
Sheep’s and Goat’s Frozen Yoghurts Produced with Ultrafiltrated Whey Concentrates
by

Natalí Garcia Marnotes
1,2, 
Arona Figueroa Pires
1,
Olga Díaz
2,
Angel Cobos
2 and
Carlos Dias Pereira
1,3,*
1
Polytechnic Institute of Coimbra, College of Agriculture, Bencanta, 3045-601 Coimbra, Portugal
2
Department of Analytical Chemistry, Faculty of Sciences of Lugo, Nutrition and Bromatology, Food Technology Area, Universidade de Santiago de Compostela, E-27002 Lugo, Spain
3
Research Centre for Natural Resources, Environment and Society (CERNAS), Bencanta, 3045-601 Coimbra, Portugal
*
Author to whom correspondence should be addressed.
Appl. Sci. 2021, 11(14), 6568; https://0-doi-org.brum.beds.ac.uk/10.3390/app11146568
Submission received: 28 May 2021
/
Revised: 7 July 2021
/
Accepted: 9 July 2021
/
Published: 16 July 2021
(This article belongs to the Special Issue Functional Dairy Products)
Abstract
:Featured Application
The present work envisages the valorization of cheese whey concentrated by ultrafiltration as the main ingredient of frozen yoghurts.
Abstract
The objective of this work was the use of goat and sheep liquid whey concentrates (LWCs) produced by ultrafiltration (UF) for the manufacturing of frozen yoghurts. In a first step, natural yoghurts using only goat’s and sheep’s LWCs as raw material were obtained. One day after production, these yoghurts were used to produce frozen yoghurts with different concentrations of added inulin. The physicochemical characteristics of ewe’s and goat’s yoghurts were significantly different regarding dry matter, protein, fat and minerals. Ewe’s yoghurts were solid, while goat’s yoghurts behaved as a viscous liquid. Frozen yoghurts with different levels of inulin addition also presented significant differences concerning physicochemical and microbiological characteristics. Overrun was similar for all formulations except for that produced with ewe’s LWC containing 5.0% inulin, which presented a significantly higher value. Higher meltdown rates in goat’s frozen yoghurts were observed. The survival rates of lactic acid bacteria were lower than the data reported for similar products. Concerning sensory acceptance, both products showed encouraging results. It can be considered that the production of frozen yoghurts by using LWCs as the main ingredient can be an interesting option to broaden the product portfolio of small/medium scale dairy producers.
1. Introduction
The dairy industry causes the production of wastewaters and effluents that can have a significant environmental impact because of their pollutant characteristics [1,2,3]. Whey is the by-product of the cheese industry that has received most attention, not only due to its environmental impact if disposed without prior treatment but also as a result of the progressive evidence of the nutritional importance of its constituents [4,5,6].
The high organic load of whey arises from the presence of residual milk compounds, with lactose being its major constituent (ca. 5% w/v). It has a very high biochemical oxygen demand (BOD) and chemical oxygen demand (COD) (30–50 g/L and 60–80 g/L, respectively). Its annual production surpasses 160 million tons and shows an estimated growth rate of 1–2% yearly, as a result of a similar trend in cheese production [7]. The quality of whey components depends on the type of the process used and the operation conditions occurring during its production [8,9]. Various technological approaches have been employed to valorize whey [10,11,12]. These technologies are mainly applied to whey resulting from cow’s milk. The technological advancements have enhanced whey utilization and about 50% of the total produced whey is nowadays transformed into value-added products such as whey powder, whey protein concentrates, whey protein isolates, individual whey proteins, bioactive peptides, whey permeate, bioethanol, biopolymers and other valuable materials [13]. Among various value-added products, the transformation of whey into proteinaceous products is attractive and is experiencing increased demand. These proteinaceous products have applications as functional, nutritional, and therapeutic commodities.
In the case of the whey resulting from the manufacturing of ewe’s and goat’s cheeses, this by-product is often used to produce whey cheeses, such as Ricotta, Requesón or Requeijão, in Italy, Spain and Portugal, respectively. However, not all of this whey is transformed into whey cheeses, with a large proportion being used as animal feed or directly discarded. This results from the constraints associated with whey cheese production, namely the high energy inputs required for the thermal precipitation of whey proteins which, along with the short shelf-life of whey cheeses, discourage its application [14,15]. In previous works, we proposed solutions for the valorization of whey resulting from the manufacturing of small ruminant’s milk cheeses [16,17,18,19,20,21,22,23]. Most of the solutions proposed envisage the direct utilization of this by-product after a concentration step performed by ultrafiltration (UF). However, the adoption of such technologies by cheese producers is hindered by several factors, of which the small dimensions of the cheese production units and the lack of technical skills are determinants. In addition, these producers are mainly focused on cheese production and are not familiar with the production and marketing strategies of other dairy products. However, the possibility of the valorization of these by-products through the production of innovative dairy products targeting local consumers and/or niche markets may stimulate novel approaches in line with circular economy imperatives.
Yoghurt is a fermented dairy product obtained by the activity of a mixed culture of Lactobacillus delbrueckii subsp. bulgaricus and Streptococcus thermophilus in milk. Fermentation of lactose produces lactic acid, which acts on milk protein, giving the texture and other sensory characteristics of yoghurt. Frozen dairy products have properties of both yoghurt and ice cream and can be the carriers of lactic acid bacteria and/or probiotics. In recent years, the production of frozen yoghurts or frozen yoghurts with added prebiotics and probiotics created new opportunities for the development of products with health-promoting properties beyond their nutritional value. The production of ewe’s and goat’s yoghurts and frozen yoghurts has also followed this trend [24,25,26].
The aim of this work was to manufacture frozen yoghurts with or without different concentrations of inulin using goat and sheep liquid whey concentrates produced by ultrafiltration, and to study their physicochemical, microbiological and sensory properties in order to evaluate the feasibility of the use of these by-products by the dairy industry. As follows from the literature reports, there are no studies regarding the production of frozen yoghurt with goat and sheep liquid whey protein concentrates.
2. Materials and Methods
2.1. Production of Liquid Whey Concentrates
Sheep and goat cheese whey, supplied by external dairy companies, was taken to the pilot plant of the Escola Superior Agrária de Coimbra (Coimbra, Portugal), where it was processed. A total of 500 L of each type of whey (ewe’s or goat’s) were subjected to ultrafiltration (UF) in a Proquiga Biotech SA pilot plant (A Coruña, Spain), equipped with a UF organic membrane (3838 PVDF/polysulfone) with an effective filtration area of 7 m2 and 10 kDa cutoff, supplied by FipoBiotech, Spain. The process was carried out at 40–45 °C, at a transmembrane pressure of 0.35 MPa aiming at a volumetric concentration factor (VCF = Vol. Feed/Vol. retentate) of 20, obtaining 25 L of concentrate. The concentrate was pasteurized (65 °C, 30 min) and then homogenized at 10 MPa using a homogenizer APV Rannie™ model Blue Top (Copenhagen, Denmark). Liquid whey concentrates (LWCs) were frozen at −25 °C until the moment they were used to produce yoghurts and frozen yoghurts.
2.2. Manufacture of Yoghurt and Frozen Yoghurt
Twelve liters of sheep’s or goat’s LWCs were thawed under refrigeration for 24 h. Subsequently, LWCs were heated at 65 °C and homogenized using APV Rannie™ model Blue Top (Copenhagen, Denmark) at 10 MPa. Subsequently, the samples were heated to 85 ± 5 °C and homogenized again in order to achieve a particle diameter of whey protein aggregates less than 10 μm to avoid granularity and increase the smoothness of the concentrate. The concentrates were then cooled to 44 °C and inoculated with Yoflex™ (YF-L903, CHR Hansen, Denmark) thermophilic yoghurt starter culture at a concentration of 0.005% (w/v).
The inoculated goat and sheep LWCs were placed in an incubation chamber (Jenogand Y 1000) at 43 °C, and the pH and titratable acidity were monitored until the products reached a pH value of 4.6. Fermentation was stopped by rapid cooling to 20 °C in less than 30 min. Afterwards, the yoghurts were placed in the refrigeration chamber at 2 ± 2 °C for 12 h.
For each type of LWC yoghurt, three frozen yoghurts with increasing inulin concentrations were produced. The remaining ingredients used in frozen yoghurt formulations were added in the proportions presented in Table 1.
The ingredients were added to yoghurts and stirred until a homogeneous distribution was obtained. The mix was allowed to mature for 12 h at 0 ± 2 °C in the chamber. For each formulation, two 1 L batches of frozen yoghurts were produced in a laboratory-scale frozen yoghurt freezer (Klarstein, Electronic Star) for 40 min. Immediately after freezing, the temperature of frozen yoghurts was −6 ± 1 °C. After this process, the frozen yoghurts were packaged in 500 mL polypropylene boxes and stored in a Zanussi freezer chest at −21 ± 1 °C for 21 days. Formulations 1, 2 and 3 correspond to ewe’s frozen yoghurts with 0, 2.5 and 5.0% added inulin, while formulations 4, 5 and 6 correspond to goat’s frozen yoghurts with 0, 2.5 and 5.0% added inulin. All experiments were performed in triplicate.
2.3. Physico-Chemical Analysis
2.3.1. Compositional Analysis
Dry matter was determined by drying the samples in a Schutzart DIN 40050-IP20 Memmert™ oven, according to NP 703: 1982 for yoghurt [27] and AOAC (1997) for frozen yoghurt [28]. The ash content was determined by the incineration of dry samples in a Nabertherm™, model LE 4/11/R6 electric muffle furnace at 550 °C for 4 h, according to AOAC method 935.42 [28]. The fat content was determined by the Gerber method (SuperVario-N Funke Gerber™ centrifuge) according to NP 469: 2002 [29] and by the Soxhlet method using 2050 Soxtec Auto Extraction Unit Foss Tecator™. The total N content was determined by the Kjeldahl method in the Digestion System 6 1007 Digester Tecator™ following the AOAC (1997) standard, and the conversion factor of 6.38 was used to calculate the percentage of protein [28]. All analyses were performed in triplicate.
2.3.2. PH and Titratable Acidity
The pH was determined with a HI 9025 HANNA Instruments pH meter, in order to monitor its evolution over yoghurt fermentation, immediately after the production of the yoghurts and on the 7th, 14th and 21st days of storage of frozen yoghurts. The pH meter was previously calibrated with 7.01 (HI5007) and 4.01 (HI5004) Hanna buffer solutions. The titratable acidity, expressed in g of lactic acid per liter, was determined by means of titration using a 0.1 N NaOH solution according to the technique described in NP 701: 1982 for yoghurts [30] and AOAC (1997) for frozen yoghurts [28]. For each sample, three determinations were made both for pH and for titratable acidity.
2.3.3. Color Analysis
The color of the yoghurt and frozen yoghurt was determined with a Minolta Chroma Meter, model CR-200B colorimeter calibrated with a white standard (CR-A47: Y = 94.7; x 0.313; y 0.3204). The following conditions were used: illuminant C, 1 cm diameter aperture, 10° standard observer. The color coordinates were measured in the CIEL*a*b* system. Color difference (ΔEab*) was calculated as:
where L*0, a*0, and b*0 were the values measured for ewe’s yoghurt and L*, a*, and b* were the values measured for goat’s yoghurt. In the case of ice cream formulations, a matrix of ∆Eab* values between products was constructed. Five measurements were taken for each sample.
∆Eab* = [(L*–L*0) 2 + (a*–a*0) 2 + (b*–b*0)2] ½
2.3.4. Viscosity of Yoghurts
The evaluation of the yoghurt viscosity was carried out in triplicate for 10 min (30 s intervals), in a rotational Brookfield Viscometer, model DV2T, with a concentric cylinder RV (spindle 3) at a constant angular speed (100 rpm for goat’s yoghurt and 1 rpm for sheep’s yoghurt). The viscosity of the samples was the mean value of the viscosity measurements recorded during the 10 min of analysis. Three measurements were taken for each sample.
2.3.5. Rheological Analysis of Yoghurts
The rheological properties of the yoghurts were evaluated in a rheometer (Rheostress 1, ThermoHaake™) in oscillatory mode. The measurement system consisted of a cone and plate geometry, C60/Ti-0.052 mm (35 mm diameter and 1° angle). Stress sweep tests were performed at 1 Hz to investigate the rheological linear viscoelastic behavior of the yoghurts. The elastic modulus (G′), the viscous modulus (G″) and the complex viscosity (η*) of the products were evaluated in the range of 0.3 to 6.5 rad/s at 3 Pa. Three measurements were taken for each sample.
2.3.6. Texture of Yoghurts
A Stable Micro Systems texture analyzer, model TA.XT Express Enhanced, was used to perform the texture analysis of the yoghurts one day after production, and the results were calculated using the Specific Expression PC software. A TPA-type test was run with a penetration distance of 20 mm at 2 mm/s using an acrylic cylindrical probe with a diameter of 25.4 mm and a height of 38.1 mm. The following parameters were quantified: hardness, adhesiveness, gumminess (the product of hardness and cohesiveness), cohesiveness, and resilience [31]. Five measurements were taken for each sample.
2.3.7. Overrun
Overrun is the increase in the volume of the yoghurt when making frozen yoghurt due to the incorporation of air. The method described by Skryplonek et al. [32] was followed, measuring the weight of the yoghurt and that of the frozen yoghurt with the same volume. The determinations were done in triplicate.
Overrun [%] = (weight of yoghurt-weight of frozen yoghurt/weight of frozen yoghurt) × 100
2.3.8. Meltdown Rate
The meltdown rate was determined by the method described in Skryplonek et al. [33] by placing 30 g of frozen yoghurt on a stainless-steel screen with 1 × 1 mm opening, located on top of a beaker. After 45 min at 20 ± 1 °C, the weight of the sample collected in the beaker was measured (n = 3). The meltdown rate was expressed as the percentage of the melted frozen yoghurt weight divided by the initial frozen yoghurt weight. The determinations were done in triplicate.
Meltdown [%] = (weight of melted frozen yoghurt/initial weight of frozen yoghurt) × 100
2.4. Microbiological Analysis
The microbial counts of lactic acid bacteria (LAB) of the genera Streptococcus and Lactobacillus were analyzed after production and during storage at −21 °C of frozen yoghurts. Streptococci and lactobacilli were enumerated on plates at 37 °C for 48 h on M17 agar (in aerobiosis) and on MRS agar (in anaerobiosis) (Biokar Diagnostics, France), respectively, according to ISO 7889, IDF 117 (2003) [34]. In this process, 1 mL of dilutions of 10−5, 10−6 and 10−7 were inoculated in triplicate along with two controls for each medium.
2.5. Sensory Analysis
Consumer preference tests were conducted with an untrained panel within 6 days of storage, both for yoghurts and frozen yoghurts. The hedonic test was used to determine the degree of acceptability of the products [35]. A category-type scale with an odd number (five) categories (1 = I don’t like it at all to 5 = I like it very much) was used. A neutral midpoint (neither like nor dislike) was included.
In the case of yogurts, 34 non-trained members rated the product with regard to aroma, texture, taste and global evaluation. In frozen yoghurts, the six formulations were presented to panelists that were asked to evaluate the characteristics of consistency, appearance, aroma, flavor, and global evaluation using a hedonic scale from 1 to 5. Thirty consumers participated in the panel.
2.6. Statistical Analysis
IBM SPSS Statistics version 19 for Windows (2010; SPSS Inc., Chicago, IL, USA) was used for data evaluation. Prior to statistical analysis, normal distribution was tested using the Kolmogorov–Smirnov test. Three types of analysis of variance were carried out. One-way ANOVA and the Tukey post hoc test were used to test and compare, respectively, the statistical significance of differences among means.
Two-way ANOVA was used to determine the interactions between the species and the amount of inulin added in chemical composition, pH, color parameters, overrun and meltdown rate. Three-way ANOVA was performed to establish the interactions among the species, the inulin amount and the storage time in microbial counts. The general linear model procedure was applied. For all mean evaluations, a significance level of p < 0.05 was used.
3. Results and Discussion
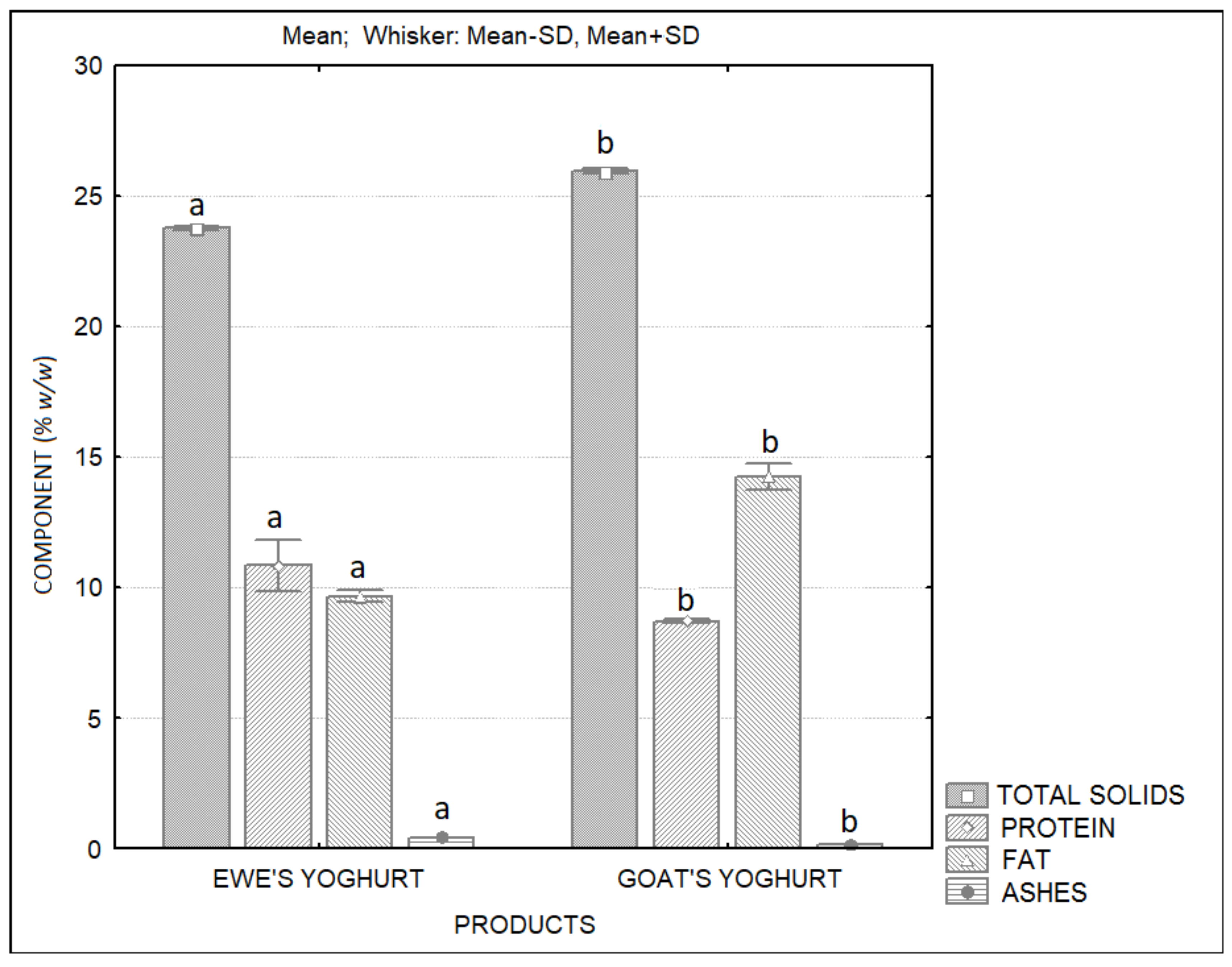
Ewe’s and goat’s yoghurts produced with UF concentrated whey were significantly different regarding their composition and textural properties. As it can be observed in Figure 1, ewe’s yoghurts presented lower solids content than goat’s yoghurts. The main differences resulted from the significantly lower fat content of ewe’s yoghurts when compared to goat’s yoghurts. However, ewe’s yoghurts presented significantly higher amounts of protein and minerals. These differences resulted from the different gross chemical composition of the original sheep’s and goat’s whey, which were reflected in the UF whey concentrates. The original ewe’s whey presented 0.76 ± 0.07% protein and 0.68 ± 0.02% fat, while the original goat’s whey presented 0.61 ± 0.01% protein and 0.87 ± 0.14 fat.
Ewe’s yoghurts demonstrated a solid nature and were much harder than goat’s yoghurts, which behaved as a viscous liquid (hardness values of 13.5 and 0.5 N, respectively, for ewe’s and goat’s yoghurts). All texture parameters were significantly different between both products. Large differences were also observed in the viscosity of both types of yoghurt (Table 2). These differences result mainly from the protein content differences, which in the case of goat’s LWCs was probably below the minimum concentration required to form a structured gel.
Small strain oscillatory tests also confirmed the differences in texture of both products. Goat’s yoghurts behaved as liquids, with the viscous modulus (G″) being higher than the elastic modulus (G′), while ewe’s yoghurts presented higher values for G′ (Figure 2). Clear differences can also be seen concerning the complex viscosity of both products, with higher values for ewe’s yoghurt.
Regarding color parameters (Figure 3), it could be observed that ewe’s yoghurts were significantly darker (lower L* values) when compared to goat’s yoghurts. Goat’s yoghurts presented slightly lower values for the parameter a* (green–red axis) and slightly higher values for the parameter b* (blue–yellow axis). The average calculated color difference (ΔEab*) between both products was 10.22, which indicates that it is immediately perceptible by the observer.
As expected, the different composition of yoghurts was reflected in the composition of frozen yoghurts with different levels of added inulin (Figure 4). Ewe’s frozen yoghurts presented higher levels of protein and lower levels of fat. The fat content of formulation 4 (goat’s frozen yoghurt without inulin addition) is significantly higher than all other formulations. This difference might have resulted from an uneven distribution of fat, possibly resulting due to changes in the homogenization process of the yoghurt used in this formulation. Interactions between species and inulin amount added for fat and ash contents were observed (Table 3).
The pH and titratable acidity of ewe’s and goat’s frozen yoghurts are displayed in Figure 5. These parameters were evaluated weekly, over 3 weeks of frozen storage. For each formulation, a slight increase in pH and a decrease in titratable acidity values were observed during storage. Interactions between species and inulin amount added for both parameters were observed (Table 3).
In all cases, the pH of yoghurts at the first day of storage was below the target value defined for yoghurt production (4.5). This, most probably, resulted from the slow refrigeration of the 2 L flasks in which they were produced. Although the flasks were rapidly cooled to 20 °C, the activity of microorganisms was not slowed down as rapidly as intended. Formulations 5 and 6 (goat’s yoghurts with 2.5 and 5.0% added inulin) presented significantly lower pH and higher acidity values when compared to all other formulations. Ewe’s and goat’s original whey presented similar pH and acidity values (ca. pH 6.65 and 0.015% lactic acid). However, the goat’s UF concentrated whey presented an acidity value higher than the ewe’s whey, meaning that acidification of goat’s whey occurred during the UF concentration process. In our opinion, the presence of inulin cannot be considered as a possible explanation for the pH reduction (ca. 0.65 and 0.45, respectively) of those two formulations, since the same pattern was not observed with ewe’s frozen yoghurts.
The color parameters of frozen yoghurts (Figure 6) were slightly different from those of the original yoghurts, with the differences being more marked in ewe’s frozen yoghurts. The lightness (L*) increased in ewe’s frozen yoghurts as compared to the original products, and a similar trend was observed regarding the b* parameter (increased yellowness). These changes are probably the result of air incorporation during the freezing process. Interactions between species and inulin amount added for color parameters were not observed. Table 4 presents a matrix of the color differences between all frozen yoghurt formulations. Although non-significant differences were found between the color parameters L*, a* and b* of frozen yoghurts, slight color differences (ΔEab*) (Table 4) were found between most formulations, since values higher than 1 can be perceived by the observer [36].
With regard to overrun (Table 5), with the exception of formulation 3 (ewe’s frozen yoghurt with 5% inulin addition), which presented the highest value (40.29%), no significant differences were observed between ewe’s and goat’s frozen yoghurt formulations. However, the meltdown rate (Table 5) of ewe’s frozen yoghurts presented values below 10, while goat’s frozen yoghurts had values above that value. The higher amount of protein in ewe’s frozen yoghurts can explain the higher water retention capacity of these formulations and the lower meltdown rate. In goat’s yoghurts, it appears that the addition of inulin improved this property. However, the formulation containing 2.5% inulin presented a significantly lower meltdown rate than that containing 5.0% inulin, and the opposite would be expected. We consider that the method used is appropriate to evaluate large differences, but its accuracy may not be enough to compare small differences, as is the case here (ca. < 2%). Interactions between species and inulin amount added for both overrun and meltdown rate were observed (Table 6).
In a previous work, we highlighted the potential of bovine LWC’s as the primary raw material for acid dairy gels. Yoghurt-type gels and gels produced by acidification with glucono-δ-lactone were characterized, and the ability of such concentrates to produce yoghurts or dairy desserts was reported [37].
Regarding the physicochemical characteristics of frozen yoghurts, other research works reported the manufacture of products with proximal compositions similar to the ones obtained in our study. However, all the studies were about frozen yoghurts manufactured with cow’s milk, which implies many differences in protein composition and interactions. Pereira et al. [38] evaluated the influence of pH on the characteristics of frozen yoghurts. The formulation consisted of 6% milk fat, 10% milk solids-not-fat, 11% sucrose, 3% corn syrup, 0.3% emulsifiers and 0.5% stabilizers. The treatments with final pH values of 5.0 and 5.5 presented higher acceptability and acidity close to the ideal. It was also found that the physicochemical characteristics, acidity content and sugar concentration had effects on the acceptance of the product. Soukoulis and Tzia [39] tested different acidification procedures and stabilizers as well as two protein-fortifying agents (skim milk powder and whey powder) regarding their influence on the quality characteristics of frozen yoghurts. Indirect acidification, by blending plain acidified milk with frozen yoghurt mix, was found to favor texture, while direct acidification (fermentation of frozen yoghurt mix with starter culture) improved viscosity but did not enhance the sensory acceptance of frozen yoghurts. The same authors found that the addition of 0.2% xanthan gum and the partial substitution of skim milk powder by whey powder increased overall acceptance and creaminess. These frozen yoghurts presented values of overrun similar to those obtained by us. Milani and Koocheki [40] tested the effects of date syrup and guar gum on physical, rheological and sensory properties of low-fat frozen yoghurt. Guar gum softened the frozen yoghurt, whereas date syrup increased the hardness of the product. Meltdown stability was improved with the increase in gum and date syrup concentration. Low-fat frozen yoghurts prepared showed good sensory properties. Skryplonek et al. [32] produced lactose-free frozen yoghurts which presented significantly lower hardness and stickiness and higher viscosity than control frozen yoghurt. Moreover, lactose hydrolysis promoted a smooth and creamy consistency, whereas, in the case of conventional products, a coarse structure, due to the presence of large ice crystals, was identified. Lactose-free frozen yoghurts with added k carrageenan or corn starch were also tested [33]. These modifications may also be used to improve the nutritional and sensory properties of frozen yoghurts made with UF concentrated whey. Rezaei et al. reported that the addition of inulin at the 2% level improved the overrun, viscosity and melting properties of frozen yoghurt with probiotics. Acceptability tests revealed that frozen yogurt with 2% inulin had the most appealing sensory characteristics. The flow behavior of all samples showed a pseudo-plastic nature. In terms of probiotic survival, the sample with 2% inulin significantly improved the viability of Lactobacillus acidophilus and Bifidobacterium lactis [41]. Similarly, in the present study, the highest overall acceptability was obtained by the formulations containing 5.0% inulin (formulations 3 and 6).
Concerning the microbial characteristics of frozen yoghurts, Figure 7 presents the counts of lactobacilli and streptococci at the day of production of the frozen yoghurt samples. Except for formulation 6 (goat’s frozen yoghurt with 5.0% inulin incorporation), all products presented adequate levels (>log 6 UFC g−1) of LAB. However, lower counts of streptococci in all goat’s frozen yoghurts were observed. Table 7 presents the LAB counts of both frozen yoghurt types over the 21-day storage period. In the case of ewe’s yoghurts without added inulin, it can be observed that adequate levels of LAB were maintained for 2 weeks. However, at the 21st day of storage, lactobacilli were present at low levels (ca. 5 log CFU g−1), while streptococci were absent. Regarding goat’s frozen yoghurts without inulin addition, adequate levels of LAB were observed for seven days, but streptococci were already present at low levels by the 7th day of storage. At the 14th and 21st days of storage, lactobacilli were absent while streptococci surpassed 6 log UFC g−1. The formulation of goat’s frozen yoghurt containing 2.5% inulin presented low levels of streptococci (5.42 log UFC g−1) at the first day. Lactobacilli were absent at the 7th, 14th and 21st days of storage. Streptococci also presented low counts over frozen storage. Curiously, the formulation containing 5.0% inulin presented inadequate levels of LAB at the first day, while at the 7th day LAB counts surpassed 6 log CFU g−1. At the 14th and 21st day of storage, the pattern was similar to that observed with formulation 5 (2.5% inulin). Generally, it can be indicated that ewe’s concentrated whey was more effective in promoting LAB growth. Strong interactions (p < 0.001) among species, inulin amount and storage time were observed for lactobacilli counts, while they were less significative, except for species–storage time interaction, for streptococci counts (Table 8). Further studies must be undertaken to confirm these results. In fact, several research works regarding frozen yoghurts indicate high survival rates for both LAB and probiotic bacteria, especially when microencapsulation was used.
In another work [42], a commercial yoghurt culture was used as a starter culture while free and immobilized probiotic cells were added as adjuncts for frozen yoghurt production. The viability of the immobilized probiotic cells was maintained at high levels for 90 storage days at −18 °C, while the viability of free probiotic cells decreased ca. 10%. L. bulgaricus counts reduced by approximately 3 log cycles and no counts of S. thermophilus were detected by the end of freezing storage.
Alves and coworkers [24] produced goat’s milk frozen yoghurt with 1% inulin, 0.25% starter culture (Streptococcus thermophilus and Lactobacillus bulgaricus) and 0.25% probiotic culture (Bifidobacterium animalis and Lactobacillus acidophilus) to verify its probiotic potential after 7 and 120 days of storage. During storage, probiotic bacteria were reduced, but the product showed probiotic potential due to both B. animalis and L. acidophilus, which reached the minimum desirable numbers until the end of storage. The product received good scores for global appearance, color, aroma and taste, while texture and aftertaste had lower acceptance rates. Other researchers investigated four experimental groups of caprine frozen yoghurt produced with the addition of fresh and spray-dried jambolan fruit pulp and Bifidobacterium animalis subsp. lactis. The addition of B. animalis decreased the pH of frozen yoghurt samples. Lower overrun values (14.2–22.6%) were observed for all samples when compared to our data. The frozen yoghurt samples with probiotic presented high cell counts (9 log CFU g−1) and a high probiotic survival rate throughout the 90 days of frozen storage [25].
Goat milk and goat milk plus inulin were used as encapsulating agents of Bifidobacterium BB-12 and applied in frozen yoghurt to evaluate the antagonistic effect against Escherichia coli. The production of organic acids by bifidobacteria was directly related to the decrease in the E. coli counts. In plate counts, E. coli was not detected in the descending colon. However, when quantified by qPCR, the sample presented amplification that corresponded to 3 log CFU g−1. It was therefore possible to observe the phenomenon of the viable but not-culturable cells of E. coli. The authors recommended the production of microcapsules with goat milk and inulin for application in goat milk products, due to the better antagonist effect against E. coli [26].
The addition of jujube pulp greatly weakened the “goaty” flavor, improving the sensory acceptance, and increased the antioxidant activities of goat milk yoghurt. No significant differences were found regarding the viable counts, pH values and titratable acidities of all formulations over 28 days refrigerated storage. All formulations showed the viable counts above log 6 CFUmL−1 over the assessed storage period [43].
Regarding the physicochemical, microbiological, and sensory characteristics of frozen yoghurts, several research works have been performed. Inoue et al. reported that viable lactic acid bacteria decreased in number with increasing storage period [44]. In addition, different sensory rates were obtained for assessors who were familiar with yogurt and for assessors who were not. The product with a pH value of 5.5 was the most preferred frozen yoghurt type in the products examined. Other researchers reported that experimental storage conditions resulted in the survival of LAB in frozen yoghurts even after a 60- to 67-week period. The total LAB in three batches was higher log 7 CFUg−1, but one of them comprised exclusively streptococci [45]. Results obtained by Abdelazez et al. [46] revealed that there was no significant difference between frozen yoghurt fermented by Bifidobacterium spp. and yoghurt culture and that fermented by yoghurt culture only.
Isik et al. [47] produced frozen low-fat and no added sugar yoghurt using polydextrose, aspartame and acesulfame-K mixture, and different levels of inulin and isomalt. The addition of inulin and isomalt increased viscosity by 19 to 52% compared with that of the control. Low-calorie frozen yogurt samples melted about 33 to 48% slower than the reduced-fat control sample at 45 min. LAB counts between 8.12 and 8.49 log CFU g−1 were found 3 months after production. Shehzad and coworkers [48] tested the effect of inulin and glycerol supplementation on physicochemical properties of probiotic frozen yoghurt. The results show that 4% and 6% inulin supplementation increased the overrun by 3% and 5% and decreased the hardness by 7% and 11%, respectively. In our formulations, this effect was only observed in formulation 3 (ewe’s frozen yoghurt with 5% inulin). Yang et al. [49] developed a symbiotic oat-based frozen yogurt containing fermented oats, probiotics, and inulin. The new product had 4.10% protein, 8.50% fat, and 2.10% fiber, respectively. Bifidobacterium remained at log 6 CFUmL−1 up to 8 weeks. The results indicate that consumption of oat-based frozen yogurt could decrease serum lipids levels in rats.
The results obtained in the present study for goat’s frozen yoghurts cannot be considered satisfactory. We could not ascertain whether this behavior resulted from the composition of goat’s whey, as opposed to ewe’s whey, or if it resulted from the characteristics of this goat’s whey batch in particular. According to these results, we conclude that further work with the aim of evaluating the survival of starter or probiotic cultures in LWCs should be further investigated in order to evaluate possible causes for the low LAB survival rates obtained in the present work.
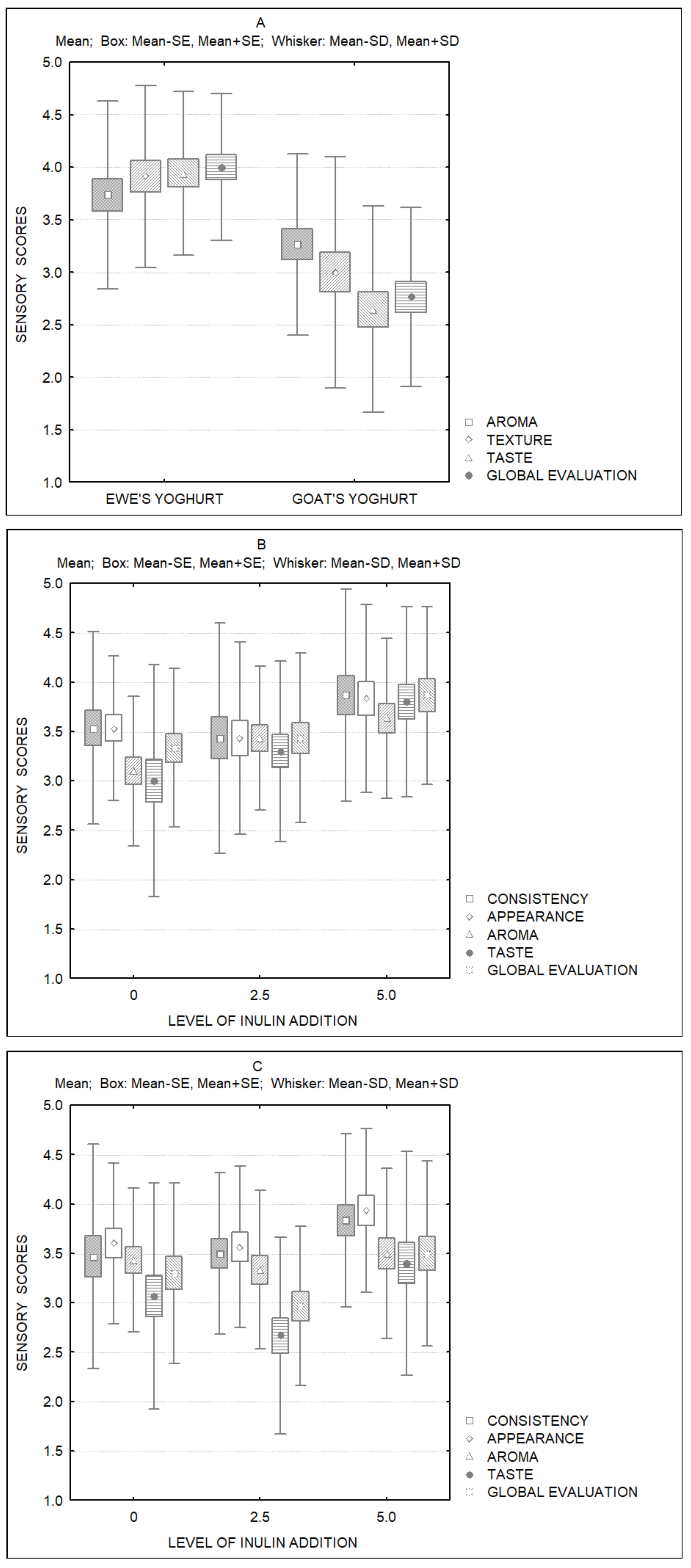
Figure 8 shows the results of the sensory analysis performed to both yoghurts and frozen yoghurts. It is clear the panel members’ preference with regard to ewe’s whey yoghurts. The sensory attributes that affected goat’s yoghurts’ evaluation were texture and taste. The liquid nature and the higher acidity of this yoghurt were pointed to as the main negative factors. Regarding frozen yoghurts, it is clear that, for both types of yoghurts, the formulations containing the highest level of inulin were preferred (formulations 3 and 6). The improvement of goat’s whey yoghurt’s sensory attributes after freezing is evident. Consistency and appearance of frozen goat’s yoghurts received similar scores to ewe’s yoghurts. Despite the fact that the aroma and taste of goat’s frozen yoghurts were improved as compared to the original goat’s yoghurts, these attributes were less valued when compared to the same attributes in frozen ewe’s yoghurts. It should be noted that no flavoring agents were added to the formulations. The flavor of the products was directly linked to the specific composition of the LWCs and to the addition of sucrose and honey. Addition of fruit purees and flavoring agents could improve the sensory attributes of both products, further increasing their acceptability.
4. Conclusions
Considering the results obtained so far, it can be concluded that the concentration of ewe’s or goat’s whey by means of ultrafiltration can give rise to the production of liquid whey concentrates that can be used in the production of novel dairy products such as yoghurts and frozen yoghurts. In both cases, levels of more than 10% protein in the LWC’s are recommended. In addition, considering the information already available regarding the incorporation and survival of probiotic on such products, we consider that it will be possible to produce novel symbiotic yoghurts based on ewe’s or goat’s whey. This will represent an attractive way to valorize such by-products as a complement to the production of whey cheeses, which is already common in dairies manufacturing small ruminant’s milk cheeses. The processes of the production of yoghurts and frozen yoghurts do not require the acquisition of expensive equipment and the technical skills can easily be transferred to the existing personal. These will ease the introduction of such technologies in small- and medium-scale dairies.
Author Contributions
Conceptualization, C.D.P.; methodology, C.D.P., N.G.M. and A.F.P.; validation, C.D.P., O.D. and A.C.; formal analysis, C.D.P., O.D. and A.C.; investigation N.G.M. and A.F.P.; resources, C.D.P.; data curation, C.D.P., N.G.M.; writing—original draft preparation, N.G.M. and C.D.P.; writing—review and editing, C.D.P., A.F.P., O.D. and A.C.; visualization, C.D.P.; supervision, C.D.P.; project administration, C.D.P.; funding acquisition, C.D.P., O.D. and A.C. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by national funds through the Ministry of Agriculture and Rural Development and co-financed by the European Agricultural Fund for Rural Development, through the partnership agreement Portugal2020-PDR, under the project PDR2020-101-030768: LACTIES. Partial funding was obtained through FCT—Foundation for Science and Technology—project UIDB/00681/2020 and by Xunta de Galicia (grant number GPC ED431B 2019/13).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
All members of consumer sensory panels have authorized the publication of the obtained data.
Data Availability Statement
Data is available upon request addressed to the corresponding author.
Acknowledgments
We would like to express our gratitude to David Gomes, Adélia Vaz, Lurdes Pires, Jorge Arede and Jorge Viegas for technical support at the dairy pilot plant and laboratory.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jelen, P.; Fuquay, J.; Fox, P.; McSweeney, P. Whey Processing. Utilization and Products. In Encyclopedia of Dairy Sciences, 2nd ed.; Fuquay, J.W., Ed.; Academic Press: London, UK, 2011; pp. 731–737. [Google Scholar]
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese whey management: A review. J. Environ. Manag. 2012, 110, 48–68. [Google Scholar] [CrossRef]
- Ryan, M.P.; Walsh, G. The biotechnological potential of whey. Rev. Environ. Sci. Bio/Technol. 2016, 15, 479–498. [Google Scholar] [CrossRef] [Green Version]
- Smithers, G.W. Whey-ing up the options-yesterday, today and tomorrow. Int. Dairy J. 2015, 48, 2–14. [Google Scholar] [CrossRef]
- Patel, S. Functional food relevance of whey protein: A review of recent findings and scopes ahead. J. Func. Foods 2015, 19, 308–319. [Google Scholar] [CrossRef]
- Henriques, M.; Gomes, D.; Rodrigues, D.; Pereira, C.; Gil, M. Performance of bovine and ovine liquid whey protein concentrate on functional properties of set yoghurts. Procedia Food Sci. 2011, 1, 2007–2014. [Google Scholar] [CrossRef] [Green Version]
- Vincenzi, A.; Maciel, M.J.; Burlani, E.; Oliveira, E.; Volpato, G.; Lehn, D.N.; de Souza, C.V. Ethanol bio-production from ricotta cheese whey by several strains of the yeast Kluyveromyces. Am. J. Food Technol. 2014, 9, 281–291. [Google Scholar] [CrossRef]
- De la Fuente, M.; Hemar, Y.; Tamehana, M.; Munro, P.; Singh, H. Process-induced changes in whey proteins during the manufacture of whey protein concentrates. Int. Dairy J. 2002, 12, 361–369. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Zhang, L.; Hettinga, K.; Zhou, P. Characterizing the changes of bovine milk serum proteins after simulated industrial processing. LWT-Food Sci. Technol. 2020, 133, 110101. [Google Scholar] [CrossRef]
- Tavares, T.G.; Amorim, M.; Gomes, D.; Pintado, M.E.; Pereira, C.D.; Malcata, F.X. Manufacture of bioactive peptide-rich concentrates from Whey: Characterization of pilot process. J. Food Eng. 2012, 110, 547–552. [Google Scholar] [CrossRef]
- Lappa, I.K.; Papadaki, A.; Kachrimanidou, V.; Terpou, A.; Koulougliotis, D.; Eriotou, E.; Kopsahelis, N. Cheese whey processing: Integrated biorefinery concepts and emerging food applications. Foods 2019, 8, 347. [Google Scholar] [CrossRef] [Green Version]
- Dullius, A.; Inês, M.; Fernanda, C.; De Souza, V. Whey protein hydrolysates as a source of bioactive peptides for functional foods-Biotechnological facilitation of industrial scale-up. J. Func. Foods 2018, 42, 58–74. [Google Scholar] [CrossRef]
- Yadav, J.S.S.; Yan, S.; Pilli, S.; Kumar, L.; Tyagi, R.D.; Surampalli, R.Y. Cheese whey: A potential resource to transform into bioprotein, functional/nutritional proteins and bioactive peptides. Biotech. Adv. 2015, 33, 756–774. [Google Scholar] [CrossRef] [PubMed]
- Pintado, M.E.; Macedo, A.; Malcata, F. Technology, chemistry and microbiology of whey cheeses. Food Sci. Technol. Int. 2001, 7, 105–116. [Google Scholar] [CrossRef]
- Pires, A.F.; Marnotes, N.G.; Bella, A.; Viegas, J.; Gomes, D.M.; Henriques, M.H.; Pereira, C.J. Use of ultrafiltrated cow’s whey for the production of whey cheese with Kefir or probiotics. J. Sci. Food Agric. 2020, 101, 555–563. [Google Scholar] [CrossRef]
- Pereira, C.D.; Diaz, O.; Cobos, A. Valorization of by-products from ovine cheese manufacture: Clarification by thermocalcic precipitation/microfiltration before ultrafiltration. Int. Dairy J. 2002, 12, 773–783. [Google Scholar] [CrossRef]
- Díaz, O.; Pereira, C.D.; Cobos, A. Functional properties of ovine whey protein concentrates produced by membrane technology after clarification of cheese manufacture by-products. Food Hydrocoll. 2004, 18, 601–610. [Google Scholar] [CrossRef]
- Pereira, C.D.; Díaz, O.; Cobos, A. Impact of ovine whey protein concentrates and clarification by-products on the yield and quality of whey cheese. Food Technol. Biotech. 2007, 45, 32–37. [Google Scholar]
- Henriques, M.H.F.; Gomes, D.M.G.S.; Pereira, C.J.D.; Gil, M.H. Effects of Liquid Whey Protein Concentrate on Functional and Sensorial Properties of Set Yoghurts and Fresh Cheese. Food Bioprocess Technol. 2012, 6, 952–963. [Google Scholar] [CrossRef] [Green Version]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Composition of caprine whey protein concentrates produced by membrane technology after clarification of cheese whey. Small Rumin. Res. 2012, 105, 186–192. [Google Scholar] [CrossRef]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Functional properties of caprine whey protein concentrates obtained from clarified cheese whey. Small Rumin. Res. 2013, 110, 52–56. [Google Scholar] [CrossRef]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Properties of heat-induced gels of caprine whey protein concentrates obtained from clarified cheese whey. Small Rumin. Res. 2015, 123, 142–148. [Google Scholar] [CrossRef]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Emulsion characteristics of salad dressings as affected by caprine whey protein concentrates. Int. J. Food Prop. 2018, 21, 12–20. [Google Scholar] [CrossRef]
- Alves, L.D.L.; dos Santos Richards, N.S.P.; Becker, L.V.; Andrade, D.F.; Milania, L.I.G.; Rezer, A.P.D.S.; Scipioni, G.C. Sensorial acceptance and characterization of goat’s milk frozen yogurt with addition of probiotic culture and prebiotic. Ciência Rural 2009, 39, 2595–2600. [Google Scholar] [CrossRef] [Green Version]
- Bezerra, M.; Araújo, A.; Santos, K.; Correia, R. Caprine frozen yoghurt produced with fresh and spray dried jambolan fruit pulp (Eugenia jambolana Lam) and Bifidobacterium animalis subsp. lactis BI-07. LWT-Food Sci. Technol. 2015, 62, 1099–1104. [Google Scholar] [CrossRef] [Green Version]
- Verruck, S.; Barretta, C.; Miotto, M.; Helena, M.; Canella, M.; Rodrigues, G.; Liz, D.; Marchesan, B.; Mello, S.; Rosana, C.; et al. Evaluation of the interaction between microencapsulated Bifidobacterium BB-12 added in goat’ s milk frozen yogurt and Escherichia coli in the large intestine. Food Res. Int. 2020, 127, 108690127. [Google Scholar] [CrossRef]
- NP 703. Yoghurts. Determination of dry residue and fat-free dry residue. Instituto Português da Qualidade (IPQ), Comissão Técnica-32, 1º Edição, Portugal, 1982.
- AOAC. Official Methods of Analysis of Association of Official Analytical Chemists, 16th ed.; Dairy Products: Gaithersburg, MD, USA, 1997; Volume II, p. 33. [Google Scholar]
- NP 469. Milks; Determination of fat (Gerber technic); Routine method. Instituto Português da Qualidade (IPQ), Comissão Técnica-32, 1º Edição, Portugal, 2002.
- NP 701. Yoghurts. Determination of acidity. Instituto Português da Qualidade (IPQ), Comissão Técnica- 32, 1º Edição, Portugal, 1982.
- Phadungath, C. Basic Measurement for Food Texture. Texture Technologies Corp—Texture Profile Analysis. 2010. Available online: https://texturetechnologies.com/resources/texture-profile-analysis (accessed on 15 June 2021).
- Skryplonek, K.; Gomes, D.; Viegas, J.; Pereira, C.; Henriques, M. Lactose-free frozen yoghurt: Production and characteristics. Acta Sci. Pol. Technol. Aliment. 2017, 16, 171–179. [Google Scholar] [PubMed] [Green Version]
- Skryplonek, K.; Henriques, M.; Gomes, D.; Viegas, J.; Fonseca, C.; Pereira, C.; Dmytrów, I.; Mituniewicz-Małek, A. Characteristics of lactose-free frozen yoghurt with κ-carrageenan and corn starch as stabilizers. J. Dairy Sci. 2019, 102, 7838. [Google Scholar] [CrossRef]
- IDF 117. Yoghurt-Enumeration of Characteristic Microorganisms-Colony-Count Technique at 37 °C, 1st ed.; 2003. Available online: https://www.iso.org/standard/31880.html (accessed on 15 June 2021).
- Stone, H.; Sidel, J. Sensory Evaluation Practices, 3rd ed.; Food Science and Technology; Academic Press: New York, NY, USA, 2004; pp. 247–277. [Google Scholar]
- Habekost, M. Which color differencing equation should be used? Int. Circ. Graph. Educ. Res. 2013, 6. Available online: https://www.internationalcircle.net/circular/issues/13_01/ICJ_06_2013_02_069.pdf (accessed on 15 June 2021).
- Henriques, M.H.F.; Gomes, D.M.G.S.; Borges, A.R.; Pereira, C.J.D. Liquid whey protein concentrates as primary raw material for acid dairy gels. Food Sci. Technol. 2020, 40, 361–369. [Google Scholar] [CrossRef] [Green Version]
- Pereira, G.; Rafael, L.M.; Gajo, A.A.; Ramos, T.D.M.; Pinto, S.M.; Abreu, L.R.; Resende, J.V. Influence of pH on the physicochemical and sensorial characteristics of strawberry frozen yogurt. Semin. Ciências Agric. Londrina 2012, 33, 675–686. [Google Scholar] [CrossRef] [Green Version]
- Soukoulis, C.; Tzia, C. Impact of the acidification process, hydrocolloids and protein fortifiers on the physical and sensory properties of frozen yogurt. Int. J. Dairy Technol. 2008, 61, 170–177. [Google Scholar] [CrossRef]
- Milani, E.; Koocheki, A. The effects of date syrup and guar gum on physical, rheological and sensory properties of low-fat frozen yoghurt dessert. Int. J. Dairy Technol. 2011, 64, 121–130. [Google Scholar] [CrossRef]
- Rezaei, R.; Khomeiri, M.; Aalami, M. Effect of inulin on the physicochemical properties, flow behavior and probiotic survival of frozen yogurt. J. Food Sci. Technol. 2014, 51, 2809–2814. [Google Scholar] [CrossRef] [Green Version]
- Terpou, A.; Papadaki, A.; Bosnea, L.; Kanellaki, M.; Kopsahelis, N. Novel frozen yogurt production fortified with sea buckthorn 623 berries and probiotics. LWT-Food Sci. Technol. 2019, 105, 242–249. [Google Scholar] [CrossRef]
- Feng, C.; Wang, B.; Zhao, A.; Wei, L.; Shao, Y.; Wang, Y.; Cao, B. Quality characteristics and antioxidant activities of goat milk yogurt with added jujube pulp. Food Chem. 2019, 277, 238–245. [Google Scholar] [CrossRef] [PubMed]
- Inoue, K.; Shiota, K.; Ito, T. Preparation and properties of ice cream type frozen yogurt. Int. J. Dairy Technol. 1998, 51, 44–50. [Google Scholar] [CrossRef]
- Lopez, M.C.; Medina, L.M.; Jordano, R. Survival of Lactic Acid Bacteria in Commercial Frozen Yogurt. J. Food Sci. 1998, 4, 706–708. [Google Scholar] [CrossRef]
- Abdelazez, A.; Muhammad, Z.; Zhang, Q.; Zhu, Z.; Abdelmotaal, H.; Sami, R.; Meng, X. Production of a functional frozen yogurt fortified with Bifidobacterium spp. BioMed Res. Int. 2017, 6438528. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Isik, U.; Boyacioglu, D.; Capanoglu, E.; Nilufer Erdil, D. Frozen yogurt with added inulin and isomalt. J. Dairy Sci. 2011, 94, 1647–1656. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shehzad, H.; Rasco, B.; Sablani, S. Effect of inulin and glycerol supplementation on physicochemical properties of probiotic frozen yogurt. Food Nutr. Res. 2017, 61, 1–8. [Google Scholar]
- Yang, R.; Wang, C.; Ye, H.; Gao, F.; Cheng, J.; Zhang, T.; Guo, M. Effects of feeding hyperlipidemia rats with symbiotic oat based frozen yogurt on serum triglycerides and cholesterol. Food Sci. Nutr. 2019, 7, 1096–1103. [Google Scholar] [CrossRef] [PubMed] [Green Version]
Figure 1.
Gross composition of ewe’s and goat’s yoghurts produced with UF concentrated cheese whey. Different letters indicate significant differences (p < 0.05) between components of ewe’s and goat’s yoghurts.
Figure 1.
Gross composition of ewe’s and goat’s yoghurts produced with UF concentrated cheese whey. Different letters indicate significant differences (p < 0.05) between components of ewe’s and goat’s yoghurts.

Figure 2.
Elastic (G′) and viscous (G″) moduli and complex viscosity of ewe’s (A,B) and goat’s (C,D) yoghurts produced with UF concentrated cheese whey.
Figure 2.
Elastic (G′) and viscous (G″) moduli and complex viscosity of ewe’s (A,B) and goat’s (C,D) yoghurts produced with UF concentrated cheese whey.

Figure 3.
CIEL*a*b* color parameters of ewe’s and goat’s yoghurts produced with UF concentrated cheese whey. Different letters indicate significant differences (p < 0.05) between components of ewe’s and goat’s yoghurts.
Figure 3.
CIEL*a*b* color parameters of ewe’s and goat’s yoghurts produced with UF concentrated cheese whey. Different letters indicate significant differences (p < 0.05) between components of ewe’s and goat’s yoghurts.

Figure 4.
Gross chemical composition of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey over 21 days of refrigerated storage (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different letters indicate significant differences (p < 0.05) between components of ewe’s and goat’s frozen yoghurt formulations.
Figure 4.
Gross chemical composition of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey over 21 days of refrigerated storage (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different letters indicate significant differences (p < 0.05) between components of ewe’s and goat’s frozen yoghurt formulations.

Figure 5.
(A) pH and (B) titratable acidity of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey over 21 days of refrigerated storage (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different letters indicate significant differences (p < 0.05) between frozen yoghurts during storage.
Figure 5.
(A) pH and (B) titratable acidity of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey over 21 days of refrigerated storage (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different letters indicate significant differences (p < 0.05) between frozen yoghurts during storage.

Figure 6.
CIEL*a*b* color parameters of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey over 21 days of refrigerated storage (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different letters indicate significant differences (p < 0.05) between frozen yoghurts.
Figure 6.
CIEL*a*b* color parameters of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey over 21 days of refrigerated storage (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different letters indicate significant differences (p < 0.05) between frozen yoghurts.

Figure 7.
Lactobacilli sp. (Lb.) and Streptococci sp. (St.) counts (log CFU g−1) of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey at the day of production (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different superscript letters indicate significant differences (p < 0.05) between products for lactobacilli (a, b, c) and streptococci (A, B, C) counts.
Figure 7.
Lactobacilli sp. (Lb.) and Streptococci sp. (St.) counts (log CFU g−1) of ewe’s and goat’s frozen yoghurts produced with UF concentrated cheese whey at the day of production (EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5% = goat’s yoghurt with 5% inulin addition). Different superscript letters indicate significant differences (p < 0.05) between products for lactobacilli (a, b, c) and streptococci (A, B, C) counts.

Figure 8.
Sensory scores of ewe’s and goat’s yoghurts and correspondent frozen yoghurts produced with UF concentrated cheese whey ((A) = ewe’s and goat’s yoghurts; (B) = ewe’s frozen yoghurts, (C) = goat’s frozen yoghurts).
Figure 8.
Sensory scores of ewe’s and goat’s yoghurts and correspondent frozen yoghurts produced with UF concentrated cheese whey ((A) = ewe’s and goat’s yoghurts; (B) = ewe’s frozen yoghurts, (C) = goat’s frozen yoghurts).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Formulations used for the production of frozen yoghurts (% w/w).
| Product | 0% Inulin | 2.5% Inulin | 5% Inulin |
|---|---|---|---|
| LWC yoghurt | 89.4 | 86.9 | 84.4 |
| Inulin 1 | 0.0 | 2.5 | 5.0 |
| Guar gum 2 | 0.1 | 0.1 | 0.1 |
| Xanthan gum 3 | 0.1 | 0.1 | 0.1 |
| Honey 4 | 5.0 | 5.0 | 5.0 |
| Sugar 5 | 5.0 | 5.0 | 5.0 |
| Citric acid 6 | 0.4 | 0.4 | 0.4 |
Suppliers of ingredients: 1 Inulin: Fibruline™XL, Cosucra, supplied by Induxtra de Suministros, Moita, Portugal; 2, 3 Formulab, Maia, Portugal; 4 Aldi, Portugal; 5 RAR, Porto, Portugal; 6 J.M. Vaz Pereira, Lisbon, Portugal.
Table 2.
Texture parameters of ewe’s and goat’s yoghurts one day after production (mean values and standard deviation).
Table 2.
Texture parameters of ewe’s and goat’s yoghurts one day after production (mean values and standard deviation).
| Parameter | Ewe’s Yoghurt | Goat’s Yoghurt | ||
|---|---|---|---|---|
| Mean | ± | Mean | ± | |
| Hardness (N) | 13.55 a | 0.33 | 0.50 b | 0.08 |
| Adhesiveness (N.s) | 0.53 a | 0.03 | −0.51 b | 0.10 |
| Gumminess (N) | 13.52 a | 0.34 | 0.47 b | 0.08 |
| Cohesiveness | 1.00 a | 0.01 | 0.93 b | 0.02 |
| Resilience | 0.90 a | 0.02 | 0.04 b | 0.01 |
| Viscosity (Cps) | 16 946.67 a | 46.19 | 143.33 b | 12.66 |
Different superscript letters indicate significant (p < 0.05) differences between values in rows.
Table 3.
Interactions between species and inulin addition observed in chemical composition and pH of frozen yoghurts.
Table 3.
Interactions between species and inulin addition observed in chemical composition and pH of frozen yoghurts.
| Total Solids | Protein | Fat | Ash | pH | Acidity | |
|---|---|---|---|---|---|---|
| Species×Inulin | NS | NS | ** | * | *** | *** |
NS—not significant (p > 0.05); * p < 0.05; ** p < 0.01; *** p < 0.001.
Table 4.
Matrix of color differences (∆Eab*) between frozen yoghurt formulations.
| Products | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| 1 | 0.00 | ||||
| 2 | 2.86 | 0.00 | |||
| 3 | 3.40 | 0.60 | 0.00 | ||
| 4 | 0.47 | 2.98 | 3.54 | 0.00 | |
| 5 | 2.51 | 1.28 | 1.54 | 2.69 | 0.00 |
| 6 | 1.01 | 2.04 | 2.57 | 1.13 | 1.56 |
1 = Ewe’s yoghurt with 0% inulin addition; 2 = ewe’s yoghurt with 2.5% inulin addition; 3 = ewe’s yoghurt with 0% inulin addition; 4 = goat’s yoghurt with 0% inulin addition; 5 = Goat’s yoghurt with 2.5% inulin addition; 6 = goat’s yoghurt with 5% inulin addition.
Table 5.
Overrun and meltdown rate of ewe’s and goat’s frozen yoghurts immediately after production (n = 3).
Table 5.
Overrun and meltdown rate of ewe’s and goat’s frozen yoghurts immediately after production (n = 3).
| EW. 0% | ± | EW. 2.5% | ± | EW. 5.0% | ± | GO. 0% | ± | GO. 2.5% | ± | GO. 5.0% | ± | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Overrun | 31.04 a | 1.89 | 31.09 a | 2.04 | 40.29 b | 2.20 | 29.34 a | 1.45 | 31.13 a | 1.56 | 29.34 a | 2.23 |
| Meltdown rate | 3.47 a | 0.03 | 6.33 b | 0.03 | 4.41 c | 0.10 | 27.99 d | 0.01 | 13.07 e | 0.50 | 15.00 f | 0.55 |
EW. 0% = ewe’s yoghurt with 0% inulin addition; EW. 2.5% = ewe’s yoghurt with 2.5% inulin addition; EW. 5.0% = ewe’s yoghurt with 0% inulin addition; GO. 0% = goat’s yoghurt with 0% inulin addition; GO. 2.5% = goat’s yoghurt with 2.5% inulin addition; GO. 5.0% = goat’s yoghurt with 5% inulin addition. Different superscript letters (a,b,…) indicate significant (p < 0.05) differences between values in rows.
Table 6.
Interactions between species and inulin addition observed in color parameters (L*, a*, b*), overrun and meltdown rate of frozen yoghurts.
Table 6.
Interactions between species and inulin addition observed in color parameters (L*, a*, b*), overrun and meltdown rate of frozen yoghurts.
| L* | a* | b* | Overrun | Meltdown Rate | |
|---|---|---|---|---|---|
| Species×Inulin | NS | NS | NS | ** | *** |
NS—not significant (p > 0.05); * p < 0.05; ** p < 0.01; *** p < 0.001.
Table 7.
Microbial counts (log CFU g−1) of ewe’s and goat’s frozen yoghurt over storage. Lb. = lactobacilli; St. = streptococci (mean values and standard deviation).
Table 7.
Microbial counts (log CFU g−1) of ewe’s and goat’s frozen yoghurt over storage. Lb. = lactobacilli; St. = streptococci (mean values and standard deviation).
| Days | 0% Inulin | 2.5% Inulin | 5.0% Inulin | ||||
|---|---|---|---|---|---|---|---|
| Ewe’s | Mean | ± | Mean | ± | Mean | ± | |
| 1 | Lb. | 6.50 a | 0.71 | 7.02 a | 1.09 | 6.76 a | 0.59 |
| St. | 9.11 a | 0.45 | 9.05 a | 0.33 | 8.82 a | 0.28 | |
| 7 | Lb. | 7.86 a | 0.41 | 7.92 a | 0.39 | 7.88 a | 0.32 |
| St. | 9.28 a | 0.94 | 9.07 a | 0.54 | 8.56 a | 0.28 | |
| 14 | Lb. | 6.00 a | 1.41 | 6.05 a | 0.02 | 5.80 a | 0.30 |
| St. | 8.22 a | 0.37 | 8.01 a | 0.49 | 8.09 a | 0.62 | |
| 21 | Lb. | 5.33 a | 0.47 | 5.86 a | 1.26 | 5.00 a | 0.10 |
| St. | 0.00 a | 0.00 | 0.00 a | 0.00 | 0.00 a | 0.00 | |
| Goat’s | Mean | ± | Mean | ± | Mean | ± | |
| 1 | Lb. | 7.02 a | 0.66 | 8.14 ab | 1.84 | 5.50 b | 0.70 |
| St. | 7.48 a | 1.53 | 5.42 a | 0.60 | 5.44 b | 0.61 | |
| 7 | Lb. | 6.99 a | 0.97 | 0.00 b | 0.00 | 6.14 a | 0.63 |
| St. | 5.65 a | 0.49 | 6.68 a | 1.23 | 7.85 a | 1.58 | |
| 14 | Lb. | 0.00 a | 0.00 | 0.00 a | 0.00 | 0.00 a | 0.00 |
| St. | 6.94 a | 0.11 | 5.43 b | 0.51 | 5.74 b | 0.37 | |
| 21 | Lb. | 0.00 a | 0.00 | 0.00 a | 0.00 | 0.00 a | 0.00 |
| St. | 6.15 a | 1.63 | 5.33 a | 0.58 | 6.92 a | 0.99 | |
Different superscript letters (a,b) indicate significant (p < 0.05) differences between values in rows.
Table 8.
Interactions between species, inulin addition and storage time observed in microbial counts of frozen yoghurts.
Table 8.
Interactions between species, inulin addition and storage time observed in microbial counts of frozen yoghurts.
| Lactobacilli | Streptococci | |
|---|---|---|
| Species×Inulin | *** | * |
| Inulin×Storage time | *** | * |
| Species×Storage time | *** | *** |
| Species×Inulin×Storage time | *** | ** |
* p < 0.05; ** p < 0.01; *** p < 0.001.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Marnotes, N.G.; Pires, A.F.; Díaz, O.; Cobos, A.; Pereira, C.D. Sheep’s and Goat’s Frozen Yoghurts Produced with Ultrafiltrated Whey Concentrates. Appl. Sci. 2021, 11, 6568. https://0-doi-org.brum.beds.ac.uk/10.3390/app11146568
AMA Style
Marnotes NG, Pires AF, Díaz O, Cobos A, Pereira CD. Sheep’s and Goat’s Frozen Yoghurts Produced with Ultrafiltrated Whey Concentrates. Applied Sciences. 2021; 11(14):6568. https://0-doi-org.brum.beds.ac.uk/10.3390/app11146568
Chicago/Turabian StyleMarnotes, Natalí Garcia, Arona Figueroa Pires, Olga Díaz, Angel Cobos, and Carlos Dias Pereira. 2021. "Sheep’s and Goat’s Frozen Yoghurts Produced with Ultrafiltrated Whey Concentrates" Applied Sciences 11, no. 14: 6568. https://0-doi-org.brum.beds.ac.uk/10.3390/app11146568
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.