
Phosphate Coatings: EIS and SEM Applied to Evaluate the Corrosion Behavior of Steel in Fire Extinguishing Solution

 ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
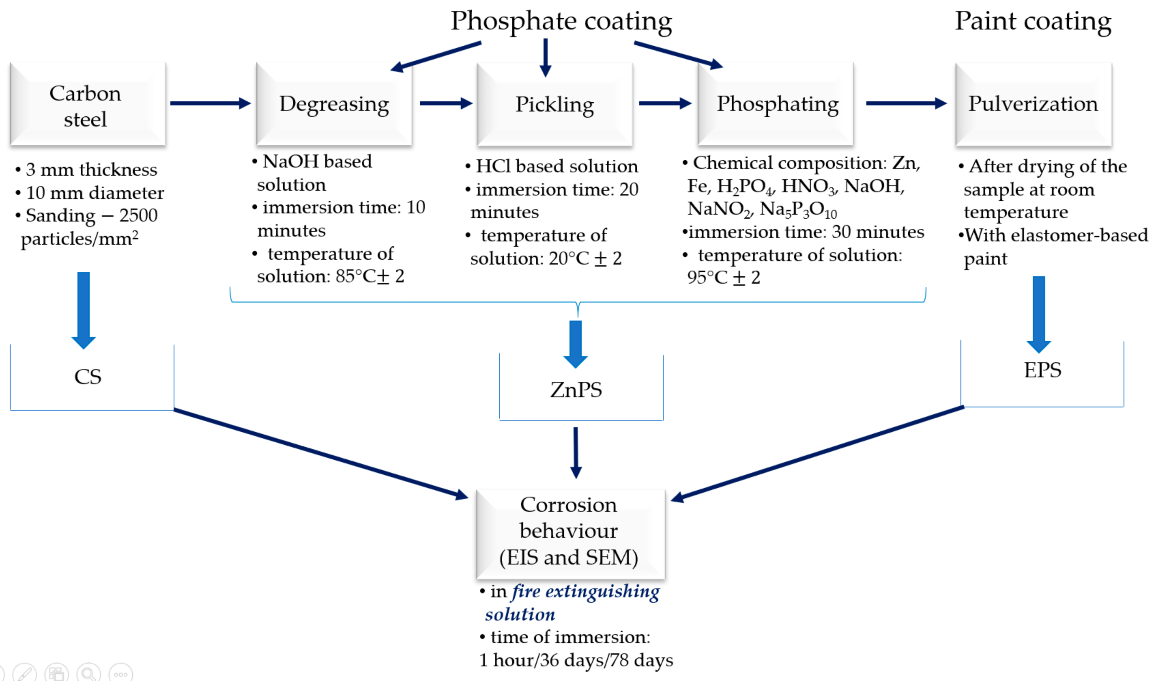
2.2. Sample Preparation
- Carbon steel sample: CS;
- Carbon steel sample on which a layer of zinc phosphate was deposited: ZnPS;
- The phosphate carbon steel sample (ZnPS) on which a layer of elastomer-based paint was deposited: EPS; and
- Fire extinguishing solution: FES.
2.3. Methods
- a glass cell with three electrodes type C145/170 (Radiometer Analytical SAS, Lyon, France);
- the Teflon washers for fixing the samples on working electrode, the surface of exposure of the samples to the corrosion environment being S = 0.503 cm2;
- a platinum electrode (S = 0.8 cm2): auxiliary electrode;
- a saturated calomel electrode: reference electrode.
- The parameters used for EIS determinations were:
- frequency range = 105 ÷ 2.5·10−2 Hz; and
- potential amplitude = 10 mV.
3. Results and Discussion
3.1. The Effects of CS Immersion in Fire Extinguishing Solution
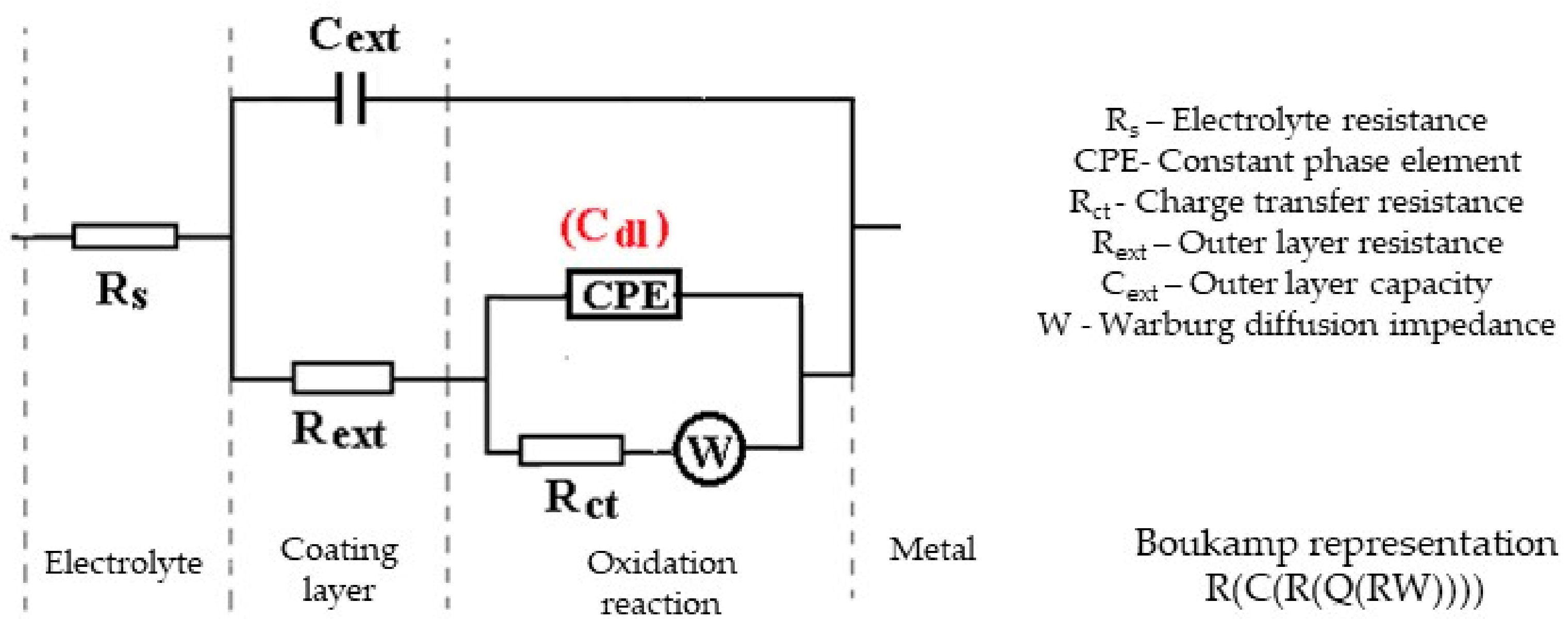
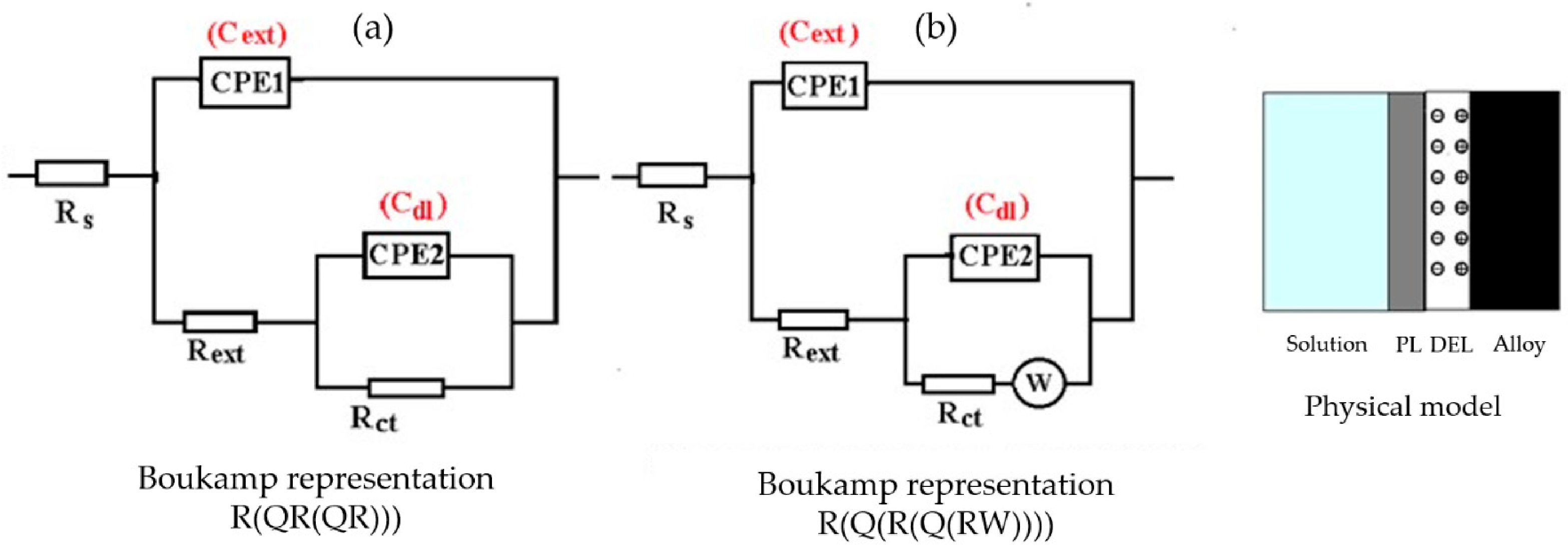
- For the CS sample immersed in FES, it is necessary, even from the initial moments, to use a bi-layer model and it is needed to take into account the diffusion, although the alloy used has been freshly ground. This phenomenon can be explained if it is considered that the fire extinguishing solution or some of its components adhere to the surface of the metal, even when it is introduced into the liquid and forms a very thin film. The film is porous, and as a result, its resistance is very low and does not affect the resistance of the solution or the charge transfer resistance;
- By increasing the thickness of the outer layer (i.e., more products from the solution are adsorbed to the formed layer), there is an increase in Rs and the resistance of the outer layer, however, the charge transfer resistance decreases;
- The constant W decreases with the immersion time so that the Warburg impedance increases significantly and the effect that the diffusion has on the reaction speed intensifies (the speed decreases); and
- The double-electric layer is represented by a non-ideal capacitor, and its capacity varies randomly, probably due to the changes that take place at the metal/solution interface at various moments of immersion.
3.2. The Effects of ZnPS Immersion in Fire Extinguishing Solution
- The outer layer was porous and had very low resistance, which did not vary appreciably with the immersion time, and the capacity was also small and weakly influenced by the immersion time;
- The resistance of the phosphate layer increased with the immersion period; from 283 at the initial moment to 494 after 78 days of immersion, probably due to pores clogging with oxides/corrosion products [20]; and
- The presence of two layers in which the clogging of the pores takes place, leading, in time, to a very high increase in the charge transfer resistance and consequently to the passivation of the alloy.
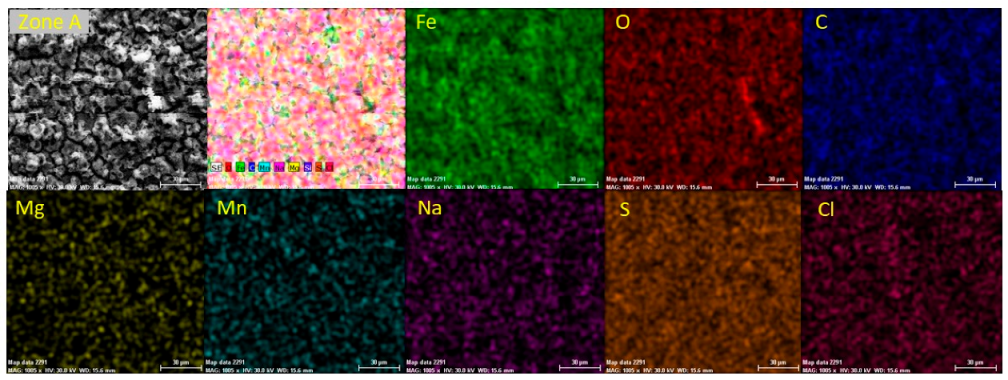
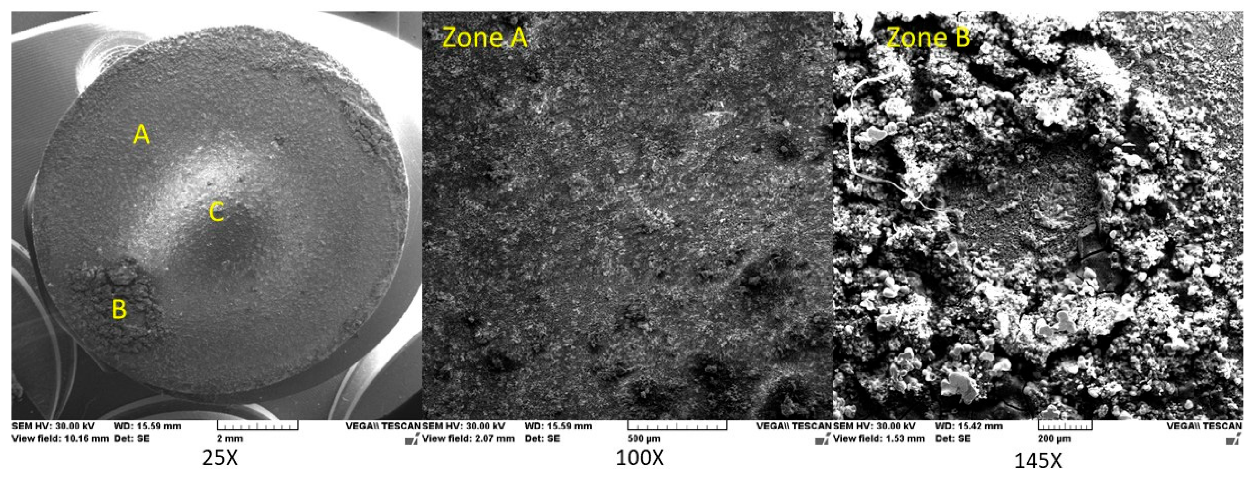
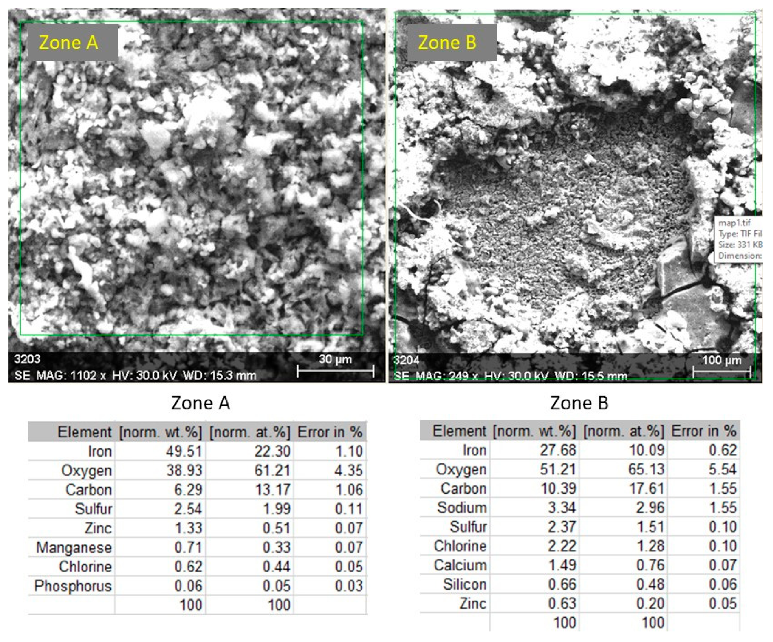
- The amount of oxygen in both areas was very high, therefore, if the concentration of iron oxides is considered relatively small, the high amount of oxygen can be attributed only to FES molecules adsorbed on the surface;
- The percentages of oxygen and carbon were higher in zone B than in zone A and the amount of iron was almost half in zone B compared to that in zone A. This finding led us to hypothesize that the formation of the outer layer in zone B occurred after the eruption of the crust under the pressure of the corrosion products;
- Only in zone A could phosphorus and zinc derived from the partial degradation of the phosphating layer be observed, therefore, the process takes place only in the initial moments of immersion; and
- Sodium and chlorine were found in much larger quantities in zone B, they also came from the solution that accumulated in the cavity of this zone and were concentrated in the corrosion product (FeOOH). Carbon and sulfur can only have come from the fire extinguishing solution.
3.3. The Effects of EPS Immersion in Fire Extinguishing Solution
- The resistance of the electrolyte (Rs) varies appreciably with the immersion time, this being explained by the fact that the actual resistance of the FES layer between the sample and the reference electrode (4.6 Ω·cm2 see the CS/FES system) added fractions of the strength of the paint layer and the resistance of the porous phosphating layer, and while maintained in solution, added fractions of the resistance of the corrosion products that clogged the pores and deposited on or under the paint layer.
- The resistance of the outer layer (Rext ≡ Rpor in Figure 13) increased with the immersion time while the electrical capacity of this layer was replaced by the constant phase element (CPE1), which is physically an imperfect capacitor. The degree of imperfection of this element decreased accordingly with the immersion time as a consequence of the increase of the roughness and the chemical inhomogeneity of this layer.
- The presence of superimposed layers over the active surface of carbon steel resulted in a high charge transfer resistance (Rct), which increased over time.
- The electric double layer must be regarded as a non-ideal capacitor, represented in the equivalent circuit by the constant phase element CPE2. In this case, the fitting degree increased appreciably with the immersion time (from an almost pure capacitor to a diffusion element).
- In the EPS sample immersed for 78 days in FES, the corrosion process was also influenced by the diffusion of the charges through the clogged pores and the layer of iron oxides that accumulated under and above the paint layer.
- Due to the high value of the electric double layer resistance and the diffusion process, the corrosion rate decreased during the EPS contact with the FES.
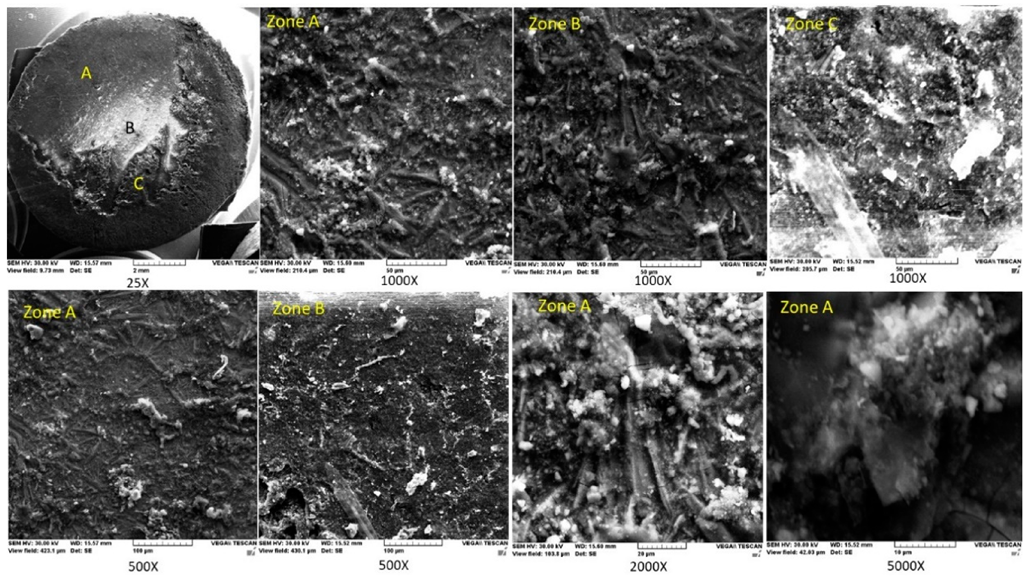
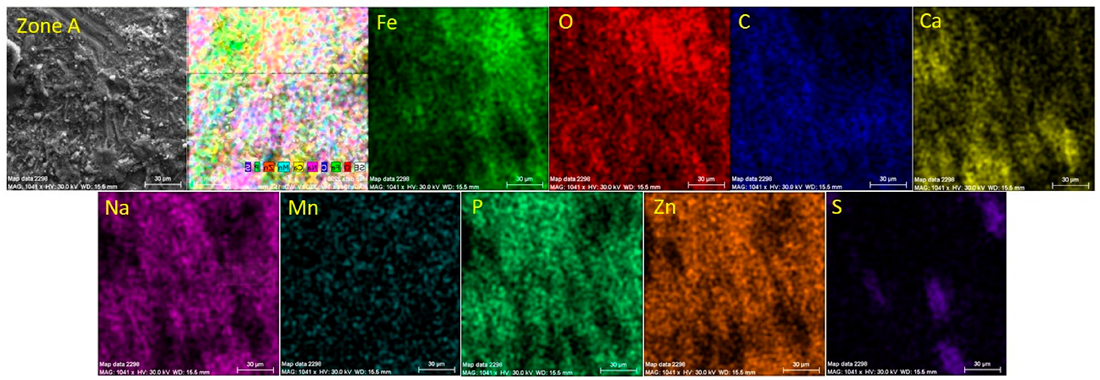
- In zone A, the paint layer was most likely damaged, this can be stated based on the fact that the concentrations of phosphorus and zinc (which are part of the phosphate layer) were high. In this area, there were also elements from FES (carbon, sulfur, sodium) and paint layer (carbon, calcium (CaCO3)), according to the elemental mapping. Iron in the form of oxide or oxyhydroxide is found in relatively small quantities, being deposited after adsorption of the elements in the FES.
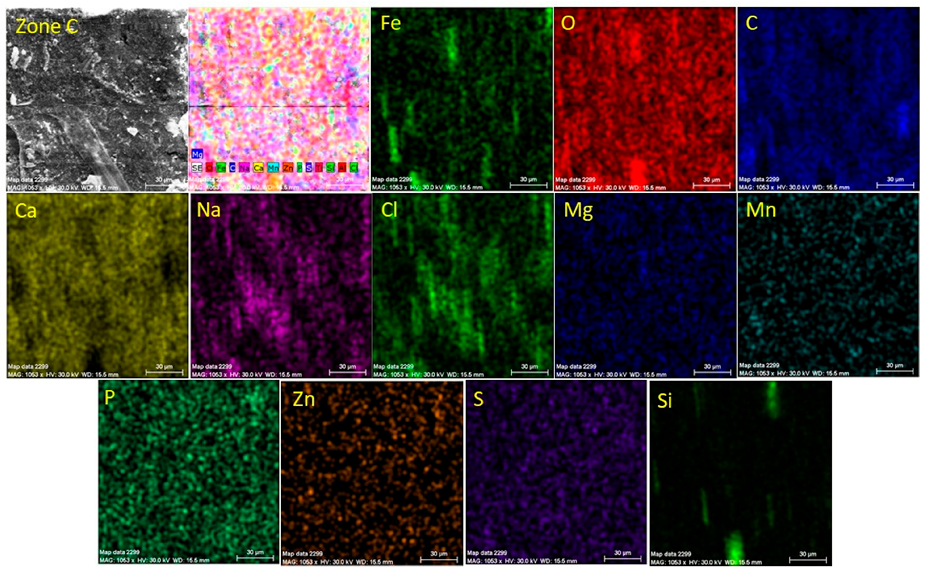
- In zones B and C, the amount of oxygen was very high and came mainly from the composition of the paint layer and the adsorbed components from the FES. As the iron from corrosion products was only in extremely small quantities (1.3%), few traces could be observed in the elemental mapping,
- According to the elemental mapping, in these areas, chlorine was found in the form of NaCl and MgCl2, while Calcium could be found in the form of carbonate (CaCO3).
4. Conclusions
- -
- after 1 h of immersion, the CS sample exhibited a very low value (154.4 Ω·cm2) of charge transfer resistance (Rct) compared with the ZnPS and EPS samples, where the Rct was approximately 6 and 11 times higher, respectively.
- -
- after 36 days of immersion, the Rct of the CS sample continued to be low, lower than the initial one, even though the resistance of the outer layer increased as a result of adsorption of different products from the fire extinguishing solution (FES). Therefore, the layer created on the CS surface did not protect the sample from corrosion, and consequently, degradation of the steel surface continued. In contrast, in the case of the EPS sample, a 14 times higher Rct was obtained, while the maximum corrosion protection potential was exhibited by the ZnPS sample (i.e., an Rct value approximately 49 times higher than that of CS).
- -
- after 72 days of immersion, the FES resistance (Rs) and Rext increased considerably for the C45/FES and EPS/FES system, however, in the case of the ZnPS/FES system, the value of Rs remained very low despite the immersion time. This was due to the passivation of the sample as a result of pores clogging, consequently, compared to the CS sample, the Rct value was 66 times higher.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Samet, M. The Climbing Dictionary: Mountaineering Slang, Terms, Neologisms, & Lingo: An Illustrated Reference to More than 650 Words; Mountaineers Books: Seattle, DC, USA, 2011; ISBN 9781594855023. [Google Scholar]
- Cameron, I.; Gillan, G.; Duff, A.R. Issues in the Selection of Fall Prevention and Arrest Equipment. Eng. Constr. Archit. Manag. 2007, 14, 363–374. [Google Scholar] [CrossRef]
- Lehner, S.; Senner, V. Evaluation of Ergonomics of a New Effort Saving Via-Ferrata Carabiner—Child vs. Adult Use. Procedia Eng. 2013, 60, 319–324. [Google Scholar] [CrossRef] [Green Version]
- Baszczyński, K. Effects of Full Body Harness Design on Fall Arrest Performance. Int. J. Occup. Saf. Ergon. 2020, 27, 938–945. [Google Scholar] [CrossRef] [PubMed]
- Burduhos Nergiş, D.P.; Nejneru, C.; Achiţei, D.C.; Cimpoieşu, N.; Bejinariu, C. Structural Analysis of Carabiners Materials Used at Personal Protective Equipments. IOP Conf. Ser. Mater. Sci. Eng. 2018, 374, 012040. [Google Scholar] [CrossRef]
- Bright, C.M. A History of Rock Climbing Gear Technology and Standards. Bachelor’s Thesis, University of Arkansas, Fayetteville, AR, USA, 2014. [Google Scholar]
- Pomares, J.C.; Carrion, E.Á.; Irles, R.; González, A.; Segovia, E.G. Experimental Tests on Personal Safety Devices for Falls from Height. In WIT Transactions on the Built Environment; WITPress: Southampton, UK, 2018; Volume 180, pp. 69–81. [Google Scholar]
- Zafren, K.; Durrer, B.; Herry, J.P.; Brugger, H. Lightning Injuries: Prevention and on-Site Treatment in Mountains and Remote Areas: Official Guidelines of the International Commission for Mountain Emergency Medicine and the Medical Commission of the International Mountaineering and Climbing Federation (ICAR and UIAA MEDCOM). Resuscitation 2005, 65, 369–372. [Google Scholar] [CrossRef] [PubMed]
- Burduhos-Nergis, D.P.; Bejinariu, C.; Sandu, A.V. Phosphate Coatings Suitable for Personal Protective Equipment; Materials Research Forum LLC: Millersville, PA, USA, 2021; Volume 89, ISBN 9781644901113. [Google Scholar]
- Kane, B.R.H.D. Residual Strength of Carabiners Used by Tree Climbers|Request PDF. Arboric. Urban For. 2009, 35, 75–79. [Google Scholar]
- Harutyunyan, D.; Milton, G.W.; Dick, T.J.; Boyer, J. On Ideal Dynamic Climbing Ropes. Proc. Inst. Mech. Eng. Part P J. Sports Eng. Technol. 2017, 231, 136–143. [Google Scholar] [CrossRef] [Green Version]
- Scott, V. Design of a Composite Carabiner for Rock Climbing Final Report; Allen Institute for AI: London, UK, 2008. [Google Scholar]
- Smith, R.A. The Development of Equipment to Reduce Risk in Rock Climbing. Sports Eng. 1998, 1, 27–39. [Google Scholar] [CrossRef] [Green Version]
- May, M.; Furlan, S.; Mohrmann, H.; Ganzenmüller, G.C. To Replace or Not to Replace?–An Investigation into the Residual Strength of Damaged Rock Climbing Safety Equipment. Eng. Fail. Anal. 2016, 60, 9–19. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.P.; Baciu, C.; Vizureanu, P.; Lohan, N.M.; Bejinariu, C. Materials Types and Selection for Carabiners Manufacturing: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2019, 572, 012027. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.-P.; Sandu, A.-V.; Burduhos-Nergis, D.-D.; Darabont, D.-C.; Comaneci, R.-I.; Bejinariu, C. Shock Resistance Improvement of Carbon Steel Carabiners Used at PPE. In Proceedings of the 9th International Conference on Manufacturing Science and Education–MSE 2019 “Trends in New Industrial Revolution”, Sibiu, Romania, 5–7 June 2019; Volume 290. Article Number 12004. [Google Scholar] [CrossRef]
- Díaz, B.; Freire, L.; Mojío, M.; Nóvoa, X.R. Optimization of Conversion Coatings Based on Zinc Phosphate on High Strength Steels, with Enhanced Barrier Properties. J. Electroanal. Chem. 2015, 737, 174–183. [Google Scholar] [CrossRef]
- Darband, G.B.; Aliofkhazraei, M. Electrochemical Phosphate Conversion Coatings: A Review. Surf. Rev. Lett. 2017, 24, 1730003. [Google Scholar] [CrossRef]
- Bejinariu, C.; Burduhos-Nergis, D.-P.; Cimpoesu, N. Immersion Behavior of Carbon Steel, Phosphate Carbon Steel and Phosphate and Painted Carbon Steel in Saltwater. Materials 2021, 14, 188. [Google Scholar] [CrossRef] [PubMed]
- Burduhos-Nergis, D.-P.; Vizureanu, P.; Sandu, A.V.; Bejinariu, C. Phosphate Surface Treatment for Improving the Corrosion Resistance of the C45 Carbon Steel Used in Carabiners Manufacturing. Materials 2020, 13, 3410. [Google Scholar] [CrossRef] [PubMed]
- Burduhos-Nergis, D.P.; Vizureanu, P.; Sandu, A.V.; Bejinariu, C. Evaluation of the Corrosion Resistance of Phosphate Coatings Deposited on the Surface of the Carbon Steel Used for Carabiners Manufacturing. Appl. Sci. 2020, 10, 2753. [Google Scholar] [CrossRef]
- Burduhos-Nergis, D.P.; Cimpoesu, N.; Vizureanu, P.; Baciu, C.; Bejinariu, C. Tribological characterization of phosphate conversion coating and rubber paint coating deposited on carbon steel carabiners surfaces. Mater. Today Proc. 2019, 19, 969–978. [Google Scholar] [CrossRef]
- Bousselmi, L.; Fiaud, C.; Tribollet, B.; Triki, E. Impedance Spectroscopic Study of a Steel Electrode in Condition of Scaling and Corrosion: Interphase Model. Electrochim. Acta 1999, 44, 4357–4363. [Google Scholar] [CrossRef]
- Org, W.E.; Guo, H.; Tian, Y.; Shen, H.; Liu, X.; Chen, Y. Electrochemical Science Study on the Electrochemical Corrosion and Scale Growth of Ductile Iron in Water Distribution System. Int. J. Electrochem. Sci. 2016, 11, 6993–7010. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Corrosion Environment | Immersion Time (Days) | CS, pH | ZnPS, pH | EPS, pH |
|---|---|---|---|---|
| FES | Initial | 6.41 | 6.41 | 6.41 |
| 36 | 6.52 | 6.43 | 6.41 | |
| 78 | 6.60 | 6.60 | 6.50 |
| Immersion Time | Rs Ω·cm2 | Cext µF/cm2 | Rext Ω·cm2 | CPE | Rct Ω·cm2 | W Ss½/cm2 | 103χ2 | εZ | |
|---|---|---|---|---|---|---|---|---|---|
| Q Ssn/cm2 | n | ||||||||
| 1 h | 4.64 | 1.713 | 6.42 | 1.43 × 10−3 | 0.646 | 154.4 | 0.277 | 0.556 | 2.30 |
| 36 days | 34.39 | 0.771 | 15.10 | 6.31 × 10−3 | 0.783 | 134.6 | 0.105 | 2.31 | 4.81 |
| 78 days | 43.59 | 15.89 | 1459 | 12.47 × 10−3 | 0.743 | 129.5 | 0.066 | 0.090 | 0.95 |
| Immersion Time | Rs Ω·cm2 | CPE1 | Rext Ω·cm2 | CPE2 | Rct Ω·cm2 | 103χ2 | εZ | ||
|---|---|---|---|---|---|---|---|---|---|
| Q1 Ssn/cm2 | n1 | Q2 Ssn/cm2 | n2 | ||||||
| 1 h | 4.64 | 3.80 × 10−4 | 0.634 | 282.8 | 2.03 × 10−3 | 0.533 | 989 | 2.26 | 4.75 |
| Immersion Time | Rs Ω·cm2 | Cext µF/cm2 | Rext Ω·cm2 | CPE | Rin Ω·cm2 | Cdl μF/cm2 | Rct Ω·cm2 | 103χ2 | εZ | |
|---|---|---|---|---|---|---|---|---|---|---|
| Q Ssn/cm2 | n | |||||||||
| 36 days | 4.56 | 12.32 | 2.02 | 6.07 × 10−4 | 0.700 | 409 | 21.28 | 6707 | 2.21 | 4.78 |
| 78 days | 4.83 | 16.98 | 3.00 | 8.96 × 10−4 | 0.619 | 494 | 5.211 | 8613 | 0.696 | 2.63 |
| Immersion Time | Rs Ω·cm2 | CPE1 | Rext Ω·cm2 | CPE2 | Rct Ω·cm2 | W Ss1/2/cm2 | 103χ2 | εZ | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 104·Q1 Ssn/cm2 | n1 | 104·Q2 Ssn/cm2 | n2 | |||||||
| 1 h | 14.23 | 7.91 | 0.693 | 357 | 2.19 | 0.909 | 1765 | - | 0.427 | 2.10 |
| 36 days | 53.29 | 3.42 | 0.589 | 898 | 5.37 | 0.733 | 1935 | - | 0.498 | 2.23 |
| 78 days | 187.1 | 1.48 | 0.581 | 1971 | 6.58 | 0.573 | 1972 | 8.9 × 10−4 | 0.338 | 1.94 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burduhos-Nergis, D.-P.; Vasilescu, G.D.; Burduhos-Nergis, D.-D.; Cimpoesu, R.; Bejinariu, C. Phosphate Coatings: EIS and SEM Applied to Evaluate the Corrosion Behavior of Steel in Fire Extinguishing Solution. Appl. Sci. 2021, 11, 7802. https://0-doi-org.brum.beds.ac.uk/10.3390/app11177802
Burduhos-Nergis D-P, Vasilescu GD, Burduhos-Nergis D-D, Cimpoesu R, Bejinariu C. Phosphate Coatings: EIS and SEM Applied to Evaluate the Corrosion Behavior of Steel in Fire Extinguishing Solution. Applied Sciences. 2021; 11(17):7802. https://0-doi-org.brum.beds.ac.uk/10.3390/app11177802
Chicago/Turabian StyleBurduhos-Nergis, Diana-Petronela, Gabriel Dragos Vasilescu, Dumitru-Doru Burduhos-Nergis, Ramona Cimpoesu, and Costica Bejinariu. 2021. "Phosphate Coatings: EIS and SEM Applied to Evaluate the Corrosion Behavior of Steel in Fire Extinguishing Solution" Applied Sciences 11, no. 17: 7802. https://0-doi-org.brum.beds.ac.uk/10.3390/app11177802