
High-Precision Surface Scattering Measurement System and Uncertainty Analysis Applied in Laser Protective Materials Diagnostics

 , ,
, ,
Abstract
:1. Introduction
2. Theoretical Modified Model of Scattering Characteristics on Coating Surface
3. Design, Simulation and Implementation for Scattering Measurement System
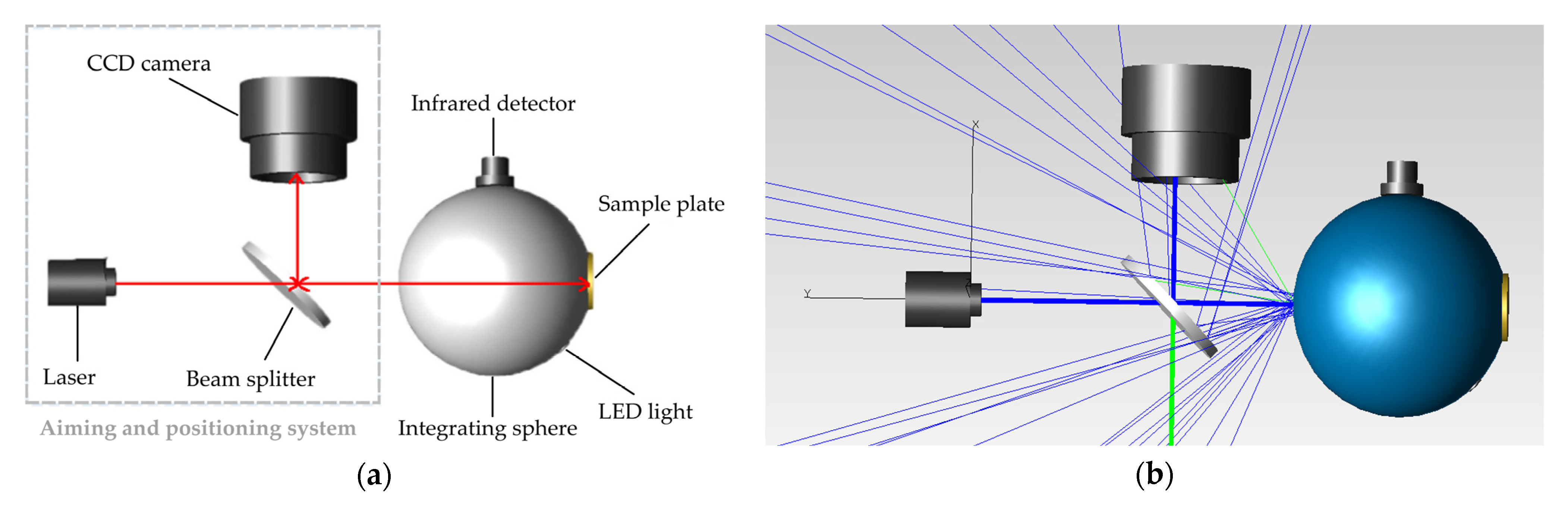
3.1. Design and Simulation for Aiming-and-Positioning System
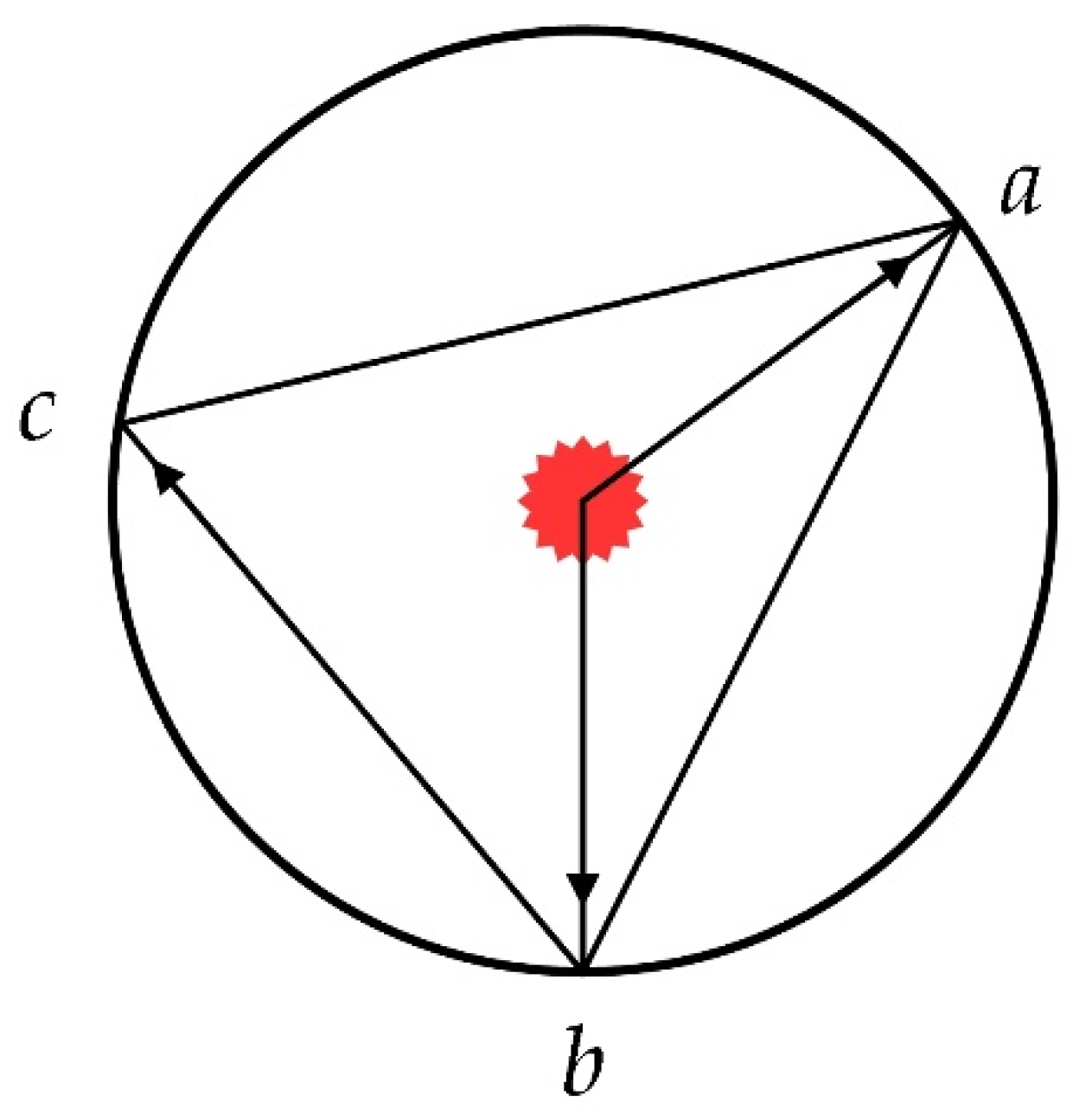
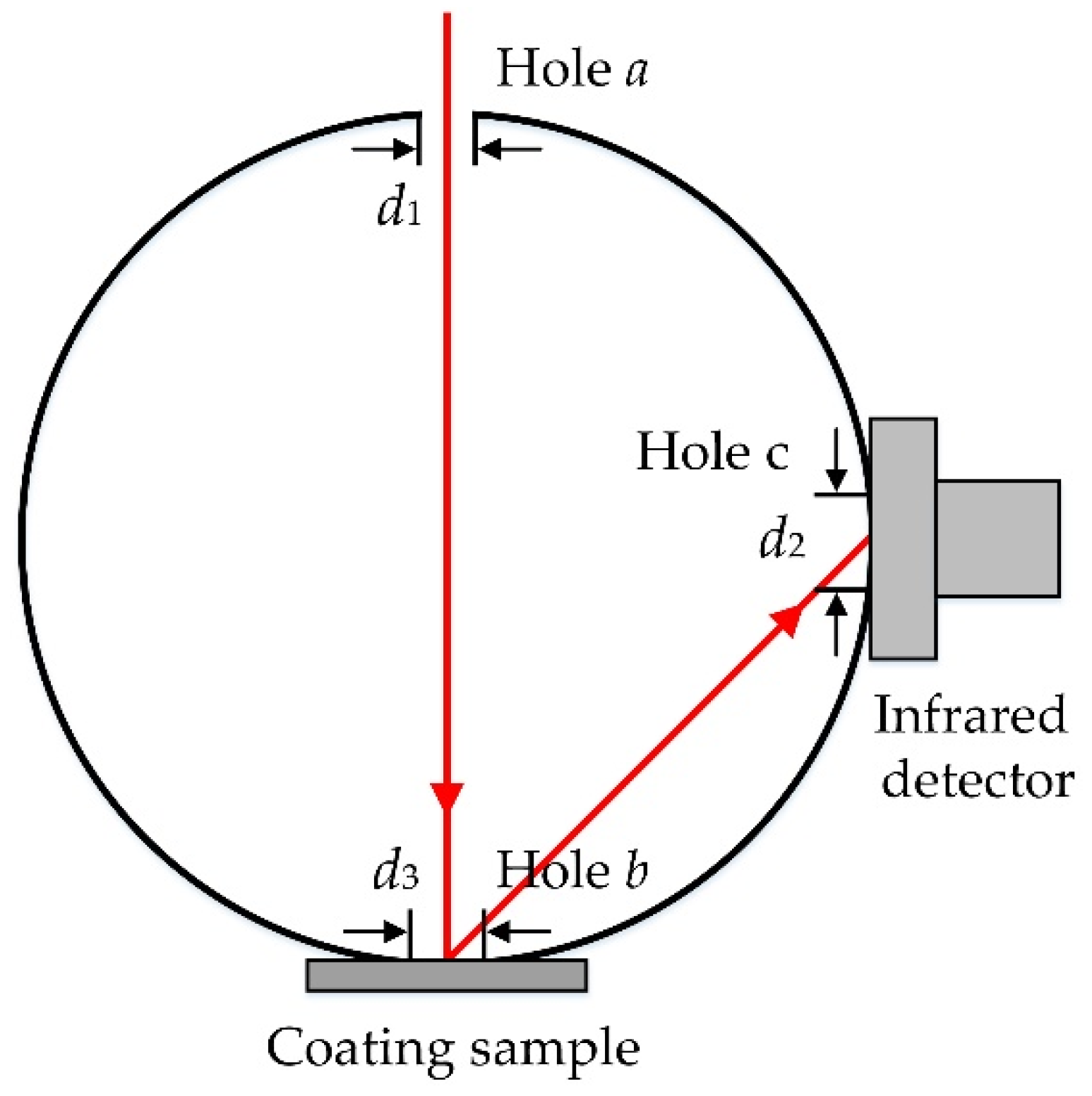
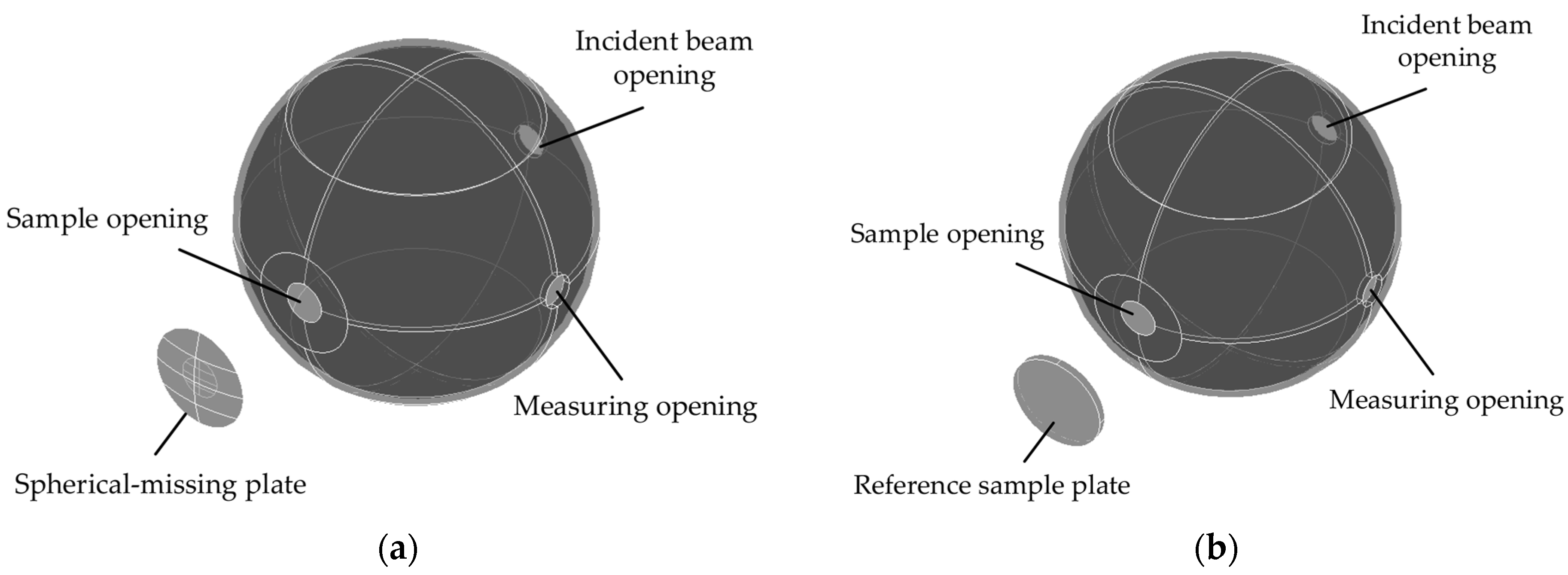
3.2. Modeling for Three-Hole Integrating Sphere
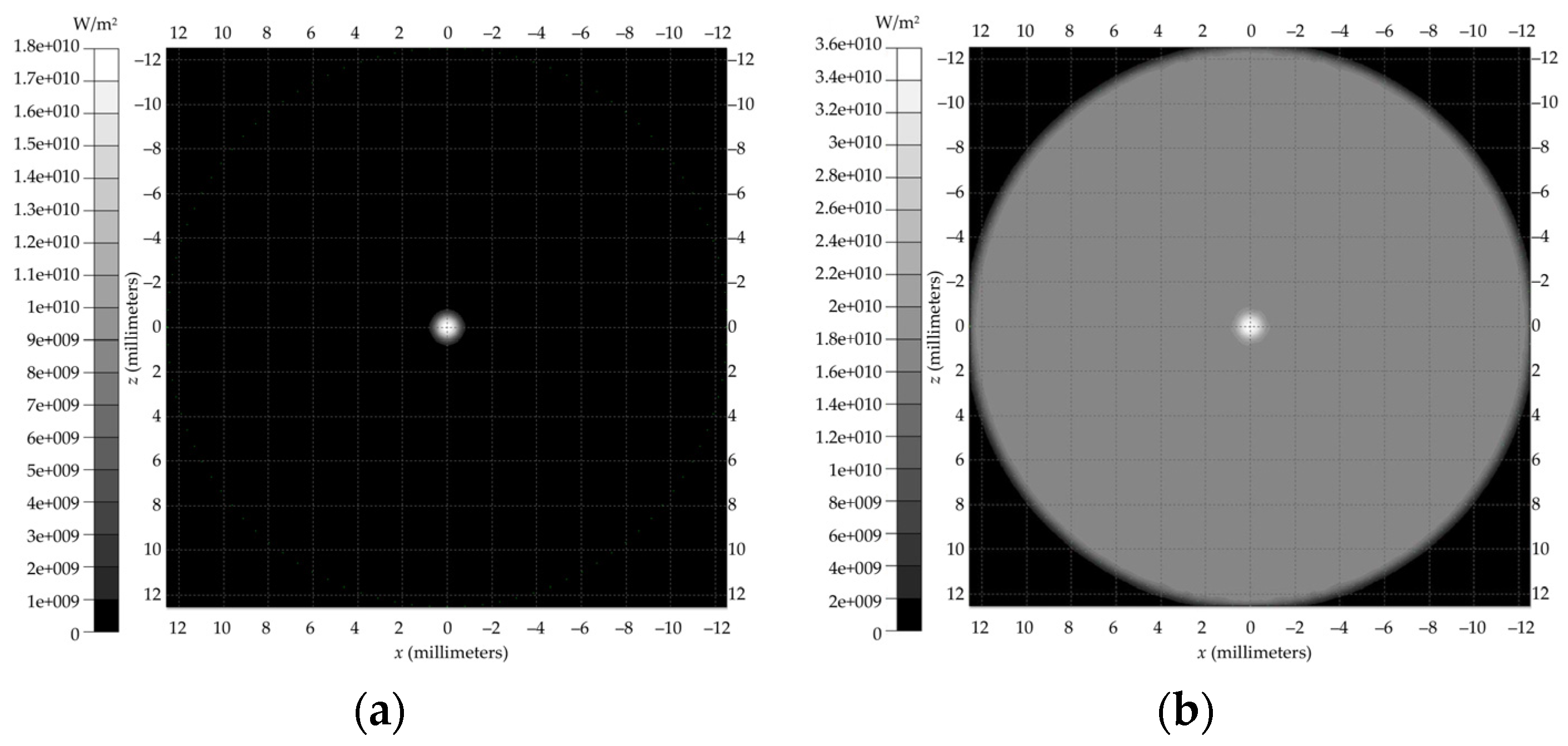
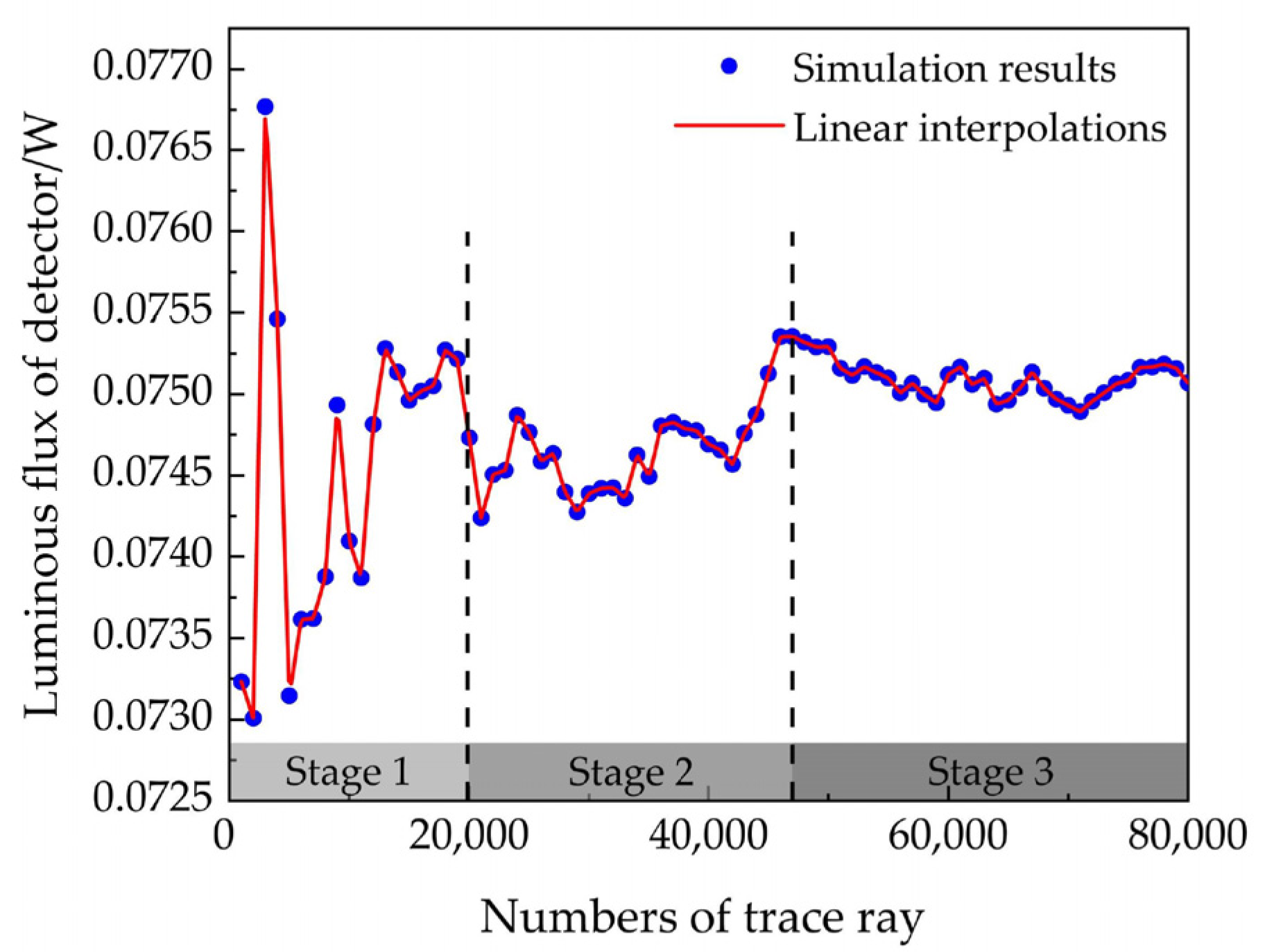
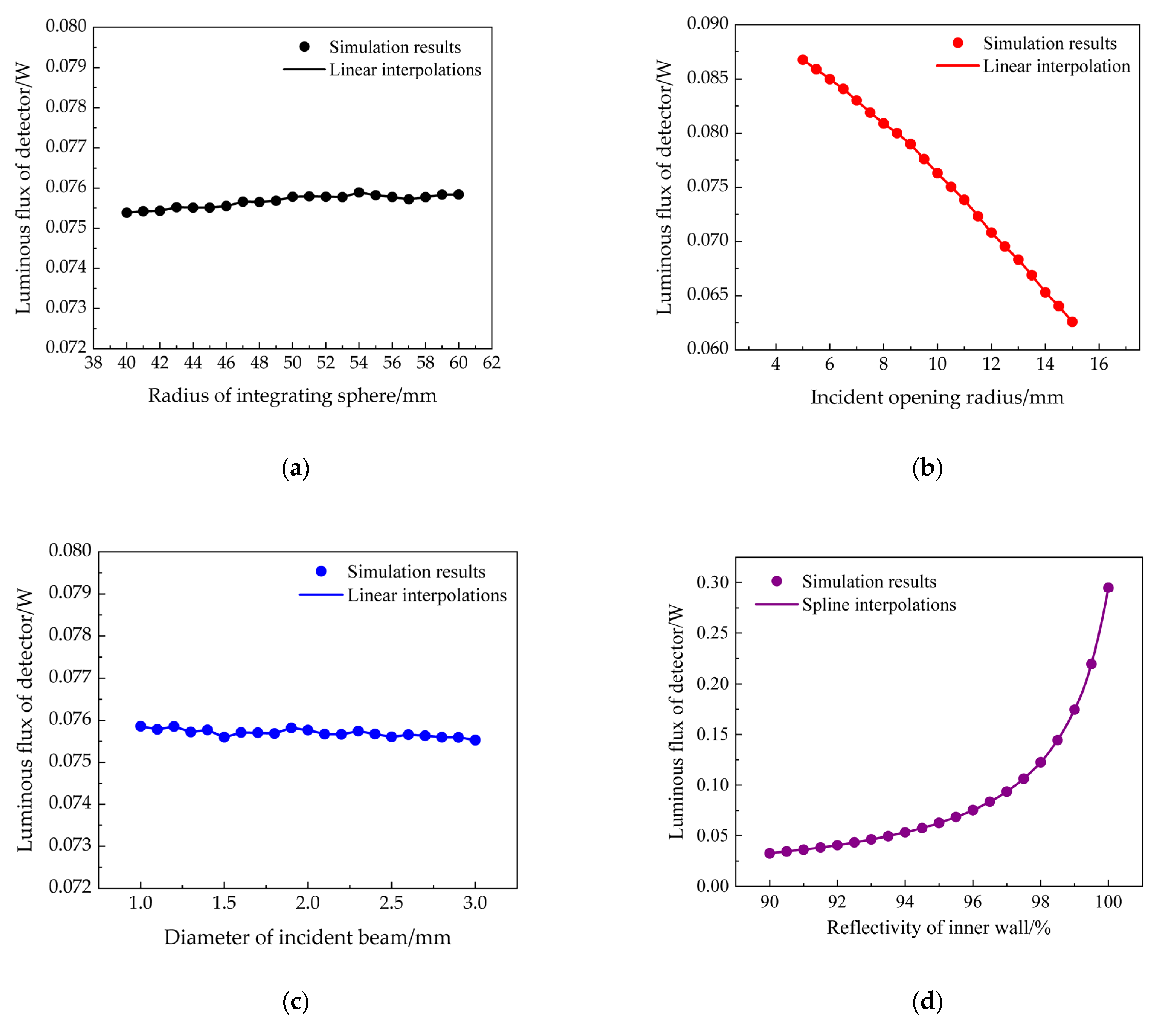
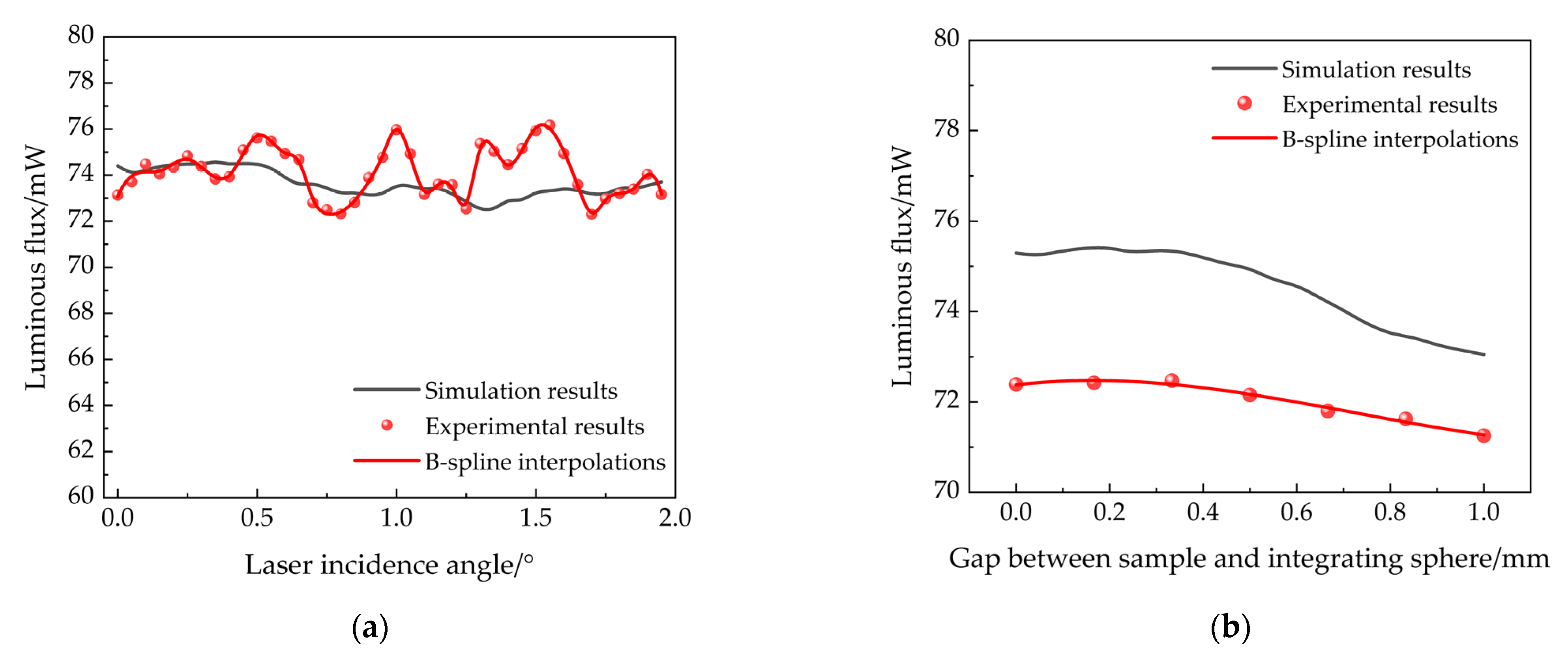
3.3. Influence of Design Parameters on Measurement Results
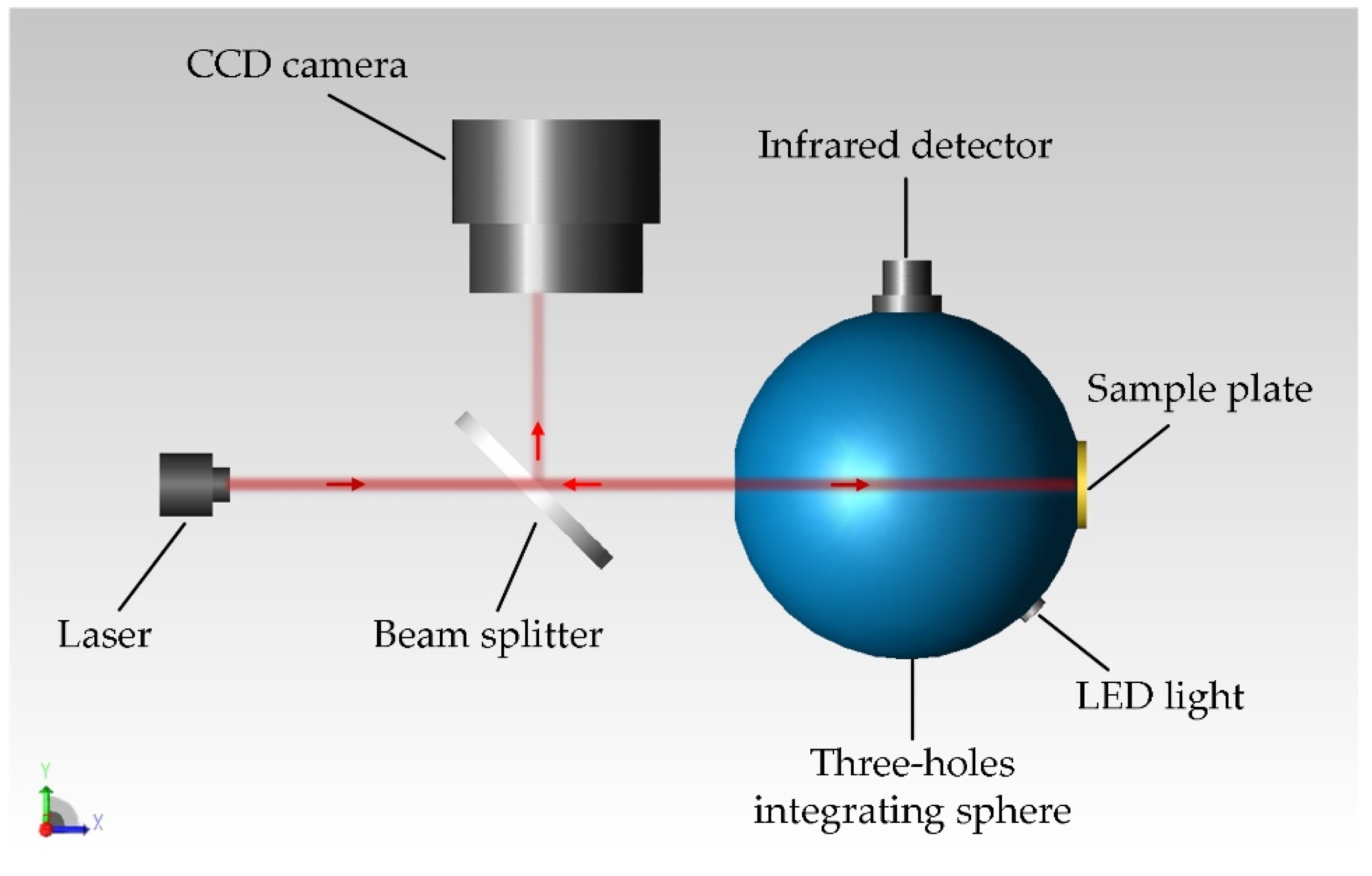
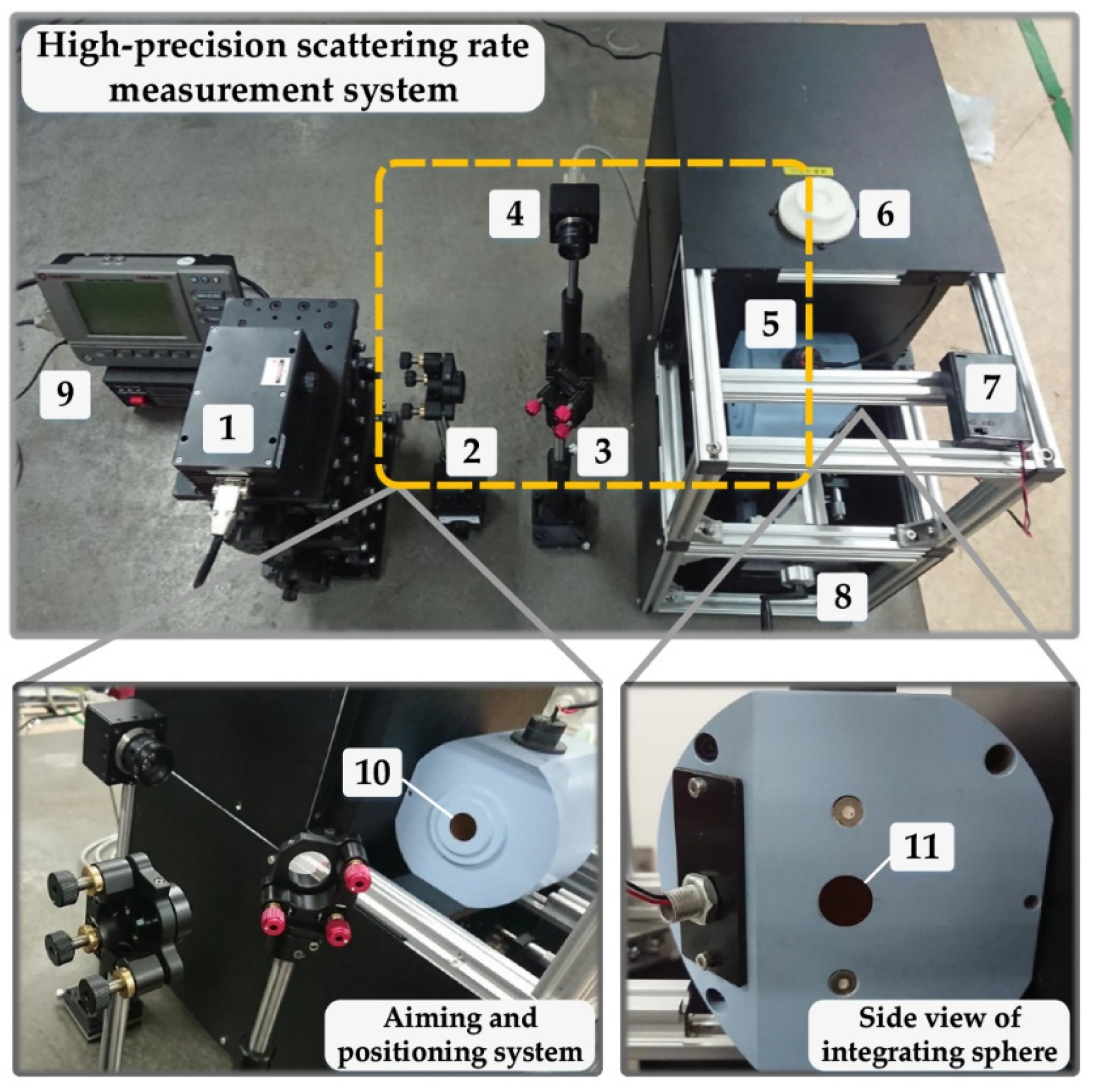
3.4. Modeling and Implementation for Surface Scattering Measurement System
4. Relative Uncertainty Analysis for Scattering-Rate Measurement System
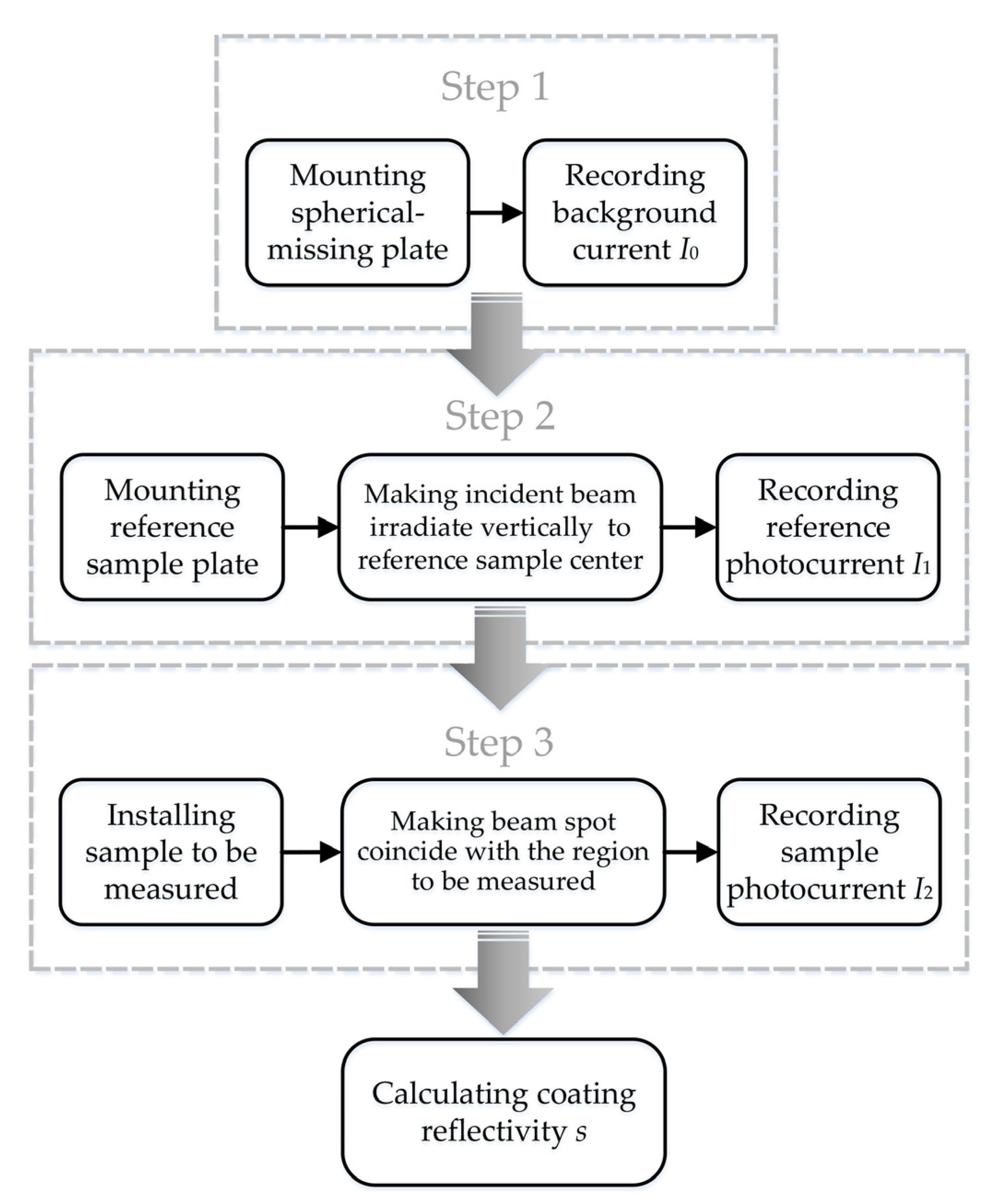
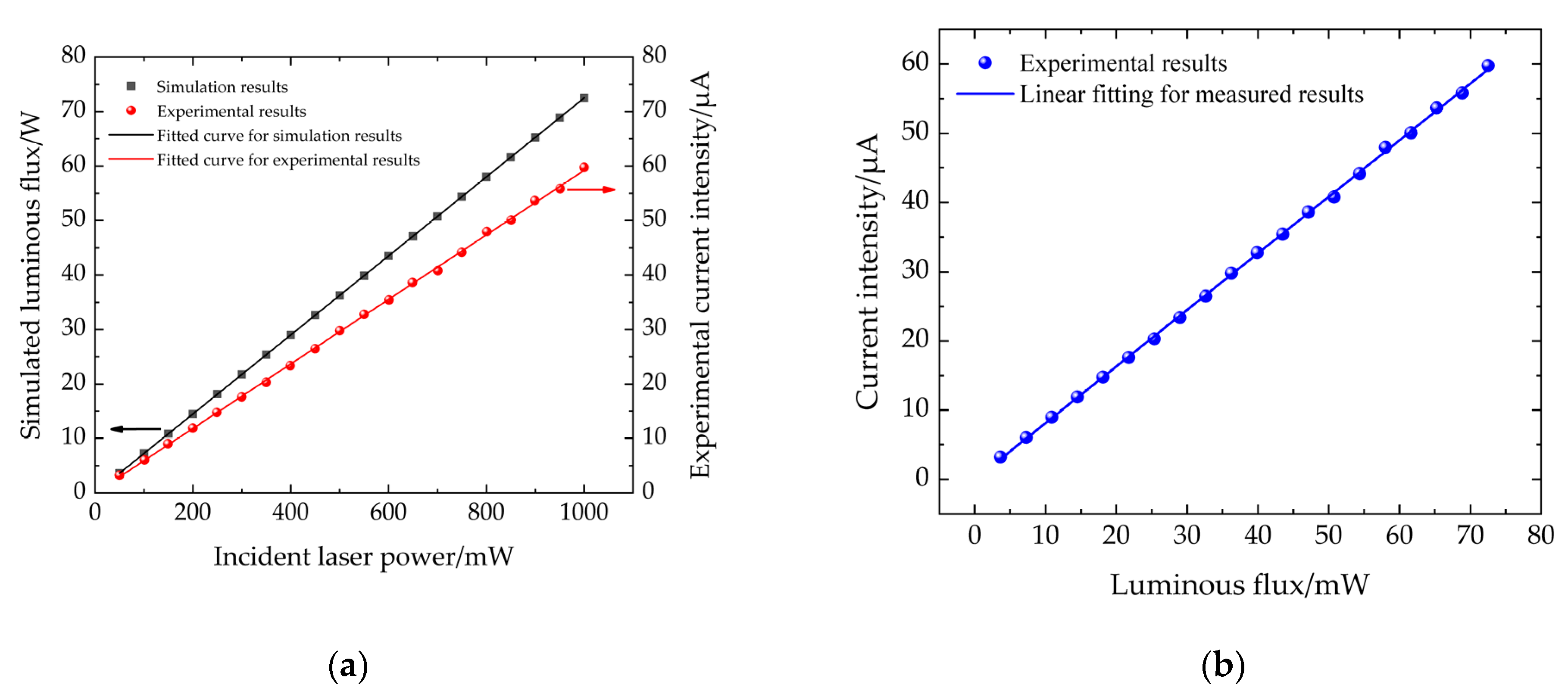
4.1. Calibration of Detector
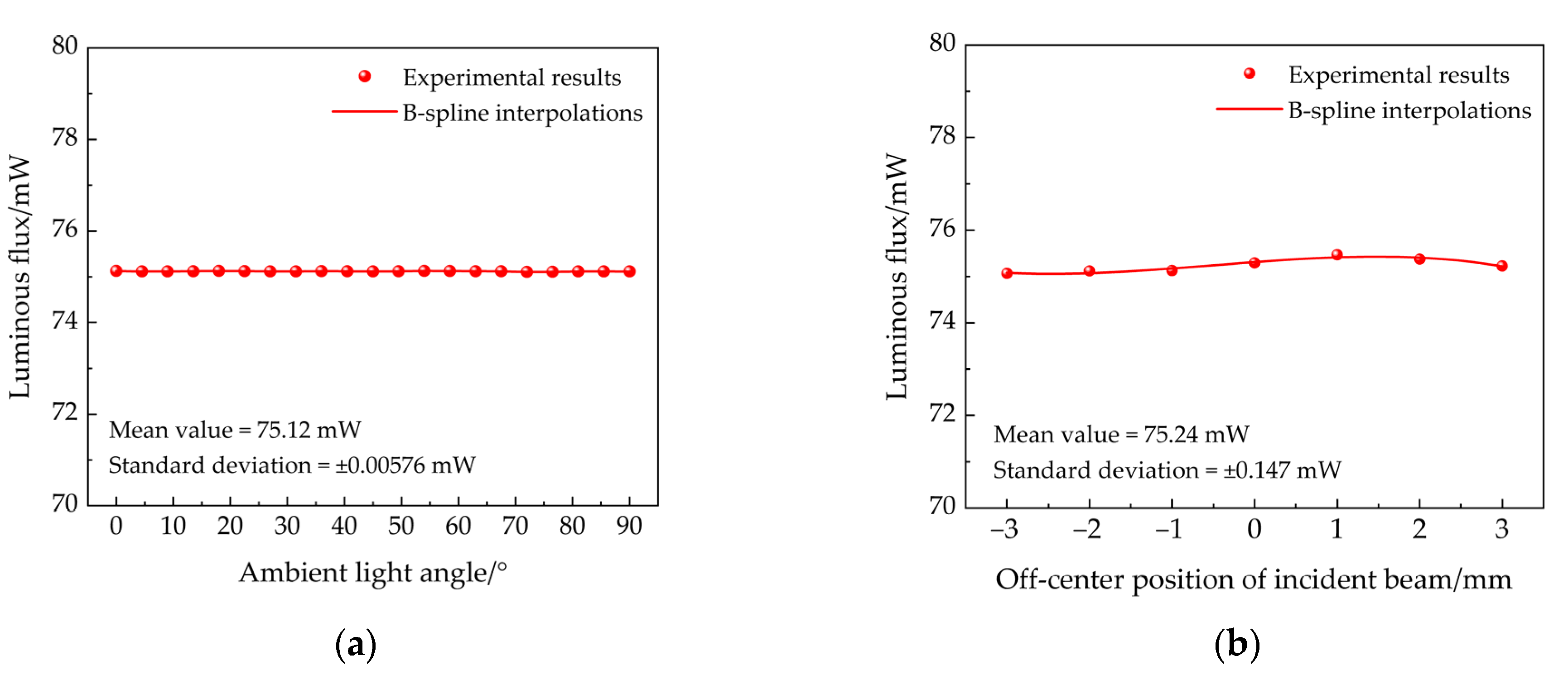
4.2. Relative Uncertainty Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ludewigt, K.; Liem, A.; Stuhr, U.; Jung, M. High-power laser development for laser weapons. Proc. SPIE 2019, 11162, 1116207. [Google Scholar]
- Qu, Z.; Li, Q.S. The key technology on high power fiber optic laser in laser weapon. Proc. SPIE 2018, 10844, 108440T. [Google Scholar]
- Chen, Z.X.; Shi, S.B.; Han, F.L.; Wu, Y.L.; Song, C.Y. Research of laser stealth performance test technology. Proc. SPIE 2014, 9282, 92820T. [Google Scholar]
- Wang, C.; Wang, L.; Chen, Z.H.; Zhang, F.X.; Li, J.W.; Shi, J.M.; Zhao, D.P.; Huang, M.S.; Guo, F.C.; Shao, D.X. Production of flexible photonic crystal films for compatible far infrared and laser-band camouflage by vacuum coating method. J. Russ. Laser Res. 2016, 37, 308–312. [Google Scholar]
- Liu, Z.W.; Zhang, B.; Chen, Y. Two-dimensional nanomaterials and their derivatives for laser protection. Acta Phys. Sin. 2020, 69, 184201. [Google Scholar]
- Yan, Z.Y.; Ma, Z.; Liu, L.; Zhu, S.Z.; Gao, L.H. The ablation behavior of ZrB2/Cu composite irradiated by high-intensity continuous laser. J. Eur. Ceram. Soc. 2014, 34, 2203–2209. [Google Scholar] [CrossRef]
- Peng, G.L.; Zhang, X.H.; Wang, Y.H.; Yan, H.; Gao, Y.J.; Zheng, Y.L. Effect of laser parameters on C/SiC composites material ablation heat. Chin. J. Lasers 2013, 40, 1103010. [Google Scholar] [CrossRef]
- Li, J.; Zheng, Y.; Luo, J.; Chen, S.L.; Guan, Z.W.; Liang, L. Laser ablation effect of composite coating applied to aerospace material. High Power Laser Part. Beams 2014, 26, 029003. [Google Scholar]
- Zhu, J.P.; Ma, Z.; Gao, L.H.; Liu, Y.B.; Wang, F.C.; Liu, L.; Zhu, S.Z. Reflective laser protective coating based on plasma spraying. Chin. Opt. 2017, 10, 578–587. [Google Scholar]
- Zhu, J.P.; Ma, Z.; Gao, Y.J.; Gao, L.H.; Pervak, V.; Wang, L.J.; We, C.H.; Wang, F.C. Ablation behavior of plasma-sprayed La1-xSrxTiO3+δ coating irradiated by high-intensity continuous laser. ACS Appl. Mater. Interfaces 2017, 9, 35444–35452. [Google Scholar] [CrossRef]
- Zhu, J.P.; Gao, L.H.; Ma, Z.; Liu, Y.B.; Wang, F.C. Optical property of La1-xSrxTiO3+δ coatings deposited by plasma spraying technique. Appl. Surf. Sci. 2015, 356, 935–940. [Google Scholar] [CrossRef]
- He, M.B.; Ma, Z.L.; Wei, C.H.; Liu, W.P.; Wu, T.T. Influence of pyrolysis on the laser ablation of carbon-fiber/epoxy composite. Infrared Laser Eng. 2016, 45, 0306001. [Google Scholar]
- Li, W.Z.; Gao, L.H.; Ma, Z.; Wang, F.C. Ablation behavior of graphite/SiO2 composite irradiated by high-intensity continuous laser. J. Eur. Ceram. Soc. 2017, 37, 1331–1338. [Google Scholar] [CrossRef]
- Fu, C.L.; Yang, Y.; Huang, Z.R.; Liu, G.L.; Zhang, H.; Jiang, F.; Wei, Y.Q.; Jiao, Z. Investigation on the laser ablation of SiC ceramics using micro-Raman mapping technique. J. Adv. Ceram. 2016, 5, 253–261. [Google Scholar] [CrossRef] [Green Version]
- Li, W.Z.; Gao, L.H.; Ma, Z.; Wang, F.C.; Wu, T.T.; Wang, L.J.; Li, H.Z. Multi-synergy ablative effects of laminated SiO2-graphite/SiO2/Cu composite irradiated by high power laser. Ceram. Int. 2019, 45, 15272–15280. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Yao, G.; Huang, Z.J.; Huang, Y. Infrared laser protection of multi-wavelength with high optical switching efficiency VO2 film. Acta Phys. Sin. 2016, 65, 057102. [Google Scholar]
- Lu, Y.; Feng, Y.S.; Ling, Y.S.; Qiao, Y. The mechanism of laser disturbing infrared detector and its intelligent protection. Proc. SPIE 2013, 8904, 89040T. [Google Scholar]
- Kawate, E.; Hanssen, L.M.; Kaplan, S.G.; Datla, R.V. Development of an adiabatic laser calorimeter. Proc. SPIE 2000, 4103, 133–144. [Google Scholar]
- Kawate, E.; Hanssen, L.M.; Kaplan, S.G.; Datla, R.V. Design and operation of a highly sensitive and accurate laser calorimeter for low absorption materials. Proc. SPIE 1998, 3425, 134–145. [Google Scholar]
- Visan, T.; Sporea, D.; Dumitru, G. Computing method for evaluating the absorption coefficient of infrared optical elements. Infrared Phys. Technol. 1998, 39, 335–346. [Google Scholar] [CrossRef]
- Liu, H.; Chen, S.L.; Wei, Y.W.; Zhang, Z.; Luo, J.; Zheng, N.; Ma, P. Laser conditioning on HfO2 film monitored by calorimeter. Opt. Express 2012, 20, 698–705. [Google Scholar]
- Wei, J.F. In-depth analysis and discussions of water absorption-typed high-power laser calorimeter. Proc. SPIE 2017, 10250, 102501R. [Google Scholar]
- Johnson, T.J.; Bernacki, B.E.; Redding, R.L.; Su, Y.F.; Brauer, C.S.; Myers, T.L.; Stephan, E.G. Intensity-value corrections for integrating sphere measurements of solid samples measured behind glass. Appl. Spectrosc. 2014, 68, 1224–1234. [Google Scholar] [CrossRef] [PubMed]
- Sandilands, L.J.; Cote, E.; Zwinkels, J.C. Design and characterization of a new absolute diffuse reflectance reference instrument at the NRC. Proc. SPIE 2018, 10750, 107500G. [Google Scholar]
- Da Cruz, L.B.; Bachmann, L. Manufacture and characterization of a 3D-printed integrating sphere. Instrum. Sci. Technol. 2020, 49, 276–287. [Google Scholar] [CrossRef]
- Gao, Q.; Yu, J.; Zhang, Y.G.; Zhang, Z.G.; Cao, W.W. Diffuse reflectance measurement using gas absorption spectroscopy. Sens. Actuator B Chem. 2014, 196, 147–150. [Google Scholar] [CrossRef]
- Feng, G.J.; Wang, Y.; Ma, Y.; Li, P.; Zheng, C.D. A non-standard auxiliary integrating sphere and correction method for the realization of diffuse reflectance. Optik 2013, 124, 4325–4327. [Google Scholar] [CrossRef]
- Hwang, J.; Shin, D.J.; Jeong, K.R. Integrating sphere-based relative methods for reflection measurements. Metrologia 2016, 53, 1231–1242. [Google Scholar] [CrossRef]
- Saylan, S.; Howells, C.T.; Dahlem, M.S. Integrating sphere based reflectance measurements for small-area semiconductor samples. Rev. Sci. Instrum. 2018, 89, 053101. [Google Scholar] [CrossRef]
- Blake, T.A.; Johnson, T.J.; Tonkyn, R.G.; Forland, B.M.; Myers, T.L.; Brauer, C.S.; Su, Y.F.; Bernacki, B.E.; Hanssen, L.; Gonzalez, G. Methods for quantitative infrared directional-hemispherical and diffuse reflectance measurements using an FTIR and a commercial integrating sphere. Appl. Optics 2018, 57, 432–446. [Google Scholar] [CrossRef]
- Foschum, F.; Bergmann, F.; Kienle, A. Precise determination of the optical properties of turbid media using an optimized integrating sphere and advanced Monte Carlo simulations. Part 1: Theory. Appl. Optics 2020, 59, 3203–3215. [Google Scholar] [CrossRef] [PubMed]
- Bergniann, F.; Foschum, F.; Zuber, R.; Kienle, A. Precise determination of the optical properties of turbid media using an optimized integrating sphere and advanced Monte Carlo simulations. Part 2: Experiments. Appl. Optics 2020, 59, 3216–3226. [Google Scholar] [CrossRef] [PubMed]
- Lambda. Available online: https://lambdares.com/tracepro/ (accessed on 6 June 2021).
- Survey Adjustment Discipline Group, School of Geodesy and Geomatics, Wuhan University. Error Theory and Foundation of Surveying Adjustment, 1st ed.; Wuhan University Press: Wuhan, China, 2003; pp. 30–32. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Component | Parameter | Specifics/Design Values |
|---|---|---|
| Laser | Wavelength for Measurement | 1064 nm |
| Wavelength for aiming | 532 nm | |
| Power Stability | ±0.19% | |
| Integrating Sphere | Inner Surface Diameter | 100 mm |
| Incident Beam Opening Diameter | 20 mm | |
| Sample Opening Diameter | 15 mm | |
| Detector Opening Diameter | 12 mm | |
| Diffuse Reflectance of Inner Wall | 96% | |
| CCD Camera | Focal Length of Aiming Optical System | 6–60 mm |
| f-Number | 1.4 | |
| Infrared Detector | Sensor | InSb and HgCdTe |
| Response Band | 1–13 μm | |
| Response Time | 50 ms |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Yang, Y.; Zhang, Y.; Guo, X.; Lu, K.; Zhang, J. High-Precision Surface Scattering Measurement System and Uncertainty Analysis Applied in Laser Protective Materials Diagnostics. Appl. Sci. 2021, 11, 9457. https://0-doi-org.brum.beds.ac.uk/10.3390/app11209457
Yang Z, Yang Y, Zhang Y, Guo X, Lu K, Zhang J. High-Precision Surface Scattering Measurement System and Uncertainty Analysis Applied in Laser Protective Materials Diagnostics. Applied Sciences. 2021; 11(20):9457. https://0-doi-org.brum.beds.ac.uk/10.3390/app11209457
Chicago/Turabian StyleYang, Zhen, Yanbo Yang, Yong Zhang, Xinmin Guo, Kaichang Lu, and Jianlong Zhang. 2021. "High-Precision Surface Scattering Measurement System and Uncertainty Analysis Applied in Laser Protective Materials Diagnostics" Applied Sciences 11, no. 20: 9457. https://0-doi-org.brum.beds.ac.uk/10.3390/app11209457