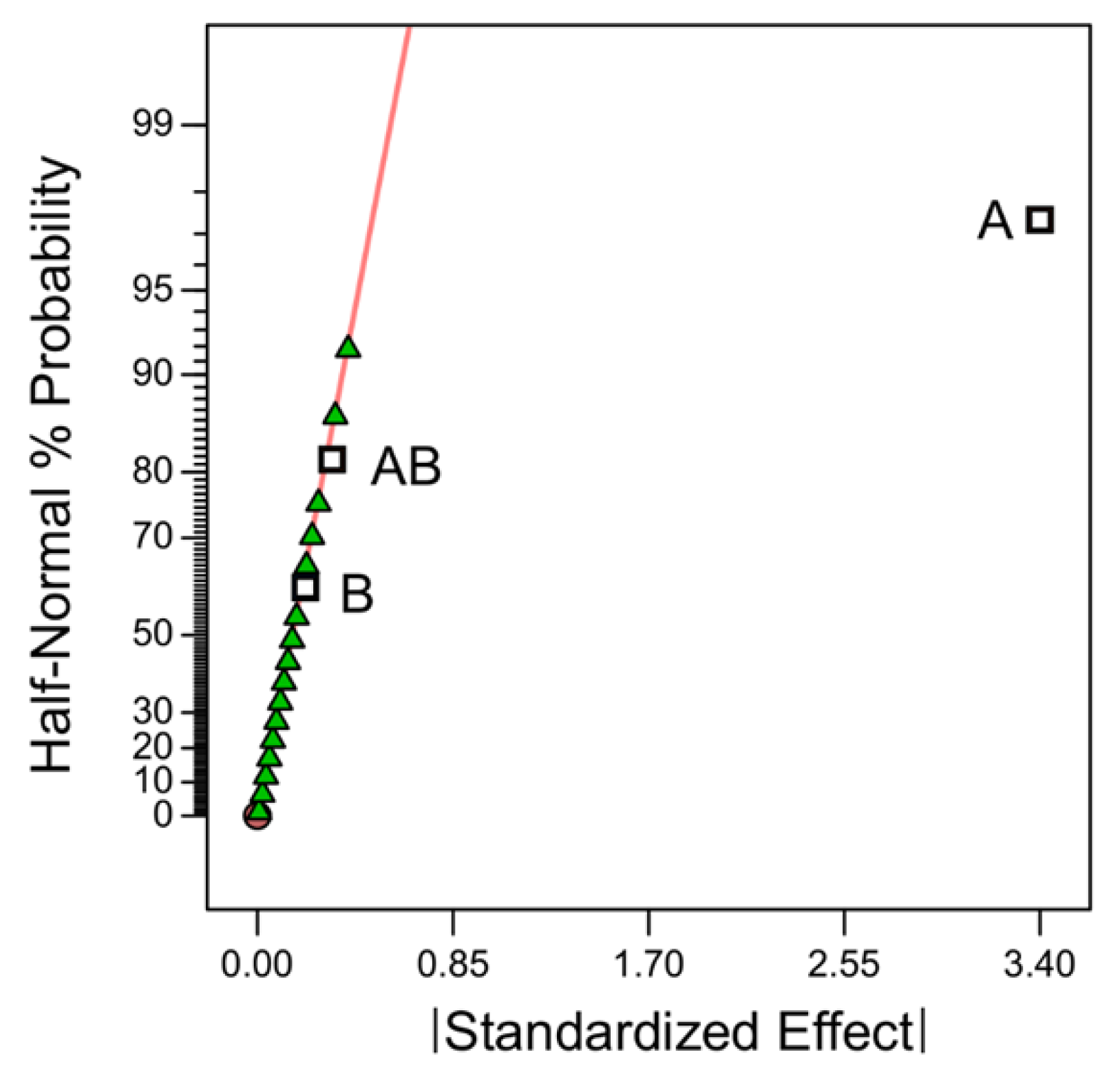
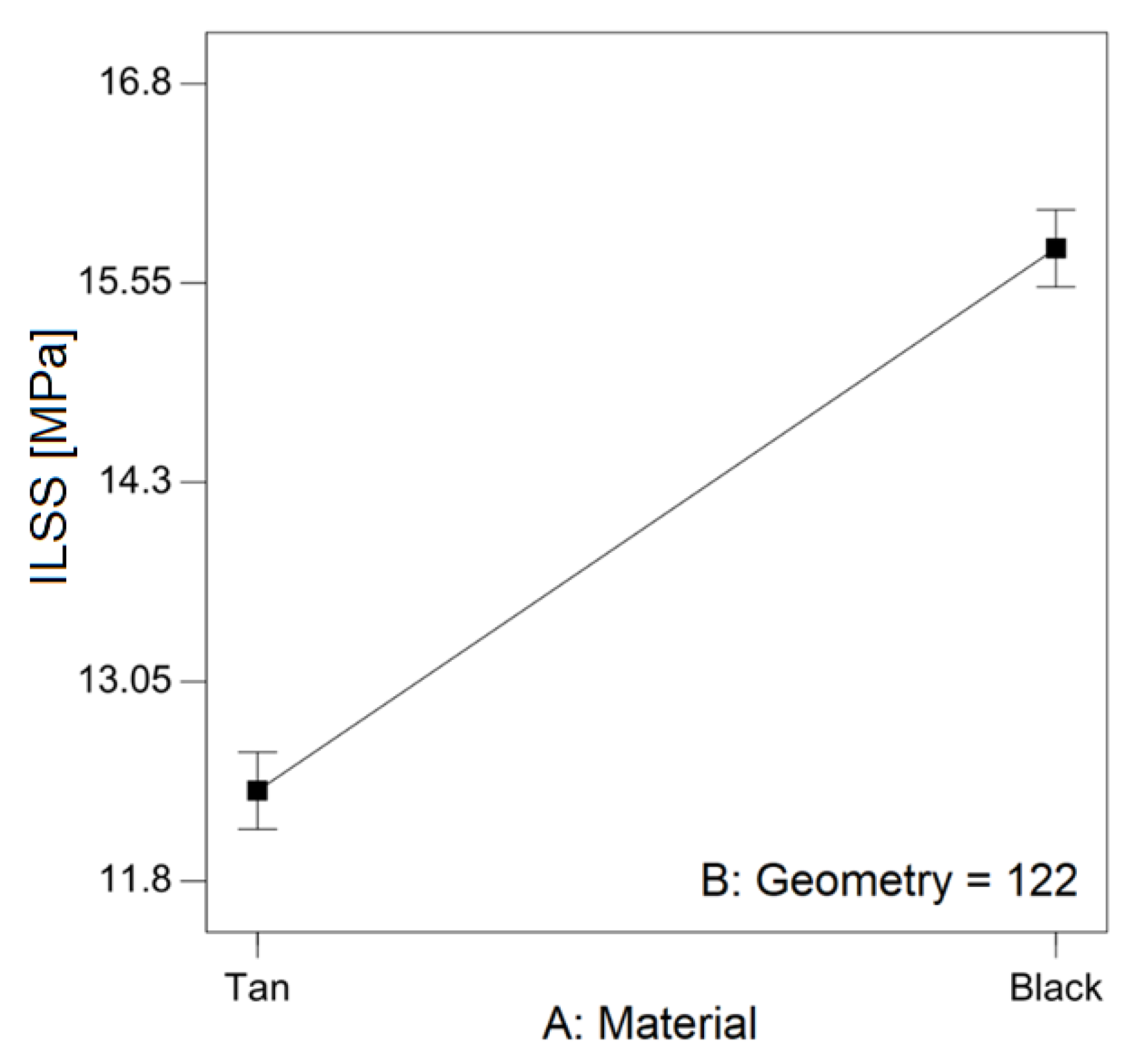
TM 9085 grades and to understand which mechanical test can be properly used for this kind of FDM™ printed, the combined effect of the material and specimen geometry on the results of different mechanical tests was investigated in our experimental study. To this end, replicated 2
2 screening designs were analyzed for each testing methodology. Two independent variables (factors) were considered in the study: material (factor A) and specimen geometry (factor B). Both factors were varied on two levels. The material is varied at 2 levels by printing either tan or black ULTEM
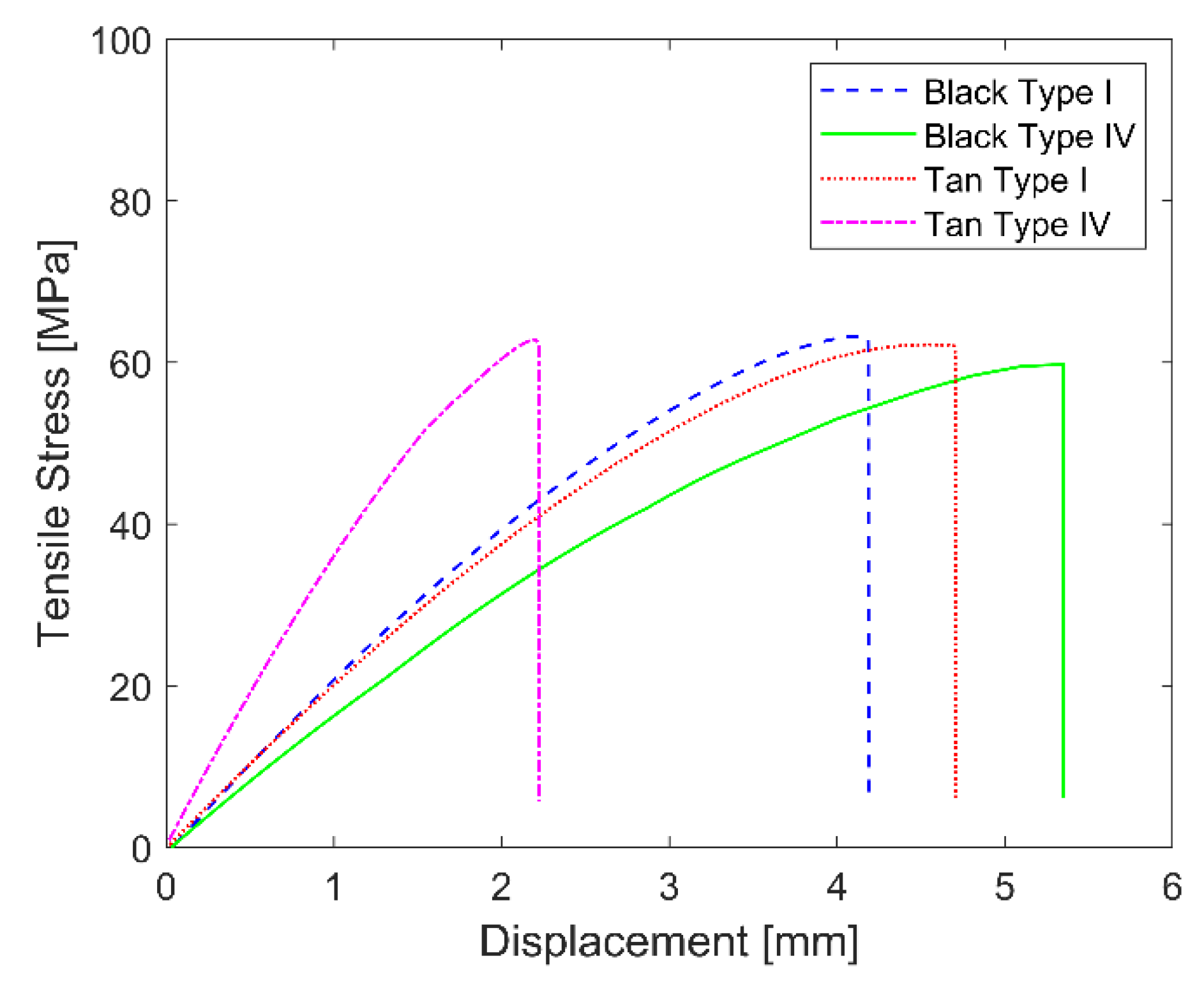
TM 9085. The b = 2 levels for the specimen geometry were selected depending on the test used to get the mechanical properties. For the tensile test (ASTM D638), the b = 2 levels correspond to the Type I and Type IV as defined by the standard. For the flexural (ISO 178) test and the short beam strength (SBS) (ASTM D2344M) test, the b = 2 levels were obtained by printing bars with different lengths (L) (i.e., L
1 = 122 mm and L
2 = 165 mm). The choice of these two values for L was motivated by achieving a right trade-off between the specimen length required by the tensile test and the specimen length fixed by the flexural or SBS test. The reason why we decided to investigate the effect of the specimen geometry was to consider the effect of interlayer cooling. In fact, as reported by the literature, the weld temperature decreases at a rate of approximately 100 °C/s and it remains above the glass transition temperature for about 1 s [
17]. As a consequence of this cooling process, printing samples with different lengths can lead to a different temperature profile within the printed parts and, therefore, to a different interlayer bonding strength. This phenomenon is shown in [
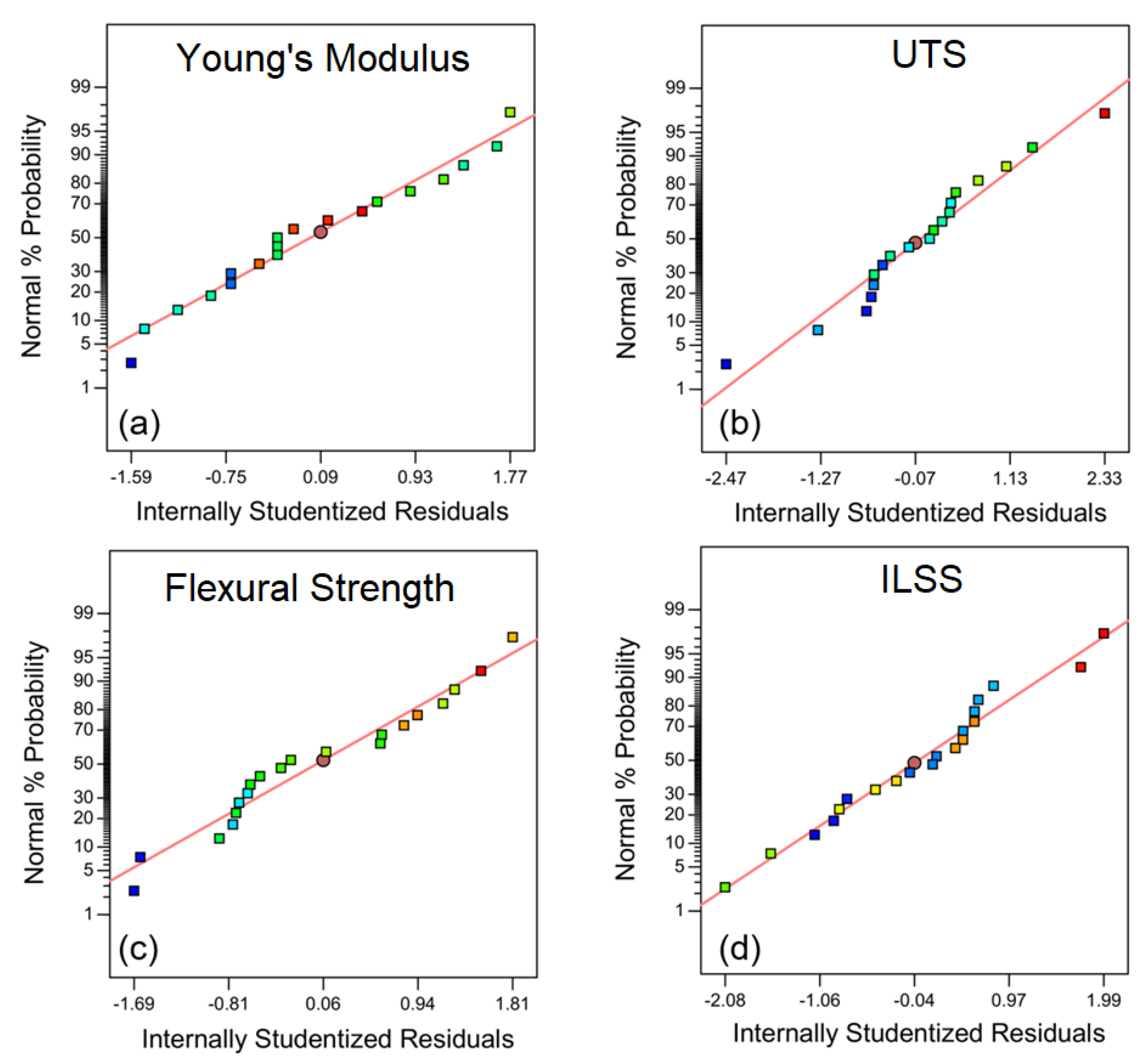
18], where the part length significantly influences the warpage due to thermal induced stresses. Once the factors (independent variables) were identified in the experimental plan, the dependent variables (responses) were selected. For the tensile test, we considered the UTS and the Young’s modulus as the responses to be investigated. Similarly, we took the flexural stress and the ILSS as responses for the flexural and SBS test, respectively. For each experimental study, the number of replications were set equal to n = 5. Therefore, N = a ⋅ b ⋅ n = 20 runs were carried out for each experimental plan. The statistical analysis of the experimental plan was performed by using the commercial Design-Expert software (Stat-Ease, Minneapolis, US).
Table 1 summarizes the information about the three experimental plans.
The specimens were printed on the FDM™ machine trademarked as Fortus 400mc (Stratasys, Los Angeles, CA, USA). The printing volume is (406 · 356 · 406) mm3. The chamber is heated when printing engineering polymers such as PEI to minimize the thermal distortion.
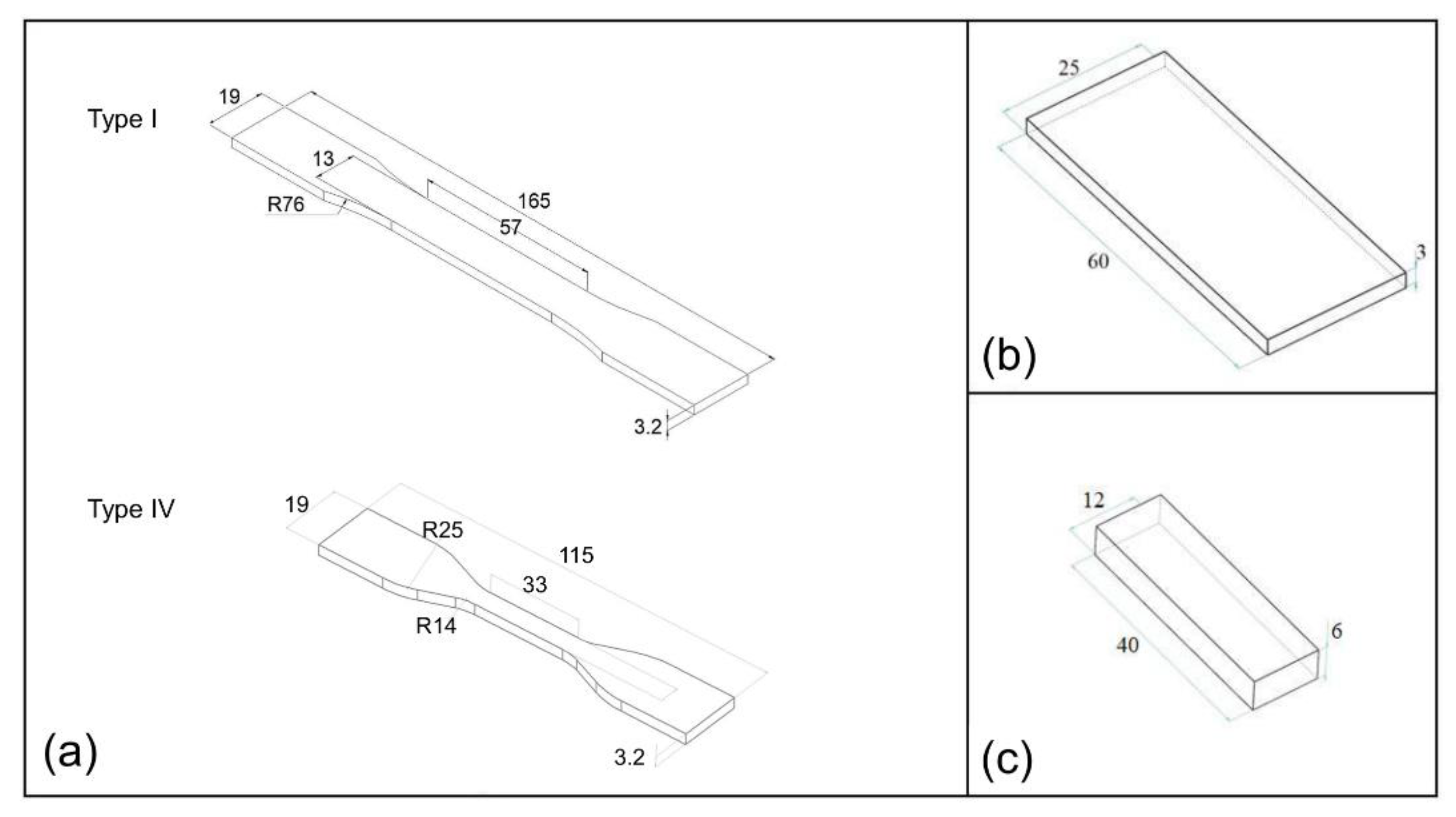
The specimen’s geometry was printed according to the different mechanical testing standards used throughout the manuscript (
Figure 1).
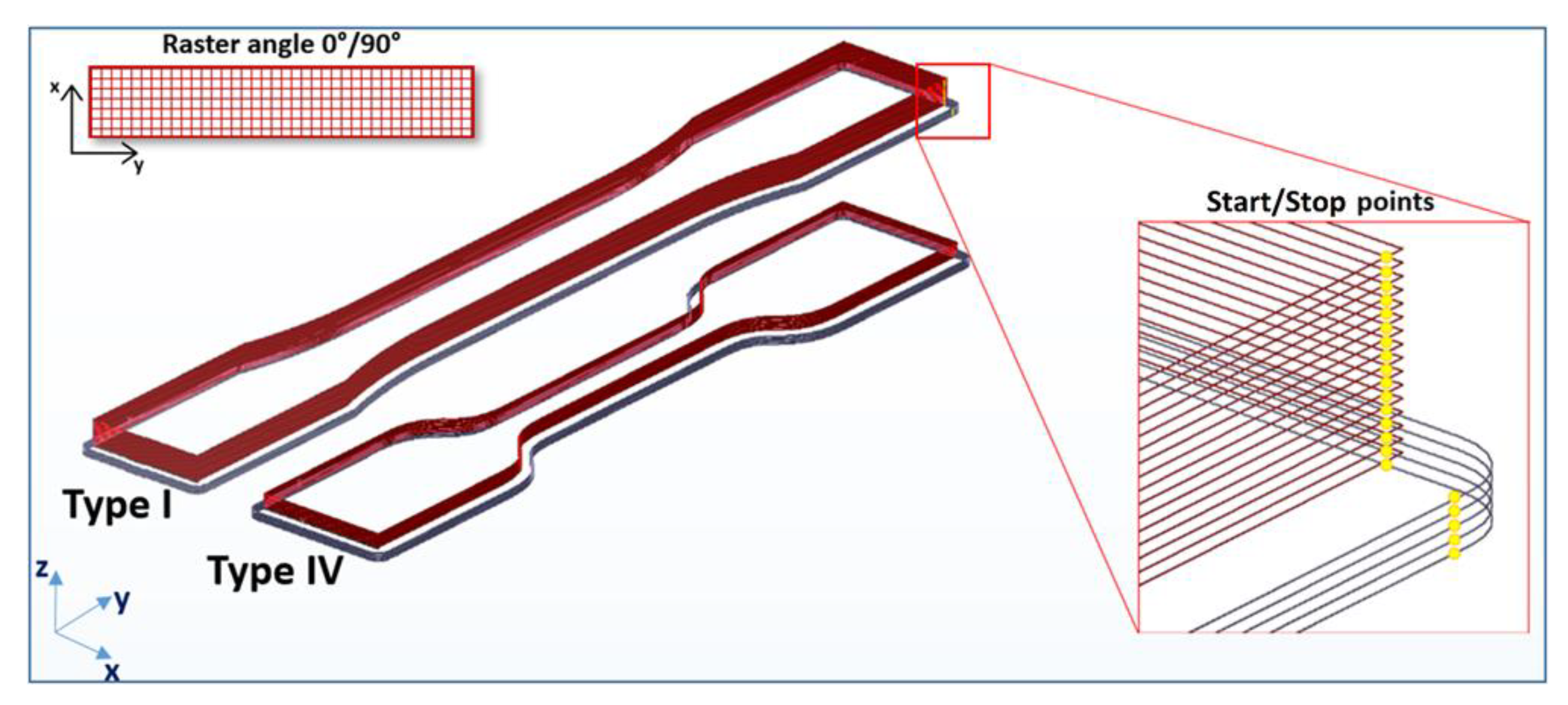
The selected printing settings are summarized in
Table 2. These parameters were selected according to past experience to minimize the presence of internal voids [
19]. All the specimens were oriented flatwise on the XY plane. To avoid negative notch effects leading to premature failure, as reported in some previous research [
3], the start and stop positions for printing the tensile specimens were set in one corner in the grip zone (
Figure 2).
The viscoelastic behavior of the two material types was investigated using a DMA Tritec 2000 (Triton Technology Ltd., Nottinghamshire, UK) by single cantilever geometry and sample size (10 · 5 · 2) mm3. The tests were carried out at 1 and 10 Hz with 2 °C/min heating rate from 25 °C to 250 °C.
A Shimadzu DSC 60 (Shimadzu, Kyoto, Japan) was used for calorimetric glass transition temperature (
Tg) determinations. The apparatus was calibrated in enthalpy and temperature by following the procedure discussed in [
20]. Afterwards, the enthalpy calibration was checked by the melting of fresh indium, showing an agreement with the literature standard within 0.25% [
21]. This happened while the temperature calibration was checked by several scans with fresh indium and tin, showing an agreement within 0.08% with respect to the literature values [
21]. The DSC scans have been performed on samples of about 6.0 · 10
−3 g, held in sealed aluminum crucibles at a heating rate of 10 °C/min and static air atmosphere. The investigations were carried out in a range of temperatures from room temperature up to 300 °C and each scan was performed in triplicate. The considered values were averaged from those of three runs, the maximum difference between the average and the experimental values being within ±1 °C.
The mechanical properties of printed specimens were measured by using an Instron 5985 universal testing machine (Instron, Milan, Italy) equipped with a load cell of 10 kN. For each test, the tools required for the various standard tests were installed. System control and data collection were performed using the Blue Hill 3.61 software (Instron, MA, USA). Following the DoE method, we randomized the testing order for all samples and test types.
Tensile specimens were tested according to ASTM D638. The test was carried out in strain control mode at a speed of 2 mm/min, using a clip extensometer with 25 mm useful length. Tensile specimens were printed with Type I and Type IV geometry, as specified in the ASTM D638 standard (
Figure 1a).
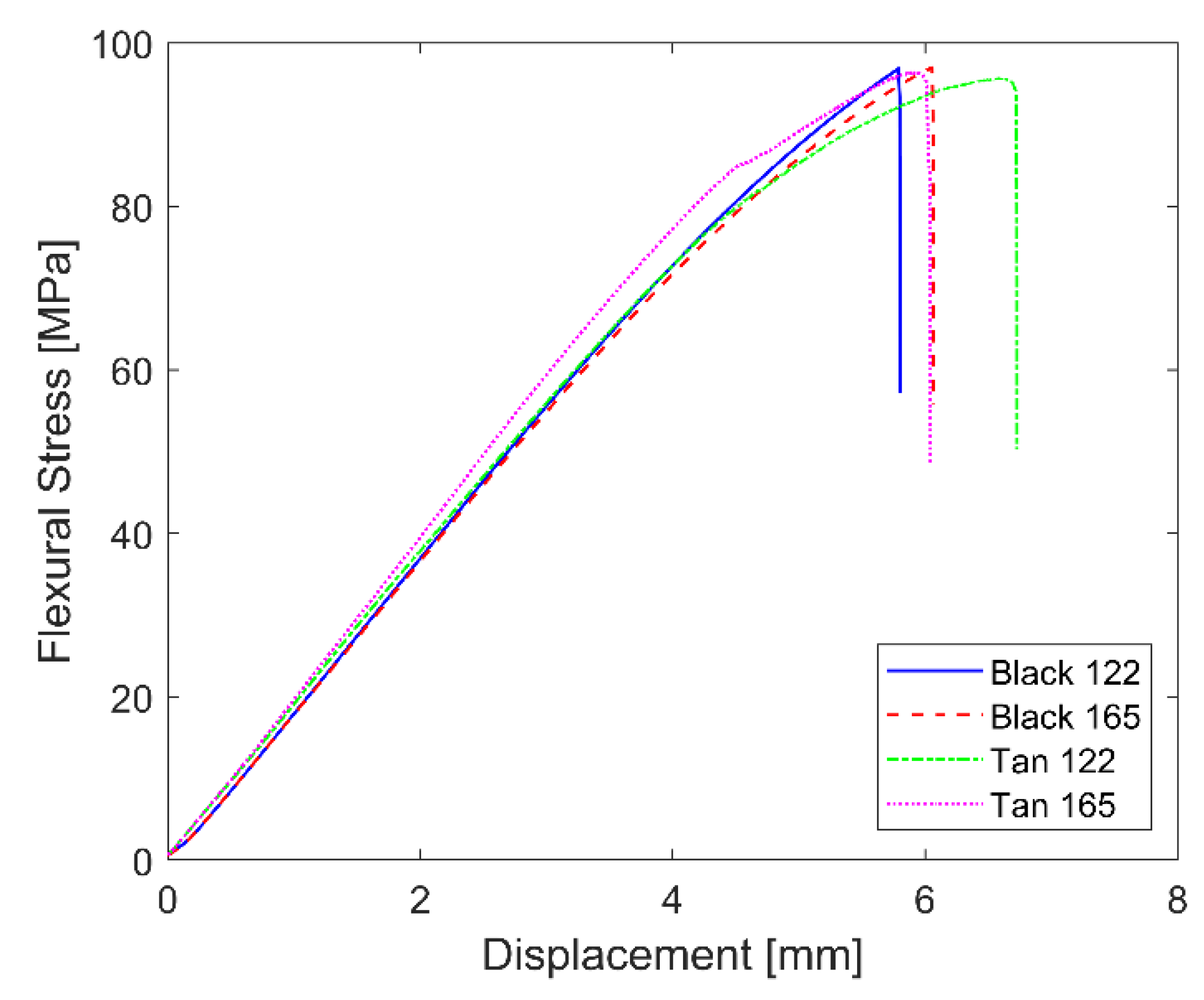
The flexural test (ISO 178) was performed with (60 · 25 · 3) mm
3 samples (
Figure 1b) and a span length (distance between supports) equal to 48 mm. The tests were conducted at a speed of 2 mm/min. The flexural samples were obtained by cutting bars with length equal to 122 mm and 165 mm in pieces having a standard length of 60 mm.
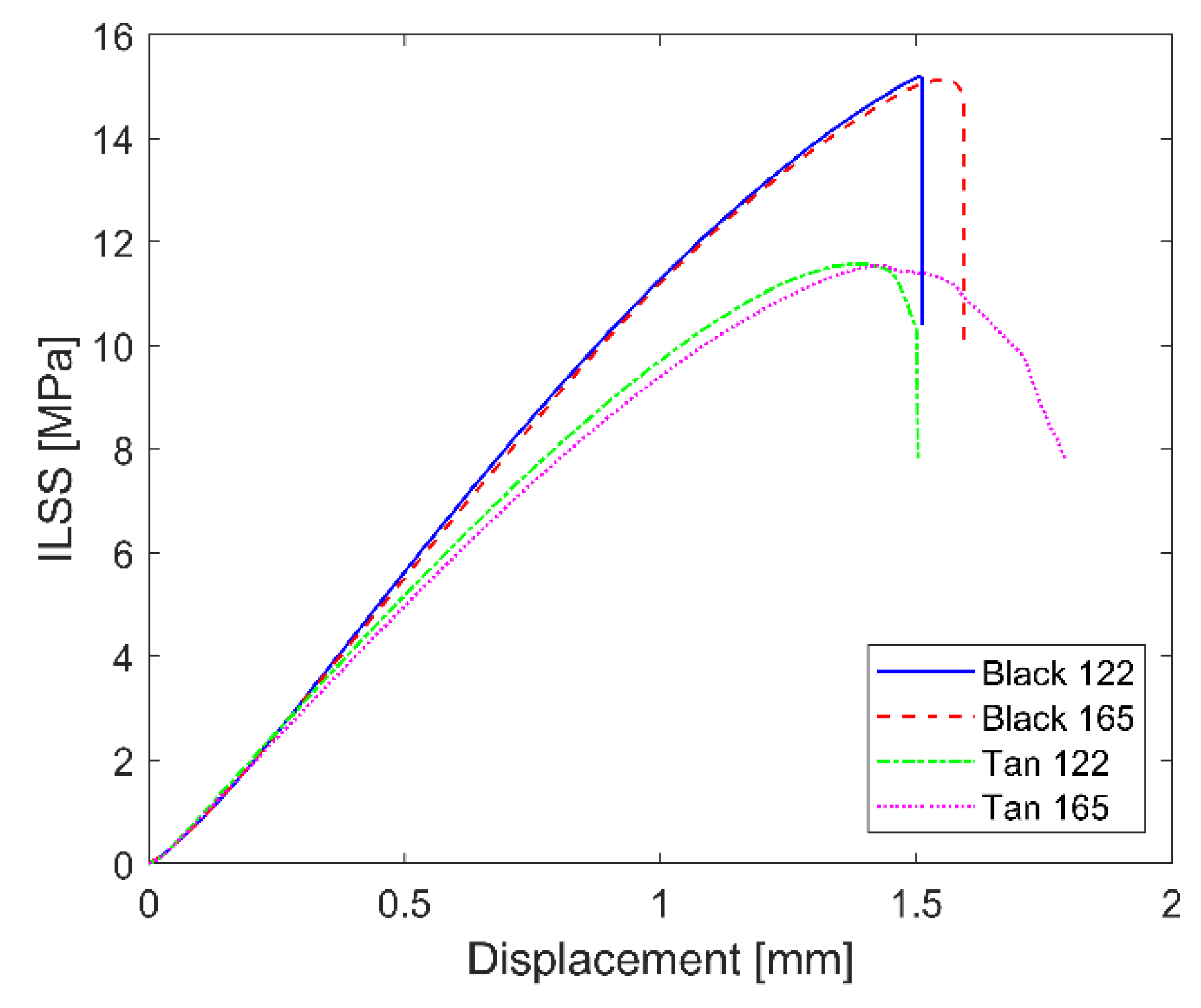
For the ILSS (ASTM D2344M), samples of size (40 · 12 · 6) mm
3 were considered, with a span length of 24 mm (
Figure 1c). ILSS tests were carried out at a speed of 1 mm/min. The ILSS samples were obtained by cutting bars having length equal to 122 mm and 165 mm in pieces with a standard length of 40 mm.
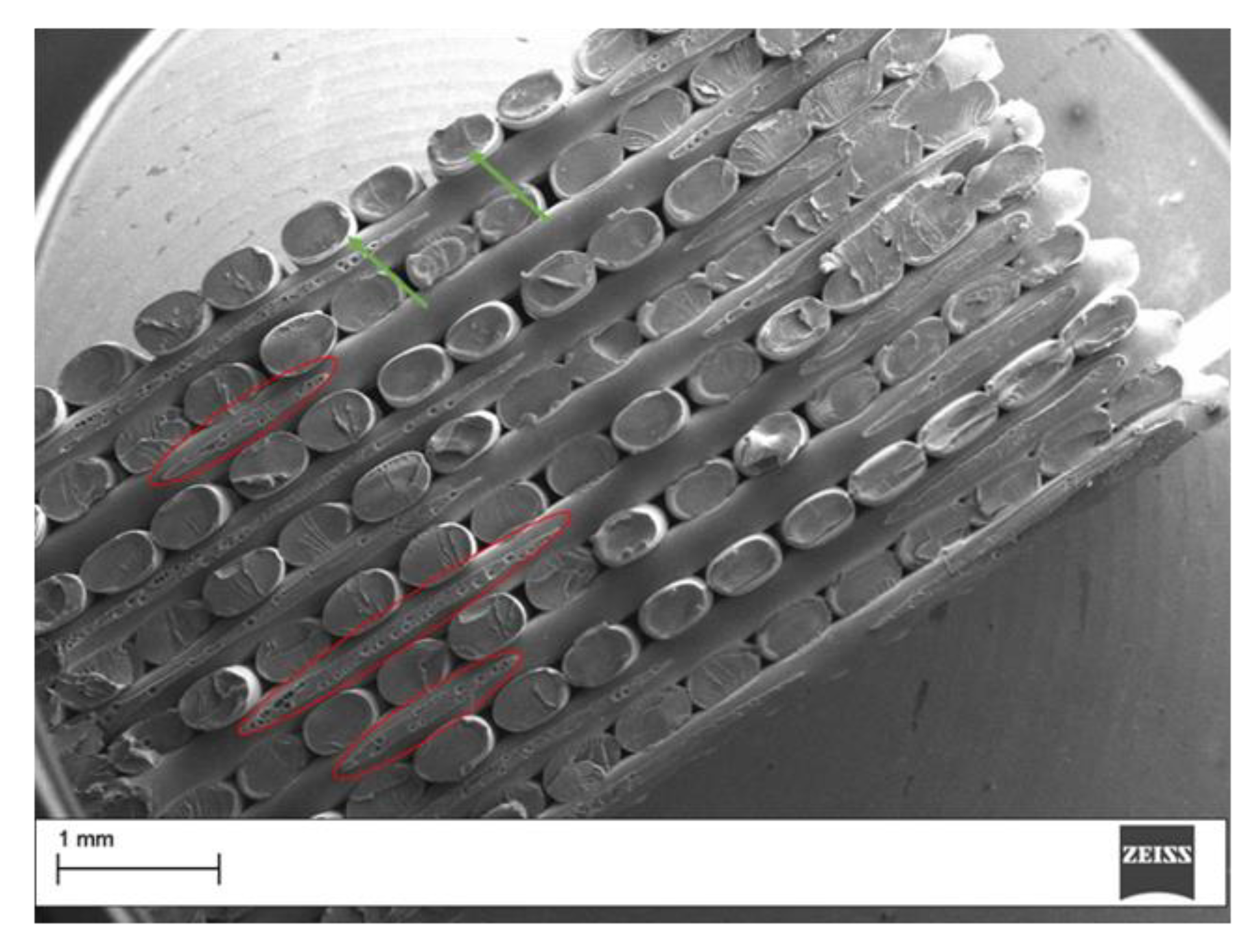
Scanning electron microscopy micrographs were obtained with a SEM EVO-MA15 by Zeiss, Cambridge (UK). The fractured surfaces were sputter coated with gold before the SEM micrograph was taken.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}